Устройство для высоковольтного оксидирования изделий из алюминия и алюминиевых сплавов
Номер патента: U 9520
Опубликовано: 30.08.2013
Авторы: Томило Вячеслав Анатольевич, Хлебцевич Всеволод Алексеевич, Поболь Игорь Леонидович, Паршуто Александр Эрнстович, Соколов Юрий Валентинович, Паршуто Александр Александрович
Текст
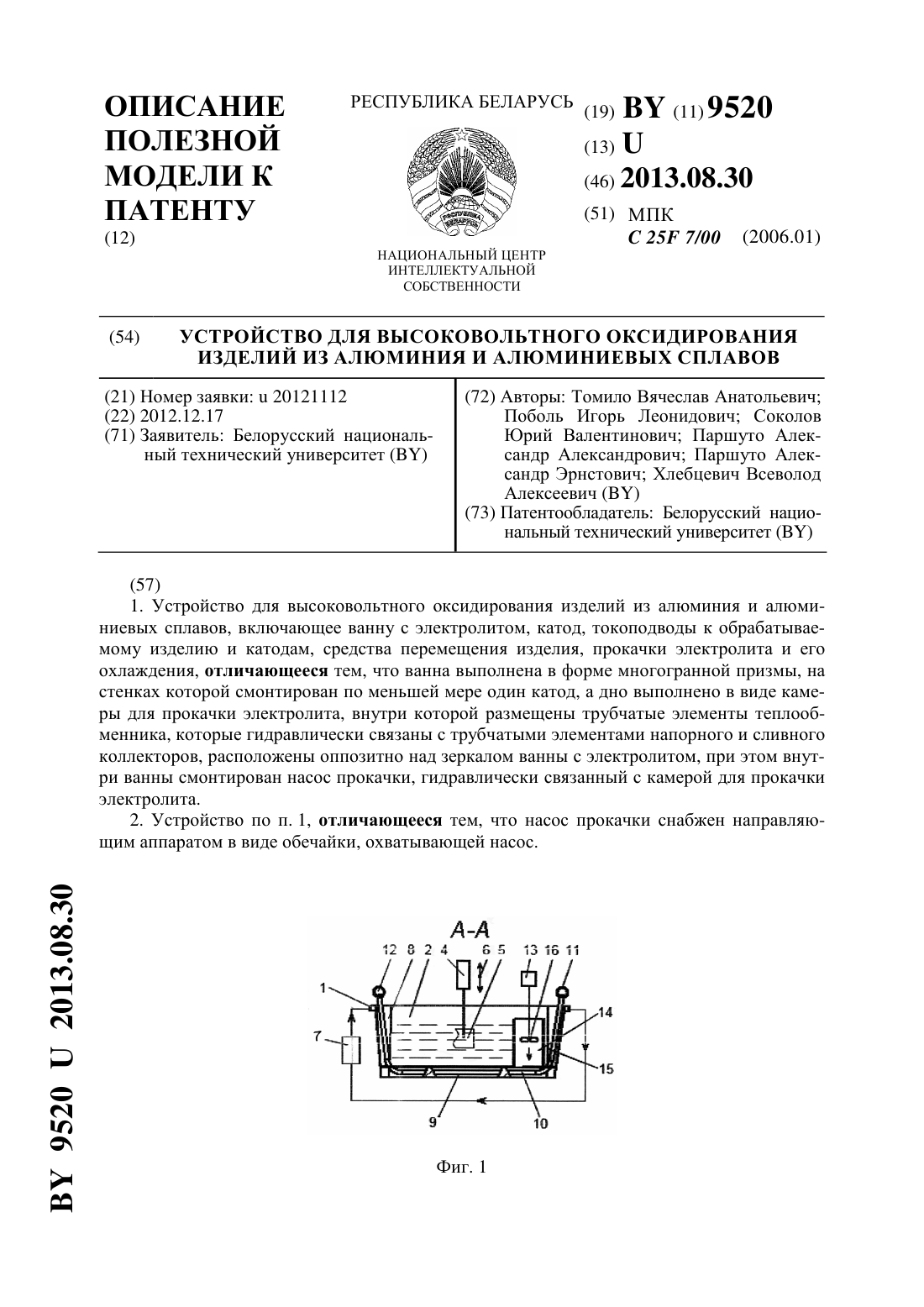
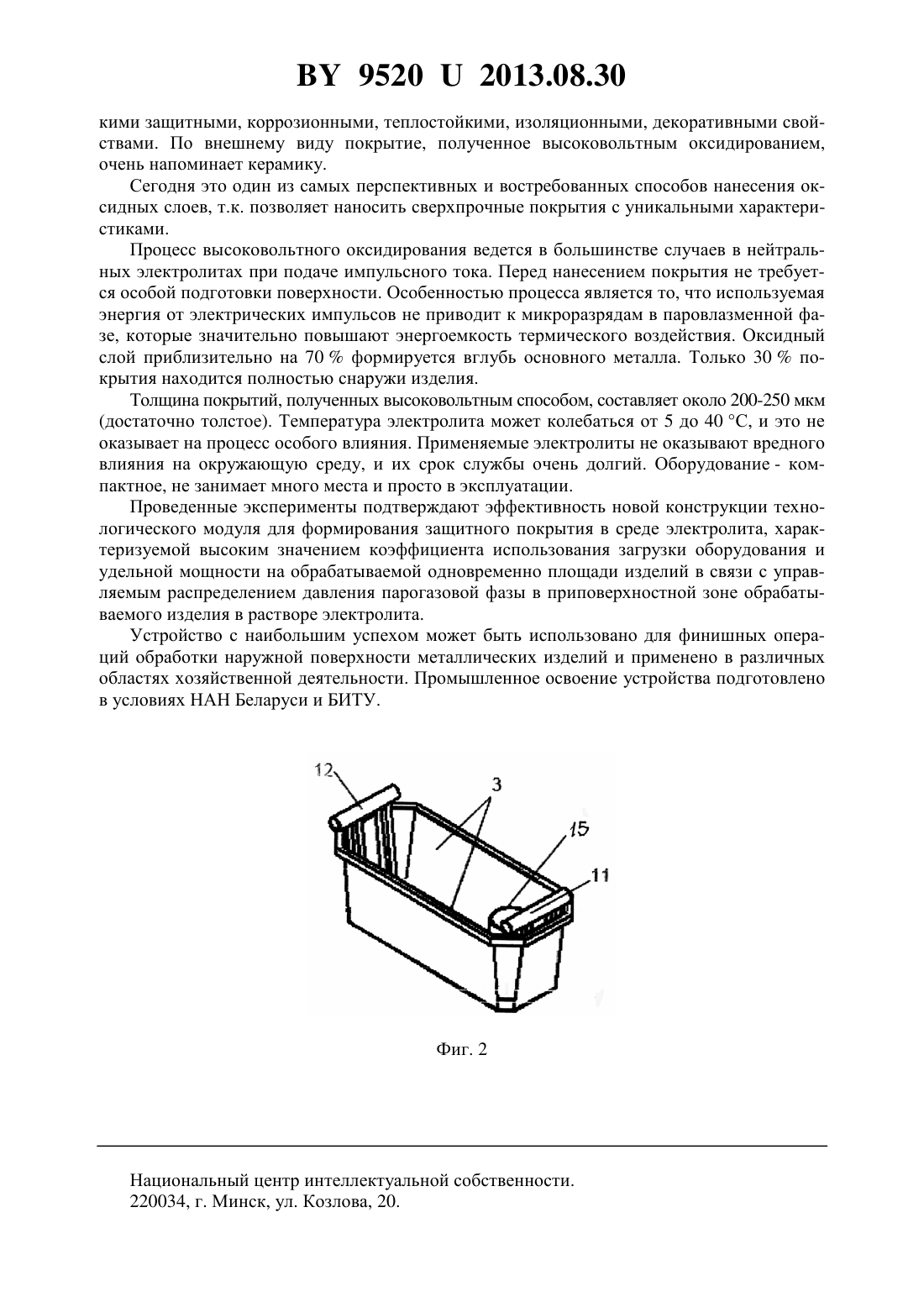
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ВЫСОКОВОЛЬТНОГО ОКСИДИРОВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ(71) Заявитель Белорусский национальный технический университет(72) Авторы Томило Вячеслав Анатольевич Поболь Игорь Леонидович Соколов Юрий Валентинович Паршуто Александр Александрович Паршуто Александр Эрнстович Хлебцевич Всеволод Алексеевич(73) Патентообладатель Белорусский национальный технический университет(57) 1. Устройство для высоковольтного оксидирования изделий из алюминия и алюминиевых сплавов, включающее ванну с электролитом, катод, токоподводы к обрабатываемому изделию и катодам, средства перемещения изделия, прокачки электролита и его охлаждения, отличающееся тем, что ванна выполнена в форме многогранной призмы, на стенках которой смонтирован по меньшей мере один катод, а дно выполнено в виде камеры для прокачки электролита, внутри которой размещены трубчатые элементы теплообменника, которые гидравлически связаны с трубчатыми элементами напорного и сливного коллекторов, расположены оппозитно над зеркалом ванны с электролитом, при этом внутри ванны смонтирован насос прокачки, гидравлически связанный с камерой для прокачки электролита. 2. Устройство по п. 1, отличающееся тем, что насос прокачки снабжен направляющим аппаратом в виде обечайки, охватывающей насос.(56) 1.94026110, МПК 23 14/24, 1997. 2. Энциклопедический словарь по металлургии. - М. Интермет Инжиниринг. - Т. 1. 2000. - С . 31-32. 3. Печатные платы. -3. -2007. - С. 22-25 С. 4. А.с. СССР 1715892, МПК 825 7/00, 1992. Полезная модель относится к машиностроению, к технологии электрохимической и электрофизической обработки металлов и оборудованию, преимущественно, для оксидирования алюминиевых заготовок методом ВЭО - высоковольтное электрохимическое оксидирование. Известна вакуумно-дуговая технологическая оснастка для нанесения покрытия в вакууме, содержащая испаритель со средством для распределения плазменного потока на поверхности подложки 1. Недостаток устройства известной технологической оснастки состоит в ограничении габаритов изделий и заготовок и в том, что его конструкция не обеспечивает равномерности получения покрытия на поверхностях сложной геометрии. Важным направлением в современной технологии электрохимического нанесения покрытий являются машины и их оснастка в виде технологических модулей для оксидирования материалов. Известна оснастка для анодирования - электрохимического нанесения защитных покрытий на поверхности металлических изделий и заготовок, содержащая источник питания,ванну - катод с электролитом, держатель для обрабатываемой заготовки - анода. Анодирование, как правило, применяют для алюминия и его сплавов 2. При оксидировании заготовок на основе алюминия и его сплавов способом ВЭО высоковольтное электрохимическое оксидирование - в щавелевом электролите с плотностью тока 1,5 А/дм 2 при импульсном значении напряжения 500 В и времени обработки 40 мин, толщина оксидной пленки составляет 401 мкм. Толщина плотного оксида(барьерный слой) - 5 мкм, толщина пористого слоя - 35 мкм. Известная технологическая оснастка позволяет получить пленки стабильного аморфного оксида алюминия при напряжениях свыше 500 В. Скорость роста пленки оксида при этом составляет 1-1,5 мкм/мин, рабочая температура - до 20 С. Повышенное напряжение формирования оксидной пленки приводит к уменьшению размера и числа пор в покрытии при коэффициенте теплопроводности оксида до 3,4 Вт/мК, а общей теплопроводности заготовки 120 Вт/мК. Шероховатость образцов алюминия сплава 5052 после химической полировки и анодирования 0,433 мкм, микротвердость - 6,5-7,5 ГПа 3. Недостаток известной технологической оснастки проявляется в ограничении технологических возможностей для производства изделий преимущественно на основе алюминия и низкой экологии вследствие значительного выпара электролита в атмосферу. Важным направлением в современной технологии электрохимического нанесения покрытий являются машины и устройства для ВЭО материалов. Технология электрохимического нанесения покрытий на листовые и пластинчатые металлические заготовки является разновидностью электролитно-разрядной обработки материалов. При этом в электролите вблизи поверхности обрабатываемого изделия образуется парогазовая оболочка, оттесняющая электролит от изделия. Ближайшим техническим решением, принятым за прототип, является устройство для высоковольтного оксидирования изделий из алюминия и алюминиевых сплавов, включающее ванну с электролитом, катод, токоподводы к обрабатываемому изделию и катоду,средства перемещения изделия, прокачки электролита, его охлаждения, источник питания постоянного тока для формирования катода и анода. Технологический модуль применяют 2 95202013.08.30 в машинах для электрохимического нанесения защитных покрытий преимущественно на листовые и пластинчатые металлические заготовки 4. Известное устройство позволяет осуществлять одновременную обработку крупной серии изделий. Недостаток прогрессивного технического решения, так же как и известных аналогов,заключается в низком значении коэффициента использования загрузки оборудования и удельной мощности на обрабатываемой одновременно площади изделий в связи с неуправляемым распределением температурного поля в растворе электролита. Недостаток известного технического решения проявляется и в том, что при одновременном погружения всех изделий возникает высокая токовая нагрузка и локальный перегрев электролита, что сужает технологические возможности в отношении производительности и отражается на стабильности качества обработки изделий и экологии. В основу полезной модели поставлена задача повышения качества обработки и расширения технологических возможностей, а также улучшения качества покрытия и экологии путем оптимизации толщины покрытия на поверхности заготовки. Решаемая задача достигается тем, что в устройстве для высоковольтного оксидирования изделий из алюминия и алюминиевых сплавов, включающем ванну с электролитом,катод, токоподводы к обрабатываемому изделию и катоду, средства перемещения изделия, прокачки электролита и его охлаждения, согласно полезной модели, ванна выполнена в форме многогранной призмы, на стенках которой смонтирован по меньшей мере один катод, а дно выполнено в виде камеры для прокачки электролита, внутри которой размещены трубчатые элементы теплообменника, которые гидравлически связаны с трубчатыми элементами напорного и сливного коллекторов, расположены оппозитно над зеркалом ванны с электролитом, при этом внутри ванны смонтирован насос прокачки, гидравлически связанный с камерой для прокачки электролита. В устройстве насос прокачки может быть снабжен направляющим аппаратом в виде обечайки, охватывающей насос. Совокупность существенных признаков полезной модели обладает новизной и неочевидностью и, следовательно, отвечает критерию изобретательский уровень. Промышленный макет полезной модели проходит опытную апробацию и, следовательно,соответствует критерию промышленная применимость. Технический результат полезной модели реализован путем образования приповерхностного стационарного температурного поля, через которое производится электрохимический массоперенос материала покрытия на поверхность изделия. Для лучшего понимания устройства рассмотрим конкретный пример его исполнения со ссылками на фигуры, где фиг. 1 - общий вид в разрезе устройства для высоковольтного оксидирования изделий из алюминия и алюминиевых сплавов фиг. 2 - аксанометрический вид устройства. Устройство по фиг. 1, 2 для высоковольтного оксидирования изделий из алюминия и алюминиевых сплавов включает токоизолированную ванну 1 с электролитом 2, катод 3,токоподводы 4 к обрабатываемому изделию 5, средство 6 перемещения изделия 5, средство 7 для прокачки электролита 2, средство охлаждения электролита 2, средство 7 для прокачки электролита 2, и теплообменника 8, и катода 3. Ванна 1 выполнена в форме многогранной призмы, на стенках которой смонтирован по меньшей мере один катод 3, а дно ванны выполнено в виде камеры 9 для прокачки электролита 2. Внутри камеры 9 размещены трубчатые элементы 10 теплообменника 8, которые гидравлически связаны с трубчатыми элементами напорного коллектора 11 и сливного коллектора 12, расположенных оппозитно над зеркалом ванны 1 с электролитом 2. Внутри ванны 1 смонтирован насос прокачки 13,гидравлически связанный с камерой 9 для прокачки электролита 2. Насос 13 прокачки снабжен направляющим аппаратом 14 в виде обечайки 15, охватывающей насос 13. 3 95202013.08.30 Устройство для высоковольтного оксидирования изделий из алюминия и алюминиевых сплавов работает следующим образом. Изделие 5 посредством средства 6 перемещения загружают в ванну 1 с электролитом 2. Посредством токоподводов 4 к обрабатываемому изделию 5 и катодам 3 подается технологическое импульсное напряжение 200-515 В и с длительностью импульсов 3,3 мс в зависимости от параметров покрытия (толщина, твердость и т.п.). Важнейшим технологическим параметром процесса оксидирования является стабильность температуры электролита 2. В процессе обработки в электролите 2 выделяется джоулево тепло, приводящее к нагреву электролита 2 и снижению параметров покрытия на изделии 5. Для охлаждения электролита 2 в ванне 1 технологический модуль оснащен средством 7 для прокачки электролита 2 и теплообменником 8. Для повышения эффективности работы теплообменника 8 и гарантированной выдержки технологического температурного интервала электролита 2 дно ванны выполнено в виде камеры 9 для прокачки электролита 2, внутри которой размещены трубчатые элементы 10 теплообменника 8,которые гидравлически связаны с трубчатыми элементами напорного 11 и сливного 12 коллекторов, расположенных оппозитно над зеркалом ванны 1 с электролитом 2. При этом внутри ванны 1 смонтирован насос прокачки 13, гидравлически связанный с камерой 9 для прокачки электролита 2. Очень важно при оксидировании алюминия и его сплавов постоянно контролировать температуру и состав электролита. При уменьшении концентрации электролита для оксидирования пленки получаются тонкие, а при увеличении и высокой температуре раствора имеют рыхлую структуру. Для выравнивания технологически заданного теплового поля электролита 2 в рабочей зоне вокруг изделия 5 насос 13 прокачки снабжен направляющим аппаратом 14 в виде обечайки 15, напорным коллектором 11, который обеспечивает закольцованное движение электролита по пути направляющий аппарат 14, камера 9 у дна ванны 1, сливной коллектор 12, рабочая зона у поверхности изделия 5. Форма ванны 1 в виде многогранной призмы позволяет оперировать количеством катодов 3, располагаемых на стенках ванны 1 в зависимости от формы обрабатываемого изделия 5. Насос 13 прокачки с напорным винтом 16 и направляющим аппаратом в виде обечайки 15 характеризуется тем, что электролит 2 с избыточной температурой в зеркальной его части захватывается верхним срезом обечайки 15 направляющего аппарата 14 и посредством напорного винта 16 прокачивается через в камеру 9 для прокачки электролита 2,внутри которой размещены трубчатые элементы теплообменника 8 с противотоком теплоносителя в теплообменнике 8 для термостатирования рабочей температуры в ванне 1 с электролитом 2. Катодов 3 может быть от 1 до 5 и более на каждой из стенок и днище призматической рабочей ванны 1. Количество катодов 3 зависит от технических требований к поверхности изделия 5, согласно которому регулируется толщина покрытия на поверхностях, оппозитных одному или другому катоду. Например, для создания защитного износостойкого покрытия на ступенчатом валу деталей машин, на шейках большего диаметра которого толщина покрытия должна превышать толщину покрытия на шейках меньшего диаметра. Для трубчатых деталей цилиндрической формы достаточно одного катода. Для трубчатых деталей сложного профиля, например звездообразного, призматической формы количество катодов соответствует количеству поверхностей данного профиля. Рассеивающая способность используемых электролитов высокая, что позволяет получать покрытия даже на сложнорельефных деталях. Оксидные пленки на алюминии, полученные методом ВЭО, состоят из двух слоев первый слой, на границе с металлом, беспористый барьерный толщиной от 0,01 до 0,1 мкм второй слой пористый и достаточно толстый (от 1 мкм до нескольких сотен мкм.). Рост окисного слоя происходит за счет утолщения внешнего слоя. Высоковольтное оксидирование изделий из алюминия и алюминиевых сплавов - метод получения многофункциональных оксидных слоев. Позволяет наносить слои с высо 4 95202013.08.30 кими защитными, коррозионными, теплостойкими, изоляционными, декоративными свойствами. По внешнему виду покрытие, полученное высоковольтным оксидированием,очень напоминает керамику. Сегодня это один из самых перспективных и востребованных способов нанесения оксидных слоев, т.к. позволяет наносить сверхпрочные покрытия с уникальными характеристиками. Процесс высоковольтного оксидирования ведется в большинстве случаев в нейтральных электролитах при подаче импульсного тока. Перед нанесением покрытия не требуется особой подготовки поверхности. Особенностью процесса является то, что используемая энергия от электрических импульсов не приводит к микроразрядам в паровлазменной фазе, которые значительно повышают энергоемкость термического воздействия. Оксидный слой приблизительно на 70 формируется вглубь основного металла. Только 30 покрытия находится полностью снаружи изделия. Толщина покрытий, полученных высоковольтным способом, составляет около 200-250 мкм(достаточно толстое). Температура электролита может колебаться от 5 до 40 С, и это не оказывает на процесс особого влияния. Применяемые электролиты не оказывают вредного влияния на окружающую среду, и их срок службы очень долгий. Оборудование - компактное, не занимает много места и просто в эксплуатации. Проведенные эксперименты подтверждают эффективность новой конструкции технологического модуля для формирования защитного покрытия в среде электролита, характеризуемой высоким значением коэффициента использования загрузки оборудования и удельной мощности на обрабатываемой одновременно площади изделий в связи с управляемым распределением давления парогазовой фазы в приповерхностной зоне обрабатываемого изделия в растворе электролита. Устройство с наибольшим успехом может быть использовано для финишных операций обработки наружной поверхности металлических изделий и применено в различных областях хозяйственной деятельности. Промышленное освоение устройства подготовлено в условиях НАН Беларуси и БИТУ. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C25F 7/00
Метки: изделий, алюминиевых, высоковольтного, устройство, алюминия, оксидирования, сплавов
Код ссылки
<a href="https://by.patents.su/5-u9520-ustrojjstvo-dlya-vysokovoltnogo-oksidirovaniya-izdelijj-iz-alyuminiya-i-alyuminievyh-splavov.html" rel="bookmark" title="База патентов Беларуси">Устройство для высоковольтного оксидирования изделий из алюминия и алюминиевых сплавов</a>
Электролит для микродугового оксидирования алюминия и его сплавов
Номер патента: 7607
Опубликовано: 30.12.2005
Авторы: Комарова Валентина Иосифовна, Жорник Виктор Иванович, Корженевский Александр Павлович, Комаров Александр Иванович, Витязь Петр Александрович
МПК: C25D 11/06
Метки: электролит, сплавов, оксидирования, микродугового, алюминия
Текст:
...При содержании алмаза менее 0,15 г/л и графита менее 0,12 г/л в предлагаемом электролите по сравнению с известным, взятым в качестве прототипа, не наблюдается существенного повышения свойств оксидокерамики. При содержании алмаза и графита, превышающем 0,5 г/л, характеристики и свойства оксидного слоя выходят на уровень постоянных значений. В этой связи нецелесообразно использование в предлагаемом электролите концентраций алмаза и графита...
Дегазатор для алюминия и алюминиевых сплавов
Номер патента: 4022
Опубликовано: 30.09.2001
Авторы: Михайловский Владимир Михайлович, Задруцкий Сергей Петрович, Розум Владимир Александрович, Бестужев Николай Иванович, Немененок Болеслав Мечеславович, Шамов Юрий Михайлович, Королев Сергей Павлович
МПК: C22B 9/10, C22B 21/06
Метки: дегазатор, алюминия, сплавов, алюминиевых
Текст:
...который не оказывает вредного воздействия на окружающую среду и экологическую обстановку. Установленные пределы содержания определяются необходимыми пределами содержания серы в дегазаторе. Примеры изготовления таблеток дегазирующих различных составов. Пример 1. Исходные порошкообразные составляющие серу в количестве 0,013 и углекислый натрий в количестве 0,052 от массы обрабатываемого расплава алюминия просушивали при 100 С в течение 4-х...
Электролит для плазменно-электролитного полирования изделий из алюминия и его сплавов
Номер патента: 7291
Опубликовано: 30.09.2005
Авторы: Ермаков Владимир Леонидович, Климова Людмила Александровна, Ващенко Светлана Владимировна, Каменев Анатолий Яковлевич, Куликов Иван Семенович
МПК: C25F 3/20
Метки: изделий, полирования, плазменно-электролитного, алюминия, электролит, сплавов
Текст:
...и травления, что создает эффект полирования алюминиевой поверхности, в том 2 7291 1 2005.09.30 числе на изделиях сложной формы, имеющих выступы, углубления и полости. Наличие в растворе глицерина изменяет коэффициент поверхностного натяжения жидкости, что приводит к образованию очень мелких газовых пузырьков и усиливает взаимодействие электролита с обрабатываемой поверхностью в углублениях и полостях, таким образом способствуя процессу...
Способ получения керамического покрытия на изделиях из алюминия или его сплавов
Номер патента: 11625
Опубликовано: 28.02.2009
Авторы: Витязь Петр Александрович, Шпилевский Эдуард Михайлович, Комаров Александр Иванович, Комарова Валентина Иосифовна
МПК: C25D 11/04
Метки: способ, получения, покрытия, или, сплавов, алюминия, керамического, изделиях
Текст:
...покрытия и сравнительно невысокая его микротвердость. Задачей настоящего изобретения является повышение твердости и износостойкости керамического покрытия, формируемого на изделиях из алюминиевых сплавов. Поставленная задача решается в способе получения керамического покрытия на изделиях из алюминия или его сплавов, включающем помещение обрабатываемого изделия в щелочной электролит, содержащий гидроксид щелочного металла, силикат щелочного...
Утеплительная вставка для алюминиевых сплавов
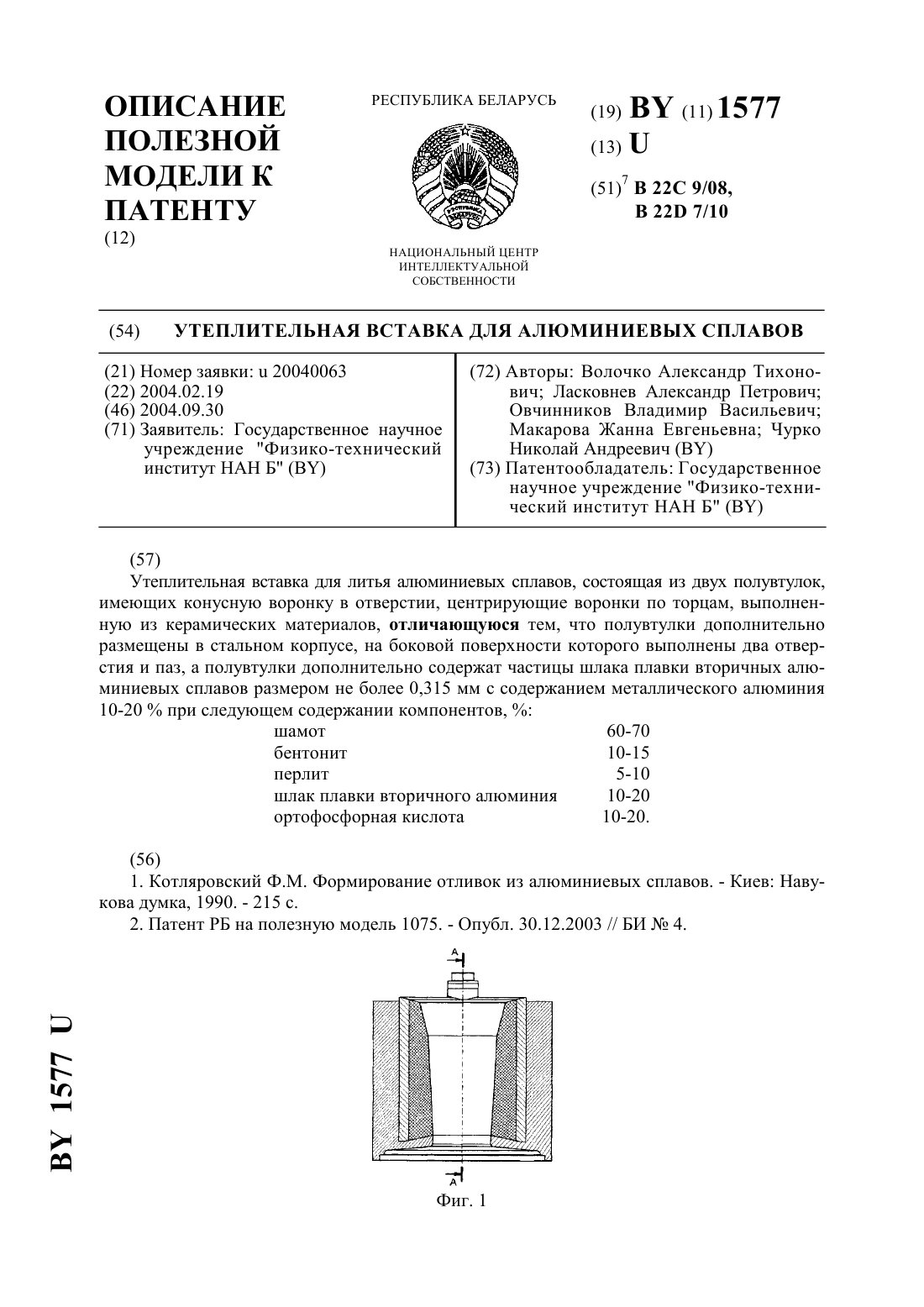
Номер патента: U 1577
Опубликовано: 30.09.2004
Авторы: Макарова Жанна Евгеньевна, Ласковнев Александр Петрович, Чурко Николай Андреевич, Волочко Александр Тихонович, Овчинников Владимир Васильевич
Метки: алюминиевых, утеплительная, сплавов, вставка
Текст:
...из керамических материалов,полувтулки дополнительно размещены в стальном корпусе, на боковой поверхности которого выполнены два отверстия и паз, а полувтулки дополнительно содержат частицы шлака плавки вторичных алюминиевых сплавов размером не более 0,315 мм с содержанием металлического алюминия 10-20 при следующем содержании компонентов, мас.шамот 60-70 бентонит 10-15 перлит 5-10 шлак плавки вторичного алюминия 10-20 ортофосфорная кислота...
Предыдущий патент: Комбинированный самолёт
Следующий патент: Устройство для определения двигательной активности стопы и голени
Случайный патент: Способ генерирования модулированных электрических сигналов в широком диапазоне несущих частот