Пластичная комплексная литиевая смазка и способ ее получения
Номер патента: 13722
Опубликовано: 30.10.2010
Текст
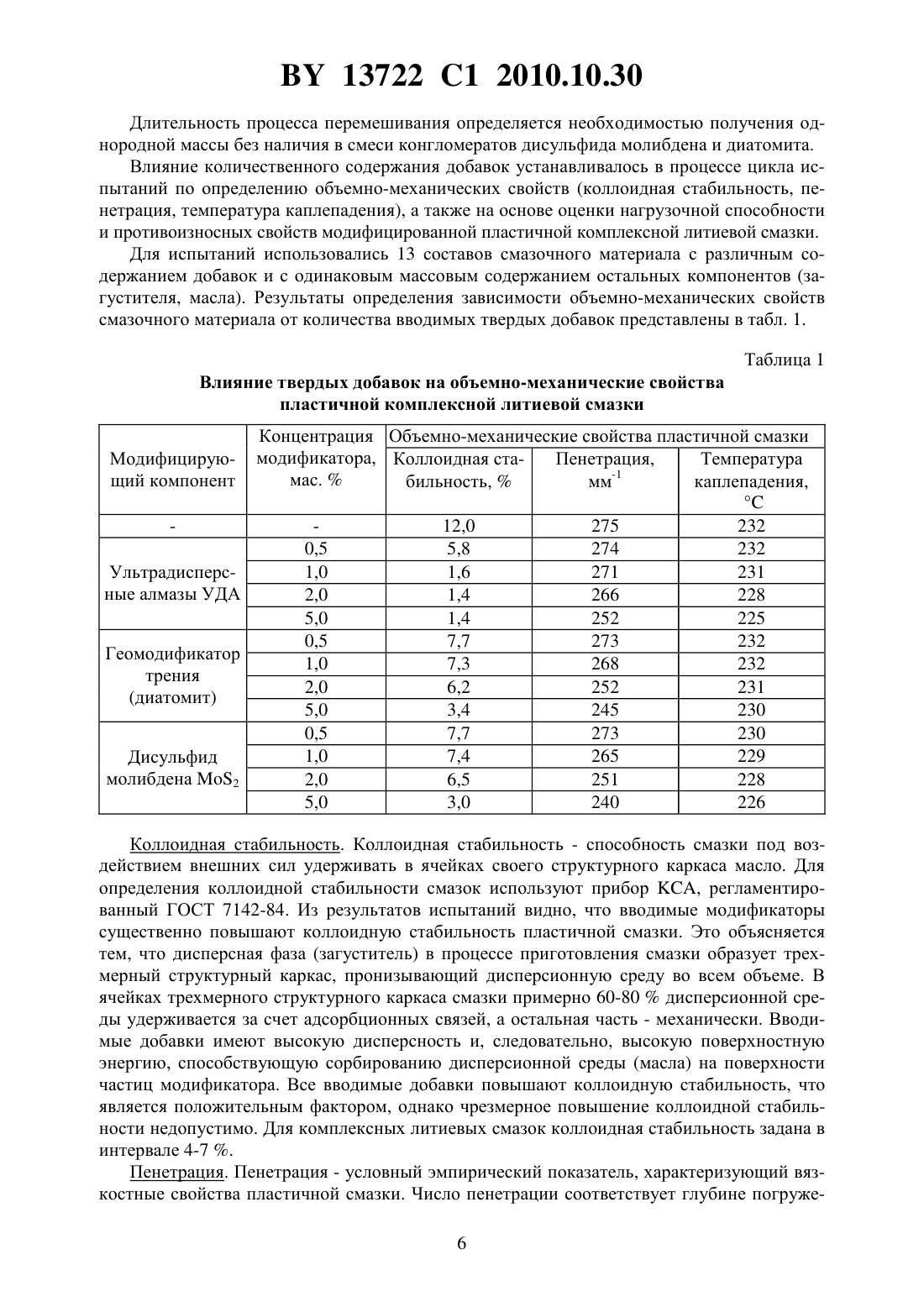
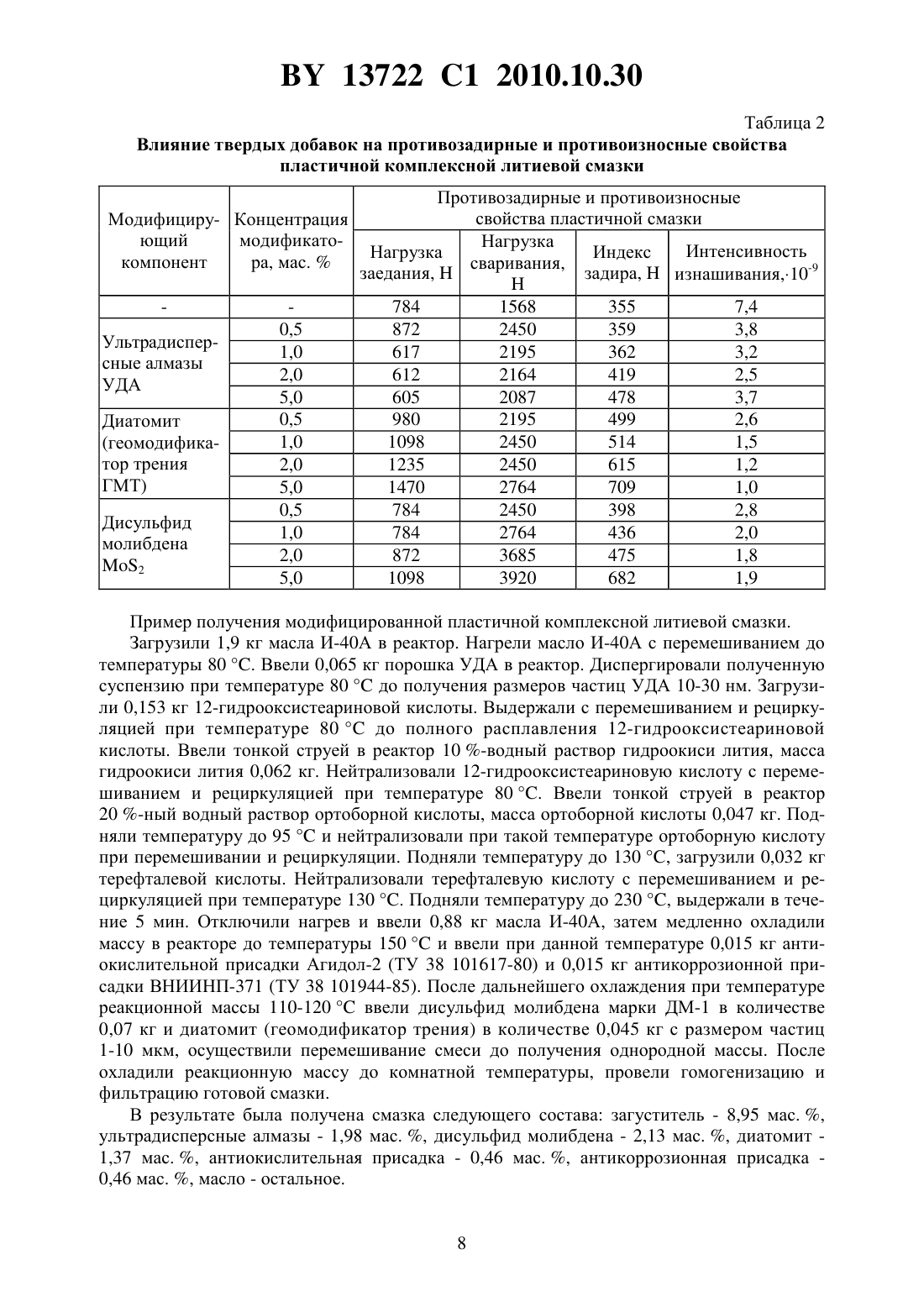
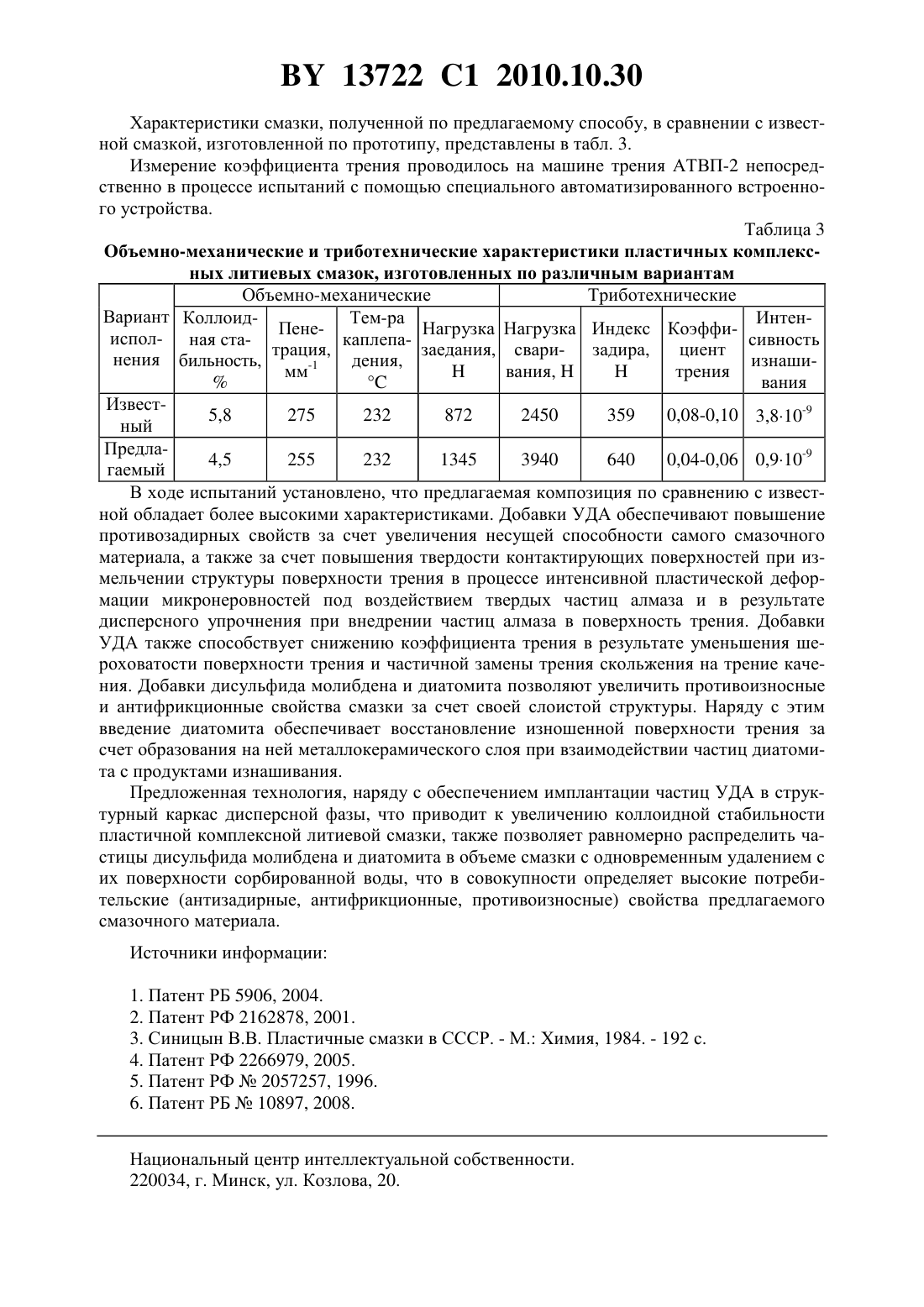
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПЛАСТИЧНАЯ КОМПЛЕКСНАЯ ЛИТИЕВАЯ СМАЗКА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Жорник Виктор Иванович Ивахник Антон Владимирович(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(57) 1. Способ получения пластичной комплексной литиевой смазки, при котором нагревают первую часть нефтяного масла, составляющую 65-70 об. , вводят агломераты частиц ультрадисперсных алмазов, дезинтегрируют их до получения суспензии с размером частиц 10-30 нм, последовательно вводят в суспензию и нейтрализуют гидроокисью лития 12-гидрооксистеариновую, ортоборную и терефталевую кислоты, осуществляют термообработку реакционной смеси, добавляют в нее оставшуюся часть масла, охлаждают смесь,добавляют в нее антиокислительную и антикоррозионную присадки, охлаждают смесь,гомогенизируют ее и фильтруют, отличающийся тем, что охлаждение смеси после добавления присадок осуществляют до 110-120 С, после чего вводят в смесь дисульфид молибдена с размером частиц 1-10 мкм, диатомит с размером частиц 1-10 мкм и перемешивают смесь при указанной температуре до получения однородной массы. 2. Состав для получения пластичной комплексной литиевой смазки способом по п. 1,включающий нефтяное масло, 12-гидрооксистеариновую, ортоборную и терефталевую кислоты, гидроокись лития, агломераты частиц ультрадисперсного алмаза размером 100500 нм, дисульфид молибдена с размером частиц 1-10 мкм, диатомит с размером частиц 110 мкм, антиокислительную и антикоррозионную присадки при следующем соотношении компонентов, мас.12-гидрооксистеариновая кислота 4,7-5,4 ортоборная кислота 1,4-1,7 терефталевая кислота 0,9-1,2 гидроокись лития 0,8-1,2 агломераты частиц ультрадисперсного алмаза 0,8-2,8 дисульфид молибдена 1,2-2,3 диатомит 1,1-1,4 антиокислительная присадка 0,4-0,6 антикоррозионная присадка 0,4-0,6 масло остальное. 13722 1 2010.10.30 Изобретение относится к пластичным смазочным материалам, в частности к комплексным литиевым смазкам с пакетом функциональных добавок, и может быть использовано в тяжелонагруженных узлах трения технологического оборудования и мобильных машин. Известна смазочная композиция для тяжелонагруженных узлов трения на основе дисульфидмолибденовой пасты ВНИИНП-225, в которую введены добавки ультрадисперсного алмаза (УДА) с размером частиц 8-30 нм в количестве 1,6-3,2 мас.и графита с размером частиц 0,1-1,0 мкм в количестве 2,0-4,0 мас. , расширяющие диапазон рабочих температур и несущую способность смазочного материала 1. Дисперсионной средой данной смазки является кремнийорганическая жидкость, являющаяся дорогостоящим и дефицитным сырьем. Получение данной композиции осуществляется введением УДА и графита в дисульфидмолибденовую пасту ВНИИНП-225 и последующей механической гомогенизацией композиции. Однако длительность процесса гомогенизации данной смазочной композиции достаточно велика и энергоемка, при этом агломерационная устойчивость введенных добавок в получаемом смазочном материале низка, так как происходит агломерация нестабилизированных ультрадисперсных частиц алмаза в процессе хранения. Известен смазочный материал 2, содержащий базовое масло с присадкой в виде микропорошка природных алмазов, отличающийся тем, что в качестве присадки применен природный алмазный микропорошок в концентрации 1-10 мас. , остальное - базовое масло. Достигаемый эффект заключается в повышении эксплуатационных свойств предлагаемого смазочного материала, а именно его противозадирных показателей. В качестве добавки использован природный технический алмазный порошок, что приводит к необходимости тщательного отбора и контроля однородности применяемого природного материала как по размерам частиц, так и по их составу. Вводимое количество технического алмазного микропорошка (1-10 мас. ) сопоставимо с количеством всей дисперсной фазы(загустителя) улучшаемых смазок ЦИАТИМ-201, ЦИАТИМ-203, которое составляет 11 мас. , остальное до 100- базовое масло 3. Выбор данного соотношения масс,наряду с увеличением противозадирных и противоизносных свойств, приводит к значительному ухудшению остальных эксплуатационных параметров (механическая, химическая и коллоидная стабильность, пенетрация, вязкость, прокачиваемость). Таким образом,заявленная композиция должна существенно отличаться по всем эксплуатационным параметрам от улучшаемых смазок ЦИАТИМ-201, ЦИАТИМ-203. Известен состав для формирования новообразованного слоя на трущихся металлических поверхностях 4, содержащий мелкодисперсную основу в виде смеси природных никель-железо-магнезиальных гидросиликатов (с обобщенной химической формулой(3)(3)(3) (25)4) и катализатор в виде минерала из группы оливинов (форстерит (24) или фаялит (24 с размером зерен от 1 до 100 мкм при соотношении компонентов никель-железо-магнезиальные гидросиликаты - 90-95 мас. , катализатор 5-10 мас. . Известный состав предназначен для добавления в готовый смазочный материал перед его введением в систему смазки машин и оборудования с целью снижения величины износа трущихся металлических поверхностей путем самовосстановления разрушаемых при эксплуатации поверхностей за счет взаимодействия компонентов состава с металлическими продуктами износа. Недостатом известного состава является, во-первых, неоднородность получаемой смазочной композиции, особенно при добавлении в пластичные смазочные материалы, поскольку невозможно в условиях эксплуатации техники без применения специального диспергирующего оборудования обеспечить равномерное распределение добавляемой присадки по всему объему смазочного материала, что, соответственно, снижает эффективность действия известного состава. Во-вторых, крупные частицы природных силикатов 2 13722 1 2010.10.30 быстро засоряют систему фильтрации смазочного материала в машинах и оборудовании,что повышает затраты на их обслуживание и эксплуатацию. Известно также применение одной из групп никель-железо-магнезиальных гидросиликатов - серпентинов (64108) - в качестве антифрикционной добавки, в частности,в Российской Федерации выпускается триботехнический состав НИОД - мелкодисперсный материал, основой которого является серпентинит 5. Данный технический состав вводится в готовые пластичные смазки с целью снижения интенсивности изнашивания поверхностей трения и уменьшения коэффициента трения в трибосопряжениях. Целесообразность применения такого рода добавок для снижения износа пар трения подтверждена многими испытаниями, однако этому составу присущи те же недостатки, что и описанному выше. Наиболее близким аналогом к предлагаемому изобретению является комплексная литиевая смазка и способ ее получения 6, в которой основу составляет нефтяное масло, а в качестве загустителя используется литиевый комплекс высокомолекулярной 12 гидрооксистеариновой и низкомолекулярных ортоборной и терефталевой кислот, отличающаяся тем, что она дополнительно содержит ультрадисперсные алмазы (УДА) в количестве 0,4-0,5 мас. , размеры которых составляют 10-30 нм. Способ получения пластичной комплексной литиевой смазки состоит в нагреве 6570 объема масла до температуры 70-80 , добавлении в него агломератов УДА, их дезинтеграции до получения суспензии с размером частиц УДА 10-30 нм, последовательной загрузке в суспензию 12-гидрооксистеариновой, ортоборной и терефталевой кислот и их нейтрализации гидроокисью лития, термообработке реакционной смеси, добавлении оставшейся части масла, охлаждении, введении антиокислительной и антикоррозионной присадок, гомогенизации и фильтрации смазки. Содержание 12-гидрооксистеариновой, ортоборной и терефталевой кислот при их соотношении 421 составляет 13-15 мас. , гидроокись лития берется из расчета нейтрализации кислот и обеспечения слабощелочной (0,02) реакции готовой смазки. Полученная пластичная смазка имеет следующий состав (мас. ) 12-гидрооксистеариновая кислота 7,7-8,1 ортоборная кислота 2,2-2,6 терефталевая кислота 1,4-1,8 гидроокись лития 1,3-1,7 УДА 0,4-0,5 антиокислительная присадка 0,4-0,6 антикоррозионная присадка 0,4-0,6 масло остальное. В результате осуществления данной технологии начало процесса комплексообразования происходит на поверхности частиц УДА, что приводит к повышению структурированности дисперсной фазы, увеличению загущающей способности комплексных солей. При этом частицы УДА имплантируются в дисперсную фазу, а не в дисперсионную среду смазочной композиции, что предотвращает их агломерацию. Структурный каркас модифицированной пластичной смазки состоит из более коротких волокон длиной 5-10 мкм,имеющих большее количество переплетений, что приводит к повышению коллоидной стабильности системы. Таким образом, удалось повысить противозадирные свойства пластичной комплексной литиевой смазки, а также увеличить ее коллоидную стабильность,благодаря чему достигнута возможность обеспечения работы пластичной смазки в условиях более высоких удельных нагрузок и увеличения срока ее хранения. Недостатками известной пластичной комплексной литиевой смазки и технологии ее получения являются относительно невысокие противоизносные и антифрикционные свойства при повышенных нагрузках в зоне трибоконтакта, невозможность улучшения этих3 13722 1 2010.10.30 свойств путем введения добавок при приведенном количестве загустителя, что связано с недопустимым повышением вязкости и понижением пенетрации, приводящим к выходу полученного смазочного материала из рамок класса пластичных смазок. Задачей настоящего изобретения является повышение антифрикционных, противоизносных и противозадирных свойств пластичной комплексной литиевой смазки в условиях высоких удельных нагрузок без изменения класса пенетрации. Поставленная задача решена тем, что при получении пластичной комплексной литиевой смазки путем нагрева первой части нефтяного масла, составляющей 65-70 об. , введения агломератов частиц ультрадисперсных алмазов, их дезинтеграции до получения суспензии с размером частиц 10-30 нм, последовательного введения в суспензию и нейтрализации гидроокисью лития 12-гидрооксистеариновой, ортоборной и терефталевой кислот, термообработки реакционной смеси, добавления оставшейся части масла,охлаждения смеси, введения антиокислительных и антикоррозионных присадок, охлаждения смеси, гомогенизации и фильтрации на стадии охлаждения смеси при температуре 110-120 в нее вводят дисульфид молибдена с размером частиц 1-10 мкм и диатомит(геомодификатор) с размером частиц 1-10 мкм и при указанной температуре перемешивают смесь до получения однородной массы. Диатомит (по названию диатомитовых водорослей, ) - легкая (удельный вес 2,03-2,20 г/см 3) порода, в сухом состоянии светло-серого или белого цвета, относящаяся к классу серпентинитов. Химический состав природного диатомита находится в пределах кремнезем - 55,0-95,0 мас. , глинозем - 0,1-10,5 мас. , оксид железа - 0,2-10 мас. , оксиды кальция и магния - по 0,2-4,0 мас. . Диатомит относится кподклассу диметасиликатов со слоистыми радикалами. В данном случае радикал - бесконечный слой,построенный из шестерных колец кремнекислородных тетраэдров, направленных свободными вершинами в одну сторону, причем в них ион 4 нередко (до половины) замещается ионом 3. Для них характерна совершенная спайкость, пластичность, резко пониженная твердость (воскоподобность). Обязательно также присутствие добавочного ионаили(по одному на кольцо), а нередко даже слоев добавочных ионов,как, например, это наблюдается в серпентине, формулу которого можно представить в виде 32 41032. Для решения поставленной задачи использован очищенный диатомит, содержащий не менее 85 магнезиально-железистого силиката (серпентина), с размерами частиц основной фракции 1-10 мкм. Модифицированная пластичная комплексная смазка для тяжелонагруженных узлов трения готовится по следующей технологии. Вначале осуществляется загрузка первой части дисперсной среды (масла) в количестве 65-70 об. , затем проводится ее нагрев до температуры 70-80 , введение УДА-СП (ТУ РБ 28619110.001-95) с размером агломератов частиц УДА 100-500 нм, дезинтеграция УДА в дисперсионной среде до размера частиц 10-30 нм, введение 12-гидрооксистеариновой кислоты и выдержка при температуре 80 до полного расплавления кислоты. После расплавления 12-гидрооксистеариновой кислоты в реактор вводится 10 -ный водный раствор гидроокиси лития в количестве из расчета на нейтрализацию 12-гидрооксистеариновой, ортоборной и терефталевой кислот. Протекание реакции нейтрализации 12-гидрооксистеариновой кислоты происходит при перемешивании и рециркуляции смеси. После завершения реакции в реактор вводится 20 -ный водный раствор ортоборной кислоты. Затем снова проводится перемешивание и рециркуляция смеси с целью интенсификации процесса нейтрализации ортоборной кислоты и обезвоживания реакционной массы. После подъема температуры до 135 вводится терефталевая кислота и осуществляется перемешивание и рециркуляция смеси до получения слабощелочной среды (0,02). В результате медленного нагревания дисперсии солей в минеральном масле начинается процесс гелеобразования и появление содержащей частицы УДА упорядоченной сотообразной решетки, прочно удерживающей жидкую фа 4 13722 1 2010.10.30 зу. Далее проводится термическая обработка комплексной литиевой соли при 230-235 в течение 5-10 мин. После термообработки вводится оставшееся количество масла, при этом происходит резкое охлаждение реакционной массы до температуры 170-180 . Затем осуществляется медленное охлаждение массы в реакторе до температуры 150 и вводятся при указанной температуре антиокислительная и антикоррозионная присадки. После дальнейшего охлаждения при температуре реакционной массы 110-120 вводятся дисульфид молибдена с размером частиц 1-10 мкм и диатомит (геомодификатор) с размером частиц 1-10 мкм и осуществляется перемешивание смеси до получения однородной массы. Затем смазка охлаждается до комнатной температуры и проводится ее гомогенизация и фильтрация. Необходимо отметить, что в связи с высоким загущающим эффектом вводимых добавок возникла необходимость корректировки количества основного загустителя смазки(комплексных солей) для сохранения класса пенетрации модифицированной смазки. Данное обстоятельство отражено в конечной рецептуре смазки. Состав для получения пластичной комплексной литиевой смазки способом по вышеописанному способу включает нефтяное масло, 12-гидрооксистеариновую, ортоборную и терефталевую кислоты, гидроокись лития, агломераты частиц ультрадисперсного алмаза размером 100-500 нм, дисульфид молибдена с размером частиц 1-10 мкм, диатомит с размером частиц 1-10 мкм, антиокислительную и антикоррозионную присадки при следующем соотношении компонентов, мас.12-гидрооксистеариновая кислота 4,7-5,4 ортоборная кислота 1,4-1,7 терефталевая кислота 0,9-1,2 гидроокись лития 0,8-1,2 агломераты частиц ультрадисперсного алмаза 0,8-2,8 дисульфид молибдена 1,2-2,3 диатомит 1,1-1,4 антиокислительная присадка 0,4-0,6 антикоррозионная присадка 0,4-0,6 масло остальное. Начало процесса комплексообразования происходит на поверхности частиц УДА, что приводит к повышению структурированности дисперсной фазы, увеличению загущающей способности комплексных солей. При этом частицы УДА имплантируются в дисперсную фазу, а не остаются в дисперсионной среде смазочной композиции, что предотвращает их агломерацию. Выбранный температурный диапазон 110-120 , при котором вводятся дисульфид молибдена и диатомит (геомодификатор) в реакционную массу, обусловлен более низкой вязкостью среды при повышенной (более 110 ) температуре, а значит и улучшением условий для равномерного распределения частиц добавок в массе, а также возможностью удаления сорбированной на поверхности частиц воды, содержание которой в готовой пластичной смазке недопустимо. Введение добавок при температуре выше 120 нецелесообразно в связи с увеличением в этом случае деструкции и испаряемости низкомолекулярных фракций дисперсионной среды (масла). Выбранная грануляция дисульфида молибдена и диатомита в диапазоне 1-10 мкм обусловлена существенным ухудшением объемно-механических (коллоидная стабильность, пенетрация) и триботехнических (коэффициент трения, интенсивность изнашивания) свойств самого смазочного материала, а также снижением технологичности его производства (засорение фильтров, ухудшение прокачиваемости смазки) при грануляции твердых добавок свыше 10 мкм, а также экономической нецелесообразностью использования дисульфида молибдена и диатомита с размером частиц менее 1 мкм. 5 13722 1 2010.10.30 Длительность процесса перемешивания определяется необходимостью получения однородной массы без наличия в смеси конгломератов дисульфида молибдена и диатомита. Влияние количественного содержания добавок устанавливалось в процессе цикла испытаний по определению объемно-механических свойств (коллоидная стабильность, пенетрация, температура каплепадения), а также на основе оценки нагрузочной способности и противоизносных свойств модифицированной пластичной комплексной литиевой смазки. Для испытаний использовались 13 составов смазочного материала с различным содержанием добавок и с одинаковым массовым содержанием остальных компонентов (загустителя, масла). Результаты определения зависимости объемно-механических свойств смазочного материала от количества вводимых твердых добавок представлены в табл. 1. Таблица 1 Влияние твердых добавок на объемно-механические свойства пластичной комплексной литиевой смазки Концентрация Объемно-механические свойства пластичной смазки модификатора, Коллоидная стаПенетрация,Температура-1 мас.бильность,мм каплепадения, 12,0 275 232 0,5 5,8 274 232 1,0 1,6 271 231 Ультрадисперсные алмазы УДА 2,0 1,4 266 228 5,0 1,4 252 225 0,5 7,7 273 232 Геомодификатор 1,0 7,3 268 232 трения 2,0 6,2 252 231 Коллоидная стабильность. Коллоидная стабильность - способность смазки под воздействием внешних сил удерживать в ячейках своего структурного каркаса масло. Для определения коллоидной стабильности смазок используют прибор , регламентированный ГОСТ 7142-84. Из результатов испытаний видно, что вводимые модификаторы существенно повышают коллоидную стабильность пластичной смазки. Это объясняется тем, что дисперсная фаза (загуститель) в процессе приготовления смазки образует трехмерный структурный каркас, пронизывающий дисперсионную среду во всем объеме. В ячейках трехмерного структурного каркаса смазки примерно 60-80 дисперсионной среды удерживается за счет адсорбционных связей, а остальная часть - механически. Вводимые добавки имеют высокую дисперсность и, следовательно, высокую поверхностную энергию, способствующую сорбированию дисперсионной среды (масла) на поверхности частиц модификатора. Все вводимые добавки повышают коллоидную стабильность, что является положительным фактором, однако чрезмерное повышение коллоидной стабильности недопустимо. Для комплексных литиевых смазок коллоидная стабильность задана в интервале 4-7 . Пенетрация. Пенетрация - условный эмпирический показатель, характеризующий вязкостные свойства пластичной смазки. Число пенетрации соответствует глубине погруже 6 13722 1 2010.10.30 ния в перемешанную в специальной мешалке пластичную смазку конуса определенных размеров и массой 150 г в течение 5 с при температуре 25 . Для определения пенетрации используют пенетрометр Ричардсона и методику, стандартизованную ГОСТ 5346-84. Анализ результатов испытаний, представленных в табл. 1, указывает на существенное влияние вводимых добавок на пенетрацию пластичных смазок, что связано с высокой дисперсностью вводимых добавок и увеличенной загущающей способностью дисперсной фазы пластичной смазки. Уменьшение пенетрации ниже 250 для смазок 2-го класса пенетрации, к которому относятся пластичные литиевые и комплексные литиевые смазки, недопустимо, т.к. приводит к излишней сухости смазки. Температура каплепадения. Температурой каплепадения называют максимальную температуру, при которой из капсюля термометра Уббелоде падает капля смазки, нагреваемая в строго регламентированных условиях. В связи с тем, что пластичные смазки являются многокомпонентными системами и их ингредиенты характеризуются определенной температурой плавления, температура каплепадения условно характеризует температуру плавления смазок. Температура каплепадения смазок определяется методами, регламентированными ГОСТ 6793-88. Из приведенных в табл. 1 данных видно, что влияние, оказываемое вводимыми добавками на температуру каплепадения пластичных смазок,незначительно. Триботехнические характеристики смазочных материалов оценивают по результатам испытаний на трение и износ, для чего используют различные машины трения, как стандартизованные, к числу которых относится четырехшариковая машина трения ЧШМ-3.2.(ГОСТ 9490-83), так и машины трения оригинальной конструкции. Противозадирные характеристики определяют способность смазочного материала предотвращать задир, заедание, сваривание трущихся поверхностей при особо высоких нагрузках. Для определения этих характеристик используют такие показатели, как нагрузка заедания и нагрузка сваривания, а для определения общей смазочной способности смазок используют такой показатель, как индекс задира. Интенсивность изнашивания поверхностей трения, характеризующая антифрикционные и противоизносные свойства смазочного материала и материалов пары трения, определялись на машине трения АТВП-2. Испытания осуществлялись по схеме возвратнопоступательного движения контактирующих тел, изготовленных из закаленной стали 40, в режиме граничного трения при максимальной скорости взаимного перемещения 0,2 м/с. Номинальная удельная нагрузка испытаний составляла 75 МПа. Длина хода образца составляла 52 мм. Измерение величины линейного износа образцов проводилось после завершения цикла испытаний с использованием индикатора часового типа с погрешностью измерения 0,01 мкм. По результатам измерений вычислялась интенсивность изнашивания как отношение величины линейного износа к пути трения. Результаты испытаний на четырехшариковой машине трения и на машине трения АТВП-2 приведены в табл. 2. Оптимизация состава модифицированной пластичной смазки осуществлялась на основе анализа зависимостей объемно-механических и триботехнических свойств материала от концентрации модифицирующих компонентов. Изменяемым параметром при этом являлась концентрация твердых модифицирующих добавок (ультрадисперсные алмазы(УДА), дитомит (геомодификатор) (ГМТ), дисульфид молибдена (2, а в качестве критериев оптимизации выступали коллоидная стабильность, пенетрация и индекс задира. В результате установлено, что границы оптимальной концентрации твердых добавок для данной системы находятся в следующих пределах, мас.УДА - 0,8-2,8, диатомит 13722 1 2010.10.30 Таблица 2 Влияние твердых добавок на противозадирные и противоизносные свойства пластичной комплексной литиевой смазки Противозадирные и противоизносные свойства пластичной смазки Модифициру- Концентрация ющий модификатоНагрузка Интенсивность Нагрузка Индекс компонент ра, мас.сваривания,заедания,задира,изнашивания,10-9(геомодификатор трения 2,0 1235 2450 615 1,2 ГМТ) 5,0 1470 2764 709 1,0 0,5 784 2450 398 2,8 Дисульфид 1,0 784 2764 436 2,0 молибдена 2,0 872 3685 475 1,8 2 5,0 1098 3920 682 1,9 Пример получения модифицированной пластичной комплексной литиевой смазки. Загрузили 1,9 кг масла И-40 А в реактор. Нагрели масло И-40 А с перемешиванием до температуры 80 . Ввели 0,065 кг порошка УДА в реактор. Диспергировали полученную суспензию при температуре 80 до получения размеров частиц УДА 10-30 нм. Загрузили 0,153 кг 12-гидрооксистеариновой кислоты. Выдержали с перемешиванием и рециркуляцией при температуре 80 до полного расплавления 12-гидрооксистеариновой кислоты. Ввели тонкой струей в реактор 10 -водный раствор гидроокиси лития, масса гидроокиси лития 0,062 кг. Нейтрализовали 12-гидрооксистеариновую кислоту с перемешиванием и рециркуляцией при температуре 80 . Ввели тонкой струей в реактор 20 -ный водный раствор ортоборной кислоты, масса ортоборной кислоты 0,047 кг. Подняли температуру до 95 и нейтрализовали при такой температуре ортоборную кислоту при перемешивании и рециркуляции. Подняли температуру до 130 , загрузили 0,032 кг терефталевой кислоты. Нейтрализовали терефталевую кислоту с перемешиванием и рециркуляцией при температуре 130 . Подняли температуру до 230 , выдержали в течение 5 мин. Отключили нагрев и ввели 0,88 кг масла И-40 А, затем медленно охладили массу в реакторе до температуры 150 и ввели при данной температуре 0,015 кг антиокислительной присадки Агидол-2 (ТУ 38 101617-80) и 0,015 кг антикоррозионной присадки ВНИИНП-371 (ТУ 38 101944-85). После дальнейшего охлаждения при температуре реакционной массы 110-120 ввели дисульфид молибдена марки ДМ-1 в количестве 0,07 кг и диатомит (геомодификатор трения) в количестве 0,045 кг с размером частиц 1-10 мкм, осуществили перемешивание смеси до получения однородной массы. После охладили реакционную массу до комнатной температуры, провели гомогенизацию и фильтрацию готовой смазки. В результате была получена смазка следующего состава загуститель - 8,95 мас. ,ультрадисперсные алмазы - 1,98 мас. , дисульфид молибдена - 2,13 мас. , диатомит 1,37 мас. , антиокислительная присадка - 0,46 мас. , антикоррозионная присадка 0,46 мас. , масло - остальное. 13722 1 2010.10.30 Характеристики смазки, полученной по предлагаемому способу, в сравнении с известной смазкой, изготовленной по прототипу, представлены в табл. 3. Измерение коэффициента трения проводилось на машине трения АТВП-2 непосредственно в процессе испытаний с помощью специального автоматизированного встроенного устройства. Таблица 3 Объемно-механические и триботехнические характеристики пластичных комплексных литиевых смазок, изготовленных по различным вариантам Объемно-механические Триботехнические Вариант КоллоидТем-ра ИнтенПенеНагрузка Нагрузка Индекс Коэффииспол- ная стакаплепасивность трация,заедания, свари- задира,циент нения бильность,дения,изнашимм-1 вания Извест 5,8 275 232 872 2450 359 0,08-0,10 3,810-9 ный Предла 4,5 255 232 1345 3940 640 0,04-0,06 0,910-9 гаемый В ходе испытаний установлено, что предлагаемая композиция по сравнению с известной обладает более высокими характеристиками. Добавки УДА обеспечивают повышение противозадирных свойств за счет увеличения несущей способности самого смазочного материала, а также за счет повышения твердости контактирующих поверхностей при измельчении структуры поверхности трения в процессе интенсивной пластической деформации микронеровностей под воздействием твердых частиц алмаза и в результате дисперсного упрочнения при внедрении частиц алмаза в поверхность трения. Добавки УДА также способствует снижению коэффициента трения в результате уменьшения шероховатости поверхности трения и частичной замены трения скольжения на трение качения. Добавки дисульфида молибдена и диатомита позволяют увеличить противоизносные и антифрикционные свойства смазки за счет своей слоистой структуры. Наряду с этим введение диатомита обеспечивает восстановление изношенной поверхности трения за счет образования на ней металлокерамического слоя при взаимодействии частиц диатомита с продуктами изнашивания. Предложенная технология, наряду с обеспечением имплантации частиц УДА в структурный каркас дисперсной фазы, что приводит к увеличению коллоидной стабильности пластичной комплексной литиевой смазки, также позволяет равномерно распределить частицы дисульфида молибдена и диатомита в объеме смазки с одновременным удалением с их поверхности сорбированной воды, что в совокупности определяет высокие потребительские (антизадирные, антифрикционные, противоизносные) свойства предлагаемого смазочного материала. Источники информации 1. Патент РБ 5906, 2004. 2. Патент РФ 2162878, 2001. 3. Синицын В.В. Пластичные смазки в СССР. - М. Химия, 1984. - 192 с. 4. Патент РФ 2266979, 2005. 5. Патент РФ 2057257, 1996. 6. Патент РБ 10897, 2008. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 9
МПК / Метки
МПК: C10M 177/00, C10M 169/00
Метки: способ, пластичная, литиевая, смазка, комплексная, получения
Код ссылки
<a href="https://by.patents.su/9-13722-plastichnaya-kompleksnaya-litievaya-smazka-i-sposob-ee-polucheniya.html" rel="bookmark" title="База патентов Беларуси">Пластичная комплексная литиевая смазка и способ ее получения</a>
Пластичная комплексная литиевая смазка и способ её получения
Номер патента: 10897
Опубликовано: 30.08.2008
Авторы: Жорник Виктор Иванович, Ивахник Антон Владимирович
МПК: C10M 177/00, C10M 169/00
Метки: получения, литиевая, способ, пластичная, смазка, комплексная
Текст:
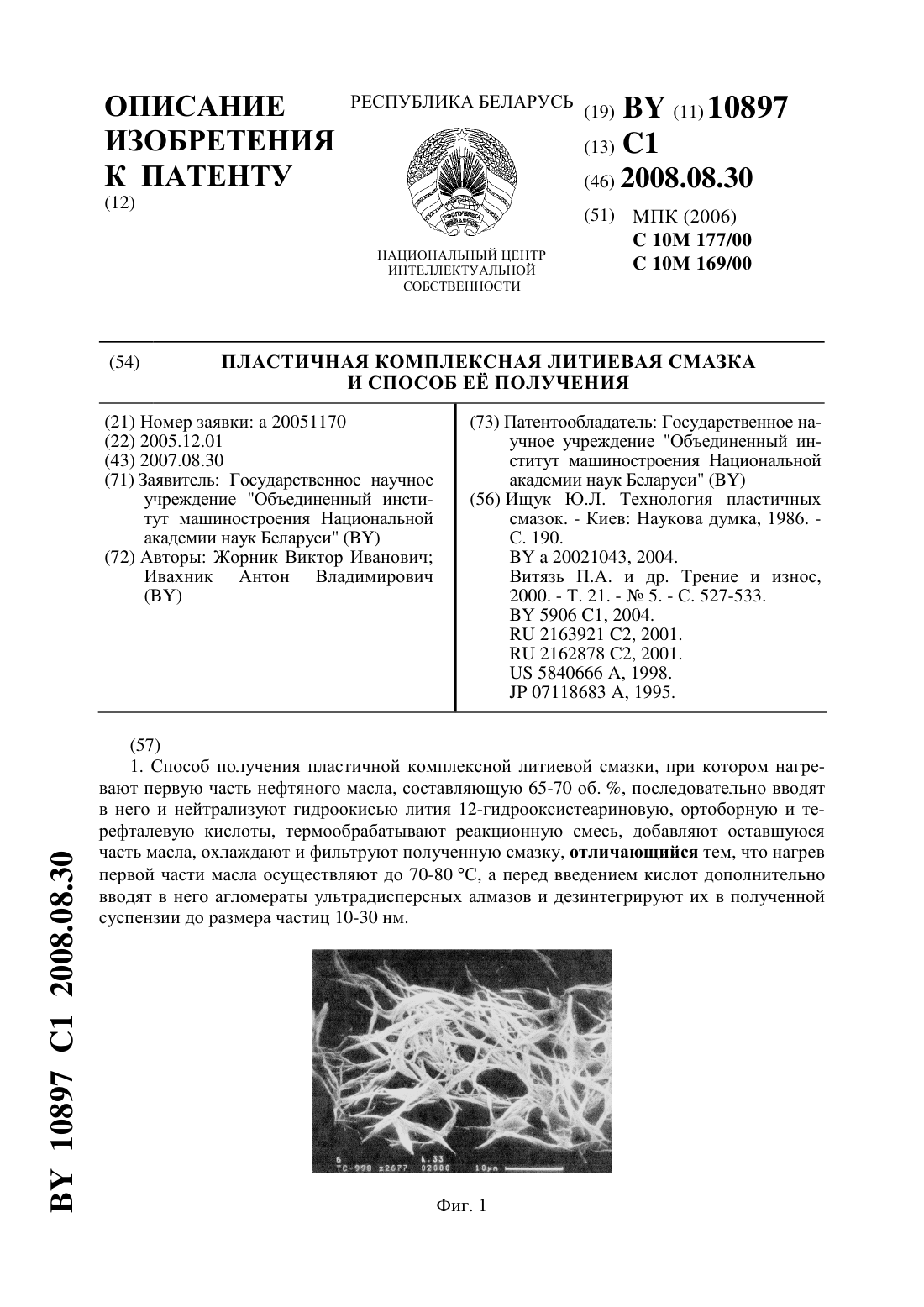
...материала. Модифицированную пластичную комплексную смазку готовят по следующей технологии. Загрузка первой части дисперсной среды (масла) в количестве 65-70 от общего количества масла, нагрев ее до температуры 70-80 С, введение УДА-СП (ТУ РБ 28619110.001-95) с размером агломератов частиц УДА 100-500 нм, дезинтеграция УДА в дисперсионной среде до размера частиц 10-30 нм, ввод 12-гидрооксистеариновой кислоты и ее нагрев до полного...
Пластичная смазка и способ ее получения
Номер патента: 9972
Опубликовано: 30.12.2007
Авторы: Ищук Юрий Лукич, Кобылянский Евгений Васильевич, Дугина Людмила Николаевна, Кравчук Галина Григорьевна, Железный Леонид Витальевич, Лендьел Иосиф Васильевич, Лопатюк Виталий Васильевич
МПК: C10M 177/00, C10M 117/00
Метки: способ, получения, пластичная, смазка
Текст:
...смазка наряду С НСфТЯНЫМ ИЛИ СИНТСТИЧССКИМ маслом И карбонатом ЩСЛОЧНОЗСМСЛЬНОГО металла, стабилизированным алкилсалицилатом ЩСЛОЧНОЗСМСЛЬНОГО металла С ЧИСЛОМ УГЛСрОДНЫХ атомов В алкиле 10-18, ДОПОЛНИТЕЛЬНО СОДСрЖИТ тетраборат ЩСЛОЧНОЗСМСЛЬНОГО металла И 12-гидроксистеарат ЩСЛОЧНОЗСМСЛЬНОГО металла ПрИ СЛСДУЮЩСМ СООТНОШСНИИ КОМПОНСНТОВ, мас. 2карбонат щелочноземельного металла - 12-17 алкилсалицилат щелочноземельного...
Пластичная смазка
Номер патента: 11318
Опубликовано: 30.12.2008
Авторы: Ермаков Сергей Федорович, Данишевский Виктор Николаевич, Мулярчик Валерий Владимирович, Рязанцева Алла Александровна, Паркалов Виктор Павлович, Шардин Виктор Александрович, Шулдыков Руслан Анатольевич, Константинов Валерий Григорьевич
МПК: C10M 109/00
Метки: смазка, пластичная
Текст:
...жирных кислот и гидроокиси кальция экзотермична,поэтому после ее начала подвод тепла может быть прекрашен. Нейтрализация кислот и диспергирование образуюшегося мыла происходят одновременно и быстро, количество воды образуюшейся во время реакции, достаточно для стабилизации структуры. Кроме того, присутствие в составе заявляемой композиции тяжелого остатка с установки легкого гидрокрекинга или гидроконверсии вакуумного газойля...
Пластичная смазка
Номер патента: 12252
Опубликовано: 30.08.2009
Авторы: Данишевский Виктор Николаевич, Мулярчик Валерий Владимирович, Ермаков Сергей Федорович, Шулдыков Руслан Анатольевич, Константинов Валерий Григорьевич, Рязанцева Алла Александровна, Паркалов Виктор Павлович
МПК: C10M 109/00
Метки: смазка, пластичная
Текст:
...зависят от вязкостных характеристик их дисперсионных сред и степени депарафинизации 3. Очищенные минеральные масла обладают вь 1 сокой стабильностью свойств при длительной эксплуатации и хранении, менее склонны к окислению. Однако они характеризуются более низкими смазочными свойствами по отнощению к неочищенным маслам и более высокой себестоимостью.В то же время применение дистиллята вакуумного нефтяного как промежуточного продукта...
Пластичная смазка
Номер патента: 6906
Опубликовано: 30.03.2005
Авторы: Халапсина Татьяна Ивановна, Смуругов Владимир Алексеевич, Чмыхова Татьяна Григорьевна, Волнянко Елена Николаевна, Злотников Игорь Иванович
МПК: C10M 161/00
Метки: смазка, пластичная
Текст:
...на В 16906 С 1трия в количестве менее 2 мас. не обеспечивает полного омыления жиров И жирных кислот. А при введении более 5 мас. в смазке присутствует Избыточная свободная щелочь,что приводит К ее коррозионной агрессивности.Дифениламин является стандартным антиокислителем, обеспечивающим стойкость смазки к термоокислительной деструкции. Содержание дифениламина в смазочной композиции менее 0,4 мас. не обеспечивает антиокислительнь 1 й...
Предыдущий патент: Способ получения фосфата полигексаметиленгуанидина
Следующий патент: Модификатор для алюминиевых сплавов
Случайный патент: Способ изготовления трубчатого основовязаного трикотажа