Ленточная сушильная установка
Номер патента: 14527
Опубликовано: 30.06.2011
Авторы: Гостинщикова Людмила Анатольевна, Шуляк Виктор Анатольевич
Текст
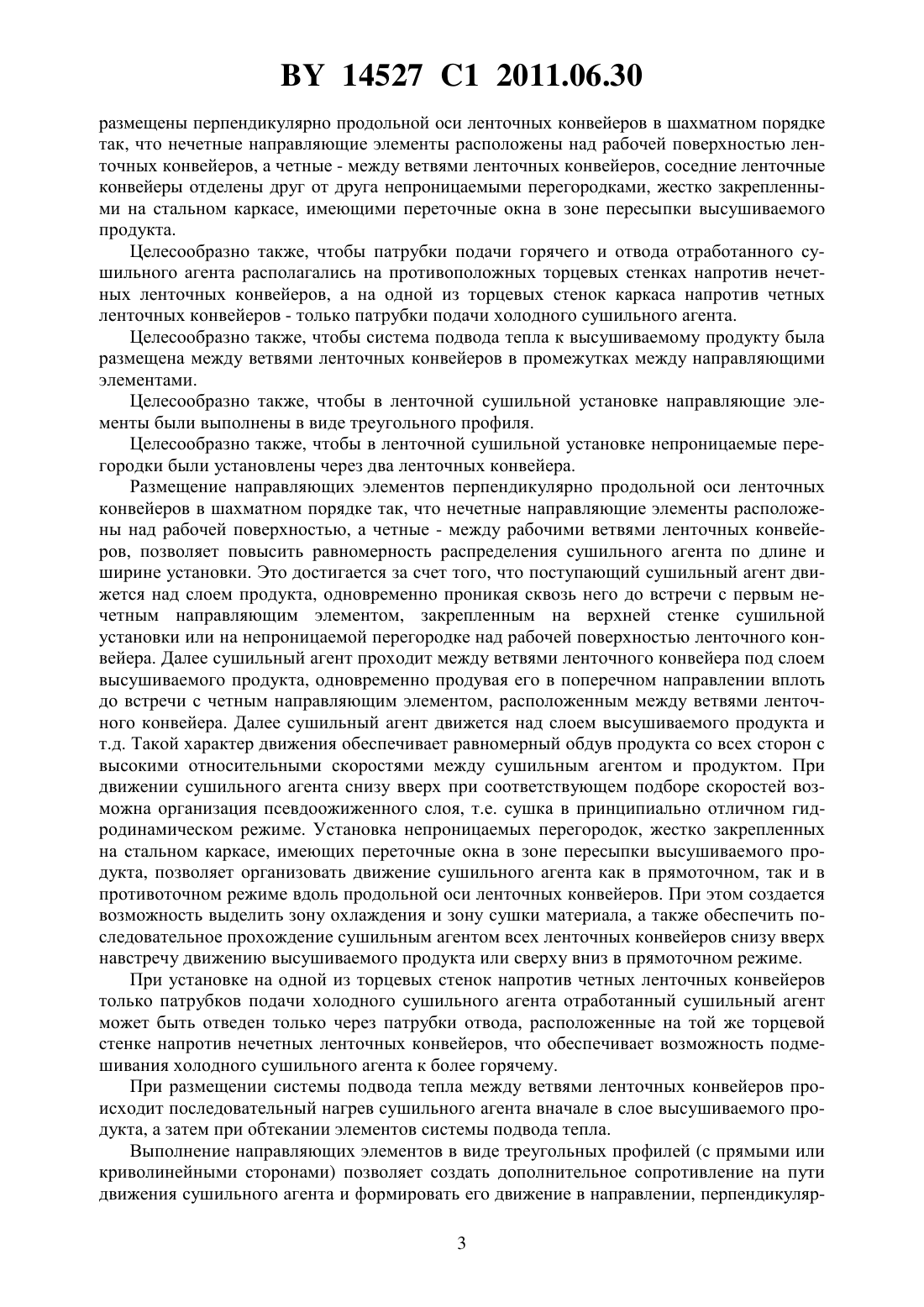
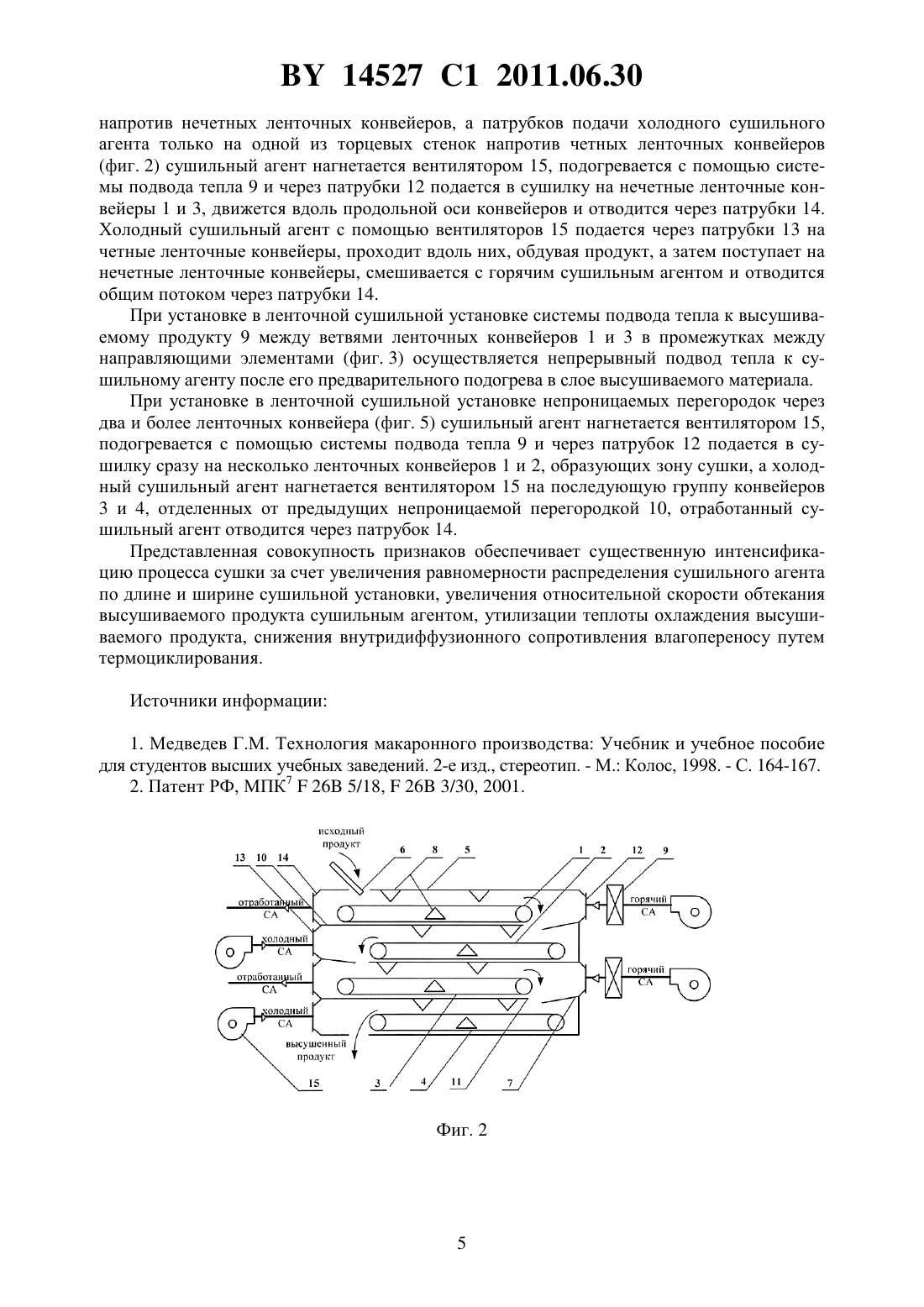
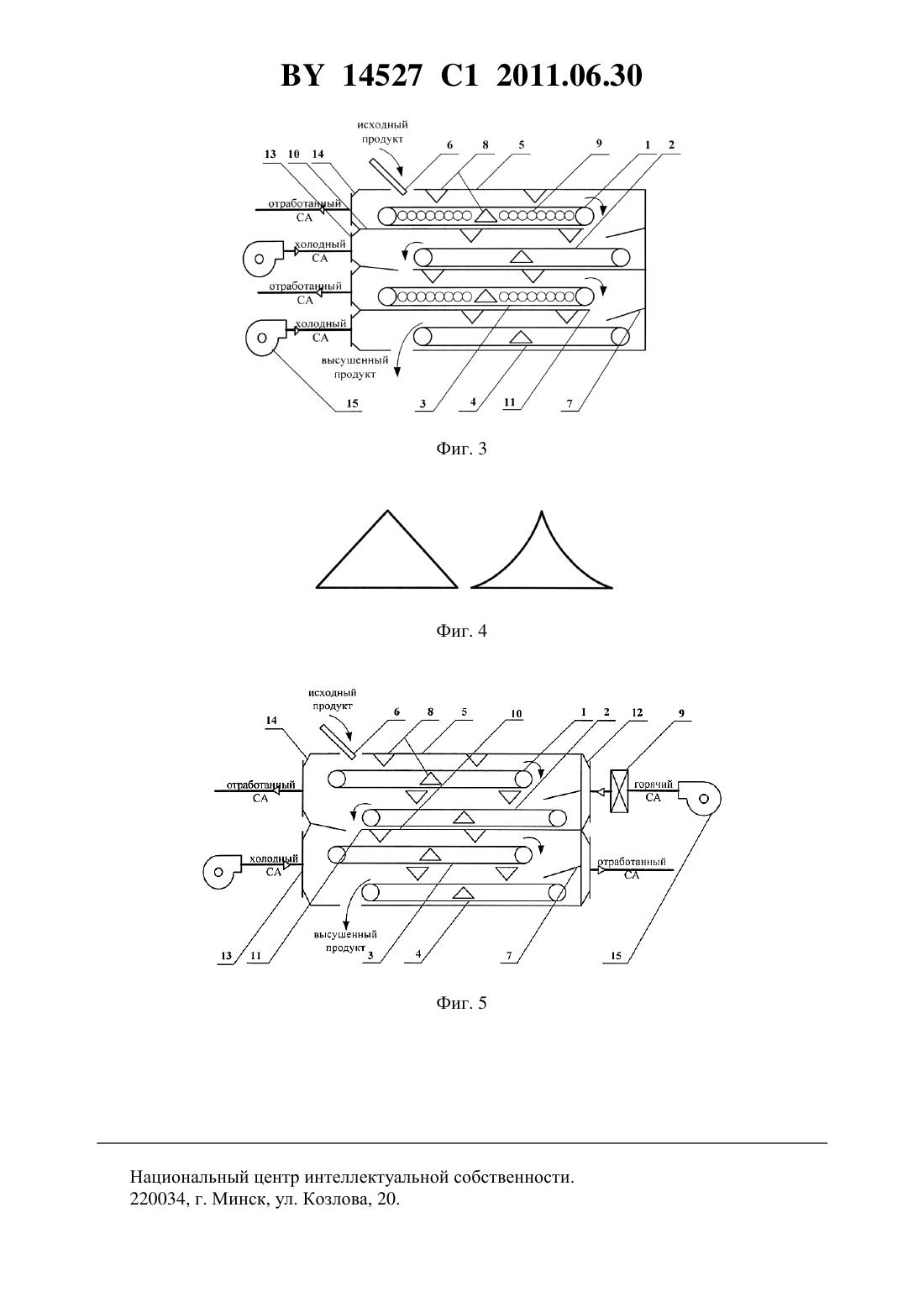
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Могилевский государственный университет продовольствия(72) Авторы Шуляк Виктор Анатольевич Гостинщикова Людмила Анатольевна(73) Патентообладатель Учреждение образования Могилевский государственный университет продовольствия(57) 1. Ленточная сушильная установка, содержащая несколько ленточных конвейеров,установленных параллельно друг над другом в стальном каркасе со смещением нечетных ленточных конвейеров в сторону раскладчика на одинаковую величину по длине, экранирующие щитки, жестко связанные с каркасом, направляющие элементы, систему подвода тепла к высушиваемому продукту, отличающаяся тем, что на торцевых стенках каркаса расположены патрубки подачи холодного и горячего сушильного агента, нагнетаемого с помощью вентиляторов, а также отвода отработанного сушильного агента, направляющие элементы размещены перпендикулярно продольной оси ленточных конвейеров в шахматном порядке так, что нечетные направляющие элементы расположены над рабочей поверхностью ленточных конвейеров, а четные - между ветвями ленточных конвейеров,соседние ленточные конвейеры отделены друг от друга непроницаемыми перегородками,жестко закрепленными на стальном каркасе, имеющими переточные окна в зоне пересыпки высушиваемого продукта. 14527 1 2011.06.30 2. Установка по п. 1, отличающаяся тем, что патрубки подачи горячего и отвода отработанного сушильного агента расположены на противоположных торцевых стенках каркаса напротив нечетных ленточных конвейеров, а на одной из торцевых стенок каркаса напротив четных ленточных конвейеров - только патрубки подачи холодного сушильного агента. 3. Установка по п. 1, отличающаяся тем, что система подвода тепла к высушиваемому продукту размещена между ветвями ленточных конвейеров в промежутках между направляющими элементами. 4. Установка по п. 1, отличающаяся тем, что направляющие элементы выполнены в виде треугольного профиля. 5. Установка по п. 1, отличающаяся тем, что непроницаемые перегородки установлены через два ленточных конвейера. Изобретение относится к ленточным сушильным установкам и может быть использовано в пищевой, химической и других отраслях промышленности для сушки сыпучего сырья. Известна ленточная сушильная установка, содержащая несколько ленточных конвейеров, установленных параллельно друг над другом в стальном каркасе со смещением нечетных ленточных конвейеров в сторону раскладчика на одинаковую величину по длине,экранирующие щитки, жестко связанные с каркасом, систему подвода тепла к высушиваемому продукту, патрубки подачи и отвода сушильного агента (СА), вентиляторы 1. Система подвода тепла выполнена в виде расположенных между лентами паровых ребристых калориферов. Подача наружного сушильного агента осуществляется через патрубки подачи, расположенные под нижней лентой. Сушильный агент последовательно проходит через все ленточные конвейеры снизу вверх перпендикулярно рабочей поверхности лент. Недостатком данной сушилки является низкая интенсивность сушки, обусловленная низким коэффициентом теплопередачи, большим сопротивлением внутреннему влагопереносу, которое вызвано отрицательным градиентом температур, направленным противоположно концентрационному градиенту влаги. Известна ленточная сушильная установка, содержащая несколько ленточных конвейеров, установленных параллельно друг над другом в стальном каркасе со смещением нечетных ленточных конвейеров в сторону раскладчика на одинаковую величину по длине,экранирующие щитки, жестко связанные с каркасом, направляющие элементы, систему подвода тепла к высушиваемому продукту 2. Направляющие элементы, расположенные вдоль продольной оси ленточных конвейеров, выполнены в виде опорных балок уголкового профиля для верхних рабочих лент конвейеров. Сушильный агент путем естественной конвекции проходит вдоль всех ленточных конвейеров снизу вверх. Недостатком данной установки является низкая интенсивность сушки, обусловленная неравномерностью распределения сушильного агента в продольном и поперечном сечении сушилки, низкой относительной скоростью обтекания высушиваемого продукта сушильным агентом. Предлагаемым изобретением решается задача интенсификации процесса сушки за счет увеличения равномерности распределения сушильного агента по длине и ширине сушильной установки, увеличения относительной скорости обтекания высушиваемого продукта сушильным агентом, утилизации теплоты охлаждения высушиваемого продукта,снижения внутридиффузионного сопротивления влагопереносу путем термоциклирования(чередования процесса нагрева и охлаждения высушиваемого продукта). Для достижения технического результата на торцевых стенках каркаса расположены патрубки подачи холодного и горячего сушильного агента, нагнетаемого с помощью вентиляторов, а также отвода отработанного сушильного агента, направляющие элементы 2 14527 1 2011.06.30 размещены перпендикулярно продольной оси ленточных конвейеров в шахматном порядке так, что нечетные направляющие элементы расположены над рабочей поверхностью ленточных конвейеров, а четные - между ветвями ленточных конвейеров, соседние ленточные конвейеры отделены друг от друга непроницаемыми перегородками, жестко закрепленными на стальном каркасе, имеющими переточные окна в зоне пересыпки высушиваемого продукта. Целесообразно также, чтобы патрубки подачи горячего и отвода отработанного сушильного агента располагались на противоположных торцевых стенках напротив нечетных ленточных конвейеров, а на одной из торцевых стенок каркаса напротив четных ленточных конвейеров - только патрубки подачи холодного сушильного агента. Целесообразно также, чтобы система подвода тепла к высушиваемому продукту была размещена между ветвями ленточных конвейеров в промежутках между направляющими элементами. Целесообразно также, чтобы в ленточной сушильной установке направляющие элементы были выполнены в виде треугольного профиля. Целесообразно также, чтобы в ленточной сушильной установке непроницаемые перегородки были установлены через два ленточных конвейера. Размещение направляющих элементов перпендикулярно продольной оси ленточных конвейеров в шахматном порядке так, что нечетные направляющие элементы расположены над рабочей поверхностью, а четные - между рабочими ветвями ленточных конвейеров, позволяет повысить равномерность распределения сушильного агента по длине и ширине установки. Это достигается за счет того, что поступающий сушильный агент движется над слоем продукта, одновременно проникая сквозь него до встречи с первым нечетным направляющим элементом, закрепленным на верхней стенке сушильной установки или на непроницаемой перегородке над рабочей поверхностью ленточного конвейера. Далее сушильный агент проходит между ветвями ленточного конвейера под слоем высушиваемого продукта, одновременно продувая его в поперечном направлении вплоть до встречи с четным направляющим элементом, расположенным между ветвями ленточного конвейера. Далее сушильный агент движется над слоем высушиваемого продукта и т.д. Такой характер движения обеспечивает равномерный обдув продукта со всех сторон с высокими относительными скоростями между сушильным агентом и продуктом. При движении сушильного агента снизу вверх при соответствующем подборе скоростей возможна организация псевдоожиженного слоя, т.е. сушка в принципиально отличном гидродинамическом режиме. Установка непроницаемых перегородок, жестко закрепленных на стальном каркасе, имеющих переточные окна в зоне пересыпки высушиваемого продукта, позволяет организовать движение сушильного агента как в прямоточном, так и в противоточном режиме вдоль продольной оси ленточных конвейеров. При этом создается возможность выделить зону охлаждения и зону сушки материала, а также обеспечить последовательное прохождение сушильным агентом всех ленточных конвейеров снизу вверх навстречу движению высушиваемого продукта или сверху вниз в прямоточном режиме. При установке на одной из торцевых стенок напротив четных ленточных конвейеров только патрубков подачи холодного сушильного агента отработанный сушильный агент может быть отведен только через патрубки отвода, расположенные на той же торцевой стенке напротив нечетных ленточных конвейеров, что обеспечивает возможность подмешивания холодного сушильного агента к более горячему. При размещении системы подвода тепла между ветвями ленточных конвейеров происходит последовательный нагрев сушильного агента вначале в слое высушиваемого продукта, а затем при обтекании элементов системы подвода тепла. Выполнение направляющих элементов в виде треугольных профилей (с прямыми или криволинейными сторонами) позволяет создать дополнительное сопротивление на пути движения сушильного агента и формировать его движение в направлении, перпендикуляр 3 14527 1 2011.06.30 ном слою высушиваемого продукта. Расположение этих элементов в шахматном порядке позволяет чередовать движение сушильного агента сверху вниз и снизу вверх, причем шаг расположения направляющих элементов может уменьшаться по ходу движения сушильного агента в соответствии с уменьшением объема сушильного агента при охлаждении. При проектировании сушильных установок большой производительности или с большим числом ленточных конвейеров целесообразно путем установки непроницаемых перегородок через два и более ленточных конвейера разбивать их на группы, причем чередовать зоны сушки и охлаждения. Изобретение поясняется чертежами. На фиг. 1 представлена схема ленточной сушильной установки. На фиг. 2 представлен вариант выполнения ленточной сушильной установки, в которой патрубки подачи горячего и отвода отработанного сушильного агента расположены на противоположных торцевых стенках напротив нечетных ленточных конвейеров, причем на одной из торцевых стенок напротив четных ленточных конвейеров только патрубки подачи холодного сушильного агента. На фиг. 3 представлен вариант выполнения ленточной сушильной установки с размещением системы подвода тепла между ветвями ленточных конвейеров. На фиг. 4 представлено сечение направляющих элементов. На фиг. 5 представлен вариант выполнения ленточной сушильной установки с размещением непроницаемых перегородок через два ленточных конвейера. Ленточная сушильная установка содержит ленточные конвейеры 1, 2, 3, 4, расположенные друг под другом, стальной каркас 5, раскладчик 6, в сторону которого на одинаковую длину смещены нечетные ленточные конвейеры. Экранирующие щитки 7 закреплены на торцевых стенках каркаса 5 между ленточными конвейерами направляющие элементы 8 расположены перпендикулярно продольной оси ленточных конвейеров в шахматном порядке, причем нечетные направляющие элементы расположены над рабочей поверхностью, а четные - между ветвями ленточных конвейеров. Система подвода тепла 9 размещена либо между рабочими лентами конвейеров, либо вне сушилки. Между ленточными конвейерами на каркасе 5 жестко закреплены непроницаемые перегородки 10, на которых выполнены переточные окна 11, причем нечетные направляющие элементы 8 размещены либо на верхней стенке каркаса 5 установки, либо на непроницаемых перегородках 10. На торцевых стенках каркаса 5 напротив четных либо нечетных ленточных конвейеров расположены патрубки для подачи горячего 12, холодного 13 сушильного агента, а также патрубки 14 для отвода отработанного сушильного агента, причем подача сушильного агента в установку осуществляется с помощью вентиляторов 15. Ленточная сушильная установка (фиг. 1) работает следующим образом. Исходный влажный продукт раскладчиком 6 равномерно распределяется на верхней рабочей ленте конвейера 1 и перемещается в противоположную от раскладчика сторону с помощью внешнего привода. С конвейера 1 через переточное окно 11 подсушенный продукт пересыпается на нижний конвейер 2, где продукт частично охлаждается за счет самоиспарения части влаги и конвективного теплообмена. Экранирующие щитки 7, установленные в зоне пересыпания продукта, позволяют предотвратить перетекание холодного сушильного агента в зону сушки. Процесс сушки на конвейерах 3 и 4 протекает аналогично. Сушильный агент нагнетается с помощью вентиляторов 15, подогревается в системе подвода тепла 9, через патрубки 12 подается в сушилку на нечетные ленточные конвейеры 1 и 3, движется вдоль продольной оси ленточных конвейеров и отводится через патрубки 14. При этом достигается высокая равномерность и высокие скорости движения сушильного агента по отношению к высушиваемому продукту. Холодный сушильный агент, который с помощью вентиляторов 15 через патрубки 13 поступает на четные конвейеры 2 и 4, взаимодействует с направляющими элементами 8, обдувает продукт в продольном и поперечном направлении и отводится через патрубки отвода отработанного сушильного агента 14. По варианту исполнения ленточной сушильной установки с размещением патрубков подачи и отвода горячего сушильного агента на противоположных торцевых стенках 4 14527 1 2011.06.30 напротив нечетных ленточных конвейеров, а патрубков подачи холодного сушильного агента только на одной из торцевых стенок напротив четных ленточных конвейеров(фиг. 2) сушильный агент нагнетается вентилятором 15, подогревается с помощью системы подвода тепла 9 и через патрубки 12 подается в сушилку на нечетные ленточные конвейеры 1 и 3, движется вдоль продольной оси конвейеров и отводится через патрубки 14. Холодный сушильный агент с помощью вентиляторов 15 подается через патрубки 13 на четные ленточные конвейеры, проходит вдоль них, обдувая продукт, а затем поступает на нечетные ленточные конвейеры, смешивается с горячим сушильным агентом и отводится общим потоком через патрубки 14. При установке в ленточной сушильной установке системы подвода тепла к высушиваемому продукту 9 между ветвями ленточных конвейеров 1 и 3 в промежутках между направляющими элементами (фиг. 3) осуществляется непрерывный подвод тепла к сушильному агенту после его предварительного подогрева в слое высушиваемого материала. При установке в ленточной сушильной установке непроницаемых перегородок через два и более ленточных конвейера (фиг. 5) сушильный агент нагнетается вентилятором 15,подогревается с помощью системы подвода тепла 9 и через патрубок 12 подается в сушилку сразу на несколько ленточных конвейеров 1 и 2, образующих зону сушки, а холодный сушильный агент нагнетается вентилятором 15 на последующую группу конвейеров 3 и 4, отделенных от предыдущих непроницаемой перегородкой 10, отработанный сушильный агент отводится через патрубок 14. Представленная совокупность признаков обеспечивает существенную интенсификацию процесса сушки за счет увеличения равномерности распределения сушильного агента по длине и ширине сушильной установки, увеличения относительной скорости обтекания высушиваемого продукта сушильным агентом, утилизации теплоты охлаждения высушиваемого продукта, снижения внутридиффузионного сопротивления влагопереносу путем термоциклирования. Источники информации 1. Медведев Г.М. Технология макаронного производства Учебник и учебное пособие для студентов высших учебных заведений. 2-е изд., стереотип. - М. Колос, 1998. - С. 164-167. 2. Патент РФ, МПК 726 5/18,26 3/30, 2001. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: F26B 17/00
Метки: сушильная, ленточная, установка
Код ссылки
<a href="https://by.patents.su/6-14527-lentochnaya-sushilnaya-ustanovka.html" rel="bookmark" title="База патентов Беларуси">Ленточная сушильная установка</a>
Сушильная установка
Номер патента: U 2809
Опубликовано: 30.06.2006
Авторы: Слижук Дмитрий Станиславович, Пальченок Геннадий Иванович, Бородуля Валентин Алексеевич, Гребеньков Анатолий Жоресович, Василевич Сергей Владимирович
Текст:
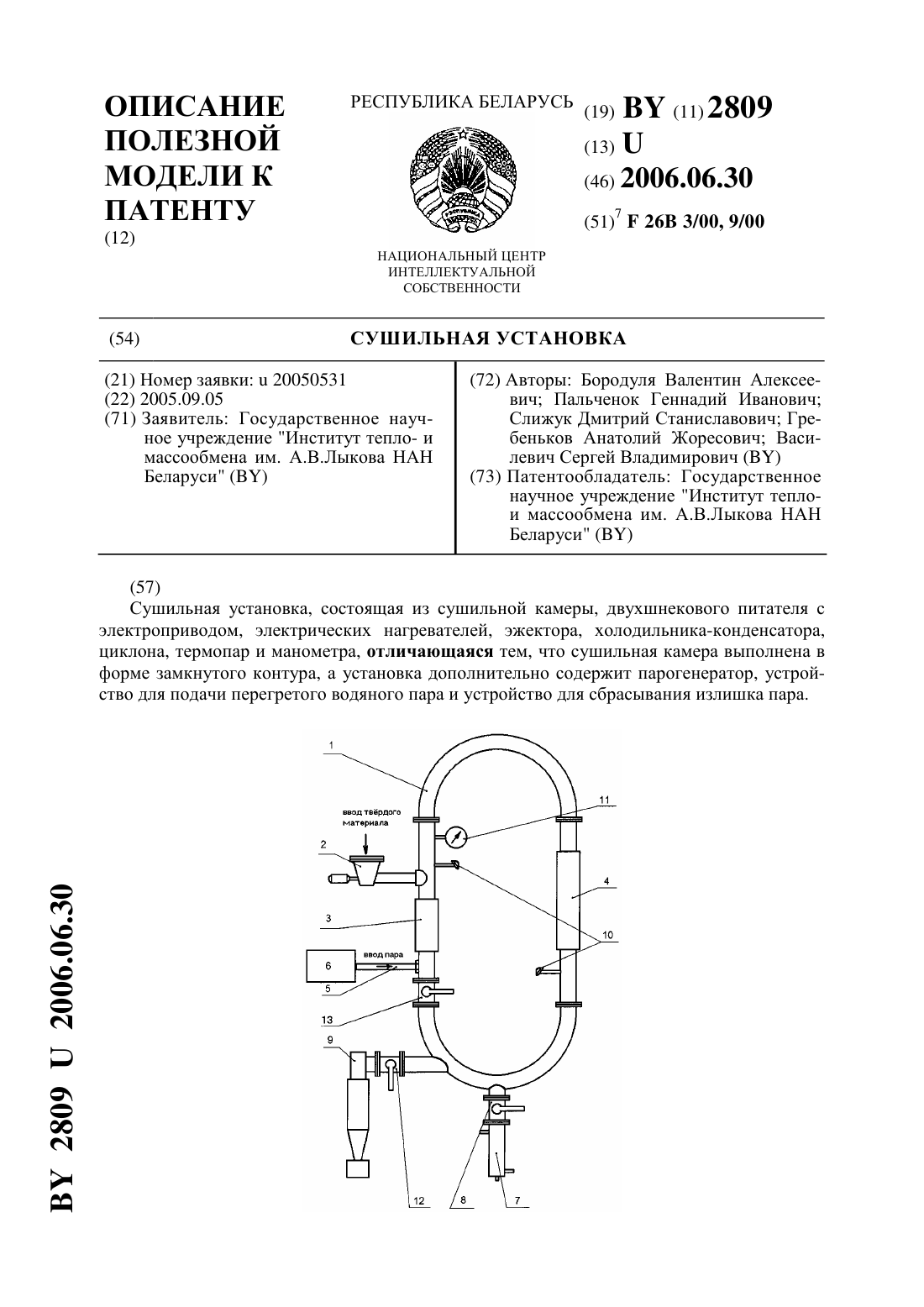
...камеры составляет 200 м. Скорость потока в сушильной камере 15-30 м/с. Однако она представляет собой довольно громоздкую и дорогостоящую конструкцию,а также она не приспособлена для сушки перегретым паром. Задача решается за счет того, что в сушильной установке, состоящей из сушильной камеры, двухшнекового питателя с электроприводом, электрических нагревателей, эжектора, холодильника-конденсатора, циклона, термопар и манометра, сушильная...
Сушильная установка
Номер патента: 11081
Опубликовано: 30.08.2008
Авторы: Евдокимов Александр Владимирович, Шуляк Виктор Анатольевич, Смусенок Александр Григорьевич
МПК: F26B 17/00
Текст:
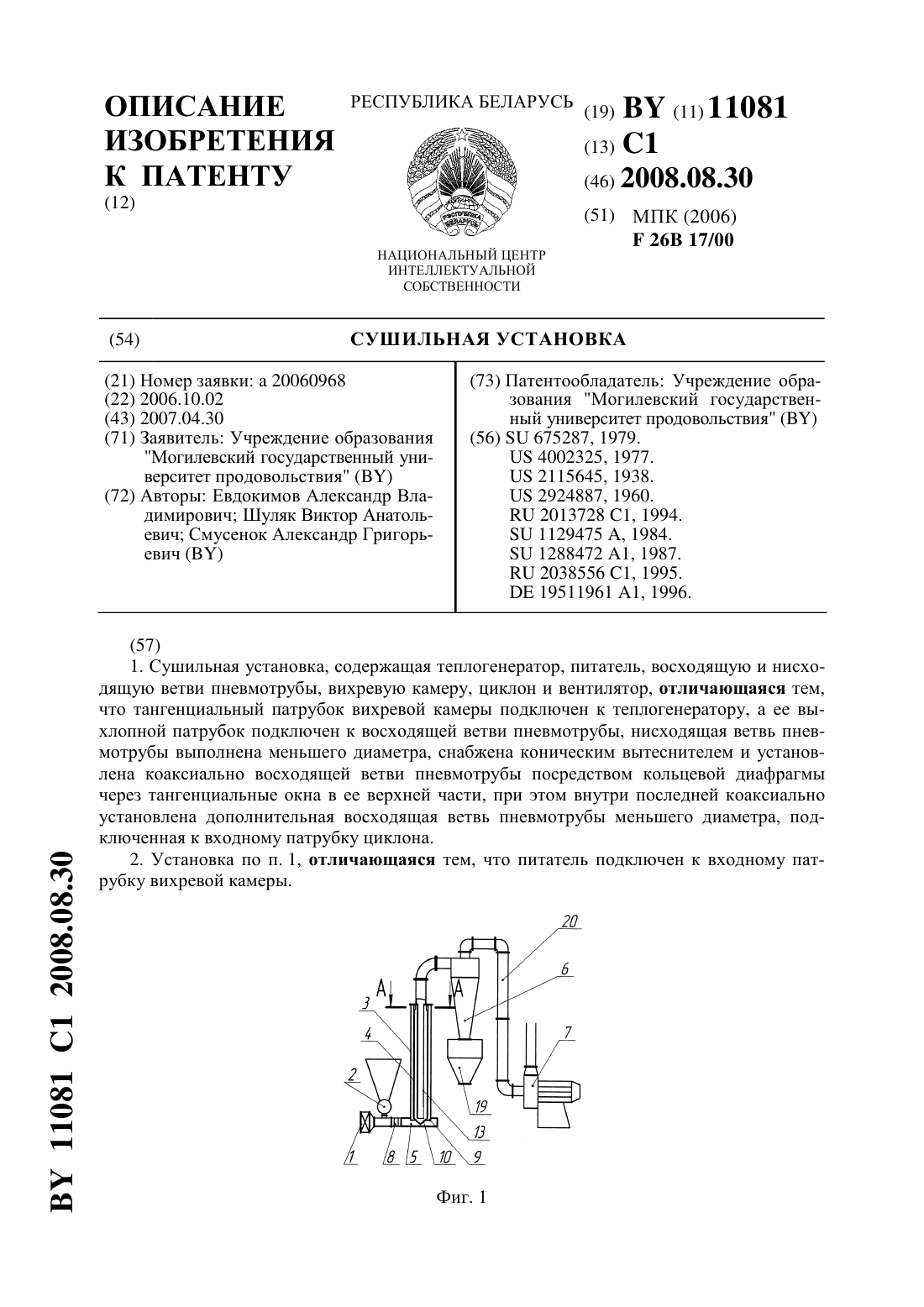
...слабопрочные агрегаты, питатель 2 подключают к входному патрубку вентилятора 7, установленного между вихревой камерой 5 и теплогенератором 1. При сушке материалов с широким дисперсным составом в коническом вытеснителе 10 выполняется переточное окно 14. При сушке тонкодиперсных материалов с большим внутренним диффузионным сопротивлением переносу влаги переточное окно 14 снабжается клапаном 15. Для увеличения времени пребывания частиц в...
Терморадиационная сушильная установка
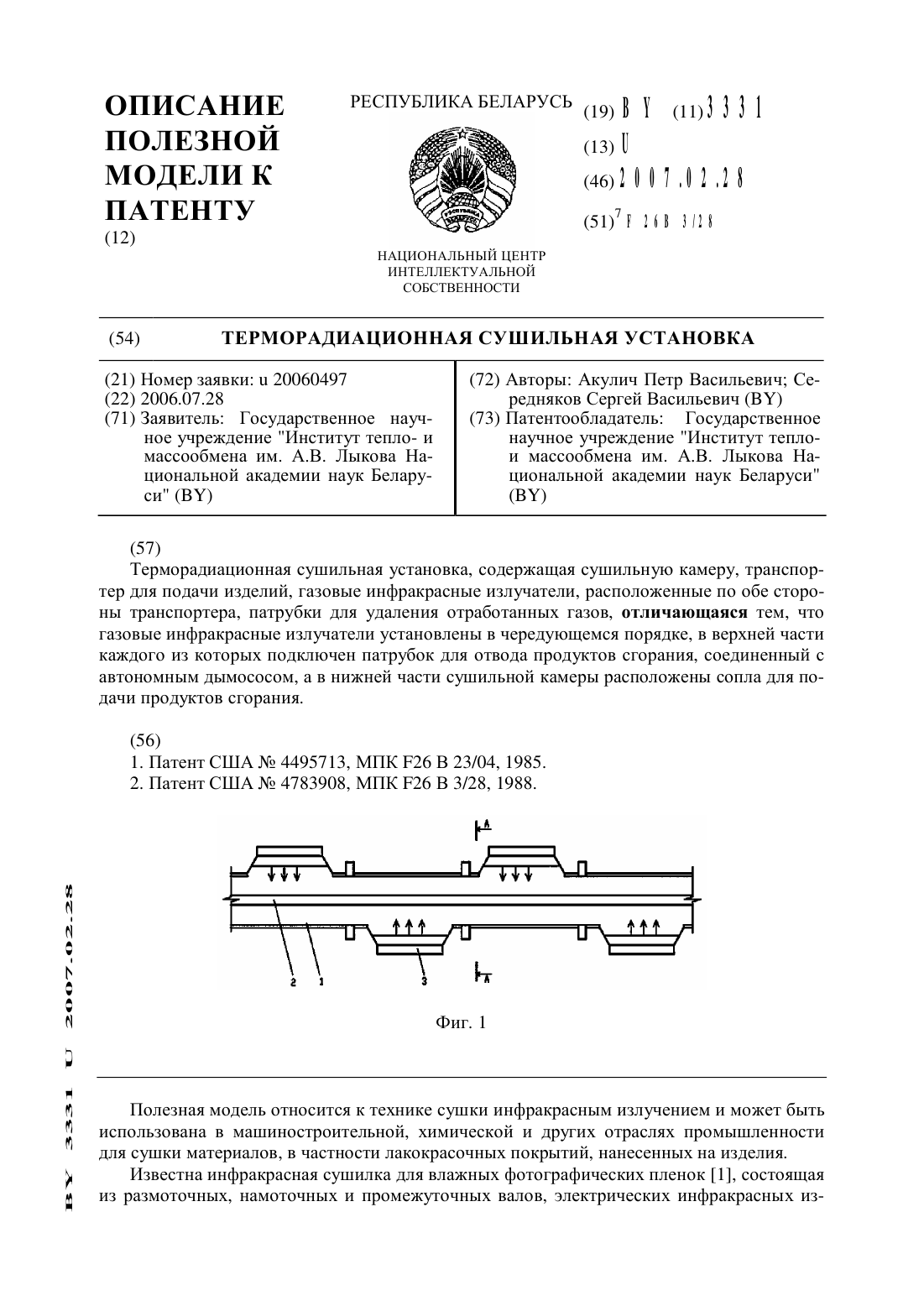
Номер патента: U 3331
Опубликовано: 28.02.2007
Авторы: Акулич Петр Васильевич, Середняков Сергей Васильевич
МПК: F26B 3/28
Метки: установка, терморадиационная, сушильная
Текст:
...повышение интенсивности процесса сушки и снижение энергозатрат.Задача решается следующим образом. В известной сушильной установке, содержащей сушильную камеру, транспортер для подачи изделий, газовые инфракрасные излучатели,расположенные по обе стороны транспортера, патрубки для удаления отработанных газов,согласно предлагаемому техническому решению газовые инфракрасные излучатели установлены в чередующемся порядке, что обеспечивает...
Распылительная сушильная установка
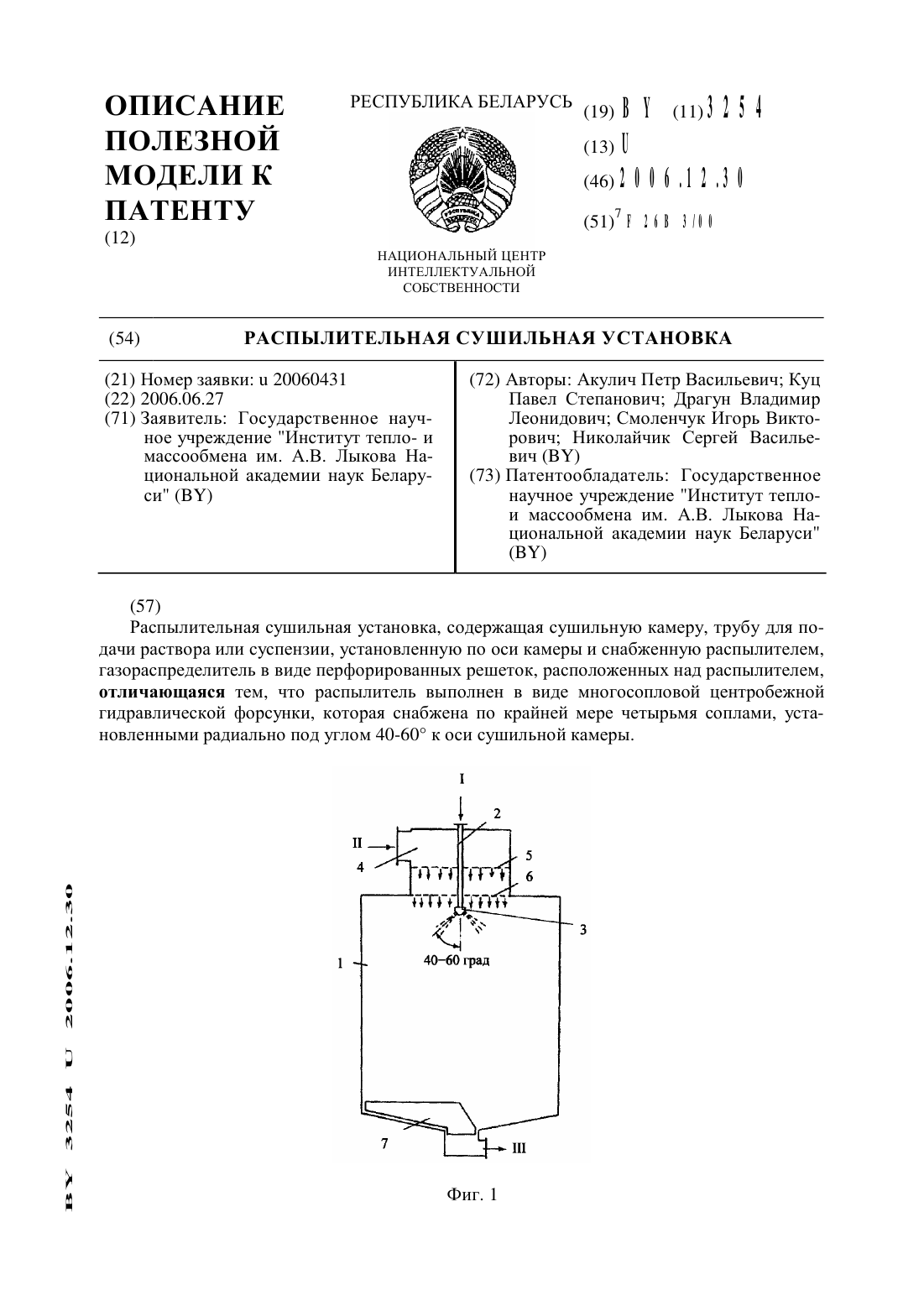
Номер патента: U 3254
Опубликовано: 30.12.2006
Авторы: Драгун Владимир Леонидович, Акулич Петр Васильевич, Куц Павел Степанович, Николайчик Сергей Васильевич, Смоленчук Игорь Викторович
МПК: F26B 3/00
Метки: сушильная, распылительная, установка
Текст:
...в виде многосопловой центробежной гидравлической форсунки, которая снабжена по крайней мере четырьмя соплами, установленными радиально под углом 4 О-6 О к оси сушильной камеры.Это обусловлено тем, что выполнение распылителя в виде многосопловой центробежной гидравлической форсунки позволяет рационально распределить диспергированную жидкость в рабочем объеме камеры, обеспечить эффективный контакт фаз. Центробежные гидравлические форсунки...
Способ сушки дисперсного материала
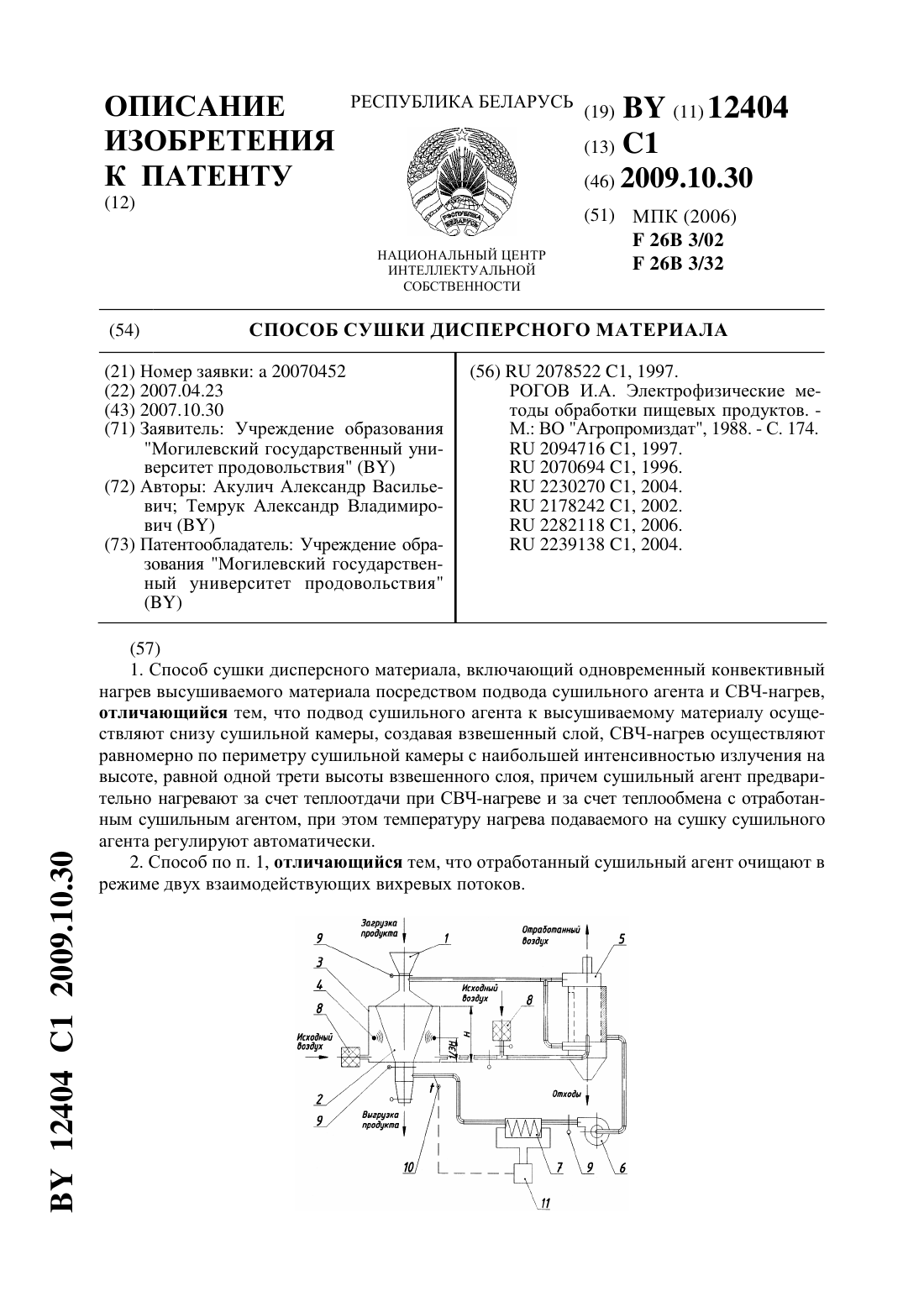
Номер патента: 12404
Опубликовано: 30.10.2009
Авторы: Темрук Александр Владимирович, Акулич Александр Васильевич
Метки: материала, способ, сушки, дисперсного
Текст:
...теплоотдачи при СВЧнагреве и за счет теплообмена с отработанным сушильным агентом, при этом температуру нагрева подаваемого на сушку сушильного агента регулируют автоматически. Отработанный сушильный агент очищают в режиме двух взаимодействующих вихревых потоков. Технический результат состоит в снижении затрат энергии на нагрев продукта и повышении качественных показателей высушиваемого материала вследствие наиболее рациональной схемы...
Предыдущий патент: Вакуумная установка
Следующий патент: Способ визуализации скрытой информации на ценной бумаге или изделии и спектральная лупа для его осуществления (варианты)
Случайный патент: Стакан с изоляцией