Способ вихревого измельчения материала и устройство для его осуществления
Текст
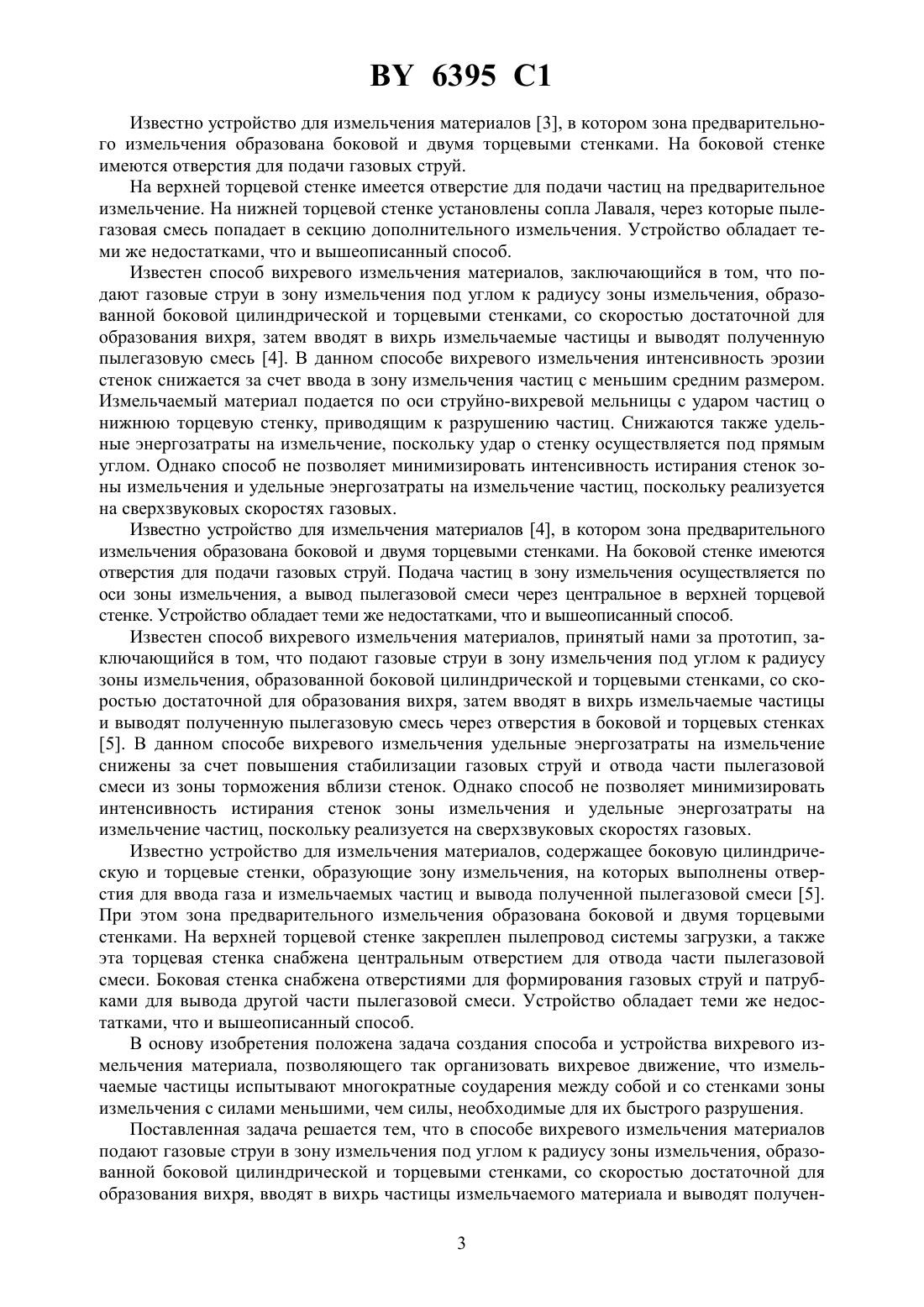
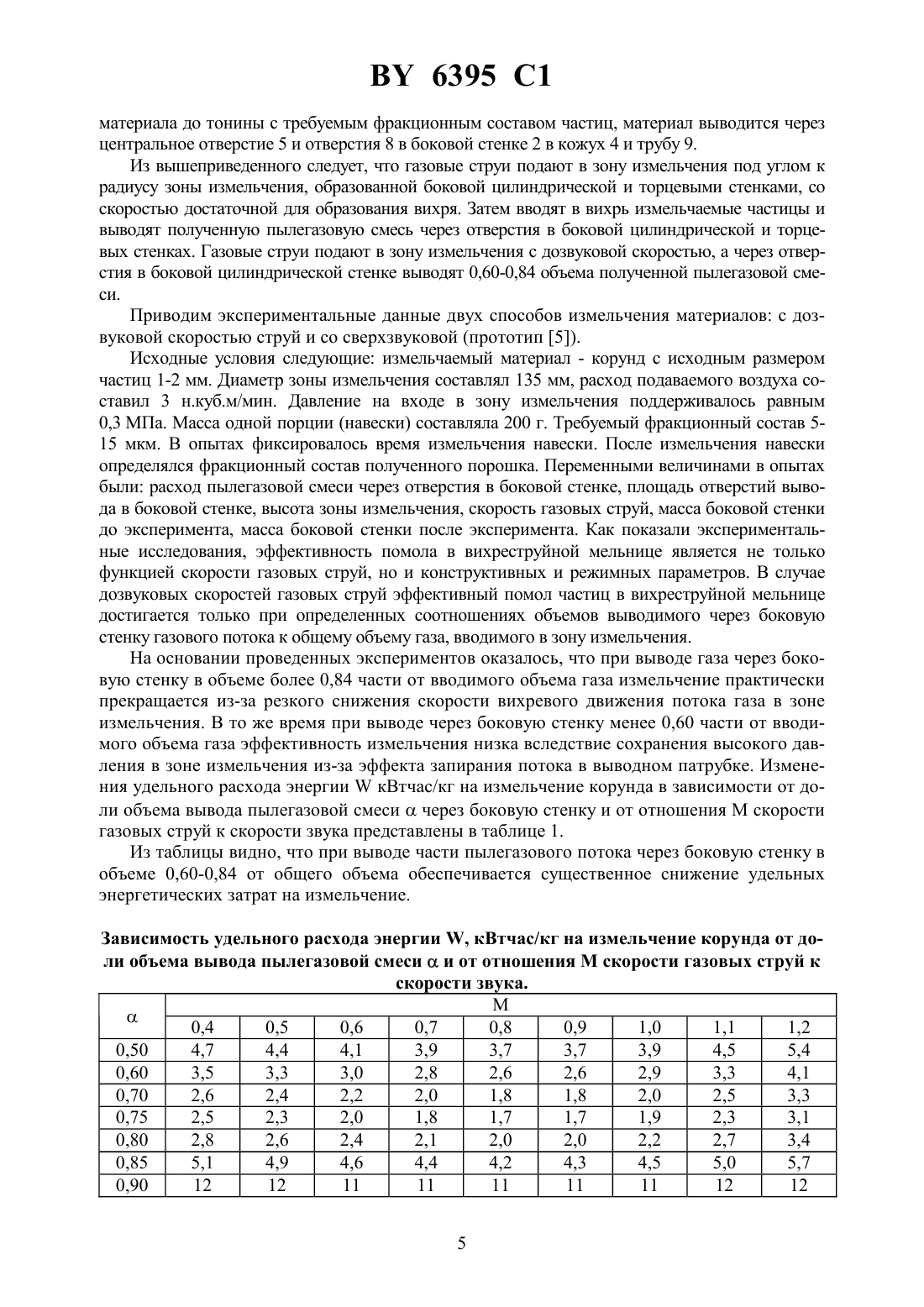
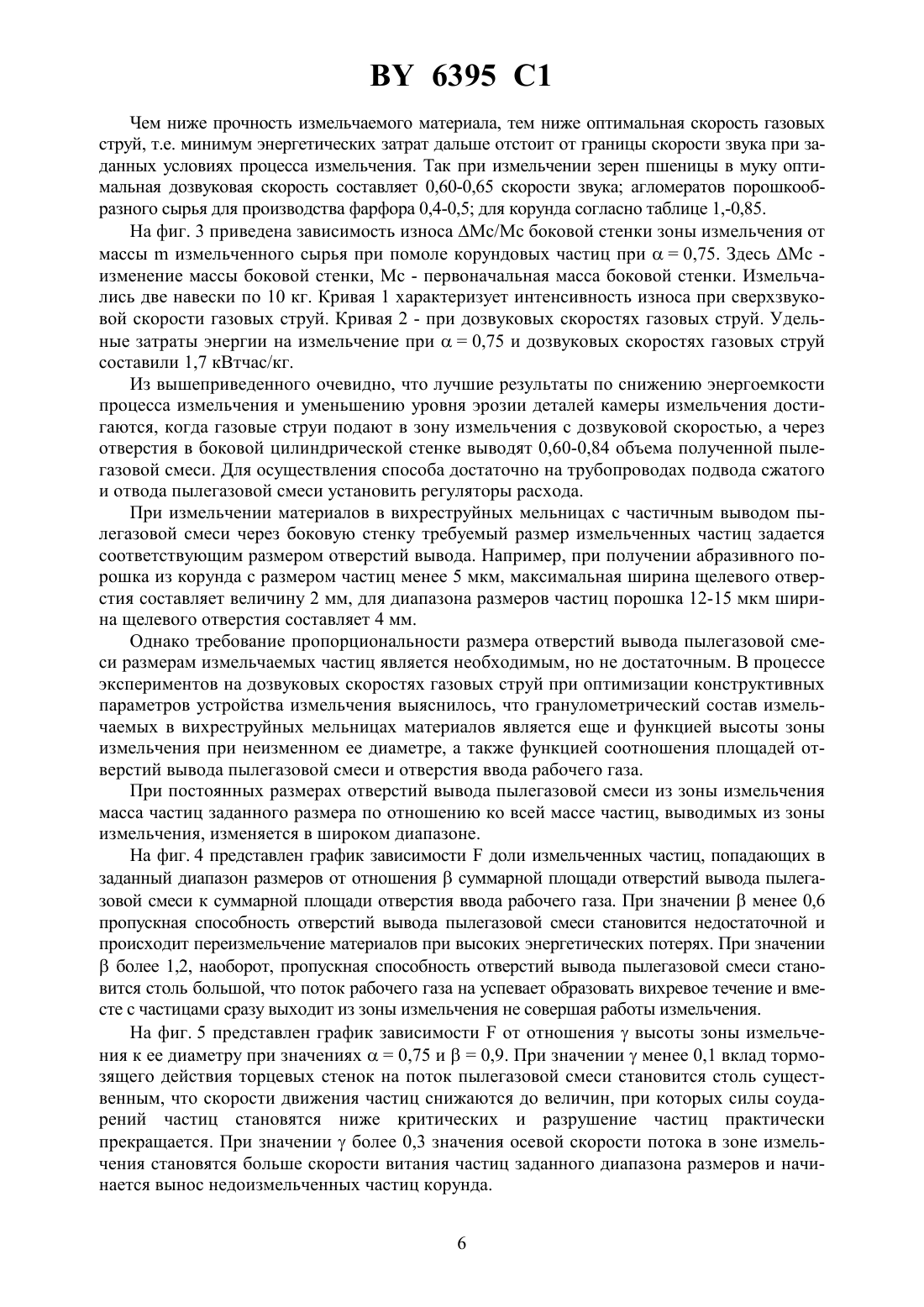
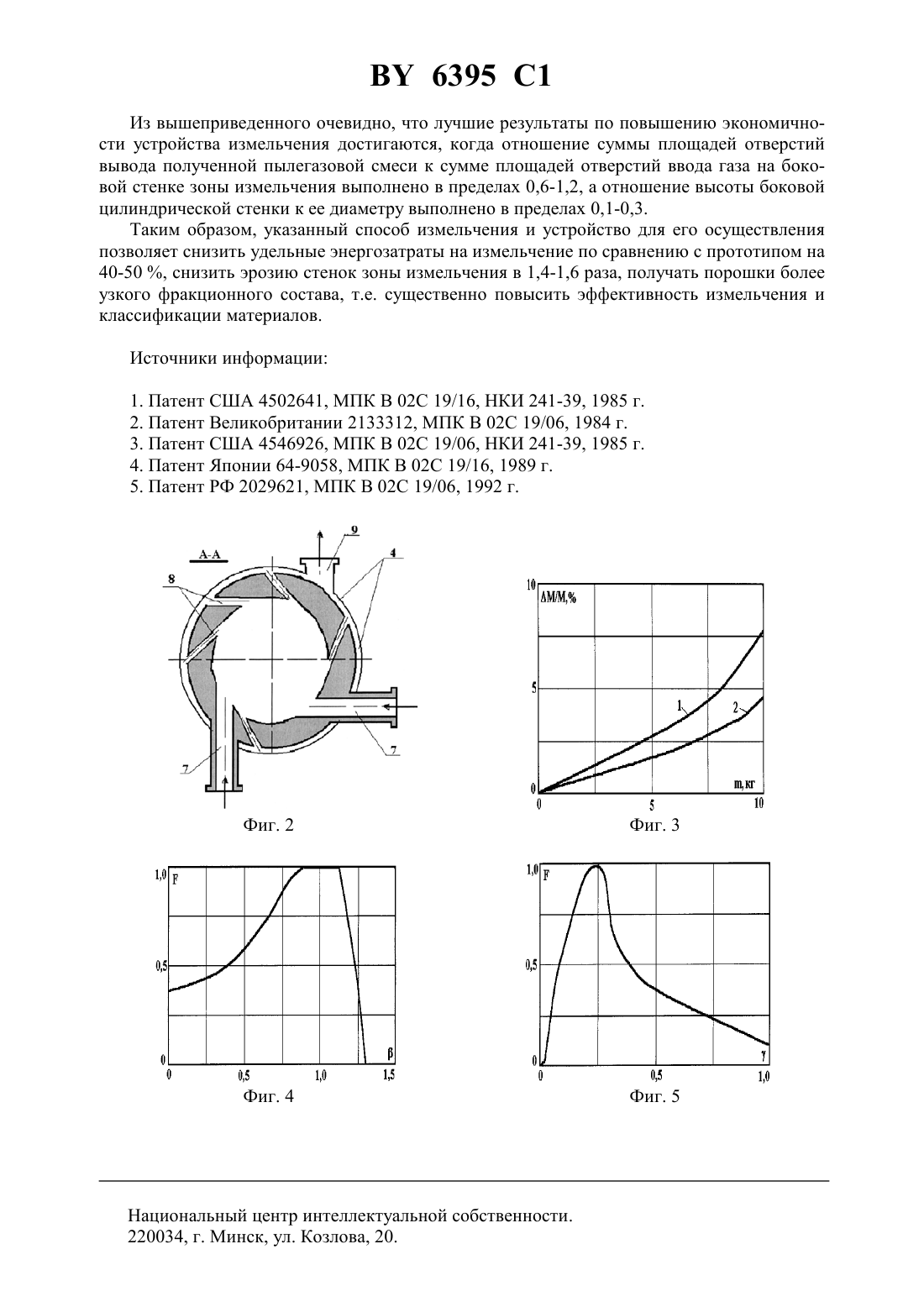
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ВИХРЕВОГО ИЗМЕЛЬЧЕНИЯ МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Сорокин Владимир Владимирович(72) Автор Сорокин Владимир Владимирович(73) Патентообладатель Сорокин Владимир Владимирович(57) 1. Способ вихревого измельчения материала, включающий подачу в зону измельчения газовых струй под углом к радиусу зоны измельчения, образованной боковой цилиндрической и торцевыми стенками, со скоростью достаточной для образования вихря, последующую подачу в вихрь частиц измельчаемого материала и вывод полученной пылегазовой смеси через отверстия в боковой цилиндрической и торцевых стенках, отличающийся тем, что подают газовые струи в зону измельчения с дозвуковой скоростью, а через отверстия в боковой цилиндрической стенке выводят часть объема полученной пылегазовой смеси, составляющую 0,60-0,84 от ее общего объема. 2. Устройство для вихревого измельчения материала, содержащее зону измельчения,образованную боковой цилиндрической и торцевой стенками, в которых выполнены отверстия для ввода газовых струй и частиц измельчаемого материала и вывода полученной пылегазовой смеси, отличающееся тем, что отношение суммы площадей отверстий вывода полученной пылегазовой смеси к сумме площадей отверстий ввода газовых струй на боковой стенке зоны измельчения составляет 0,6-1,2, а отношение высоты боковой цилиндрической стенки к ее диаметру составляет 0,1-0,3.(56)2029621 1, 1995.2057588 1, 1996.2056171 1, 1996.2072900 1, 1997. Изобретение относится к способам получения дисперсных порошков, тонкого и сверхтонкого измельчения материалов, а именно к способу и устройству вихревого измельчения материалов и может быть использовано в различных отраслях промышленности химической, строительной, цементной, пищевой, медицинской и других. Известен способ вихревого измельчения материалов, заключающийся в том, что подают газовые струи в зону измельчения под углом к радиусу зоны измельчения, образованной боковой цилиндрической и торцевыми стенками, со скоростью достаточной для образования вихря, затем вводят в вихрь измельчаемые частицы и выводят полученную пылегазовую смесь 1. Данный способ вихревого измельчения обеспечивает более полное использование энергии газовых струй за счет поддержания оптимальной разности давления между входом и выходом вихревой мельницы. Недостатками данного способа измельчения являются сильная эрозия стенок и высокие энергозатраты, связанные со сверхзвуковыми скоростями газовых струй. Известно устройство для измельчения материалов 1, содержащее боковую цилиндрическую и торцевые стенки, образующие зону измельчения. На боковой стенке устройства выполнены отверстия для ввода газовых струй. На верхней торцевой стенке имеется отверстие для подачи в зону измельчения частиц, а также центральное отверстие для вывода измельченных частиц в виде пылегазовой смеси. Устройство обладает теми же недостатками, что и вышеописанный способ. Известен способ вихревого измельчения материалов, заключающийся в том, что подают газовые струи в зону измельчения под углом к радиусу зоны измельчения, образованной боковой цилиндрической и торцевыми стенками, со скоростью достаточной для образования вихря, затем вводят в вихрь измельчаемые частицы и выводят полученную пылегазовую смесь 2. В данном способе вихревого измельчения интенсивность эрозии боковой стенки снижается за счет установки износостойкого кольца. Однако способ не позволяет минимизировать интенсивность истирания торцевых стенок и удельные энергозатраты на измельчение частиц, поскольку реализуется на сверхзвуковых скоростях газовых струй. Известно устройство для измельчения материалов 2, содержащее боковую цилиндрическую и торцевые стенки, образующие зону измельчения. На боковой стенке устройства,защищенной износостойким кольцом, и в кольце выполнены отверстия для ввода газовых струй. На верхней торцевой стенке имеется отверстие для подачи в зону измельчения частиц, а также центральное отверстие для вывода измельченных частиц в виде пылегазовой смеси. Устройство обладает теми же недостатками, что и вышеописанный способ. Известен способ вихревого измельчения материалов, заключающийся в том, что подают газовые струи в зону измельчения под углом к радиусу зоны измельчения, образованной боковой цилиндрической и торцевыми стенками, со скоростью достаточной для образования вихря, затем вводят в вихрь измельчаемые частицы и выводят полученную пылегазовую смесь 3. В данном способе вихревого измельчения интенсивность эрозии стенок снижается за счет снижения времени пребывания частиц измельчаемого материала в зоне измельчения и домола частиц во второй секции, куда они вводятся через сопла Лаваля со сверхзвуковой скоростью. Однако способ не позволяет минимизировать интенсивность истирания стенок обеих секций и удельные энергозатраты на измельчение частиц, поскольку реализуется на сверхзвуковых скоростях газовых и пылегазовых струй. 2 6395 1 Известно устройство для измельчения материалов 3, в котором зона предварительного измельчения образована боковой и двумя торцевыми стенками. На боковой стенке имеются отверстия для подачи газовых струй. На верхней торцевой стенке имеется отверстие для подачи частиц на предварительное измельчение. На нижней торцевой стенке установлены сопла Лаваля, через которые пылегазовая смесь попадает в секцию дополнительного измельчения. Устройство обладает теми же недостатками, что и вышеописанный способ. Известен способ вихревого измельчения материалов, заключающийся в том, что подают газовые струи в зону измельчения под углом к радиусу зоны измельчения, образованной боковой цилиндрической и торцевыми стенками, со скоростью достаточной для образования вихря, затем вводят в вихрь измельчаемые частицы и выводят полученную пылегазовую смесь 4. В данном способе вихревого измельчения интенсивность эрозии стенок снижается за счет ввода в зону измельчения частиц с меньшим средним размером. Измельчаемый материал подается по оси струйно-вихревой мельницы с ударом частиц о нижнюю торцевую стенку, приводящим к разрушению частиц. Снижаются также удельные энергозатраты на измельчение, поскольку удар о стенку осуществляется под прямым углом. Однако способ не позволяет минимизировать интенсивность истирания стенок зоны измельчения и удельные энергозатраты на измельчение частиц, поскольку реализуется на сверхзвуковых скоростях газовых. Известно устройство для измельчения материалов 4, в котором зона предварительного измельчения образована боковой и двумя торцевыми стенками. На боковой стенке имеются отверстия для подачи газовых струй. Подача частиц в зону измельчения осуществляется по оси зоны измельчения, а вывод пылегазовой смеси через центральное в верхней торцевой стенке. Устройство обладает теми же недостатками, что и вышеописанный способ. Известен способ вихревого измельчения материалов, принятый нами за прототип, заключающийся в том, что подают газовые струи в зону измельчения под углом к радиусу зоны измельчения, образованной боковой цилиндрической и торцевыми стенками, со скоростью достаточной для образования вихря, затем вводят в вихрь измельчаемые частицы и выводят полученную пылегазовую смесь через отверстия в боковой и торцевых стенках 5. В данном способе вихревого измельчения удельные энергозатраты на измельчение снижены за счет повышения стабилизации газовых струй и отвода части пылегазовой смеси из зоны торможения вблизи стенок. Однако способ не позволяет минимизировать интенсивность истирания стенок зоны измельчения и удельные энергозатраты на измельчение частиц, поскольку реализуется на сверхзвуковых скоростях газовых. Известно устройство для измельчения материалов, содержащее боковую цилиндрическую и торцевые стенки, образующие зону измельчения, на которых выполнены отверстия для ввода газа и измельчаемых частиц и вывода полученной пылегазовой смеси 5. При этом зона предварительного измельчения образована боковой и двумя торцевыми стенками. На верхней торцевой стенке закреплен пылепровод системы загрузки, а также эта торцевая стенка снабжена центральным отверстием для отвода части пылегазовой смеси. Боковая стенка снабжена отверстиями для формирования газовых струй и патрубками для вывода другой части пылегазовой смеси. Устройство обладает теми же недостатками, что и вышеописанный способ. В основу изобретения положена задача создания способа и устройства вихревого измельчения материала, позволяющего так организовать вихревое движение, что измельчаемые частицы испытывают многократные соударения между собой и со стенками зоны измельчения с силами меньшими, чем силы, необходимые для их быстрого разрушения. Поставленная задача решается тем, что в способе вихревого измельчения материалов подают газовые струи в зону измельчения под углом к радиусу зоны измельчения, образованной боковой цилиндрической и торцевыми стенками, со скоростью достаточной для образования вихря, вводят в вихрь частицы измельчаемого материала и выводят получен 3 6395 1 ную пылегазовую смесь через отверстия в боковой цилиндрической и торцевых стенках. Газовые струи подают в зону измельчения с дозвуковой скоростью, а через отверстия в боковой цилиндрической стенке выводят часть объема полученной пылегазовой смеси,составляющую 0,60-0,84 от ее общего объема. Дозвуковые скорости газовых струй и оптимальное соотношение частей пылегазовой смеси, выводимой через боковую и торцевую стенки позволяют снизить эрозию стенок зоны измельчения и минимизировать энергозатраты на измельчение материла. Предлагаемый способ может быть осуществлен в устройстве для вихревого измельчения материалов, содержащем зону измельчения, образованную боковой цилиндрической и торцевой стенками, в которых выполнены отверстия для ввода газовых струй и частиц измельчаемого материала и вывода полученной пылегазовой смеси. Отличительной особенностью изобретения является то, что отношение суммы площадей отверстий вывода полученной пылегазовой смеси к сумме площадей отверстий ввода газовых струй на боковой стенке зоны измельчения составляет 0,6-1,2, а отношение высоты боковой цилиндрической стенки к ее диаметру составляет 0,1-0,3. Предлагаемое устройство, кроме преимуществ способа, позволяет получать измельченный материал более узкого фракционного состава. Эффект способа объясняется тем, что основная масса частиц разрушается в результате многократных соударений между собой и о стенки, ограничивающие зону измельчения, с невысокими силами соударения. Поскольку сила соударения частиц между собой или со стенкой пропорциональна относительной скорости, то с целью обеспечения ударов максимальной силы вихреструйные мельницы (аналоги и прототип) работают на сверхзвуковых скоростях газовых струй. Однако экспериментальные исследования закономерностей ударного разрушения показали, что для каждого материала существует несколько (как минимум два) различных значений удельной работы образования новой поверхности. Причем удельная работа образования новой поверхности при одноразовом ударном разрушающем воздействии в десятки раз превосходит удельную работу разрушения при многоразовых ударах небольшой силы. Так, например, при быстром разрушении стекла (одноразовый удар) удельная работа разрушения составляет 7,5 Дж/кв.м. При медленном разрушении стекла удельная работа разрушения составляет 0,42 Дж/кв.м, т.е. снижается примерно в пятнадцать раз. Удельная работа быстрого разрушения резины составляет величину 1000-10000 Дж/кв.м соответственно медленного разрушения в 12-15 раз ниже. Для обеспечения многократных слабых соударений нужна дозвуковая скорость газовых струй. В результате достигается снижение удельных энергетических затрат на измельчение при одновременном снижении эрозии стенок зоны измельчения. На фиг. 1 представлен продольный разрез устройства вихревого измельчения материалов, а на фиг. 2 сечение А-А устройства по фиг. 1. Устройство на фиг. 1 и фиг. 2 реализует способ вихревого измельчения материалов. Устройство содержит зону измельчения 1, образованную боковой стенкой 2 и торцевыми стенками 3. С внешней стороны боковая стенка 2 и торцевые стенки 3 охвачены полым кожухом 4 (для изоляции зоны измельчения от окружающей среды). На верхней торцевой стенке 3 расположено центральное отверстие 5 вывода пылегазовой смеси и закреплен пылепровод 6 системы загрузки измельчаемого материала. Боковая стенка 2 снабжена отверстиями 7 ввода газовой струи и отверстиями 8 вывода пылегазовой смеси и возмущения полей течения пылегазовой смеси. На полом кожухе 4 закреплена труба 9 для вывода пылегазовой смеси из устройства. Устройство работает следующим образом. Через отверстия 7 ввода газовой струи сжатый воздух подается в зону измельчения 1. Туда же через верхнюю торцевую стенку 3 подается измельчаемый материал по пылепроводу 6 системы загрузки. Воздух закручивается в зоне измельчения 1 и образует вихрь. Твердые частицы измельчаемого материала вовлекаются в вихревое движение и взаимодействуют друг с другом и со стенками 2 и 3. После измельчения 4 6395 1 материала до тонины с требуемым фракционным составом частиц, материал выводится через центральное отверстие 5 и отверстия 8 в боковой стенке 2 в кожух 4 и трубу 9. Из вышеприведенного следует, что газовые струи подают в зону измельчения под углом к радиусу зоны измельчения, образованной боковой цилиндрической и торцевыми стенками, со скоростью достаточной для образования вихря. Затем вводят в вихрь измельчаемые частицы и выводят полученную пылегазовую смесь через отверстия в боковой цилиндрической и торцевых стенках. Газовые струи подают в зону измельчения с дозвуковой скоростью, а через отверстия в боковой цилиндрической стенке выводят 0,60-0,84 объема полученной пылегазовой смеси. Приводим экспериментальные данные двух способов измельчения материалов с дозвуковой скоростью струй и со сверхзвуковой (прототип 5). Исходные условия следующие измельчаемый материал - корунд с исходным размером частиц 1-2 мм. Диаметр зоны измельчения составлял 135 мм, расход подаваемого воздуха составил 3 н.куб.м/мин. Давление на входе в зону измельчения поддерживалось равным 0,3 МПа. Масса одной порции (навески) составляла 200 г. Требуемый фракционный состав 515 мкм. В опытах фиксировалось время измельчения навески. После измельчения навески определялся фракционный состав полученного порошка. Переменными величинами в опытах были расход пылегазовой смеси через отверстия в боковой стенке, площадь отверстий вывода в боковой стенке, высота зоны измельчения, скорость газовых струй, масса боковой стенки до эксперимента, масса боковой стенки после эксперимента. Как показали экспериментальные исследования, эффективность помола в вихреструйной мельнице является не только функцией скорости газовых струй, но и конструктивных и режимных параметров. В случае дозвуковых скоростей газовых струй эффективный помол частиц в вихреструйной мельнице достигается только при определенных соотношениях объемов выводимого через боковую стенку газового потока к общему объему газа, вводимого в зону измельчения. На основании проведенных экспериментов оказалось, что при выводе газа через боковую стенку в объеме более 0,84 части от вводимого объема газа измельчение практически прекращается из-за резкого снижения скорости вихревого движения потока газа в зоне измельчения. В то же время при выводе через боковую стенку менее 0,60 части от вводимого объема газа эффективность измельчения низка вследствие сохранения высокого давления в зоне измельчения из-за эффекта запирания потока в выводном патрубке. Изменения удельного расхода энергиикВтчас/кг на измельчение корунда в зависимости от доли объема вывода пылегазовой смесичерез боковую стенку и от отношения М скорости газовых струй к скорости звука представлены в таблице 1. Из таблицы видно, что при выводе части пылегазового потока через боковую стенку в объеме 0,60-0,84 от общего объема обеспечивается существенное снижение удельных энергетических затрат на измельчение. Зависимость удельного расхода энергии , кВтчас/кг на измельчение корунда от доли объема вывода пылегазовой смесии от отношения М скорости газовых струй к скорости звука. М 6395 1 Чем ниже прочность измельчаемого материала, тем ниже оптимальная скорость газовых струй, т.е. минимум энергетических затрат дальше отстоит от границы скорости звука при заданных условиях процесса измельчения. Так при измельчении зерен пшеницы в муку оптимальная дозвуковая скорость составляет 0,60-0,65 скорости звука агломератов порошкообразного сырья для производства фарфора 0,4-0,5 для корунда согласно таблице 1,-0,85. На фиг. 3 приведена зависимость износа Мс/Мс боковой стенки зоны измельчения от массыизмельченного сырья при помоле корундовых частиц при 0,75. Здесь Мс изменение массы боковой стенки, Мс - первоначальная масса боковой стенки. Измельчались две навески по 10 кг. Кривая 1 характеризует интенсивность износа при сверхзвуковой скорости газовых струй. Кривая 2 - при дозвуковых скоростях газовых струй. Удельные затраты энергии на измельчение при 0,75 и дозвуковых скоростях газовых струй составили 1,7 кВтчас/кг. Из вышеприведенного очевидно, что лучшие результаты по снижению энергоемкости процесса измельчения и уменьшению уровня эрозии деталей камеры измельчения достигаются, когда газовые струи подают в зону измельчения с дозвуковой скоростью, а через отверстия в боковой цилиндрической стенке выводят 0,60-0,84 объема полученной пылегазовой смеси. Для осуществления способа достаточно на трубопроводах подвода сжатого и отвода пылегазовой смеси установить регуляторы расхода. При измельчении материалов в вихреструйных мельницах с частичным выводом пылегазовой смеси через боковую стенку требуемый размер измельченных частиц задается соответствующим размером отверстий вывода. Например, при получении абразивного порошка из корунда с размером частиц менее 5 мкм, максимальная ширина щелевого отверстия составляет величину 2 мм, для диапазона размеров частиц порошка 12-15 мкм ширина щелевого отверстия составляет 4 мм. Однако требование пропорциональности размера отверстий вывода пылегазовой смеси размерам измельчаемых частиц является необходимым, но не достаточным. В процессе экспериментов на дозвуковых скоростях газовых струй при оптимизации конструктивных параметров устройства измельчения выяснилось, что гранулометрический состав измельчаемых в вихреструйных мельницах материалов является еще и функцией высоты зоны измельчения при неизменном ее диаметре, а также функцией соотношения площадей отверстий вывода пылегазовой смеси и отверстия ввода рабочего газа. При постоянных размерах отверстий вывода пылегазовой смеси из зоны измельчения масса частиц заданного размера по отношению ко всей массе частиц, выводимых из зоны измельчения, изменяется в широком диапазоне. На фиг. 4 представлен график зависимостидоли измельченных частиц, попадающих в заданный диапазон размеров от отношениясуммарной площади отверстий вывода пылегазовой смеси к суммарной площади отверстия ввода рабочего газа. При значениименее 0,6 пропускная способность отверстий вывода пылегазовой смеси становится недостаточной и происходит переизмельчение материалов при высоких энергетических потерях. При значенииболее 1,2, наоборот, пропускная способность отверстий вывода пылегазовой смеси становится столь большой, что поток рабочего газа на успевает образовать вихревое течение и вместе с частицами сразу выходит из зоны измельчения не совершая работы измельчения. На фиг. 5 представлен график зависимостиот отношениявысоты зоны измельчения к ее диаметру при значениях 0,75 и 0,9. При значениименее 0,1 вклад тормозящего действия торцевых стенок на поток пылегазовой смеси становится столь существенным, что скорости движения частиц снижаются до величин, при которых силы соударений частиц становятся ниже критических и разрушение частиц практически прекращается. При значенииболее 0,3 значения осевой скорости потока в зоне измельчения становятся больше скорости витания частиц заданного диапазона размеров и начинается вынос недоизмельченных частиц корунда. 6 6395 1 Из вышеприведенного очевидно, что лучшие результаты по повышению экономичности устройства измельчения достигаются, когда отношение суммы площадей отверстий вывода полученной пылегазовой смеси к сумме площадей отверстий ввода газа на боковой стенке зоны измельчения выполнено в пределах 0,6-1,2, а отношение высоты боковой цилиндрической стенки к ее диаметру выполнено в пределах 0,1-0,3. Таким образом, указанный способ измельчения и устройство для его осуществления позволяет снизить удельные энергозатраты на измельчение по сравнению с прототипом на 40-50 , снизить эрозию стенок зоны измельчения в 1,4-1,6 раза, получать порошки более узкого фракционного состава, т.е. существенно повысить эффективность измельчения и классификации материалов. Источники информации 1. Патент США 4502641, МПК В 02 С 19/16, НКИ 241-39, 1985 г. 2. Патент Великобритании 2133312, МПК В 02 С 19/06, 1984 г. 3. Патент США 4546926, МПК В 02 С 19/06, НКИ 241-39, 1985 г. 4. Патент Японии 64-9058, МПК В 02 С 19/16, 1989 г. 5. Патент РФ 2029621, МПК В 02 С 19/06, 1992 г. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: B02C 19/06
Метки: материала, измельчения, способ, осуществления, устройство, вихревого
Код ссылки
<a href="https://by.patents.su/7-6395-sposob-vihrevogo-izmelcheniya-materiala-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ вихревого измельчения материала и устройство для его осуществления</a>
Способ вихревого измельчения материалов и устройство для его осуществления

Номер патента: 2404
Опубликовано: 30.09.1998
Автор: Сорокин Владимир Николаевич
МПК: B02C 19/06
Метки: вихревого, материалов, осуществления, измельчения, устройство, способ
Текст:
...более короткий промежуток времени, а получаемый порошок имеет размер частиц менее одного микрона для сверхтвердых (алмаз, нитрид бора) и вязких (медь, свинец, титан) материалов. Предлагаемый способ может быть осуществлен с помощью устройства для вихревого измельчения материала, которое содержит боковую и торцевые стенки, образующие зону измельчения, на которых выполнены отверстия для ввода газа и вывода полученной пылегазовой смеси, согласно...
Способ вихревого измельчения материала
Номер патента: 733
Опубликовано: 30.06.1995
Автор: Сорокин В. Н.
МПК: B02C 19/06
Метки: вихревого, измельчения, материала, способ
Текст:
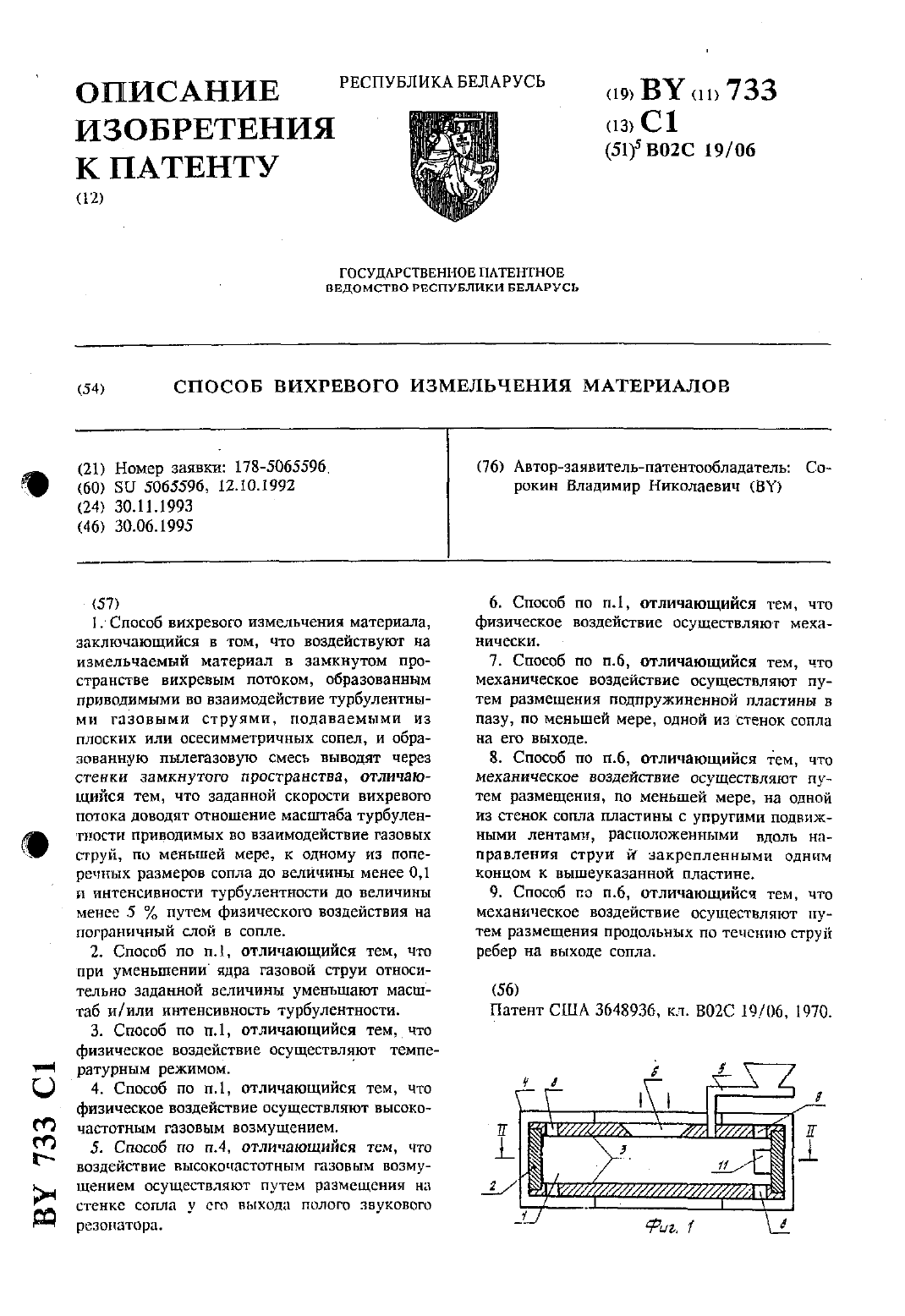
...в способе вихревого измельчения материала воздействуют на иаиельчаешыи материал в заплнутон пространстве вихревым потонои, образованном приводимыми во вааинодеиствие турбулентныии газовыми струнии, подаваемыми из плос них или осесимметричных сопел, и образованную пылегазовую смесь выводят через стенки замкнутого пространства, согласно изобретении для заданной скорости вихревого потока доводят отношение масштаба турбулентности приводимых во...
Способ измельчения изношенных покрышек и устройство для его осуществления
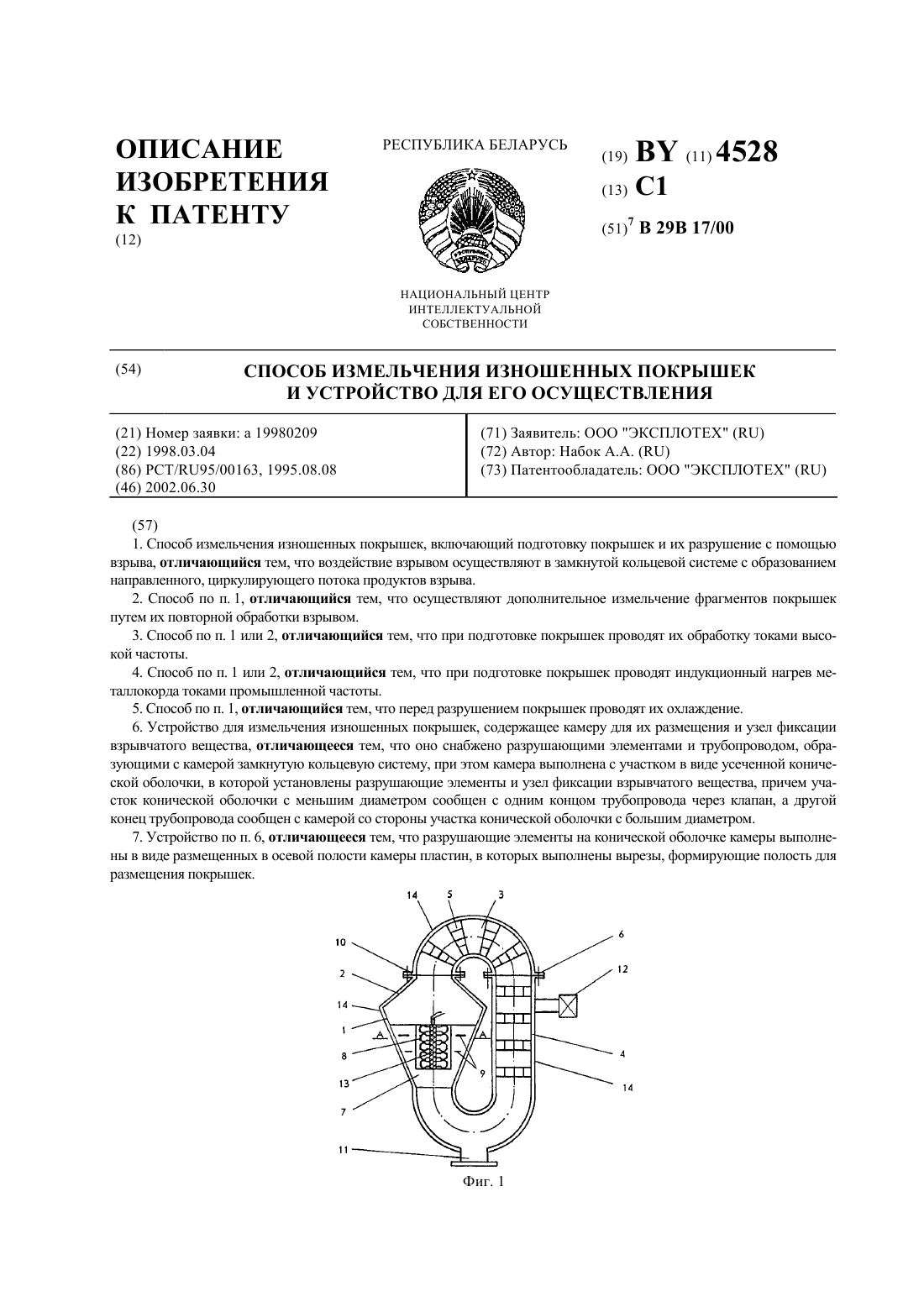
Номер патента: 4528
Опубликовано: 30.06.2002
Автор: Набок Александр Андреевич
МПК: B29B 17/00
Метки: способ, изношенных, осуществления, устройство, покрышек, измельчения
Текст:
...конической оболочки с трубопроводом, выполнена в виде усеченной конической оболочки или в виде усеченной конической оболочки, соединенной с переходной цилиндрической стенкой колено трубопровода со стороны большего основания конической оболочки, выполнено съемным, а на неподвижном колене трубопровода размещен люк для выгрузки продукции. Камера и трубопровод отделены от окружающей среды кожухом, зазор между кожухом и камерой, а также между...
Способ Хибника измельчения овощей и фруктов и устройство для его осуществления
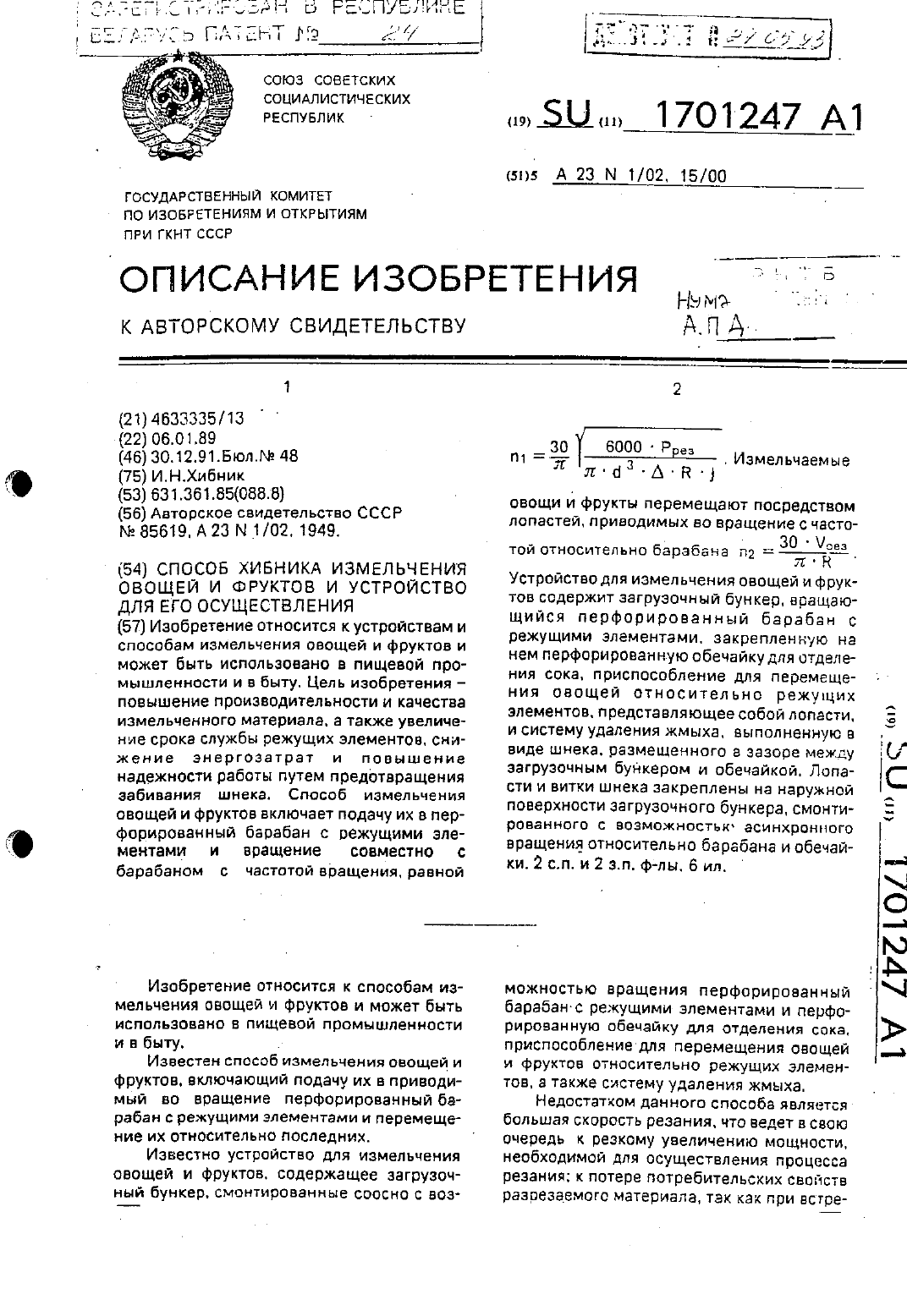
Номер патента: 24
Опубликовано: 30.05.1994
Автор: Хибник Иосиф Наумович
МПК: A23N 15/00, A23N 1/02
Метки: устройство, фруктов, способ, хибника, овощей, осуществления, измельчения
Текст:
...шкивы 28. 26 и ремень 27 получает вращение эксцентрик 25, который через тягу 24 сообщает качательное движение валу 22. Полумуфты 23. поочередно вцепляясь с полумуфтами 21. ПОБОВЗЧИВЭЮТ на ОППЗДЕЛЕННЫЙ УГОЛ КОНИ ческое зубчатое колесо 19. сообщая загрузочному бункеру 2 с лопастями дополнительное вращение с частотой л 2. Таким образом. получается. что частота вращения барабана 3 с режущими элементами 4 и перфорированной обечайки 5 равна п 1. а...
Способ растворения порошкообразного материала в жидкости и устройство для его осуществления
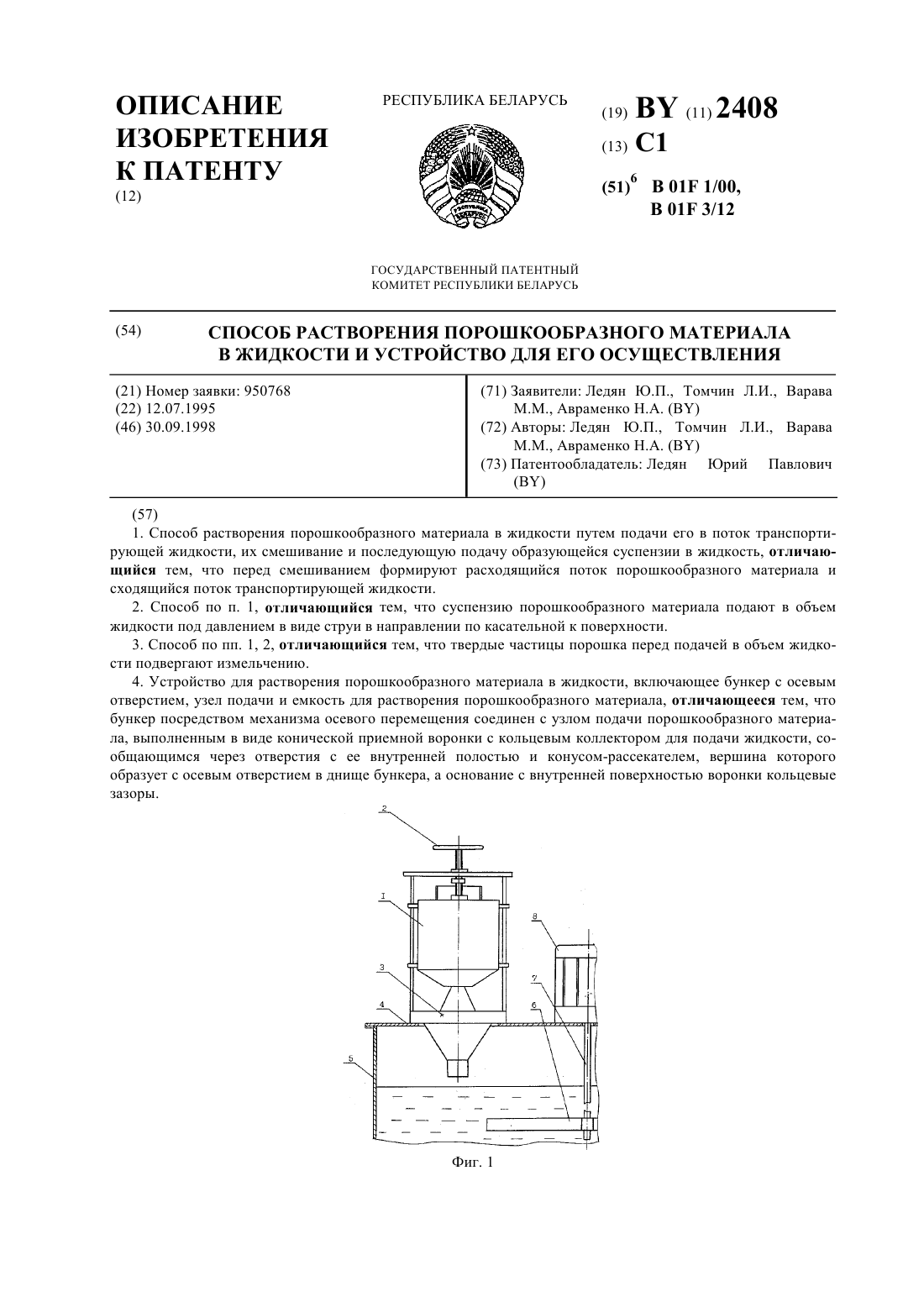
Номер патента: 2408
Опубликовано: 30.09.1998
Авторы: Ледян Юрий Павлович, Варава Мария Михайловна, Томчин Лазарь Ильич, Авраменко Николай Алексеевич
Метки: жидкости, осуществления, порошкообразного, растворения, материала, устройство, способ
Текст:
...равномерному распределению твердых частиц порошкообразного материала по объему жидкости и образованию суспензии более низкой концентрации. Кроме того, в процессе движения суспензии по каналам рабочего колеса центробежного насоса за счет высокой кинетической энергии происходит полное разрушение отдельных мелких комочков частиц, которые могли образо 3 2408 1 ваться при движении суспензии по всасывающему трубопроводу, особенно в случае...
Предыдущий патент: Радиопоглощающий элемент
Следующий патент: Сейсмический способ определения выбросоопасности локальных геологических нарушений
Случайный патент: Ствол пожарный повышенной дальности