Установка для магнитно-абразивной обработки поверхностей деталей
Номер патента: U 9958
Опубликовано: 28.02.2014
Авторы: Корогода Олег Петрович, Хомич Николай Степанович, Пасевич Петр Иванович, Луговик Алексей Юрьевич, Хамутовский Александр Николаевич, Губич Леонид Иосифович

Текст
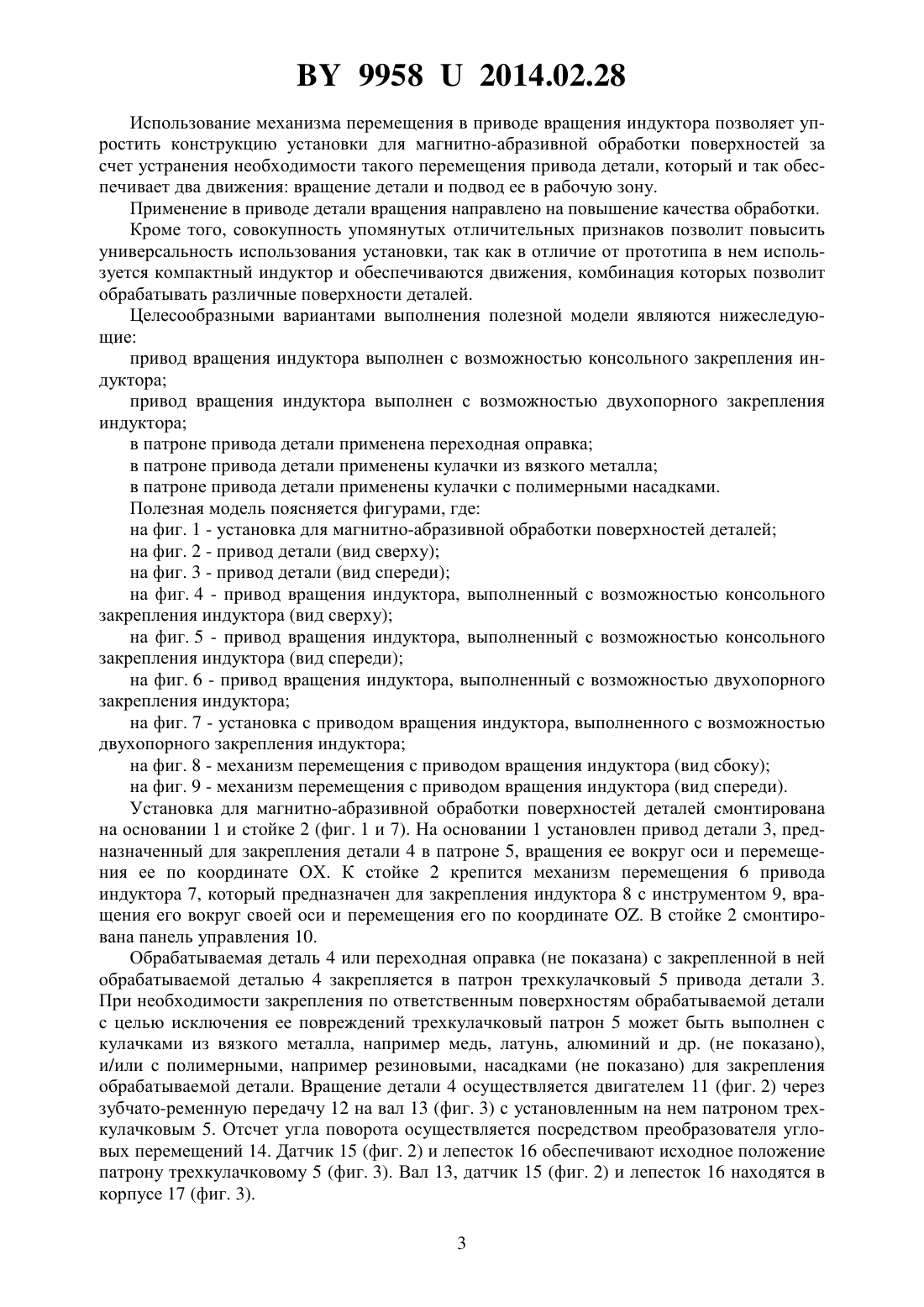
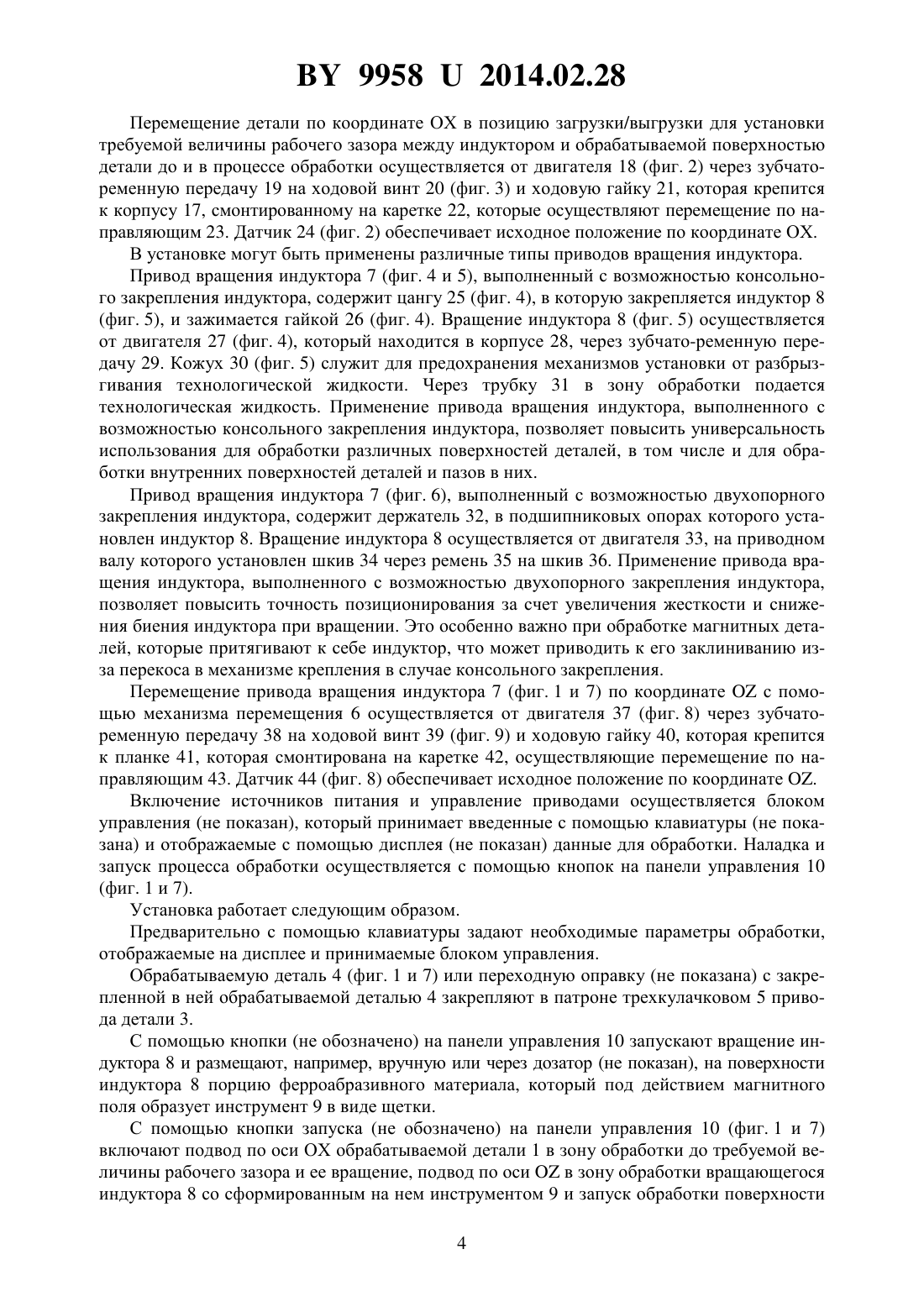
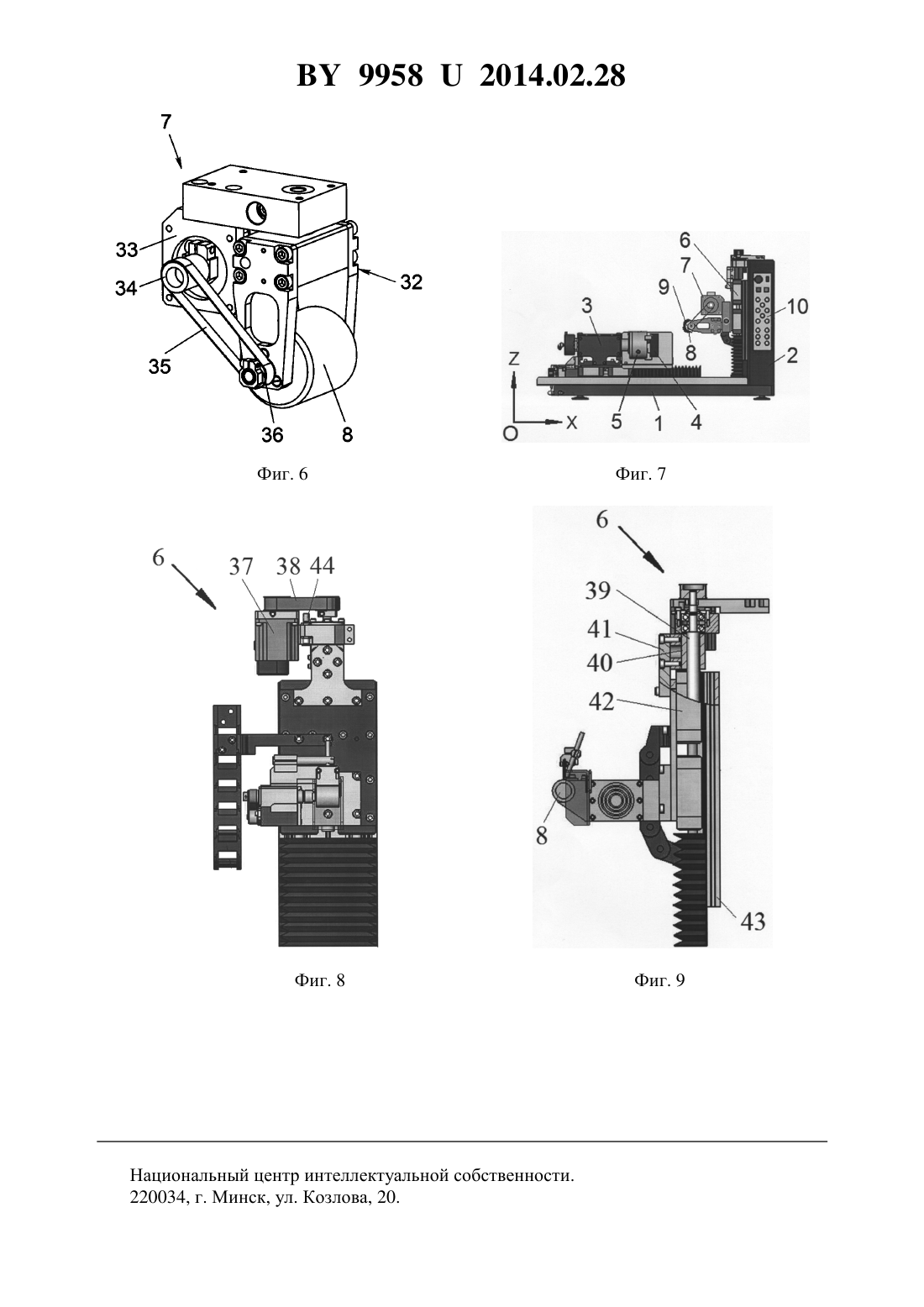
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Научно-инженерное республиканское дочернее унитарное предприятие Полимаг(72) Авторы Хомич Николай Степанович Корогода Олег Петрович Хамутовский Александр Николаевич Пасевич Петр Иванович Луговик Алексей Юрьевич Губич Леонид Иосифович(73) Патентообладатель Научно-инженерное республиканское дочернее унитарное предприятие Полимаг(57) 1. Установка для магнитно-абразивной обработки поверхностей деталей, содержащая индуктор с источниками магнитного поля, привод его вращения и привод детали, обеспечивающий крепление и подвод детали к индуктору, отличающаяся тем, что в индукторе в качестве источников магнитного поля применены постоянные магниты, привод вращения индуктора содержит механизм его перемещения, а привод детали выполнен с возможностью вращения детали. 2. Установка по п. 1, отличающаяся тем, что привод вращения индуктора выполнен с возможностью консольного закрепления индуктора. 3. Установка по п. 1, отличающаяся тем, что привод вращения индуктора выполнен с возможностью двухопорного закрепления индуктора. 99582014.02.28 4. Установка по п. 1, отличающаяся тем, что в патроне привода детали применена переходная оправка. 5. Установка по п. 1, отличающаяся тем, что в патроне привода детали применены кулачки из вязкого металла. 6. Установка по п. 1, отличающаяся тем, что в патроне привода детали применены кулачки с полимерными насадками.(56) 1. Барон Ю.М. Магнитно-абразивная и магнитная обработка изделий и режущих инструментов. - Л. Машиностроение, Ленингр. отд-ние, 1986. - 176 с. (стр. 7-11, рис. 1.8-1.10). 2. А.с. СССР 137756, 1960 (прототип). Полезная модель относится к области чистовой обработки, а именно к обработке поверхностей деталей ферроабразивными порошками в магнитном поле. Полезная модель может быть использована для магнитно-абразивной обработки (полирования, модификации) плоских, сферических и других криволинейных поверхностей деталей. Традиционно магнитно-абразивную обработку поверхностей деталей выполняют с помощью ферроабразивных порошков, уплотненных в магнитном поле, например, с помощью описанных в книге 1 различных устройств. За прототип принята установка для магнитно-абразивной обработки поверхностей деталей ферроабразивным порошком 2, содержащая электромагнитный индуктор постоянного тока и привод его вращения. Кроме того, имеется стол, выполненный с возможностью закрепления на нем детали и ее механического перемещения. Недостатком такой установки является использование в качестве источника магнитного поля электромагнитного индуктора. Использование электромагнитного индуктора повышает вероятность остановок процесса обработки в связи с выходом из строя электрических аппаратов или электрического пробоя намагничивающих катушек. Поэтому необходима тщательная герметизация индуктора от попадания внутрь смазочноохлаждающих технологических средств, что усложняет технологию изготовления установки в целом. Из-за наличия намагничивающих катушек в таких индукторах они имеют сравнительно большие габаритные размеры и массу, что ограничивает частоту вращения индуктора,усложняет конструкцию установки для магнитно-абразивной обработки поверхностей,ограничивает номенклатуру обрабатываемых изделий, например, для малогабаритных деталей, а также деталей с вогнутыми поверхностями. Поэтому задачей, решаемой полезной моделью, является повышение эффективности работы установки для магнитно-абразивной обработки поверхностей деталей за счет улучшения качества обработки, а также повышение универсальности применения упомянутой установки. Поставленная задача для полезной модели решается тем, что установка для магнитноабразивной обработки поверхностей деталей, содержащая индуктор с источниками магнитного поля, привод его вращения и привод детали, обеспечивающий крепление и подвод детали к индуктору, имеет отличительные признаки в индукторе в качестве источников магнитного поля применены постоянные магниты, привод вращения индуктора содержит механизм его перемещения, а привод детали выполнен с возможностью вращения детали. Применение постоянных магнитов в индукторе позволяет значительно уменьшить габаритные размеры индуктора, что повышает технологические возможности обработки,увеличивает номенклатуру обрабатываемых изделий и упрощает в целом конструкцию установки для магнитно-абразивной обработки поверхностей. 2 99582014.02.28 Использование механизма перемещения в приводе вращения индуктора позволяет упростить конструкцию установки для магнитно-абразивной обработки поверхностей за счет устранения необходимости такого перемещения привода детали, который и так обеспечивает два движения вращение детали и подвод ее в рабочую зону. Применение в приводе детали вращения направлено на повышение качества обработки. Кроме того, совокупность упомянутых отличительных признаков позволит повысить универсальность использования установки, так как в отличие от прототипа в нем используется компактный индуктор и обеспечиваются движения, комбинация которых позволит обрабатывать различные поверхности деталей. Целесообразными вариантами выполнения полезной модели являются нижеследующие привод вращения индуктора выполнен с возможностью консольного закрепления индуктора привод вращения индуктора выполнен с возможностью двухопорного закрепления индуктора в патроне привода детали применена переходная оправка в патроне привода детали применены кулачки из вязкого металла в патроне привода детали применены кулачки с полимерными насадками. Полезная модель поясняется фигурами, где на фиг. 1 - установка для магнитно-абразивной обработки поверхностей деталей на фиг. 2 - привод детали (вид сверху) на фиг. 3 - привод детали (вид спереди) на фиг. 4 - привод вращения индуктора, выполненный с возможностью консольного закрепления индуктора (вид сверху) на фиг. 5 - привод вращения индуктора, выполненный с возможностью консольного закрепления индуктора (вид спереди) на фиг. 6 - привод вращения индуктора, выполненный с возможностью двухопорного закрепления индуктора на фиг. 7 - установка с приводом вращения индуктора, выполненного с возможностью двухопорного закрепления индуктора на фиг. 8 - механизм перемещения с приводом вращения индуктора (вид сбоку) на фиг. 9 - механизм перемещения с приводом вращения индуктора (вид спереди). Установка для магнитно-абразивной обработки поверхностей деталей смонтирована на основании 1 и стойке 2 (фиг. 1 и 7). На основании 1 установлен привод детали 3, предназначенный для закрепления детали 4 в патроне 5, вращения ее вокруг оси и перемещения ее по координате ОХ. К стойке 2 крепится механизм перемещения 6 привода индуктора 7, который предназначен для закрепления индуктора 8 с инструментом 9, вращения его вокруг своей оси и перемещения его по координате . В стойке 2 смонтирована панель управления 10. Обрабатываемая деталь 4 или переходная оправка (не показана) с закрепленной в ней обрабатываемой деталью 4 закрепляется в патрон трехкулачковый 5 привода детали 3. При необходимости закрепления по ответственным поверхностям обрабатываемой детали с целью исключения ее повреждений трехкулачковый патрон 5 может быть выполнен с кулачками из вязкого металла, например медь, латунь, алюминий и др. (не показано),и/или с полимерными, например резиновыми, насадками (не показано) для закрепления обрабатываемой детали. Вращение детали 4 осуществляется двигателем 11 (фиг. 2) через зубчато-ременную передачу 12 на вал 13 (фиг. 3) с установленным на нем патроном трехкулачковым 5. Отсчет угла поворота осуществляется посредством преобразователя угловых перемещений 14. Датчик 15 (фиг. 2) и лепесток 16 обеспечивают исходное положение патрону трехкулачковому 5 (фиг. 3). Вал 13, датчик 15 (фиг. 2) и лепесток 16 находятся в корпусе 17 (фиг. 3). 3 99582014.02.28 Перемещение детали по координате ОХ в позицию загрузки/выгрузки для установки требуемой величины рабочего зазора между индуктором и обрабатываемой поверхностью детали до и в процессе обработки осуществляется от двигателя 18 (фиг. 2) через зубчатоременную передачу 19 на ходовой винт 20 (фиг. 3) и ходовую гайку 21, которая крепится к корпусу 17, смонтированному на каретке 22, которые осуществляют перемещение по направляющим 23. Датчик 24 (фиг. 2) обеспечивает исходное положение по координате ОХ. В установке могут быть применены различные типы приводов вращения индуктора. Привод вращения индуктора 7 (фиг. 4 и 5), выполненный с возможностью консольного закрепления индуктора, содержит цангу 25 (фиг. 4), в которую закрепляется индуктор 8(фиг. 5), и зажимается гайкой 26 (фиг. 4). Вращение индуктора 8 (фиг. 5) осуществляется от двигателя 27 (фиг. 4), который находится в корпусе 28, через зубчато-ременную передачу 29. Кожух 30 (фиг. 5) служит для предохранения механизмов установки от разбрызгивания технологической жидкости. Через трубку 31 в зону обработки подается технологическая жидкость. Применение привода вращения индуктора, выполненного с возможностью консольного закрепления индуктора, позволяет повысить универсальность использования для обработки различных поверхностей деталей, в том числе и для обработки внутренних поверхностей деталей и пазов в них. Привод вращения индуктора 7 (фиг. 6), выполненный с возможностью двухопорного закрепления индуктора, содержит держатель 32, в подшипниковых опорах которого установлен индуктор 8. Вращение индуктора 8 осуществляется от двигателя 33, на приводном валу которого установлен шкив 34 через ремень 35 на шкив 36. Применение привода вращения индуктора, выполненного с возможностью двухопорного закрепления индуктора,позволяет повысить точность позиционирования за счет увеличения жесткости и снижения биения индуктора при вращении. Это особенно важно при обработке магнитных деталей, которые притягивают к себе индуктор, что может приводить к его заклиниванию изза перекоса в механизме крепления в случае консольного закрепления. Перемещение привода вращения индуктора 7 (фиг. 1 и 7) по координатес помощью механизма перемещения 6 осуществляется от двигателя 37 (фиг. 8) через зубчатоременную передачу 38 на ходовой винт 39 (фиг. 9) и ходовую гайку 40, которая крепится к планке 41, которая смонтирована на каретке 42, осуществляющие перемещение по направляющим 43. Датчик 44 (фиг. 8) обеспечивает исходное положение по координате . Включение источников питания и управление приводами осуществляется блоком управления (не показан), который принимает введенные с помощью клавиатуры (не показана) и отображаемые с помощью дисплея (не показан) данные для обработки. Наладка и запуск процесса обработки осуществляется с помощью кнопок на панели управления 10(фиг. 1 и 7). Установка работает следующим образом. Предварительно с помощью клавиатуры задают необходимые параметры обработки,отображаемые на дисплее и принимаемые блоком управления. Обрабатываемую деталь 4 (фиг. 1 и 7) или переходную оправку (не показана) с закрепленной в ней обрабатываемой деталью 4 закрепляют в патроне трехкулачковом 5 привода детали 3. С помощью кнопки (не обозначено) на панели управления 10 запускают вращение индуктора 8 и размещают, например, вручную или через дозатор (не показан), на поверхности индуктора 8 порцию ферроабразивного материала, который под действием магнитного поля образует инструмент 9 в виде щетки. С помощью кнопки запуска (не обозначено) на панели управления 10 (фиг. 1 и 7) включают подвод по оси ОХ обрабатываемой детали 1 в зону обработки до требуемой величины рабочего зазора и ее вращение, подвод по осив зону обработки вращающегося индуктора 8 со сформированным на нем инструментом 9 и запуск обработки поверхности 4 99582014.02.28 детали 4, которая осуществляется за счет ее вращения и перемещения вращающегося индуктора 8 по оси . Описанные выше действия позволяют осуществлять обработку плоских, сферических и других криволинейных поверхностей деталей. Применение указанного способа и установки для магнитно-абразивной обработки поверхностей деталей решает проблему эффективной обработки, позволяет повысить производительность и качество обработки, уменьшить габариты установки для реализации обработки, снижает материальные и энергетические затраты. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B24B 31/00
Метки: поверхностей, деталей, магнитно-абразивной, обработки, установка
Код ссылки
<a href="https://by.patents.su/6-u9958-ustanovka-dlya-magnitno-abrazivnojj-obrabotki-poverhnostejj-detalejj.html" rel="bookmark" title="База патентов Беларуси">Установка для магнитно-абразивной обработки поверхностей деталей</a>
Индуктор с консольным креплением для устройства магнитно-абразивной обработки поверхностей деталей
Номер патента: U 9488
Опубликовано: 30.08.2013
Авторы: Корогода Олег Петрович, Луговик Алексей Юрьевич, Пасевич Петр Иванович, Хомич Николай Степанович, Хамутовский Александр Николаевич
МПК: B24B 31/00
Метки: поверхностей, консольным, деталей, обработки, магнитно-абразивной, креплением, индуктор, устройства
Текст:
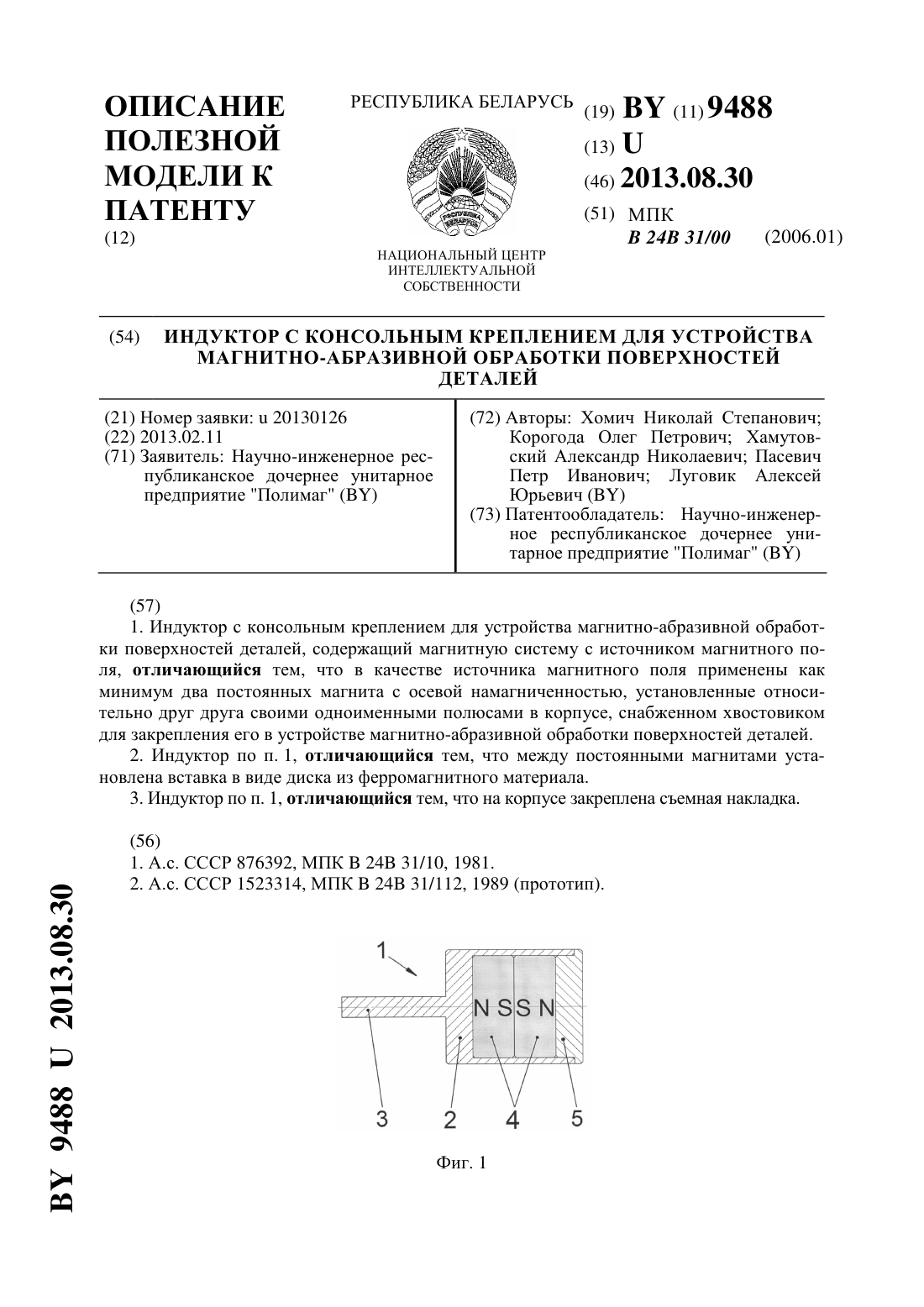
...деталей,также направлено на упрощение конструкции индуктора, так как отпадает необходимость в гаечномкреплении индуктора, как в прототипе 2. Целесообразными вариантами выполнения изобретения являются нижеследующие 94882013.08.30 между постоянными магнитами установлена вставка в виде диска из ферромагнитного материала на корпусе индуктора закреплена съемная накладка. Полезная модель поясняется фигурами, где на фиг. 1 показана схема...
Индуктор для устройства магнитно-абразивной обработки поверхностей деталей
Номер патента: U 9486
Опубликовано: 30.08.2013
Авторы: Пасевич Петр Иванович, Корогода Олег Петрович, Хамутовский Александр Николаевич, Хомич Николай Степанович, Луговик Алексей Юрьевич
МПК: B24B 31/00
Метки: магнитно-абразивной, индуктор, деталей, обработки, устройства, поверхностей
Текст:
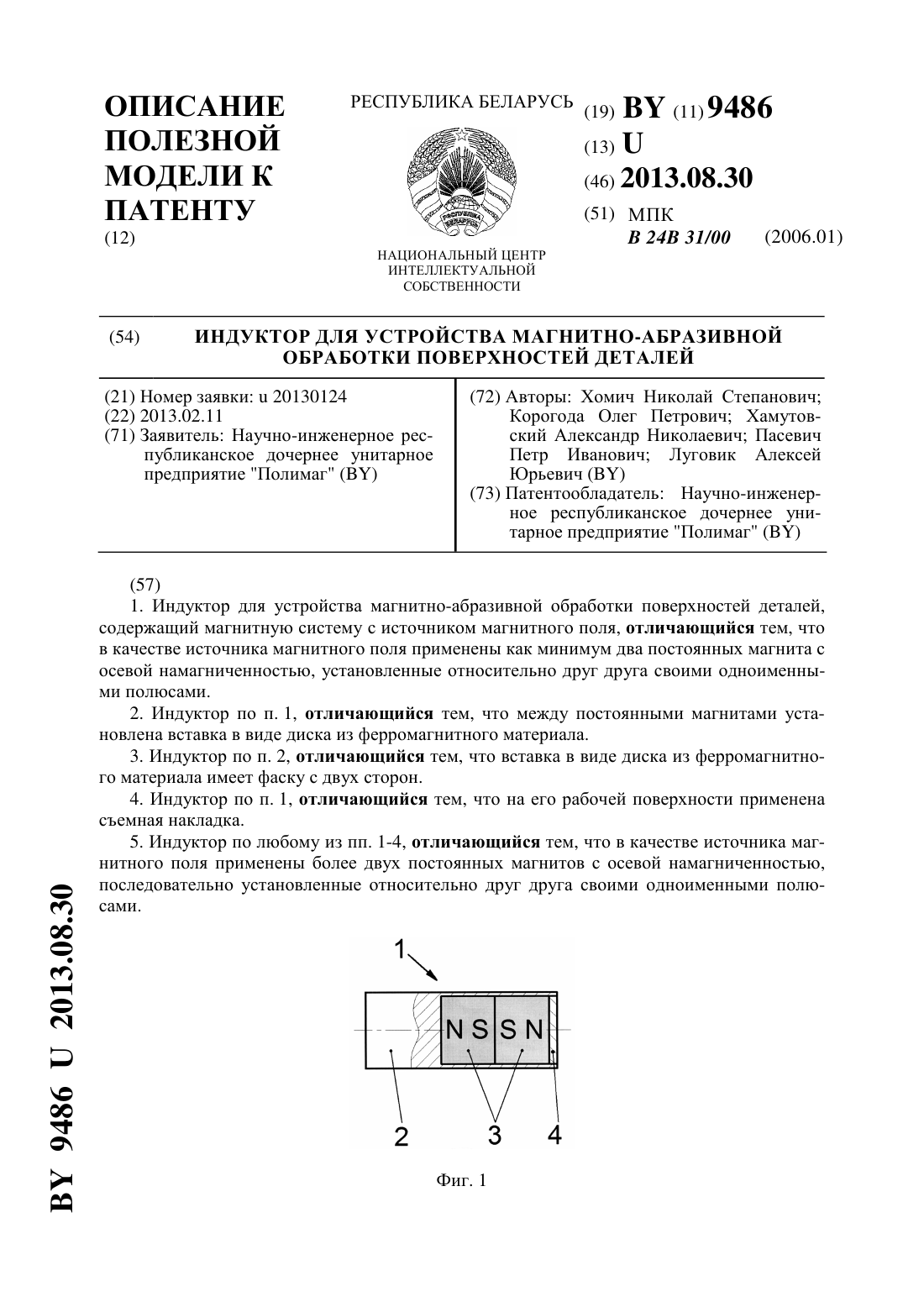
...для магнитно-абразивной обработки поверхностей деталей.(фиг. 1) содержит корпус 2, в котором располагается источник магнитного поля в виде постоянных магнитов 3, выполненных, например, цилиндрическими или кольцевыми, закрытых крышкой 4. В индукторе 1 применены два постоянных магнита 3 (фиг. 1) с осевой намагниченностью,установленные относительно друг друга своими одноименными полюсамиили(как показано), т.е. установленные на...
Обрабатывающее устройство для магнитно-абразивной обработки поверхностей деталей

Номер патента: U 9594
Опубликовано: 30.10.2013
Авторы: Хомич Николай Степанович, Корогода Олег Петрович, Луговик Алексей Юрьевич, Пасевич Петр Иванович, Хамутовский Александр Николаевич
МПК: B24B 31/00
Метки: магнитно-абразивной, устройство, обработки, поверхностей, деталей, обрабатывающее
Текст:
...индукторы более простой конструкции с осуществлением их быстрой переналадки. Обрабатывающее устройство по полезной модели позволяет монтировать его на различные виды станков для обработки поверхностей деталей. Целесообразными вариантами выполнения полезной модели являются нижеследующие в индукторе между постоянными магнитами установлена вставка в виде диска из ферромагнитного материала на корпусе индуктора закреплена съемная накладка....
Индуктор с двухопорным креплением для устройства магнитно-абразивной обработки поверхностей деталей

Номер патента: U 9487
Опубликовано: 30.08.2013
Авторы: Хомич Николай Степанович, Хамутовский Александр Николаевич, Пасевич Петр Иванович, Корогода Олег Петрович
МПК: B24B 31/00
Метки: поверхностей, магнитно-абразивной, индуктор, деталей, обработки, двухопорным, устройства, креплением
Текст:
...приводить к его заклиниванию из-за перекоса в механизме крепления в случае консольного закрепления. Целесообразными вариантами выполнения изобретения являются нижеследующие между постоянными магнитами установлена вставка в виде диска из ферромагнитного материала на корпусе закреплена съемная накладка. Полезная модель поясняется фигурами, где на фиг. 1 показана схема индуктора для устройства магнитно-абразивной обработки поверхностей...
Устройство универсальное для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью
Номер патента: U 3525
Опубликовано: 30.04.2007
Авторы: Сергеев Леонид Ефимович, Лебедев Владимир Яковлевич, Миронов Алексей Михайлович
МПК: B24B 31/00
Метки: цилиндрических, обработки, магнитно-абразивной, деталей, поверхностью, универсальное, поверхностей, сложнопрофильной, устройство
Текст:
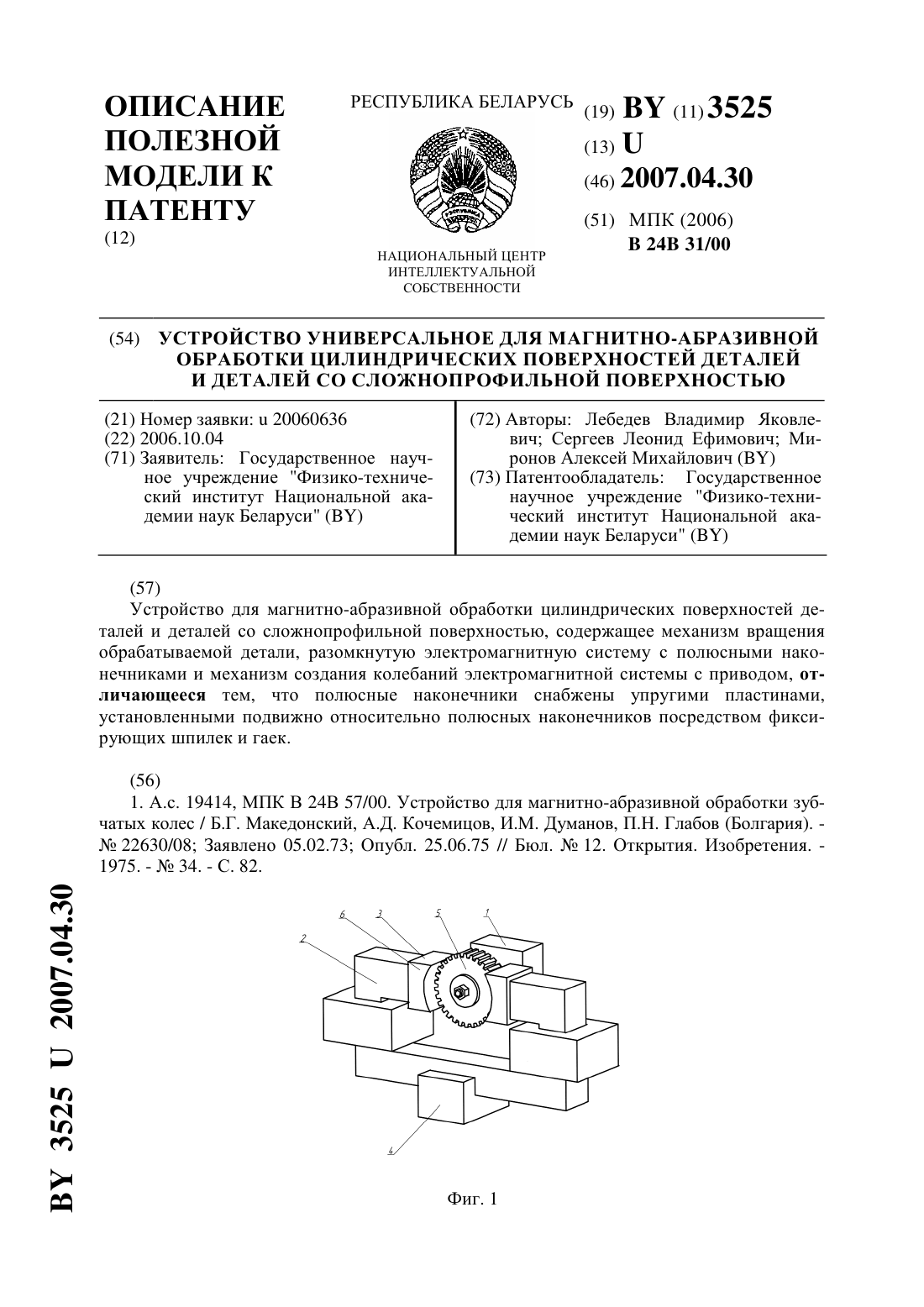
...прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки цилиндрических поверхностей деталей и деталей со сложнопрофильной поверхностью, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с...
Предыдущий патент: Мультисенсор для определения концентрации метана, водорода и монооксида углерода
Следующий патент: Фазированная решетка взрывоинициируемых радиочастотных источников
Случайный патент: Скважинное клапанное устройство