Способ и устройство для холодной ковки объекта с трехмерной поверхностью
Текст
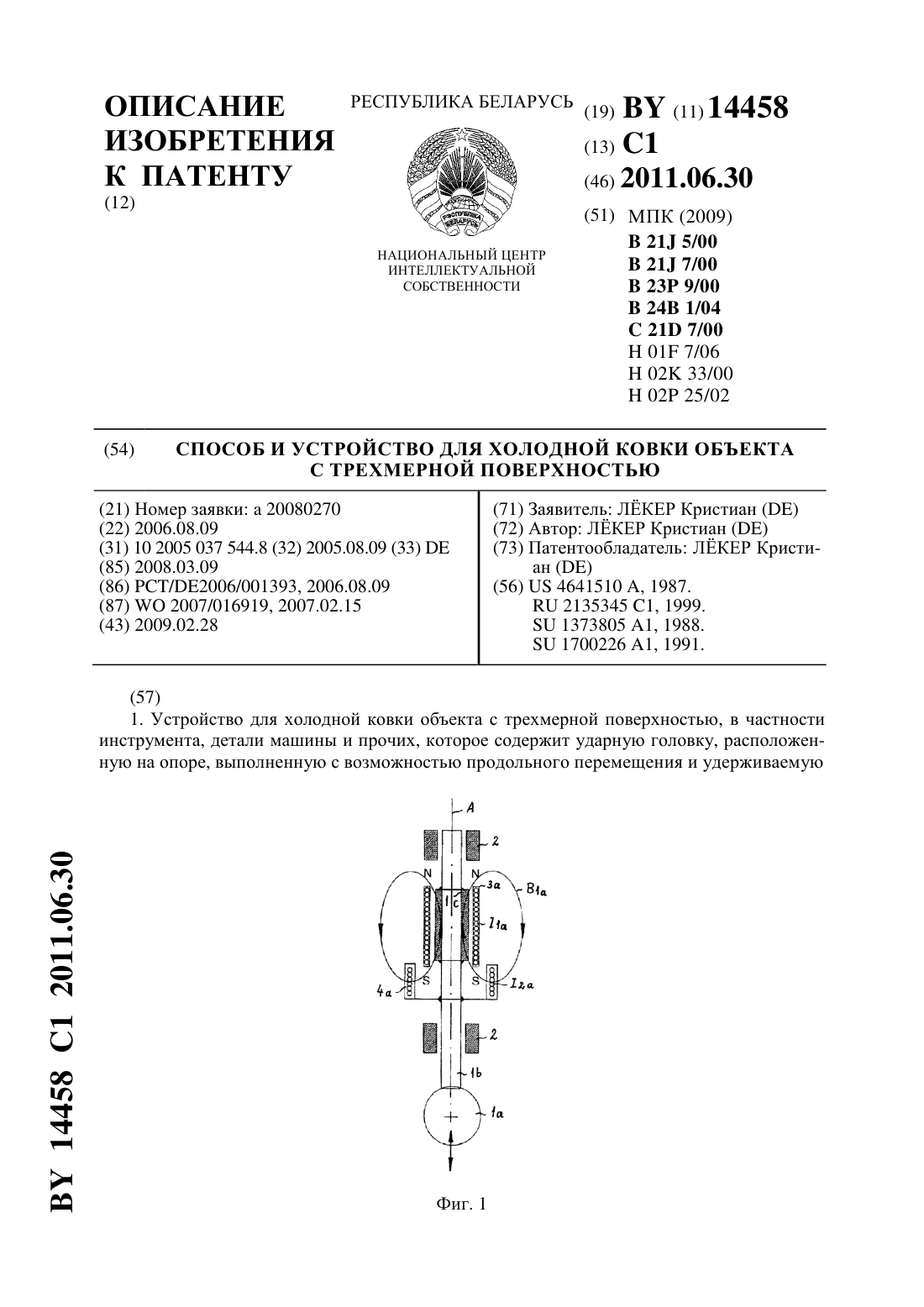
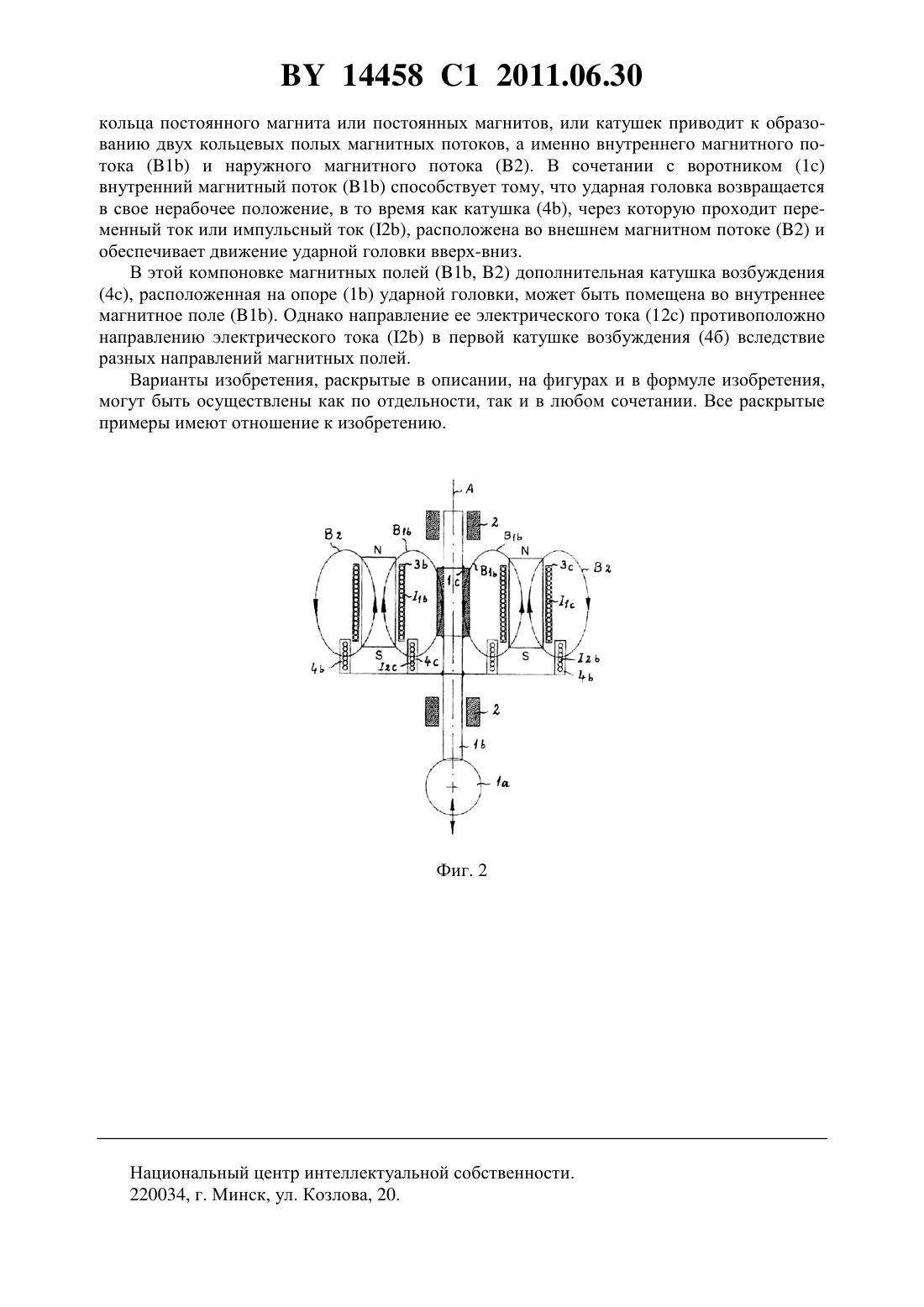
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ И УСТРОЙСТВО ДЛЯ ХОЛОДНОЙ КОВКИ ОБЪЕКТА С ТРЕХМЕРНОЙ ПОВЕРХНОСТЬЮ(57) 1. Устройство для холодной ковки объекта с трехмерной поверхностью, в частности инструмента, детали машины и прочих, которое содержит ударную головку, расположенную на опоре, выполненную с возможностью продольного перемещения и удерживаемую 14458 1 2011.06.30 в положении покоя при отсутствии тока возбуждения (2) потоком магнитной индукции(1) по меньшей мере одну катушку возбуждения (4), расположенную в указанном потоке магнитной индукции (1) или в другом потоке магнитной индукции (2), с протекающим через ее обмотки переменным или импульсным током возбуждения (2) с регулируемой составляющей постоянного тока или без нее аналитическую автоматизированную систему технологической подготовки производства (АСТПП) с интерфейсом,осуществляющую контроль и регулирование ударных частоты и амплитуды и/или среднего положения ударной головки, причем катушка (4) выполнена с возможностью задания током возбуждения (2) ударных частоты и амплитуды и среднего положения ударной головки, а катушки возбуждения внутри различных потоков магнитной индукции (1, 2) размещены так, что направления токов возбуждения (2, 2) в них взаимно противоположны. 2. Устройство по п. 1, отличающееся тем, что содержит намагниченное в осевом направлении кольцо (3), создающее потоки магнитной индукции (1, 2). 3. Устройство по п. 1, отличающееся тем, что содержит полый цилиндр с расположенными в нем цилиндрическими постоянными магнитами, создающими потоки магнитной индукции (1, 2). 4. Устройство по п. 1, отличающееся тем, что содержит катушку (3 а) или катушки,включенные параллельно и/или последовательно, для создания потока магнитной индукции (1 а). 5. Устройство по п. 1, отличающееся тем, что содержит, по меньшей мере, две катушки (3, 3, ), расположенные концентрично продольной оси опоры (А), или содержит, по меньшей мере, две катушки (3, 3, ), расположенные концентрично продольной оси опоры (А), каждая из которых выполнена из катушек, включенных параллельно и/или последовательно, для генерирования магнитного поля (1, 2). 6. Способ холодной ковки объекта с трехмерной поверхностью, в частности инструмента, детали машины и прочих, при котором ударную головку удерживают в положении покоя в отсутствии тока возбуждения (2) потоком магнитной индукции (1), задают ударные частоты и амплитуды и среднее положение ударной головки регулировкой переменного или импульсного тока возбуждения (2) с регулируемой составляющей постоянного тока или без нее, протекающего через обмотки, по меньшей мере, одной катушки возбуждения (4), расположенной в указанном потоке магнитной индукции (1) или в другом потоке магнитной индукции (2), при этом ударной головкой управляют посредством аналитической АСТПП, осуществляющей контроль или регулировку на основании геометрических данных объекта. 7. Способ по п. 6, отличающийся тем, что потоки магнитной индукции (1, 2) создают намагниченным в осевом направлении кольцом (3) или множеством цилиндрических постоянных магнитов, расположенных в полом цилиндре. 8. Способ по п. 6, отличающийся тем, что поток магнитной индукции (1) создают катушкой (3), а потоки магнитной индукции (1, 2) создают, по меньшей мере, двумя катушками (3, 3, ), расположенными концентрично продольной оси опоры (А), или поток магнитной индукции (1) создают катушкой (3), а потоки магнитной индукции(1, 2) создают, по меньшей мере, двумя катушками (3, 3, ), расположенными концентрично продольной оси опоры , при этом каждая катушка выполнена из катушек,включенных параллельно и/или последовательно. Изобретение относится к электромеханическим ковочным устройствам и способам ковки для шлифования и механического упрочнения поверхности инструментов, деталей машин и других частей посредством ударного воздействия на поверхность указанных деталей для установки их на станок или робот. 2 14458 1 2011.06.30 Устройство такого рода известно из выложенной заявки на изобретение 197 32790.7-14. В указанном устройстве каретка перемещается в осевом направлении с постоянной амплитудой посредством вращения диска, по окружности которого выполнены волнообразные выступы, по невращающемуся второму диску, на котором выполнены волнообразные выступы в противоположном направлении. Сферическая ударная головка,которая ударяет по поверхности заготовки, находится на конце каретки со стороны заготовки. На практике это устройство имеет существенные недостатки. Ударные движения производятся механически взаимосвязанным образом. В результате устройство подвергается сильному истиранию дискового кулачка или волнообразного диска. Ударная головка ударяет по поверхности заготовки с постоянной амплитудой, независимо от занимаемой позиции, формы и жесткости или твердости поверхности. Это ограничивает использование указанного устройства до нескольких случаев. Выложенная патентная заявка 102 43415 1 описывает аналогичное устройство, в котором ударная головка двигается посредством преобразования ультразвука в механическое движение. Однако эта выложенная патентная заявка не раскрывает способ, которым ультразвук преобразуется в движение ударной головки, и ни словом не упоминает об амплитуде удара. В отличие от этого задача настоящего изобретения состоит в том, чтобы отшлифовать и упрочнить поверхности инструментов, заготовок и деталей машин с минимальным износом, истиранием и затратами энергии, различным образом приспосабливая ударную частоту и амплитуду и различным образом приспосабливая нулевое положение или нулевое пересечение ударной частоты к местной форме, толщине стенок и твердости деталей. Для решения этой задачи предлагается устройство для холодной ковки объекта с трехмерной поверхностью, в частности инструмента, детали машины и прочих, которое содержит ударную головку, расположенную на опоре, выполненную с возможностью продольного перемещения и удерживаемую в положении покоя в отсутствии тока возбуждения (2) потоком магнитной индукции (1) по меньшей мере, одну катушку возбуждения (4), расположенную в указанном потоке магнитной индукции (1) или в другом потоке магнитной индукции (2), с протекающим через ее обмотки переменным или импульсным током возбуждения (2) с регулируемой составляющей постоянного тока или без нее аналитическую автоматизированную систему технологической подготовки производства (АСТПП) с интерфейсом, осуществляющую контроль и регулирование ударных частоты и амплитуды и/или среднего положения ударной головки, причем катушка (4) выполнена с возможностью задания током возбуждения (2) ударных частоты и амплитуды и среднего положения ударной головки, а катушки возбуждения внутри различных потоков магнитной индукции (1, 2) размещены так, что направления токов возбуждения(2, 2) в них взаимно противоположны. В одном из предпочтительных вариантов осуществления изобретения устройство содержит намагниченное в осевом направлении кольцо (3), создающее потоки магнитной индукции (1, 2). В другом предпочтительном варианте осуществления изобретения устройство содержит полый цилиндр с расположенными в нем цилиндрическими постоянными магнитами,создающими потоки магнитной индукции (1, 2). В одном из предпочтительных вариантов устройство содержит катушку (3) или катушки, включенные параллельно и/или последовательно, для создания потока магнитной индукции (1). В еще одном из вариантов осуществления изобретения предпочтительно устройство содержит, по меньшей мере, две катушки (3, 3, ), расположенные концентрично продольной оси опоры , или содержит, по меньшей мере, две катушки (3, 3, ), расположенные концентрично продольной оси опоры , каждая из которых выполнена из 3 14458 1 2011.06.30 катушек, включенных параллельно и/или последовательно, для генерирования магнитного поля (1, 2). Объектом изобретения является также способ холодной ковки объекта с трехмерной поверхностью, в частности инструмента, детали машины и прочих, при котором ударную головку удерживают в положении покоя в отсутствии тока возбуждения (2) потоком магнитной индукции (1), задают ударные частоты и амплитуды и среднее положение ударной головки регулировкой переменного или импульсного тока возбуждения (2) с регулируемой составляющей постоянного тока или без нее, протекающего через обмотку,по меньшей мере, одной катушки возбуждения (4), расположенной в указанном потоке магнитной индукции (1) или в другом потоке магнитной индукции (2), при этом ударной головкой управляют посредством аналитической АСТПП, осуществляющей контроль или регулировку на основании геометрических данных объекта. В предпочтительном варианте осуществления способа по изобретению потоки магнитной индукции (1, 2) создают намагниченным в осевом направлении кольцом (3) или множеством цилиндрических постоянных магнитов, расположенных в полом цилиндре, а поток магнитной индукции (В 1 а) создают катушкой (3), а потоки магнитной индукции(1, 2) создают, по меньшей мере, двумя катушками (3, 3, ), расположенными концентрично продольной оси опоры , или поток магнитной индукции (1) создают катушкой (3), а потоки магнитной индукции (1, 2) создают, по меньшей мере, двумя катушками (3, 3, ), расположенными концентрично продольной оси опоры , при этом каждая катушка выполнена из катушек, включенных параллельно и/или последовательно. Благодаря магнитной задержке ударной головки в различных уже определенных положениях в нерабочем состоянии в сочетании с электрическим и электронным контролем и регулированием частоты ударов и амплитуды в зависимости от параметров материала и геометрических параметров, оптимальные ударные частота и амплитуда, также как и положение в нерабочем состоянии, определяются и устанавливаются для каждого положения на поверхности заготовки, согласно изобретению, таким образом, что наилучший результат достигается в течение очень короткого промежутка времени при минимальных затратах энергии. В самом простом варианте осуществления устройство, согласно изобретению, обладает, как правило, сферической ударной головкой из очень твердого материала. Ударная головка размещена на опоре с возможностью замены. Она, таким образом, может быть заменена другой головкой, например перфорированной головкой для получения текстурированной поверхности. По крайней мере, одна часть опоры ударной головки обладает магнитной проводимостью и удерживается в предпочтительно нерабочем положении кольцевым пустотелым магнитным потоком. Сбоку опора направляется и удерживается радиальными подшипниками или магнитными подшипниками, или другими подшипниками таким образом, что она может выполнять осевые отклонения от своей нерабочей позиции. Этот первый магнитный поток генерируется либо аксиально намагниченным кольцом постоянного магнита, которое со своей стороны соосно окружает магнитную часть опоры ударной головки с возможностью перемещения вдоль оси, или генерируется цилиндрической катушкой, через которую протекает регулируемый ток и которая расположена соосно вокруг магнитной части опоры ударной головки. В последнем случае катушка может состоять из множества обмоток, которые включены сериями, параллельными или последовательными друг другу в зависимости от требуемого магнитного поля и требуемого нерабочего положения ударной головки, и через которые протекает ток. Возбужденная потоком стабилизированного и/или импульсного тока, с или без компонента постоянного тока, через вторую катушку, которая расположена в том же магнитном поле или в другой цепи, например в наружном потоке того же магнитного поля,4 14458 1 2011.06.30 указанная катушка закреплена на опоре ударной головки и размещена соосно с ней, ударная головка выполнена так, чтобы вибрировать по оси с определенными частотой и амплитудой таким образом, что среднее положение или нулевое пересечение ударных колебаний могут регулироваться по желанию. Таким образом, частота воздействия, амплитуда воздействия и среднее положение или нулевое пересечение ударных колебаний могут быть адаптированы к геометрическим параметрам и механическим свойствам заготовки. Кольцо постоянного магнита может быть заменено множеством небольших цилиндрических постоянных магнитов, расположенных параллельно друг другу на цилиндре вокруг магнитной части опоры ударной головки. Аналогично, малые постоянные магниты могут быть заменены катушками, через которые протекает постоянный ток. Результатом такой комбинации постоянных магнитов или катушек являются два различных магнитных потока, а именно внутренний и внешний поток. Внутренний магнитный поток обеспечивает принятие опорой ударной головки определенного положения. В этом случае обмотки катушки возбуждения могут находиться во внутреннем магнитном потоке, во внешнем магнитном потоке или в обоих магнитных потоках. В последнем случае обмотки обеих катушек наматываются в противоположных направлениях, так как магнитные потоки ориентированы в противоположных направлениях. Устройство, сконструированное таким образом, может обрабатывать, ковать, шлифовать и упрочнять поверхности инструментов различным образом. Посредством программного контроля и электронной регулировки расстояния между центром ударных колебаний и поверхностью заготовки оптимизирована эффективность устройства и, следовательно, энергозатраты сведены к минимуму. Например, края обрабатываются с более высокой частотой и меньшей амплитудой с целью сохранить форму и дизайн обрабатываемойдетали и не сужать высверленные отверстия. Устройство по изобретению предполагает объединение этого электромеханического устройства со специально разработанной аналитической автоматизированной системой управления производством (АСТПП) для обеспечения нового способа. Коммерчески доступные АСТПП всегда обрабатывают поверхности заготовки посредством направления инструмента параллельно желаемой поверхности заготовки, используя так называемый метод перпендикуляров. Способ по изобретению, в отличие от известных способов, работает с аналитической АСТПП. После анализа требуемой трехмерной поверхности с помощью геометрических данных определяется наименьший радиус кривизны поверхности и указывается в качестве наибольшего радиуса шарового наконечника инструмента. После выбора радиуса инструмента АСТПП по изобретению подсчитывает путь, пройденный центром сферического фрезерного резца и ударного инструмента, при помощи качения шарика того же радиуса по всей требуемой поверхности и определения геометрического положения центра шарика в качестве новой трехмерной поверхности для управления центром инструмента. Затем кривизна новой трехмерной поверхности рассчитывается и анализируется, после чего определяются оптимальные траектории управления центром инструмента таким образом, что образование углублений во время фрезерования и деформирование во время ударения сводятся до минимума. Поэтому аналитическая АСТПП по изобретению знает в любой момент времени мгновенное положение, в котором инструмент контактирует с поверхностью заготовки, и может реагировать соответствующим образом. Плоские траектории обрабатываются иным алгоритмом, чем более изогнутые траектории, или углы отверстий, выточки, пазы или края заготовки. Сочетание и электронное соединение устройства по изобретению с аналитической АСТПП, описанной выше, с или без механического или бесконтактного процесса измерения поверхности, таким как лазерное измерение поверхности заготовки во время обработки, приводит к разумному и автономному способу фрезерования и ударения, требуемому 5 14458 1 2011.06.30 в технике автоматического управления. Желаемые формы трехмерных поверхностей, размерные и позиционные допуски, а также частичная шероховатость поверхности и прочность материала берутся из программы построения чертежей и автоматически выполняются этой интеллектуальной системой. Эта интеллектуальная система распознает все кромки и другие критические моменты,такие как тонкие стенки заготовки, и обрабатывает их с соответствующей тщательностью. Так как точка фактического соприкосновения между ударным инструментом и заготовкой известна, продольная ось устройства всегда ориентирована и направлена перпендикулярно касательной плоскости к поверхности в точке контакта с заготовкой. Это приводит к оптимизации ударения и к наилучшим результатам, получаемым на сегодняшний день. Далее изобретение представлено на фигурах. Фиг. 1 - поперечное сечение устройства по изобретению с катушкой, закрепленной на корпусе в качестве удерживающего электромагнита, и аксиально перемещаемой катушкой возбуждения ударной головки. Фиг. 2 - поперечное сечение устройства по изобретению с кольцом постоянного магнита, закрепленным на корпусе, или множеством малых постоянных магнитов или катушек, расположенных по кольцу в качестве удерживающего магнита вокруг опоры ударной головки, и одной или двух аксиально перемещаемых катушек возбуждения ударной головки. Идентичные детали помечены одинаковыми номерами или буквами. Различные индексы обозначают различные зоны и различные примеры выполнения или разные расположения одной и той же детали. Согласно фиг. 1, ударная головка (1) закреплена с возможностью замены на легкой немагнитной опоре (1). Опора (1) установлена радиально в корпусе (2) так, чтобы она могла выполнять только осевое движение в направлении его продольной оси . Корпус(2) зафиксирован в соответствующем гнезде станка, такого как фрезерный станок или робот, или станок-гексапод. Опора ударной головки (1) может быть полой для того, чтобы через ее полую середину могли быть проведены кабели, измерительные датчики или световые лучи. Ферромагнитный воротник (1), который в магнитном поле (1) занимает особое положение, как свое нерабочее положение, установлен соосно опоре (1). Отцентрированная катушка (3) закреплена на корпусе (2), через которую протекает постоянный ток (1), расположена соосно вокруг воротника (1) с целью получения магнитного поля (1). Катушка (3) может состоять из одной катушки или множества небольших катушек, которые, в зависимости от требований, могут быть электронным образом включены параллельно или последовательно, или в комбинации, для того чтобы изменить силу сцепления и нерабочее положение ударной головки. Катушка (3) также может быть сконструирована с возможностью механического перемещения в осевом направлении для того, чтобы менять нерабочее положение ударной головки вручную или электромеханическим, или электромагнитным способом. На корпусе ударной головки (1) расположена и вторая катушка (4), в которой провода обмотки проходят перпендикулярно силовым линиям магнитного поля (1). Переменный ток (2) и/или импульсный ток (2) с или без компонента постоянного тока с контролируемой частотой и амплитудой протекает через катушку (4). Это приводит ударную головку в движение вверх и вниз с определенными частотой и амплитудой. Частота ударений определяется частотой импульсов, а сила ударений - амплитудой импульса. На фиг. 2 механическая структура (устройство) по существу аналогична структуре,показанной на фиг. 1, с тем отличием, что магнитное поле (1) генерируется либо намагниченным аксиально кольцом постоянного магнита (3) или множеством малых цилиндрических постоянных магнитов, которые расположены соосно вокруг воротника (1) и которые также могут быть заменены отдельными катушками (3, 3, ). Эта компоновка 6 14458 1 2011.06.30 кольца постоянного магнита или постоянных магнитов, или катушек приводит к образованию двух кольцевых полых магнитных потоков, а именно внутреннего магнитного потока (1) и наружного магнитного потока (2). В сочетании с воротником (1) внутренний магнитный поток (1) способствует тому, что ударная головка возвращается в свое нерабочее положение, в то время как катушка (4), через которую проходит переменный ток или импульсный ток (2), расположена во внешнем магнитном потоке (2) и обеспечивает движение ударной головки вверх-вниз. В этой компоновке магнитных полей (1, 2) дополнительная катушка возбуждения(4), расположенная на опоре (1) ударной головки, может быть помещена во внутреннее магнитное поле (1). Однако направление ее электрического тока (12) противоположно направлению электрического тока (2) в первой катушке возбуждения (4 б) вследствие разных направлений магнитных полей. Варианты изобретения, раскрытые в описании, на фигурах и в формуле изобретения,могут быть осуществлены как по отдельности, так и в любом сочетании. Все раскрытые примеры имеют отношение к изобретению. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: B21J 7/00, B23P 9/00, C21D 7/00, B24B 1/04, H01F 7/06, B21J 5/00, H02P 25/02, H02K 33/00
Метки: способ, холодной, поверхностью, трехмерной, объекта, ковки, устройство
Код ссылки
<a href="https://by.patents.su/7-14458-sposob-i-ustrojjstvo-dlya-holodnojj-kovki-obekta-s-trehmernojj-poverhnostyu.html" rel="bookmark" title="База патентов Беларуси">Способ и устройство для холодной ковки объекта с трехмерной поверхностью</a>
Способ получения объемного изображения объекта и устройство для его осуществления
Номер патента: 11613
Опубликовано: 28.02.2009
Авторы: Зайцева Елена Георгиевна, Зайцева Анна Викторовна
МПК: H04N 13/00
Метки: изображения, объемного, объекта, осуществления, получения, способ, устройство
Текст:
...также являются невозможность реализации допускаемых габаритов и массы для формирования движущегося изображения и невозможность демонстрации изображения в больших помещениях и вне помещений для большого количества зрителей из-за ограниченности размеров пластинок. 3 11613 1 2009.02.28 Задачей изобретения является повышение качества получения объемного изображения объекта. Техническим результатом, на достижение которого направлено заявляемое...
Способ определения дальности объекта и устройство для его осуществления
Номер патента: 4739
Опубликовано: 30.12.2002
Автор: Коростик Константин Николаевич
МПК: G01S 17/10, G01C 3/08
Метки: осуществления, способ, объекта, дальности, определения, устройство
Текст:
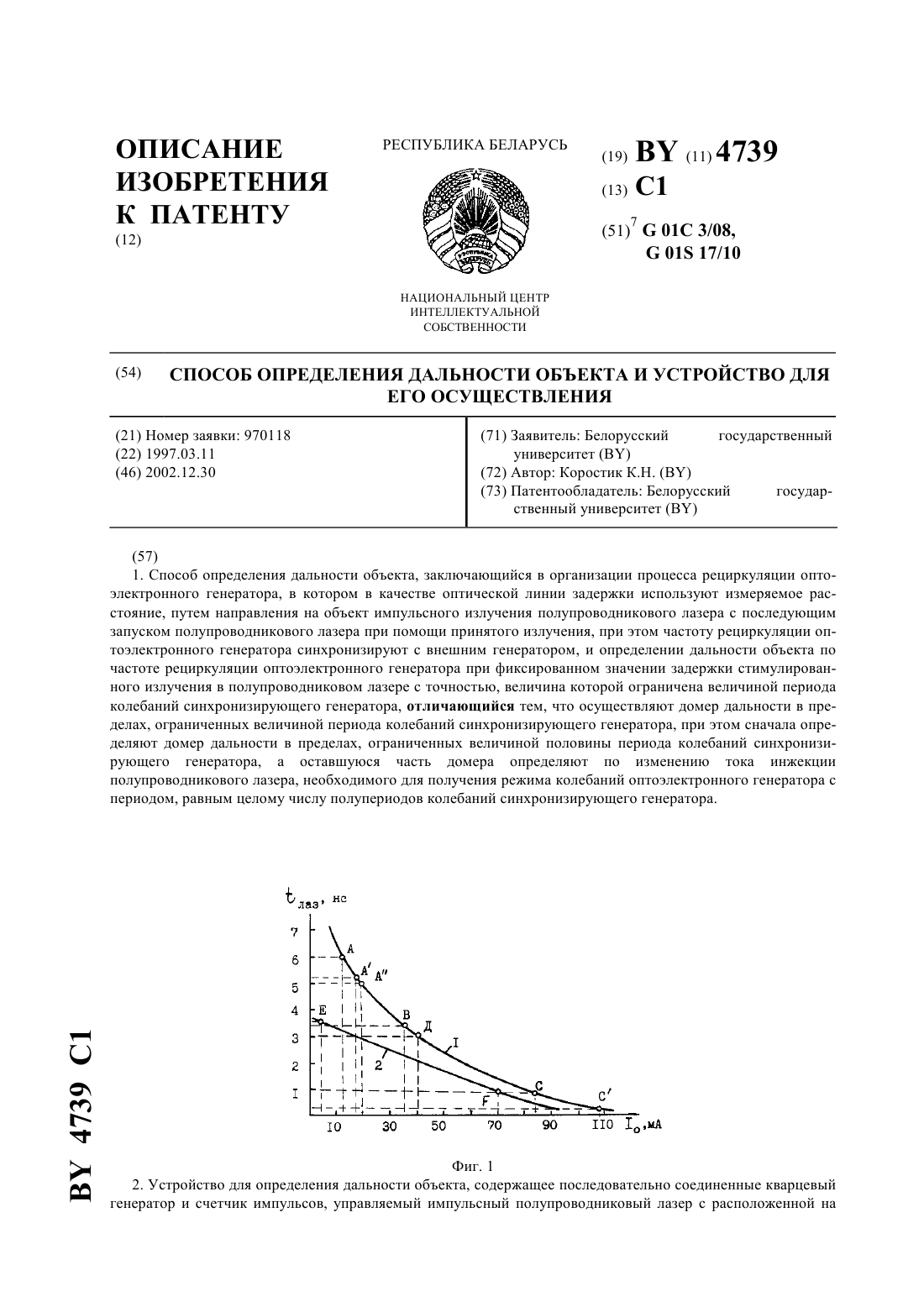
...Ткг), согласно кривой 1, для реализации заявляемого способа потребуется изменение тока постоянного смещения лазера 025 мА (см. точки А и В). При этом превышениетока накачки лазера над пороговым значением изменяется от(1,1 ст) /ст 1,2 лишь до(1,1 ст) /ст 1,4. В спосоп п п п бе-прототипе 072 мА (см. точки А и С), а значениев точке С достигает значения 1,9. При этом следует иметь в виду, что в начальной точке А 1,2 выбрано значительно ниже...
Способ измерения скорости объекта и устройство для его осуществления
Номер патента: 7214
Опубликовано: 30.09.2005
Авторы: Данилевский Сергей Леонидович, Зайцев Александр Иванович, Лешкевич Сергей Владимирович, Данилевский Леонид Николаевич, Москалик Борис Федорович, Таурогинский Бронислав Иванович
Метки: осуществления, способ, измерения, скорости, объекта, устройство
Текст:
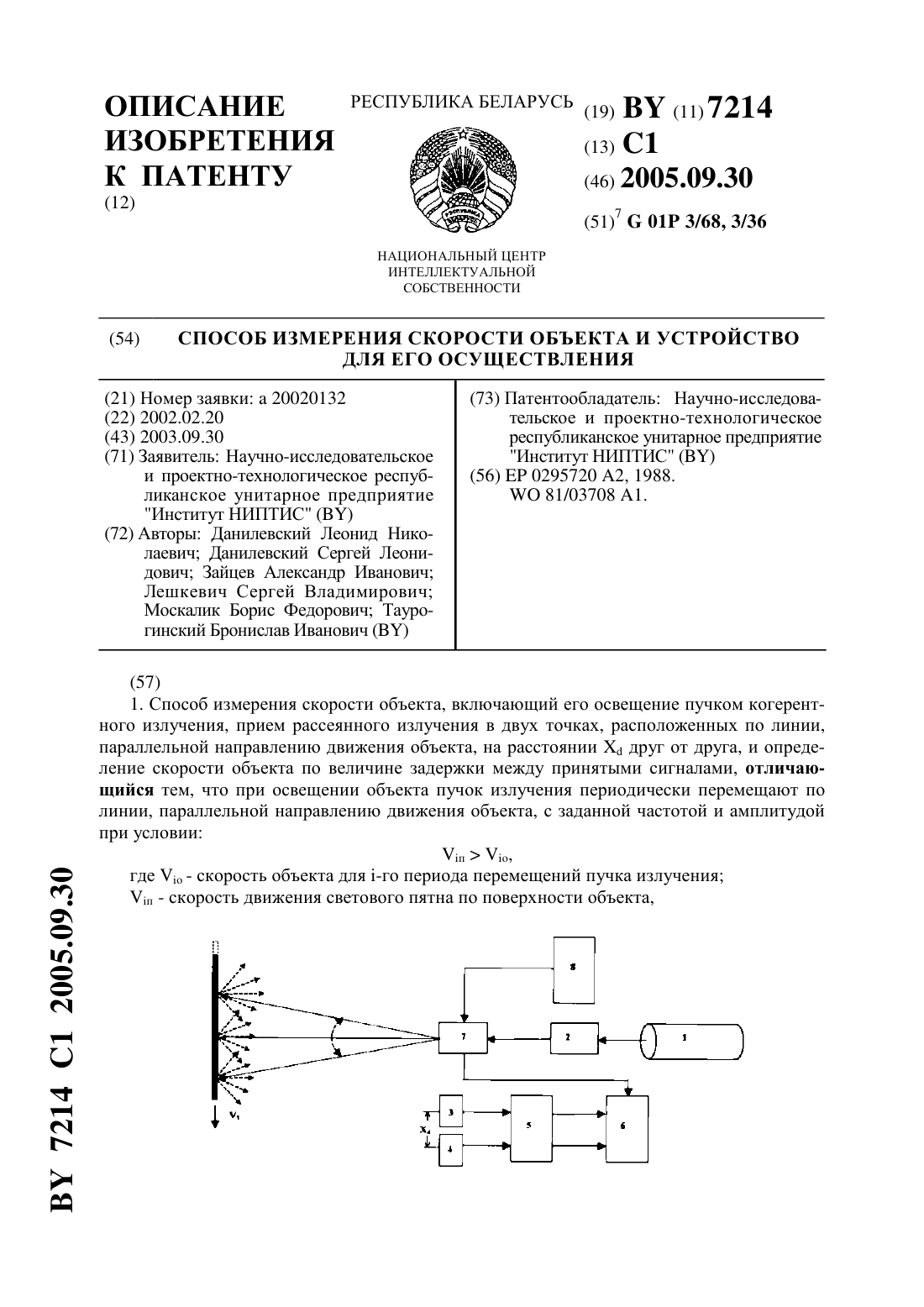
...когерентного излучения, прием рассеянного излучения в двух точках, расположенных по линии, параллельной направлению движения объекта, на расстояниидруг от друга, и определение скорости объекта по величине задержки между принятыми сигналами, при освещении объекта пучок излучения периодически перемещают по линии, параллельной направлению движения объекта, с заданной частотой и амплитудой при условии п,где- скорость объекта для -го периода...
Устройство определения углового положения вращающегося объекта
Номер патента: 3712
Опубликовано: 30.12.2000
Авторы: Анищик Виктор Михайлович, Ярмолович Вячеслав Алексеевич
МПК: G01B 7/30
Метки: вращающегося, объекта, положения, определения, устройство, углового
Текст:
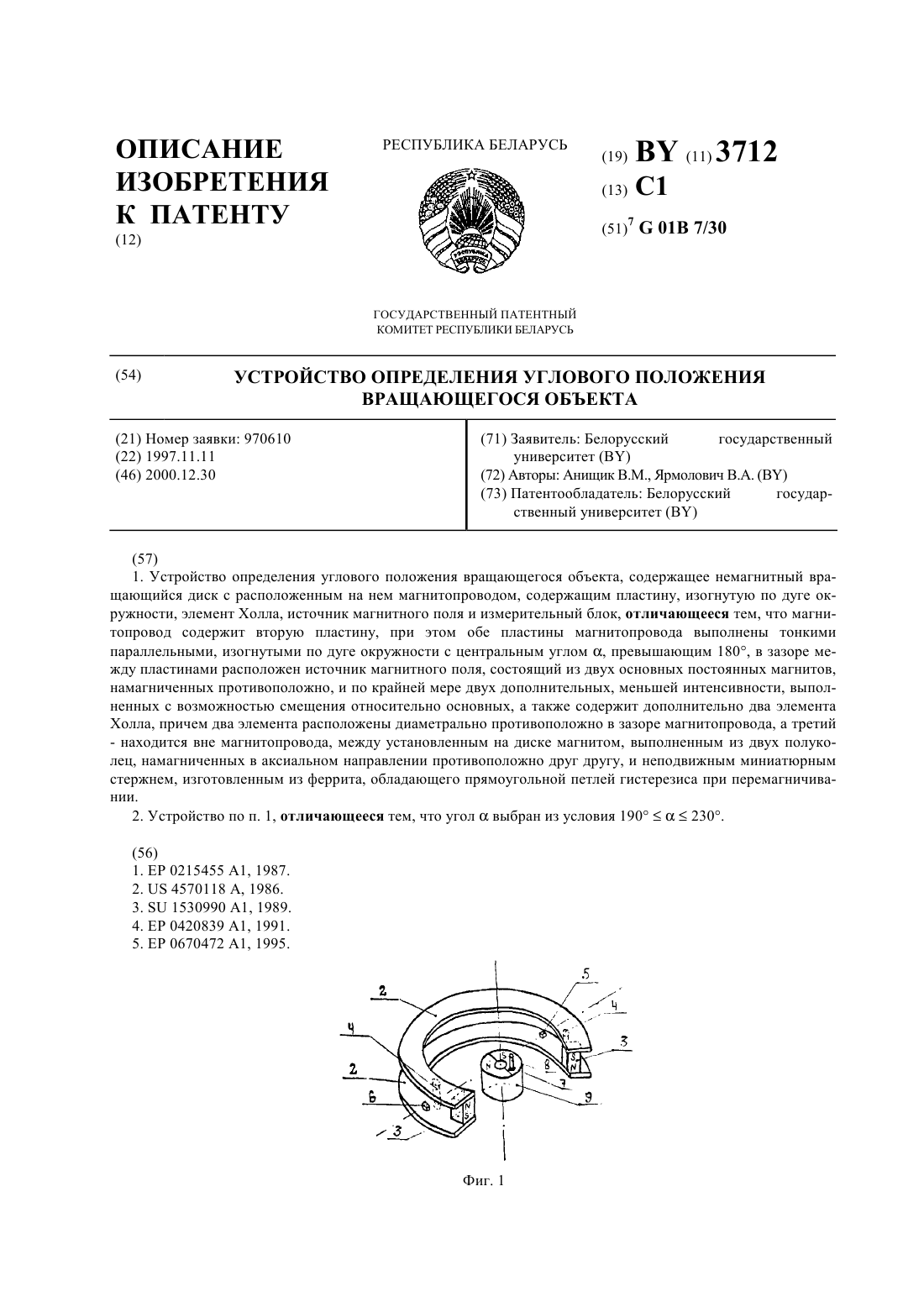
...источников магнитного поля в магнитопроводе, обеспечивающее строго линейную зависимость выходного сигнала от угла поворота в диапазоне углов более 180 при многооборотном вращении независимо от идентичности и симметричности постоянных магнитов. При этом выходной сигнал не зависит от аксиальных смещений вращающегося диска. Новым является использование трех элементов Холла, находящихся в функциональной связи с источниками магнитного...
Способ измерения скорости движения объекта и устройство для его осуществления
Номер патента: 7510
Опубликовано: 30.12.2005
Авторы: Зайцев Александр Иванович, Москалик Борис Федорович, Данилевский Сергей Леонидович, Данилевский Леонид Николаевич, Лешкевич Сергей Владимирович, Таурогинский Бронислав Иванович
МПК: G01P 3/68
Метки: объекта, скорости, движения, измерения, способ, осуществления, устройство
Текст:
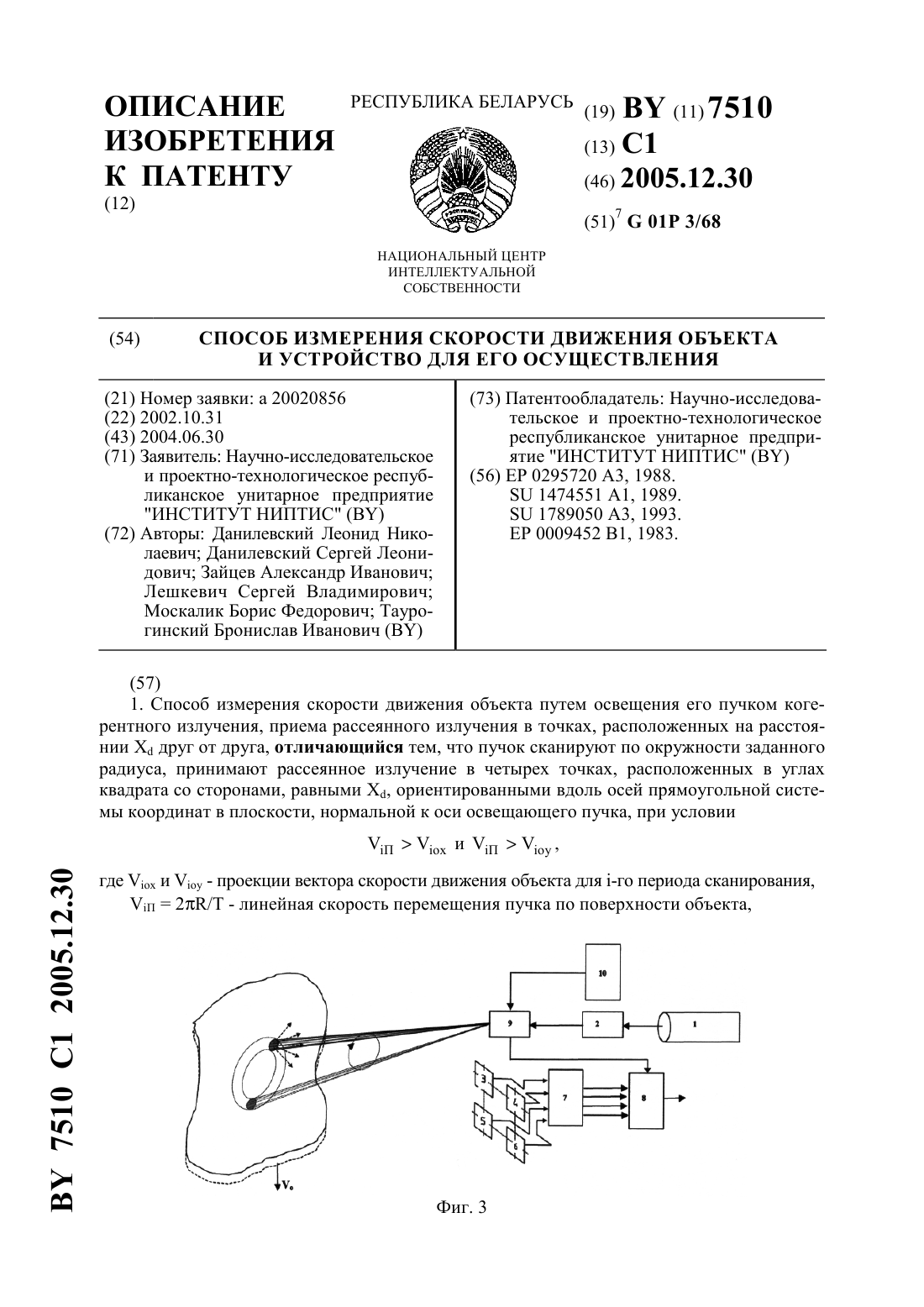
...сигнальный процессор, блок обработки аналоговых сигналов, выходы которого соединены с информационными входами процессора, дополнительно содержит два приемника, задающий генератор и блок отклонения пучка, входы которого соединены с выходами упомянутого генератора, а выходы с входами синхронизации сигнального процессора, причем приемники расположены в углах квадрата со сторонами, равными , ориентированными вдоль осей прямоугольной системы...
Предыдущий патент: Система охлаждения двигателя внутреннего сгорания
Следующий патент: Дождевальная установка с электронным управлением системы безопасности
Случайный патент: Асфальтобетоносмеситель