Способ перемещения стеклянных сосудов
Текст
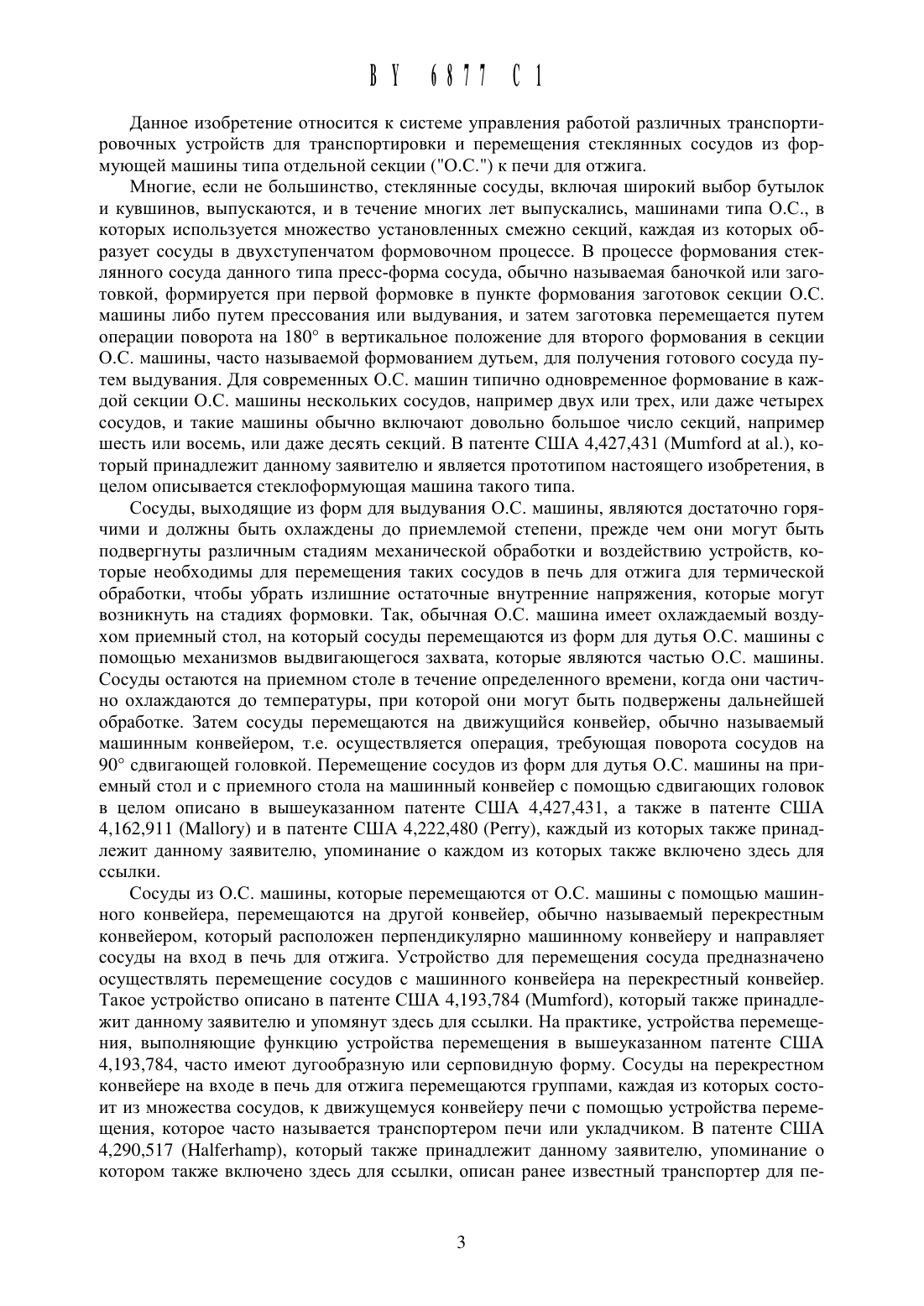
помощью двигателя переменного тока, установку печи для отжига с конвейером, приведение в действие конвейера печи для отжига с помощью двигателя переменного тока, установку транспортера печи с возвратно-поступательнь 1 м толкающим стержнем для перемещения групп сосудов с перекрестного конвейера на конвейер печи для отжига, и приведение в действие возвратно-поступательного толкающего стержня транспортера печи в направлении, проходящем поперек перекрестного конвейера с помощью двигателя переменного тока, отличающийся тем, что дополнительно осуществляют одновременное измерение и регулирование скоростей работь 1 двигателей переменного тока для сдвигающих на 9 О устройств, машинного конвейера, перекрестного конвейера, цепного транспортирующего устройства, толкающего стержня транспортера печи и конвейера печи для отжига.2. Способ по п. 1, отличающийся тем, что дополнительно осуществляют измерение линейной скорости машинного конвейера для обнаружения растяжения машинного конвейера и изменение скорости работь 1 двигателя для машинного конвейера для компенсаЦИИ изменения линейной скорости машинного конвейера вследствие растяжения машинного конвейера.3. Способ по п. 1, отличающийся тем, что дополнительно используют установку пункта выдувания сосуда, прилегающего к машинному конвейеру, и управляют работой установки пункта выдувания сосуда для изъятия сосудов с машинного конвейера после остановки любого из устройств перекрестного конвейера, цепного транспортирующего устройства, толкающего стержня транспортера печи или конвейера печи для отжига.4. Способ по п. 2, отличающийся тем, что дополнительно осуществляют измерение линейной скорости машинного конвейера в положении после положения перемещения сосудов с машинного конвейера на перекрестнь 1 й конвейер с помощью цепного транспортирующего устройства.5. Способ по п. 1, отличающийся тем, что линейную скорость перекрестного конвейера измеряют в положении после положения перемещения сосудов с перекрестного конвейера к конвейеру печи для отжига с помощью толкающего стержня транспортера печи.6. Способ по п. 1, отличающийся тем, что дополнительно используют установку пункта оператора для создания оператору возможности изменять скорость работь 1, с которой управляются двигатели переменного тока для сдвигающих на 9 О устройств, машинного конвейера, перекрестного конвейера, цепного транспортирующего устройства, толкающего стерженя транспортера печи и конвейера печи для отжига.7. Способ по п. 1, отличающийся тем, что дополнительно используют установку пункта пуск/стоп для избирательной активизации или деактивации управления скоростями работь 1 двигателей переменного тока для сдвигающих на 9 О устройств, машинного конвейера, перекрестного конвейера, цепного транспортирующего устройства, толкающего стержня транспортера печи и конвейера печи для отжига.8. Способ по п. 1, отличающийся тем, что машиннь 1 й конвейер приводят в действие с помощью серводвигателя переменного тока.9. Способ по п. 1, отличающийся тем, что перекрестнь 1 й конвейер приводят в действие с помощью серводвигателя переменного тока.10. Способ по п. 1, отличающийся тем, что цепное транспортирующее устройство приводят в действие с помощью серводвигателя переменного тока.11. Способ по п. 1, отличающийся тем, что возвратно-поступательнь 1 й толкающий стержень транспортера печи приводят в действие с помощью серводвигателя переменного тока.Данное Изобретение относится К системе управления работой различных транспортировочных устройств для транспортировки и перемещения стеклянных сосудов из формующей Машины типа отдельной секции (О.С.) К печи для отжига.Многие, если не большинство, стеклянные сосуды, включая широкий выбор бутылок и кувшинов, выпускаются, и в течение многих лет выпускались, машинами типа О.С., в которых используется множество установленных смежно секций, каждая из которых образует сосуды в двухступенчатом формовочном процессе. В процессе формования стеклянного сосуда данного типа пресс-форма сосуда, обычно называемая баночкой или заготовкой, формируется при первой формовке в пункте формования заготовок секции О.С. машины либо путем прессования или выдувания, и затем заготовка перемещается путем операции поворота на 18 О в вертикальное положение для второго формования в секции О.С. машины, часто называемой формованием дутьем, для получения готового сосуда путем выдувания. Для современных О.С. машин типично одновременное формование в каждой секции О.С. машины нескольких сосудов, например двух или трех, или даже четырех сосудов, и такие машины обычно включают довольно большое число секций, например шесть или восемь, или даже десять секций. В патенте США 4,427,431 (Мишгогб а 211.), который принадлежит данному заявителю и является прототипом настоящего изобретения, в целом описывается стеклоформующая машина такого типа.Сосуды, выходящие из форм для выдувания О.С. машины, являются достаточно горячими и должны быть охлаждены до приемлемой степени, прежде чем они могут быть подвергнуты различным стадиям механической обработки и воздействию устройств, которые необходимы для перемещения таких сосудов в печь для отжига для термической обработки, чтобы убрать излишние остаточные внутренние напряжения, которые могут возникнуть на стадиях формовки. Так, обычная О.С. машина имеет охлаждаемый воздухом приемный стол, на который сосуды перемещаются из форм для дутья О.С. машины с помощью механизмов выдвигающегося захвата, которые являются частью О.С. машины. Сосуды остаются на приемном столе в течение определенного времени, когда они частично охлаждаются до температуры, при которой они могут быть подвержены дальнейшей обработке. Затем сосуды перемещаются на движущийся конвейер, обычно называемый машинным конвейером, т.е. осуществляется операция, требующая поворота сосудов на 9 О сдвигающей головкой. Перемещение сосудов из форм для дутья О.С. машины на приемный стол и с приемного стола на машинный конвейер с помощью сдвигающих головок в целом описано в вышеуказанном патенте США 4,427,431, а также в патенте США 4,162,911 (МаПогу) и в патенте США 4,222,48 О (Реггу), каждый из которых также принадлежит данному заявителю, упоминание о каждом из которых также включено здесь для ссылки.Сосуды из О.С. машины, которые перемещаются от О.С. машины с помощью машинного конвейера, перемещаются на другой конвейер, обычно называемый перекрестным конвейером, который расположен перпендикулярно машинному конвейеру и направляет сосуды на вход в печь для отжига. Устройство для перемещения сосуда предназначено осуществлять перемещение сосудов с машинного конвейера на перекрестный конвейер. Такое устройство описано в патенте США 4,193,784 (Мишгогб), который также принадлежит данному заявителю и упомянут здесь для ссылки. На практике, устройства перемещения, выполняющие функцию устройства перемещения в вышеуказанном патенте США 4,193,784, часто имеют дугообразную или серповидную форму. Сосуды на перекрестном конвейере на входе в печь для отжига перемещаются группами, каждая из которых состоит из множества сосудов, к движущемуся конвейеру печи с помощью устройства перемещения, которое часто называется транспортером печи или укладчиком. В патенте США 4,29 О,517 (НаПегЬашр), который также принадлежит данному заявителю, упоминание о котором также включено здесь для ссылки, описан ранее известный транспортер для пе ВУ 6877 С 1ремещения сосудов на перекрестном конвейере К конвейеру печи для отжига вь 1 шеописанным образом.Многие стадии обработки сосудов И устройства, применяемые при перемещении сосудов с приемных столов О.С. машины на конвейер печи для отжига, как описано, должны тщательно контролироваться относительно друг к другу как в отношении скоростей таких стадий обработки, так и их времени относительно друг к другу. Далее, О.С. машины, как описано, используются для производства сосудов различных конфигураций и размеров, и каждое изменение режима работы О.С. машины часто требует изменений в системе управления операциями устройств по обработке сосудов, часто требующее изменений в расстоянии между сосудами на машинном конвейере и на перекрестном конвейере. До сих пор изменения режима работы таких О.С. машин включают изменения коробки передач и/или соотношение цепных передач приводов, применяемых для движения машинного конвейера, перекрестного конвейера и механизмов цепных передач для перемещения сосудов с машинного конвейера на перекрестный конвейер. Конечно, такие изменения ведут к существенной потере времени в работе О.С. машины, которые снижают общую производительность машины. Более того, даже при стабильной работе могут возникнуть изменения в работе устройств по обработке сосудов, как, например, при растяжении конвейерной ленты, используемой в некоторых из таких устройств.В соответствии с данным изобретением представлена система управления для контролирования работы различных операций по обработке сосудов и устройств, которые обеспечивают перемещение сосудов с приемных столов О.С. машины на движущийся конвейер печи для отжига. Система обработки данного изобретения использует центральный управляющий пункт, который одновременно управляет работой О.С. машины по перемещению сосудов, машинного конвейера, устройства цепной передачи, перекрестного конвейера и транспортера печи, каждый из которых предпочтительно приводится в движение серводвигателем переменного тока для точного контроля над ее работой. Центральный управляющий пункт также контролирует работу привода конвейера печи, который обь 1 чно является двигателем переменного тока, но не серводвигателем переменного тока. Центральный управляющий пункт данного изобретения запрограммирован так, чтобы позволить оператору обеспечивать необходимое расстояние между сосудами при перемещении в печь, и каждое устройство для обработки, управляемое центральным управляющим пунктом, будет настроено в своей работе так, чтобы обеспечивать такое расстояние между сосудами. Далее, управляющая система данного изобретения включает мониторы для мониторинга линейных скоростей машинного конвейера и перекрестного конвейера, которые могут изменяться даже во время стабильной работы вследствие растяжения конвейерной ленты, и будет изменять линейную скорость каждой такой ленты, как это потребуется для согласования ее работы с соответствующими устройствами обработки. Дополнительно операционная информация для различных обрабатывающих устройств, используемых для обработки сосудов любой особой конфигурации и размера, может быть записана электронным способом, например, на гибком диске, и управляющая система может очень быстро приводить различные обрабатывающие устройства к их надлежащим операционным условиям, когда линия вновь приспосабливается к обработке сосудов этой конфигурации и размера. Управляющая система данного изобретения может также использоваться для управления работой устройства по выдуванию сосуда такого типа, который используется для разгрузки сосудов в случае остановки линии.Соответственно технической задачей данного изобретения является создание улучшенной управляющей системы для контролирования работы различных устройств по обработке сосудов, применяемых при перемещении стеклянных сосудов с приемных столов О.С. формующей машины на конвейер печи отжига. Более точно, задачей данного изобретения является создание управляющей системы вышеупомянутого типа, которая может бь 1 стро изменять работу устройств, контролируемых ею, когда происходит изменение конфигура 4ции или размера сосудов, формируемых на соответствующей О.С. машине. Задачей данного Изобретения также является создание системы управления, способной контролировать работу конвейеров, используемых при перемещении сосудов из О.С. машины в печь отжига, учитывая любые изменения в линейной скорости любого такого конвейера вследствие растяжения.Поставленная задача решается способом перемещения стеклянных сосудов с множества приемных столов стеклоформующей машины, выполненной из отдельных секций, включающим установку машинного конвейера, примыкающего к формующей машине, приведение в действие машинного конвейера с помощью двигателя переменного тока, установку множества сдвигающих на 9 О устройств для перемещения сосудов с множества приемных столов на машинный конвейер, приведение в действие каждого из сдвигающих на 9 О устройств с помощью двигателя переменного тока, установку перекрестного конвейера перпендикулярно машинному конвейеру, приведение в действие перекрестного конвейера с помощью двигателя переменного тока, установку бесконечного цепного транспортирующего устройства для перемещения сосудов с машинного конвейера на перекрестный конвейер,приведение в действие цепного транспортирующего устройства с помощью двигателя переменного тока, установку печи для отжига с конвейером, приведение в действие конвейера печи для отжига с помощью двигателя переменного тока, установку транспортера печи с возвратно-поступательным толкающим стержнем для перемещения групп сосудов с перекрестного конвейера на конвейер печи для отжига, и приведение в действие возвратнопоступательного толкающего стержня транспортера печи в направлении, проходящем поперек перекрестного конвейера, с помощью двигателя переменного тока, при этом дополнительно осуществляют одновременное измерение и регулирование скоростей работы двигателей переменного тока для сдвигающих на 9 О устройств, машинного конвейера, перекрестного конвейера, цепного транспортирующего устройства, толкающего стержня транспортера печи и конвейера печи для отжига.В предпочтительном варианте осуществления изобретения дополнительно осуществляют измерение линейной скорости машинного конвейера для обнаружения растяжения машинного конвейера и изменение скорости работы двигателя для машинного конвейера для компенсации изменения линейной скорости машинного конвейера вследствие растяжения машинного конвейера. А также, при необходимости, дополнительно осуществляют измерение линейной скорости машинного конвейера в положении после положения перемещения сосудов с машинного конвейера на перекрестный конвейер с помощью цепного транспортирующего устройства.В еще одном варианте дополнительно используют установку пункта выдувания сосуда, прилегающего к машинному конвейеру, и управляют работой установки пункта вь 1 дувания сосуда для изъятия сосудов с машинного конвейера после остановки любого из устройств перекрестного конвейера, цепного транспортирующего устройства, толкающего стержня печи или конвейера печи для отжига.Линейную скорость перекрестного конвейера измеряют в положении после положения перемещения сосудов с перекрестного конвейера к конвейеру печи для отжига с помощью толкающего стержня транспортера печи.В одном из частных случаев реализации предложенного способа используют установку пункта оператора для создания оператору возможности изменять скорость работы, с которой управляются двигатели переменного тока для сдвигающих на 9 О устройств, машинного конвейера, перекрестного конвейера, цепного транспортирующего устройства,толкающего стержня транспортера печи и конвейера печи.Для избирательной активизации или деактивации управления скоростями работы двигателей переменного тока для сдвигающих на 9 О устройств, машинного конвейера, перекрестного конвейера, цепного транспортирующего устройства, толкающего стержня транспортера печи и конвейера печи дополнительно используют установку пункта пуск/стоп.
МПК / Метки
МПК: C03B 35/00
Метки: сосудов, стеклянных, способ, перемещения
Код ссылки
<a href="https://by.patents.su/8-6877-sposob-peremeshheniya-steklyannyh-sosudov.html" rel="bookmark" title="База патентов Беларуси">Способ перемещения стеклянных сосудов</a>
Способ контрастирования труднодоступных сосудов
Номер патента: 4425
Опубликовано: 30.06.2002
Авторы: Михайлов Анатолий Николаевич, Вераксич Юрий Леонидович
Метки: труднодоступных, сосудов, контрастирования, способ
Текст:
...пульсирующий ток крови. Затем проводник с гибким кончиком вводят в сосуд. При мануальной компрессии иглу извлекают и ангиографический катетер продвигают поверх проводника в артерию (вену), проводник удаляют, катетер промывают. Далее берут линейный или конвексный датчик от 3,0 до 5,0 мГц обычного аппарата ультразвуковой диагностики и устанавливают в продольном сечении по средней линии живота при исследовании аорты или 3,0-5,0 см вправо от...
Способ разрушения венозных и артериальных тромбов поверхностных сосудов
Номер патента: 3809
Опубликовано: 30.03.2001
Авторы: Адзерихо Игорь Эдуардович, Мрочек Александр Геннадьевич
МПК: A61B 17/32, A61B 17/22
Метки: способ, венозных, тромбов, артериальных, разрушения, сосудов, поверхностных
Текст:
...метода вследствие системного введения тромболитиков способу присущи все осложнения, связанные с проведением стандартной тромболитической терапии. Общим признаком для заявляемого способа и прототипа является медикаментное воздействие на тромб и воздействие ультразвуком на место проекции локализации тромба. Задачей заявляемого способа является снижение побочных эффектов, связанных с разрушением тромбов. Поставленная задача достигается тем,...
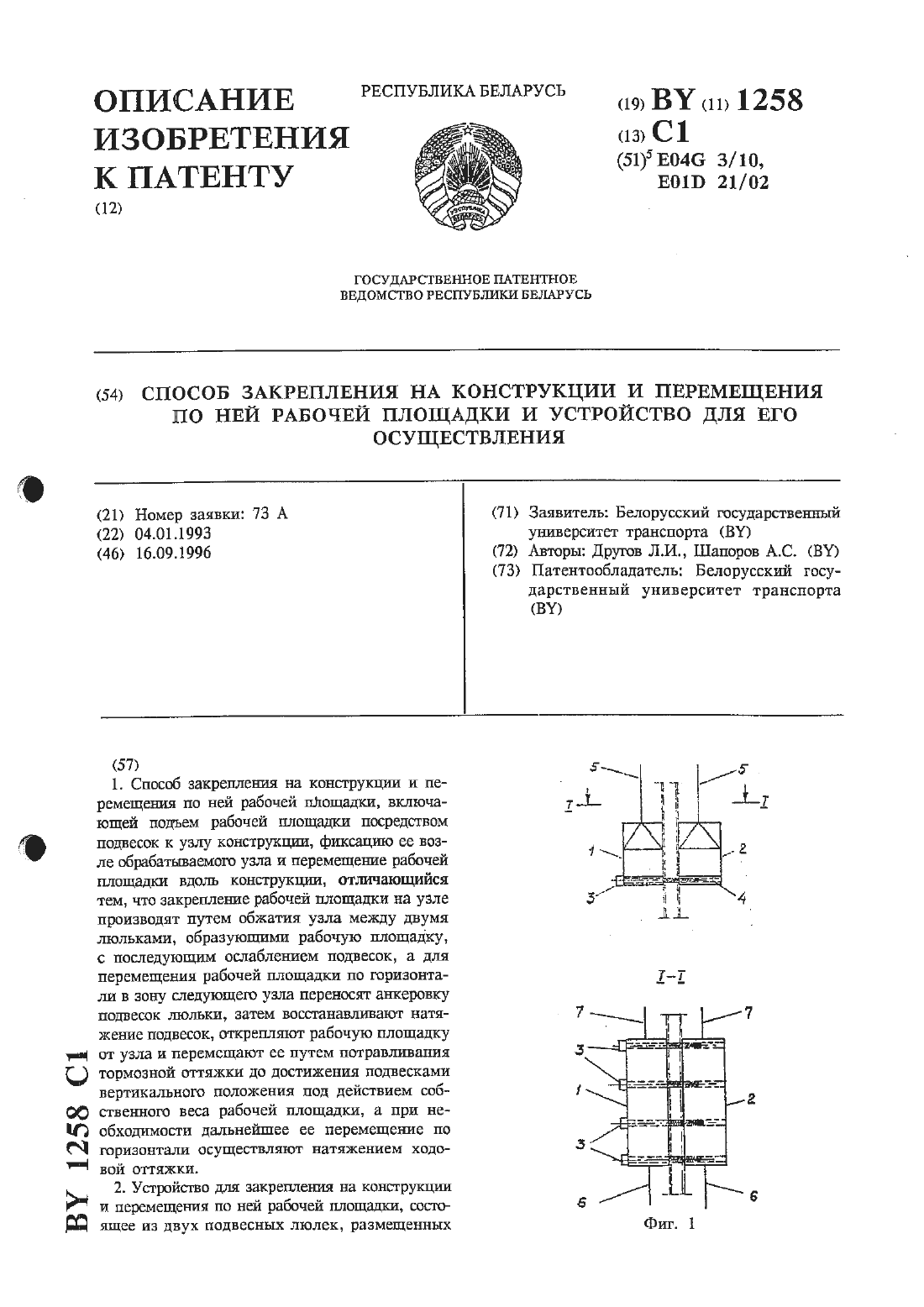
Способ закрепления на конструкции и перемещения по ней рабочей площадки и устройство для его осуществления
Номер патента: 1258
Опубликовано: 16.09.1996
Авторы: Другов Лев Илиадорович, Шапоров Александр Сергеевич
МПК: E01D 21/02, E04G 3/10
Метки: площадки, ней, перемещения, закрепления, осуществления, конструкции, устройство, рабочей, способ
Текст:
...по ней рабочей площадки включает подъем рабочей гшощадки посредством подвесок к узлу конструкции, закрепление рабочей площадки на узле конст а на торцах основания люлек закреплены ходовые и тормозные оттяжки.рукции путем обжатия узла между двумя люльками, образующими рабочую площадку,с последующим ослаблением подвесок. Перемещение рабочей площадки по горизонтали в зону следующего узла осуществляют переносом анкеровки подвесок люльки...
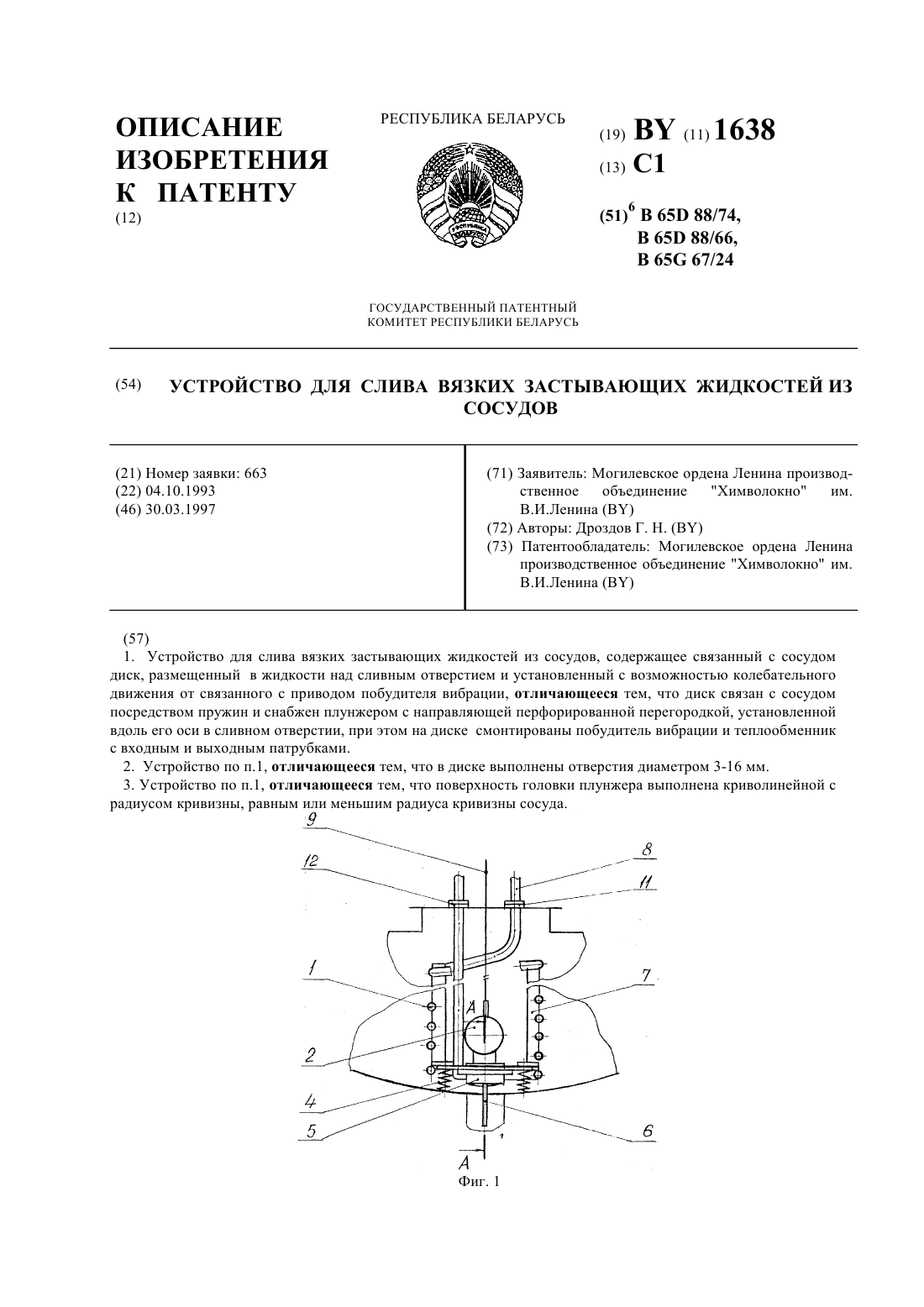
Устройство для слива вязких застывающих жидкостей из сосудов
Номер патента: 1638
Опубликовано: 30.03.1997
Автор: Дроздов Геннадий Николаевич
МПК: B65D 88/74, B65G 67/24, B65D 88/66...
Метки: сосудов, слива, застывающих, жидкостей, вязких, устройство
Текст:
...термическое сопротивление, полнее осуществляется слив д) при использовании в качестве теплообменника змеевикового электронагревателя технический результат такого применения будет заключаться в том, что за счет большой температуры на его поверхности можно сливать жидкости, мази, смазки с высокой температурой вспышки, например, когда температура теплоносителя - пара недостаточна е) при установке дополнительного побудителя вибрации на диск...
Затвор для укупорки сосудов
Номер патента: U 1454
Опубликовано: 30.09.2004
Автор: Царук Анатолий Михайлович
МПК: B65D 39/04
Метки: укупорки, сосудов, затвор
Текст:
...газом при таянии сухого льда. В результате консервируемые пищевые продукты пропитаются углекислым газом и окислительные процессы в них прекращаются, что вызывает повышение эффективности консервации. При определенной концентрации углекислого газа в полости сосуда прекращается рост бактерий и грибков, поэтому питательная ценность консервируемого продукта повышается. 1454 Для ускорения получения углекислого газа в сосуде и для...
Предыдущий патент: Агонисты интерлейкина-4, избирательно действующие на Т-клетки
Следующий патент: Фармацевтическая композиция для лечения кожных инфекций на основе 1-гидрокси-2-пиридонов
Случайный патент: Корпус плуга