Способ изготовления декоративного слоистого материала
Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО СЛОИСТОГО МАТЕРИАЛА(71) Заявитель Серфис Текнолоджиз ГмбХ унд Ко., КГ(73) Патентообладатель Серфис Текнолоджиз ГмбХ унд Ко., КГ(57) 1. Способ изготовления декоративного слоистого материала, содержащего пластинчатый сердцевинный компонент, выполненный из древесины или древесного материала, декоративный слой, расположенный по меньшей мере на одной стороне сердцевинного компонента, и покровный слой из аминопласта, нанесенный поверх декоративного слоя,при котором осуществляют следующие этапы изготавливают пластинчатый сердцевинный компонент,наносят по меньшей мере на одну сторону сердцевинного компонента отвердитель,наклеивают по меньшей мере на одну сторону сердцевинного компонента целлюлозный нетканый материал, предварительно нанеся клеящее вещество на одну из сторон сердцевинного компонента или целлюлозного нетканого материала,наносят на лицевую сторону целлюлозного нетканого материала декоративное изображение методом печати,наносят на напечатанное декоративное изображение по меньшей мере один отверждаемый покровный слой и отверждают слои. 2. Способ по п. 1, отличающийся тем, что в качестве клеящего вещества используют жидкий отверждающийся клей. 3. Способ по п. 2, отличающийся тем, что отверждающийся клей является мочевиноформальдегидным клеем. 4. Способ по любому из пп. 1-3, отличающийся тем, что целлюлозный нетканый материал является бумагой. 5. Способ по п. 4, отличающийся тем, что бумага является печатной бумагойосновой. 6. Способ по п. 5, отличающийся тем, что используют бумагу с удельным весом 20200 г/м 2, предпочтительно 40-80 г/м 2. 7. Способ по п. 3, отличающийся тем, что целлюлозный нетканый материал наклеивают на пластинчатый сердцевинный компонент под давлением при нагреве, по меньшей мере с частичным отверждением клея. 18297 1 2014.06.30 8. Способ по любому из пп. 1-3, 5-7, отличающийся тем, что декоративное изображение наносят методом офсетной печати, косвенной глубокой печати, флексопечати или цифровой печати. 9. Способ по любому из пп. 1-3, 5-7, отличающийся тем, что декоративное изображение печатают в одном цвете. 10. Способ по любому из пп. 1-3, 5-7, отличающийся тем, что декоративное изображение печатают в нескольких цветах. 11. Способ по любому из пп. 1-3, 5-7, отличающийся тем, что наносят по меньшей мере один покровный слой из аминопласта. 12. Способ по п. 11, отличающийся тем, что аминопласт является меламиноформальдегидной смолой. 13. Способ по п. 12, отличающийся тем, что по меньшей мере в один покровный слой добавляют частицы прочного твердого материала. 14. Способ по п. 13, отличающийся тем, что твердый материал представляет собой оксид алюминия, диоксид кремния, карбид кремния или нитрид бора. 15. Способ по любому из п. 12-14, отличающийся тем, что покровный слой наносят в форме наружного слоя. 16. Способ по любому из п. 12-14, отличающийся тем, что наносят несколько покровных слоев. 17. Способ по п. 16, отличающийся тем, что поверхность каждого покровного слоя после нанесения подвергают сушке. 18. Способ по п. 17, отличающийся тем, что прочный твердый материал добавляют только в нижний покровный слой. 19. Способ по любому из пп. 1-3, 5-7, 12-14, 17, 18, отличающийся тем, что отверждение слоистого материала, содержащего, по меньшей мере, пластинчатый сердцевинный компонент, целлюлозный нетканый материал и покровный слой, осуществляют под давлением при нагреве. 20. Способ по п. 19, отличающийся тем, что отверждение осуществляют в двойном ленточном прессе или в прессе с коротким циклом. 21. Способ по п. 20, отличающийся тем, что в процессе отверждения осуществляют тиснение поверхности наружного покровного слоя. 22. Способ по п. 21, отличающийся тем, что тиснение осуществляют в соответствии с декоративным изображением. 23. Способ по любому из пп. 1-3, 5-7, 12-14, 17, 18, 20-22, отличающийся тем, что на сторону сердцевинного компонента, противоположную стороне, на которую наносят декоративный слой, дополнительно наносят стабилизирующий слой. 24. Способ по п. 23, отличающийся тем, что стабилизирующий и декоративный слои наносят одновременно. Настоящее изобретение относится к способу изготовления декоративного слоистого материала, в частности слоистого материала, включающего несущий элемент на основе древесных материалов с декоративным изображением и как минимум одно внешнее покрытие или защитный слой, расположенный поверх декоративного изображения. Такие слоистые материалы часто используют, например, для изготовления напольных покрытий, для обшивки стен и потолка, рабочих панелей и мебели. В этом случае декоративное изображение может имитировать, например, другие материалы, такие как древесину, керамику, природный и искусственный камень, либо декоративному изображению можно придать художественную или утилитарную форму. Обычно декоративное изображение защищено от износа более или менее прозрачным термопластичным покровным 2 18297 1 2014.06.30 слоем. Кроме того, также обычно поверхности покровного слоя придают структуру, которая находится в размерном соответствии с декоративным изображением и которую называют структурой . До сих пор на основе технических разработок были созданы в основном две различные группы материалов для покровных слоев. Так называемые лаковые слои формируют из композиций, содержащих компоненты, такие как, например, акрилаты, эпоксидные смолы и малеимиды, которые под действием тепла и (или) излучения способны полимеризироваться и (или) сшиваться и, вследствие этого, отверждаться. Вторая группа материалов, используемых в качестве покровных слоев, включает так называемые аминопласты. Указанный термин используют для обозначения продуктов поликонденсации карбонильных соединений, в частности формальдегида, и соединений, содержащих аминогруппы, такие как, например, мочевина, меламин и уретан. Изготовление слоев в слоистом материале обычно осуществляют на основе использования водных растворов продуктов конденсации карбонильного соединения и амина с избытком карбонильного соединения, сшивание которого происходит при сушке и нагревании, в результате чего получают термоотверждающуюся структуру. Ввиду того, что в этом случае как вода, присутствующая в качестве растворителя, так и вода, образующаяся в процессе реакции конденсации, высвобождается в форме паров, отверждение должно осуществляться, по меньшей мере, в основном в прессе с целью достижения требуемой прочности и качества поверхности изделия. Декоративное изображение обычно выполняют в форме запечатанной бумаги или бумаги, на которой тем или иным способом выполнен рисунок, либо с использованием иного целлюлозного нетканого материала, пропитанного отверждаемым лаком или синтетической смолой и расположенного между несущим элементом и износостойким внешним покровным слоем. Обычно для изготовления пропитанной декоративной бумаги требуется проведение нескольких отдельных рабочих операций в процессе печатания и пропитки, которые обычно не являются частью фактического производственного процесса изготовления слоистых материалов и представляют собой существенный ценовой фактор. Кроме того, необходимо, чтобы пропиточный материал для декоративной бумаги был совместим с лаком или синтетической смолой декоративного слоя, что невозможно определить, в частности, при нанесении лака и синтетической смолы. Дополнительная проблема в указанной технологии заключается в том, что в процессе пропитки декоративной бумаги происходит изменение ее размера, что следует учитывать при ее использовании в дальнейших операциях, в процессе которых необходимо сохранять размерное соответствие между декоративным изображением и поверхностью структуры . Такое сохранение размеров оказывается трудоемкой работой, в частности, когда приходится часто переходить на другой тип изделия. Для решения указанной проблемы в международной патентной заявке 03/095202 1 предусматривается нанесение поверх несущего компонента смолосодержащего промежуточного слоя до размещения декоративной бумаги и использование декоративной бумаги, содержащей небольшое количество или не содержащей вообще пропитывающей смолы. Однако такое решение не является оптимальным, так как нанесение промежуточного слоя является дополнительным технологическим этапом и, кроме того, необходимо нанести печатный рисунок на декоративную бумагу до процесса изготовления слоистого материала. Таким образом, в течение длительного времени предпринимались попытки воспроизведения декоративного изображения методом так называемой прямой печати непосредственно на несущем компоненте при изготовлении слоистого материала. В результате этого исключаются дополнительные технологические этапы, вызывающие изменение размеров при изготовлении декоративного изображения и поверхностной структуры. В патенте 19532819 1 раскрывается способ изготовления панели из древесного 3 18297 1 2014.06.30 материала, имеющей оптически конфигурируемую поверхность, в котором на несущую панель последовательно наносят базовую расцветку, герметизирующий материал, печатное средство и декоративную печать. В этом отношении поверхностный лак используют в качестве печатной основы. Таким образом, в указанной структуре в декоративном слое отсутствует бумажный материал. В международной заявке 2006/002917 2 приведеноописание способа изготовления панели, имеющей поверхность с декоративным изображением, в котором поверхность, на которой размещают декоративное изображение, грунтуют, выравнивают и разглаживают с помощью нескольких слоев заполнителя и ролика и запечатывают для создания декоративного изображения. Слой грунтовки наносят в форме слоя синтетической смолы, в то время как на запечатанную поверхность может быть нанесен герметизирующий материал, включающий синтетическую смолу. В 5/2007, стр. 49-51 приведено описание структуры такой прямо запечатанной панели, в которой под слоем нанесенного цвета имеются как минимум один грунтовый слой и несколько базовых слоев, нанесенных накатным валиком. Общая особенность известных способов, предусматривающих использование прямой печати, заключается в том, что для подготовки поверхности для печатной операции требуется относительно большое количество технологических операций. Целью настоящего изобретения является создание способа, обеспечивающего более простое и менее дорогостоящее нанесение декоративного изображения на декоративные слоистые материалы. Указанная цель достигается на основе способа изготовления декоративного слоистого материала, который содержит пластинчатый сердцевинный компонент, выполненный из древесины или древесного материала, декоративный слой, расположенный по меньшей мере на одной стороне сердцевинного компонента, и покровный слой из аминопласта,нанесенный поверх декоративного слоя. При изготовлении декоративного слоистого материала осуществляют следующие этапы изготавливают пластинчатый сердцевинный компонент,наносят по меньшей мере на одну сторону сердцевинного компонента отвердитель,наклеивают по меньшей мере на одну сторону сердцевинного компонента целлюлозный нетканый материал, предварительно нанеся клеящее вещество на одну из сторон сердцевинного компонента или целлюлозного нетканого материала,наносят на лицевую сторону целлюлозного нетканого материала декоративное изображение методом печати,наносят на напечатанное декоративное изображение по меньшей мере один отверждаемый покровный слой и отверждают слои. В частности, было обнаружено, что существует возможность нанесения на целлюлозный нетканый материал, зафиксированный как минимум на одной стороне сердцевинного компонента, выполненного из древесины или древесного материала, декоративного изображения, отличающегося исключительно высоким качеством, поверх которого могут быть легко нанесены обычные отверждаемые покровные слои и подвергнуты отверждению. Таким образом, нетканый материал может заменить грунтовые и сглаживающие слои, при этом не ухудшается качество напечатанного изображения. Несущий, или сердцевинный компонент слоистого материала в основном включает предпочтительно пластинчатую древесину или пластинчатый древесный материал. Предпочтительными являются древесно-волокнистые плиты, в частности ГДФ (древесноволокнистые плиты высокой плотности) и МДФ (древесноволокнистые плиты средней плотности). 18297 1 2014.06.30 В качестве клеящего вещества предпочтительно используют жидкий отверждающийся клей. Более предпочтительно отверждающийся клей является мочевиноформальдегидным клеем. Термин целлюлозный нетканый материал используется в настоящем контексте для обозначения всех плоских структур, включающий в основном целлюлозные волокна, в том числе бумагу. Различные свойства нетканых материалов различаются, например, в плане толщины, прочности волокон и пористости. В зависимости от соответствующего требуемого детального разрешения печатного изображения должен быть соблюден верхний предел в плане размера пор. С другой стороны, пористость способствует поглощению печатной краски и закреплению клеящего вещества. Целлюлозный нетканый материал предпочтительно представляет собой бумагу. В частности, бумага является печатной бумагой-основой. Указанный термин используют для обозначения, например, свойств бумаги, обычно используемых для запечатывания декоративной бумаги. Печатная бумага-основа может уже иметь светлый основной тон декоративного изображения, но она также может быть белого или иного цвета. Предпочтительно используют бумагу с удельным весом 20-200 г/м 2, более предпочтительно 40-80 г/м 2. При использовании жидкого клея предпочтительно целлюлозный нетканый материал наклеивают на пластинчатый сердцевинный компонент под давлением при нагреве, по меньшей мере с частичным отверждением клея. Кроме того, преимущество способа,предусматривающего использование жидкого клея, заключается в том, что в процессе отверждения жидкого клея обеспечивается сглаживание неровностей на поверхности сердцевинного компонента, в результате чего улучшается контакт между печатной формой и запечатываемым материалом и повышается качество печати. Это преимущество, в частности, проявляется при запечатывании нетканого материала с использованием разглаживающего валика. Необходимо подобрать расход, смачивающие свойства и вес наносимого клея таким образом, чтобы они соответствовали свойствам используемого целлюлозного нетканого материала во избежание проникновения клея через нетканый материал к лицевой поверхности. Такое проникновение клея может вызвать проблему при проведении последующей печатной операции, в частности, если такое проникновение носит локальный и нерегулярный характер, а также возможно приведет к ухудшению зрительного восприятия декоративного изображения готового слоистого материала. Тем не менее специалисты в данной области техники способны избежать этой проблемы путем изменения вышеуказанных параметров. В основном все известные способы нанесения печати являются приемлемыми для изготовления декоративного изображения. Тем не менее предпочтительными являются именно такие способы, на качество печати которых в основном не оказывают влияния неровности запечатываемого материала. Предпочтительно декоративное изображение наносят методом офсетной печати, косвенной глубокой печати (перенос изображения с гравированного валика на запечатываемый материал с помощью офсетного полотна),флексопечати и цифровой печати, такой как струйная и переводная печать. В одном усовершенствовании декоративное изображение печатают в одном цвете с помощью печатного механизма, при этом преимущество состоит в том, что второй цвет может быть выполнен в виде оттенка печатной бумаги-основы. В другом усовершенствовании декоративное изображение печатают в нескольких цветах последовательно с помощью нескольких печатных механизмов. При осуществлении указанного способа было обнаружено, что поверхность нетканого материала, прикрепленного к сердцевинному компоненту, остается в достаточной степени абсорбирующей при предотвращении проникновения через нее клея. В результате этого печатная краска быстро поглощается нетканым материалом и отсутствует риск смазыва 5 18297 1 2014.06.30 ния на дальнейших технологических этапах, таких как, например, дополнительные этапы нанесения печати или нанесения покровного слоя. Относительно кратковременный период сушки после отдельных операций печатания является, таким образом, достаточным. В целом, известные синтетические смолы и лаки являются приемлемыми в качестве материала для как минимум одного отверждаемого покровного слоя. Таким образом, также возможно нанести в качестве покровного слоя лаки, сшиваемые под воздействием излучения. Предпочтительно наносят по меньшей мере один покровный слой из аминопласта. Наиболее предпочтительно аминопласт является меламиноформальдегидной смолой. Также предпочтительно, что по меньшей мере в один покровный слой добавляют частицы прочного твердого материала. Наиболее предпочтительно твердый материал представляет собой оксид алюминия, диоксид кремния, карбид кремния или нитрид бора. Твердый материал имеет приемлемый средний размер частиц, составляющий, например,30-200 мкм. В другом предпочтительном примере осуществления настоящего изобретения покровный слой наносят в форме наружного слоя. В указанном примере осуществления изобретения используют слой волокнистого материала, например бумаги, который пропитан отверждаемым аминопластом, предназначенным для использования в качестве наружного слоя, например, меламиноформальдегидной смолой. Прочный твердый материал также может быть включен в указанный наружный слой. Исключительно предпочтительным является нанесение нескольких покровных слоев аминопласта в форме нескольких подслоев. При этом поверхность каждого покровного слоя после нанесения подвергают сушке. Благодаря указанной технологии повышаются механические свойства отвержденного покровного слоя. Предпочтительно частицы прочного твердого материала добавляют только в нижний покровный слой. Благодаря этому частицы твердого материала не выступают из поверхности готового слоистого материала,так как это может привести как к ухудшению внешнего вида и восприятию на ощупь материала, так и к повреждению инструментов при проведении дальнейшей обработки,например, к повреждению прессующих поверхностей. Предпочтительно отверждение слоистого материала, который содержит, по меньшей мере, пластинчатый сердцевинный компонент, целлюлозный нетканый материал и покровный слой, осуществляют под давлением при нагреве. Также предпочтительно отверждение осуществляют в двойном ленточном прессе или прессе с коротким циклом. Диапазон используемых значений давления и температуры зависит от характера смолы и структуры слоев слоистого материала. Приемлемый диапазон составляет от 20 до 60 кН/см 2 и от 160 до 220 С соответственно. Предпочтительно в процессе отверждения осуществляют тиснение поверхности наружного покровного слоя. Наиболее предпочтительно тиснение осуществляют в соответствии с декоративным изображением. При проведении операции прессования окончательную структуру поверхности слоистого материала определяет форма прессующей поверхности. Существует возможность гибко изменять структуру поверхности при изменении вида изделия предпочтительно путем установки съемной прессующей пластины, либо прессующей ленты, либо пленки для прессования между зажимами пресса и поверхностью слоистого материала. Таким образом, существует возможность создания пористой структуры , являющейся положительной (погруженной) или отрицательной (выступающей) в пространственном отношении к декоративному изображению, либо создания высокоглянцевой или матовой поверхности. В данном случае способ в соответствии с настоящим изобретением имеет конкретные преимущества, заключающиеся в том, что неровности слоев сглаживаются без дополнительной промежуточной обработки или последующей обработки, такой как шлифование и полирование лаковых слоев, либо без обработки сглаживающим валиком при операции прессования. Структураможет быть выполнена с помощью 6 18297 1 2014.06.30 простого способа в том случае, если при изготовлении прессующих пластин, прессующих лент или пленки для прессования используют процесс с цифровым управлением, и если один и тот же комплект данных, использовавшихся при изготовлении прессующих пластин, прессующих лент или пленки для прессования, используют для операции цифровой печати, возможно после преобразования, так как после операции печатания не происходит искажения печатного изображения из-за усадки. Предпочтительно, чтобы на сторону сердцевинного компонента слоистого материала,противоположную стороне, на которую наносят декоративный слой, дополнительно наносился стабилизирующий слой для предотвращения деформации, обусловленной изменяющимися погодными условиями. Наиболее простой способ создания такого слоя заключается в том, чтобы по своей структуре стабилизирующий слой соответствовал структуре на стороне с декоративным слоем. Предпочтительно стабилизирующий и декоративный слои наносят одновременно, т.е. бумага может быть наклеена поверх стабилизирующего слоя и нанесены слой или слои, соответствующие декоративному слою. Способ в соответствии с настоящим изобретением предусматривает, что при изготовлении слоистых материалов процесс подготовки сердцевинных компонентов для операции прямой печати является существенно более экономичным по сравнению со способами известного уровня техники, так как наносится только один слой целлюлозного нетканого материала, в частности бумаги, и исключаются многочисленные операции нанесения покрытий и шлифования, используемые в известных способах. Пример осуществления. Панели МДФ (древесно-волокнистые плиты средней плотности) размером приблизительно 23 м очищали, шлифовали и подвергали термообработке. Кислотный отвердитель для мочевиноформальдегидного клея (отвердитель 2547- ) наносили с помощью устройства для нанесения покрытия валиком при комнатной температуре, при этом вес наносимого клея составлял приблизительно 8 г/м 2, и осуществлялась его легкая сушка с помощью устройства ИК-излучения. Далее накатным валиком снова наносили слой клея при весе приблизительно 40 г/м 2 (мочевиноформальдегидный клей 1206). Печатную бумагу-основу кремового цвета при отношении вес - площадь поверхности 60 г/м 2 прижимали валиком к слою все еще влажного клея и прессовали в каландре при давлении 160 кН/см 2 и при температуре валика 190 С, при этом происходило, по меньшей мере, частичное отверждение клея. В этом случае внешняя поверхность бумаги не претерпевала никаких изменений, т.е. клей не проникал через бумагу. Далее бумагу отрезали в зазоре между отдельными панелями. Панели немедленно транспортировали к печатной машине, на которой методом косвенной глубокой печати наносили первый цвет декоративного изображения. На следующей печатной машине наносили второй и третий цвета, при этом кратковременный обдув воздуха при перемещении между печатными машинами является достаточным для сушки печатной краски. Далее наносили тонкий слой меламиноформальдегидной смолы (приблизительно 10 г/м 2) и высушивали с использованием устройства ИК-излучения до тех пор, пока поверхность не становилась абсолютно сухой. В таком состоянии панели можно штабелировать и хранить. Дальнейшую обработку декорированных панелей осуществляют либо непосредственно после операции печатания (без нанесения тонкого слоя меламиноформальдегидной смолы), либо после нанесения указанного слоя и хранения. На декоративное изображение на верхней стороне панели наносят слой меламиновой смолы в водном растворе, содержащем частицы оксида алюминия (корунда) со средним размером частиц 180-220 мкм,или тонкий слой меламиноформальдегидной смолы с помощью накатного валика (выполненного из керамического материала с целью повышения износостойкости). Вязкость раствора смолы составляет 120 мпуаз, при этом содержание твердых частиц составляет 60 вес. . Вес наносимого раствора смолы составляет приблизительно 50 г/м 2, в то время как вес корунда составляет 15-20 г/м 2. Нанесение смолы не является достаточным для 7 18297 1 2014.06.30 полного покрытия частиц корунда. Вес наносимой смолы соответствует толщине слоя приблизительно 40 мкм (плотность - 1,25 г/см 3). Нанесенную смолу подвергают сушке с помощью устройства инфракрасного излучения до достижения абсолютно сухой поверхности, которая обладает достаточной адгезией к декоративной бумаге. В этом случае воздушный поток проходит над поверхностью слоя смолы. Одновременно с нанесением смолы на верхнюю сторону наносят не содержащий корунда слой на нижнюю сторону панели в качестве стабилизирующего слоя, который подвергают предварительной сушке. В процессе транспортировки панели располагают на приемлемом конвейерном устройстве,например, на так называемом дисковом транспортном устройстве, известном в области нанесения красок или лаков, которое удерживает панель на определенных точках, в результате чего обеспечивается сушка нижней стороны панели. После операции предварительной сушки панель транспортируется на кромке по узким роликам. После завершения этапа сушки на декоративную сторону и на нижнюю сторону дополнительно наносят слой водного раствора меламиновой смолы весом приблизительно 50 г/м 2, который снова подвергают сушке. Указанную операцию повторяют до трех раз. В результате этого толщина слоя смолы достигает 250 мкм, и слой полностью покрывает частицы корунда. Панель, покрытую полезным слоем и стабилизирующим слоем, помещают в пресс с коротким циклом и подвергают прессованию в течение приблизительно 8-15 с при температуре прессующих пластин, составляющей приблизительно 200 С (соответствующей приблизительно 160 С изделия), и при давлении 35-60 кН/см 2. В этом случае осуществляется тиснение поверхностного рельефа, соответствующего декоративному изображению Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 8
МПК / Метки
МПК: B32B 37/02, B32B 21/06
Метки: способ, декоративного, слоистого, изготовления, материала
Код ссылки
<a href="https://by.patents.su/8-18297-sposob-izgotovleniya-dekorativnogo-sloistogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления декоративного слоистого материала</a>
Способ изготовления слоистого материала
Номер патента: 18140
Опубликовано: 30.04.2014
Авторы: БУЛЬМАНН, Карстен
МПК: B32B 21/06, B32B 37/02
Метки: материала, слоистого, изготовления, способ
Текст:
...1 2014.04.30 необходимость удаления водяных паров, выделяющихся из подслоя, с помощью воздушного потока, проходящего над панелью. Температура на поверхности подслоя не должна превышать температуру внешней среды более чем на 20 во избежание отверждения. Из известных аминопластов наиболее предпочтительными являются меламиноформальдегидные смолы. Приемлемые продукты имеются в продаже на рынке. Тем не менее в соответствии с настоящим изобретением...
Способ изготовления слоистого рулонного кровельного и гидроизоляционного материала
Номер патента: 2879
Опубликовано: 30.06.1999
Авторы: Кононович Войтех Вячеславович, Ярмолович Леонид Антонович, Крылов Георгий Викторович
МПК: E04D 5/00
Метки: гидроизоляционного, слоистого, изготовления, способ, кровельного, рулонного, материала
Текст:
...в процессе изготовления эластомерного рулонного кровельного гидроизоляционного материала на основе атмосферостойких каучуков при формировании или вулканизации полотна его нижнее основание снабжают нетканым синтетическим иглопробивным материалом, заделанным в полимерный слой, на глубину преимущественно 0,25-0,50 мм (путем частичного втапливания в полимерный лй). Эту операцию осуществляют в процессе формирования полимерного слоя на...
Способ изготовления формы для производства декоративного железобетонного изделия
Номер патента: 9011
Опубликовано: 28.02.2007
Автор: Коробов Виктор Михайлович
МПК: B32B 1/10
Метки: способ, формы, производства, изготовления, декоративного, железобетонного, изделия
Текст:
...плиту, нанесение разделительного слоя, формование и изготовление кожуха,съем формы с модели после отверждения. Разделительный слой изготавливают из смеси стеарина, керосина и воскосодержащей жидкости типа Мовиль в соотношении 2 5 2,5,а формование осуществляют при температуре 20-23 С пропиткой слоев матов из стеклянного волокна связующим из смеси полиэфирной смолы Ра 1 ага 1 и отвердителя Мегох при следующем соотношении...
Способ изготовления декоративного покрытия
Номер патента: 17378
Опубликовано: 30.08.2013
Авторы: Стэфанив Володымыр Михайловыч, Грод Мыхайло Стэпановыч, Мартэнюк Виктор Мыколайовыч
Метки: покрытия, декоративного, изготовления, способ
Текст:
...способ получения декоративного покрытия деревянного изделия с фасадной поверхностью и фигурными торцами по всему периметру с заявляемой совокупностью признаков позволяет решить поставленную задачу - улучшить эксплуатационные и эстетические свойства деревянного изделия за счет повышения качества. Способ не вызывает затруднений при промышленной реализации, так как его возможно произвести из известных материалов с применением известных...
Способ получения декоративного изображения
Номер патента: 11591
Опубликовано: 28.02.2009
Авторы: Кочергин Игорь Борисович, Лисовой Вадим Николаевич
Метки: способ, декоративного, получения, изображения
Текст:
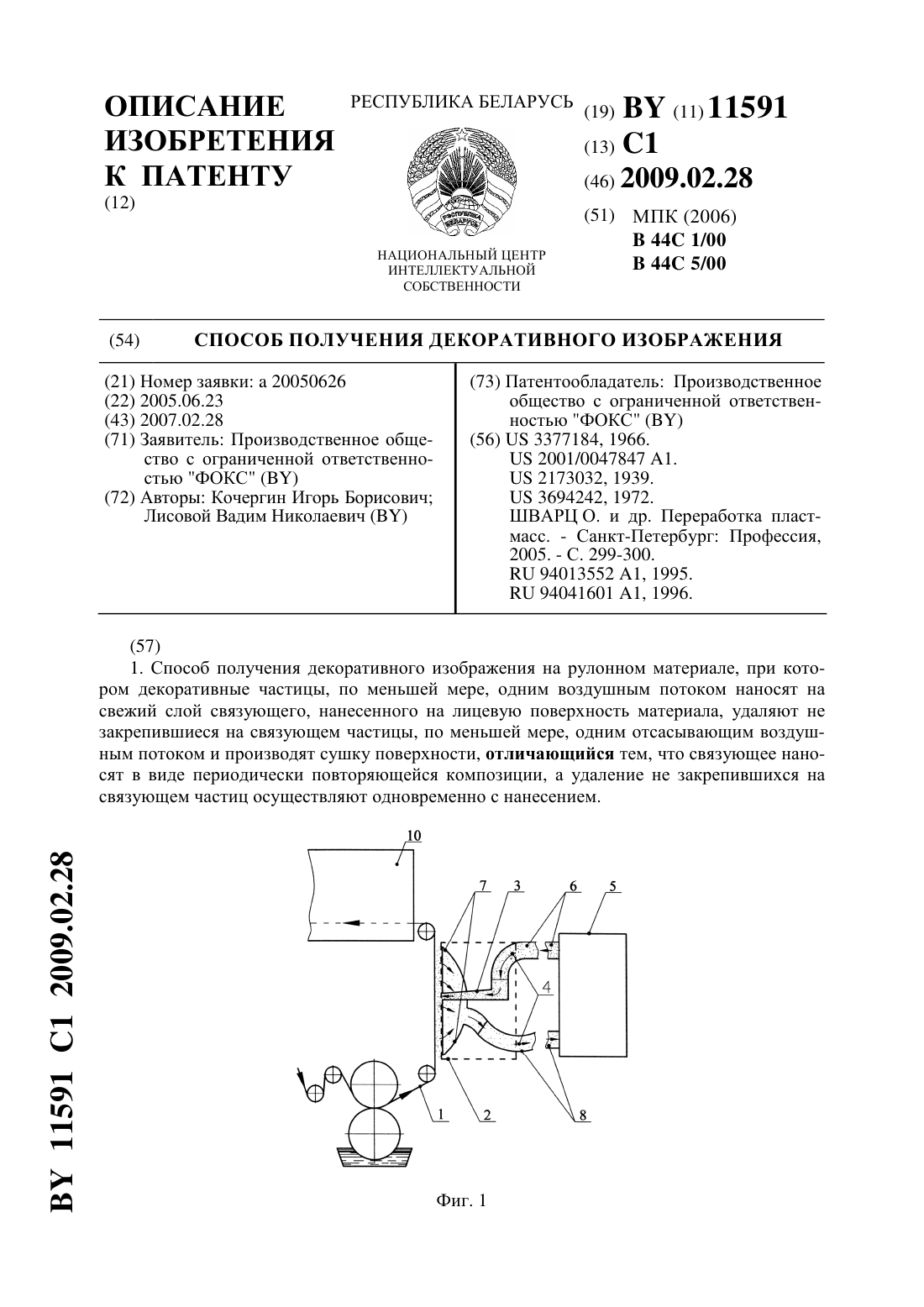
...в способе получения декоративного изображения на рулонном материале, при котором декоративные частицы, по меньшей мере, одним воздушным потоком наносят на свежий слой связующего, нанесенного на лицевую поверхность материала, удаляют не закрепившиеся на связующем частицы, по меньшей мере, одним отсасывающим воздушным потоком и производят сушку поверхности, согласно изобретению, связующее наносят в виде периодически повторяющейся композиции, а...
Предыдущий патент: Способ определения течения пневмонии, вызванной вирусом гриппа А (H1N1), при проведении интенсивной терапии
Следующий патент: Способ получения почек дуба черешчатого, пригодных для использования в качестве эксплантов
Случайный патент: Многослойная строительная панель, технологическая оснастка и способ ее изготовления