Способ определения краевого угла смачивания
Номер патента: 9197
Опубликовано: 30.04.2007
Авторы: Киселев Михаил Григорьевич, Пилиневич Леонид Петрович, Шипица Николай Александрович, Дмитрович Александр Анатольевич, Савич Вадим Викторович, Павич Татьяна Петровна
Текст
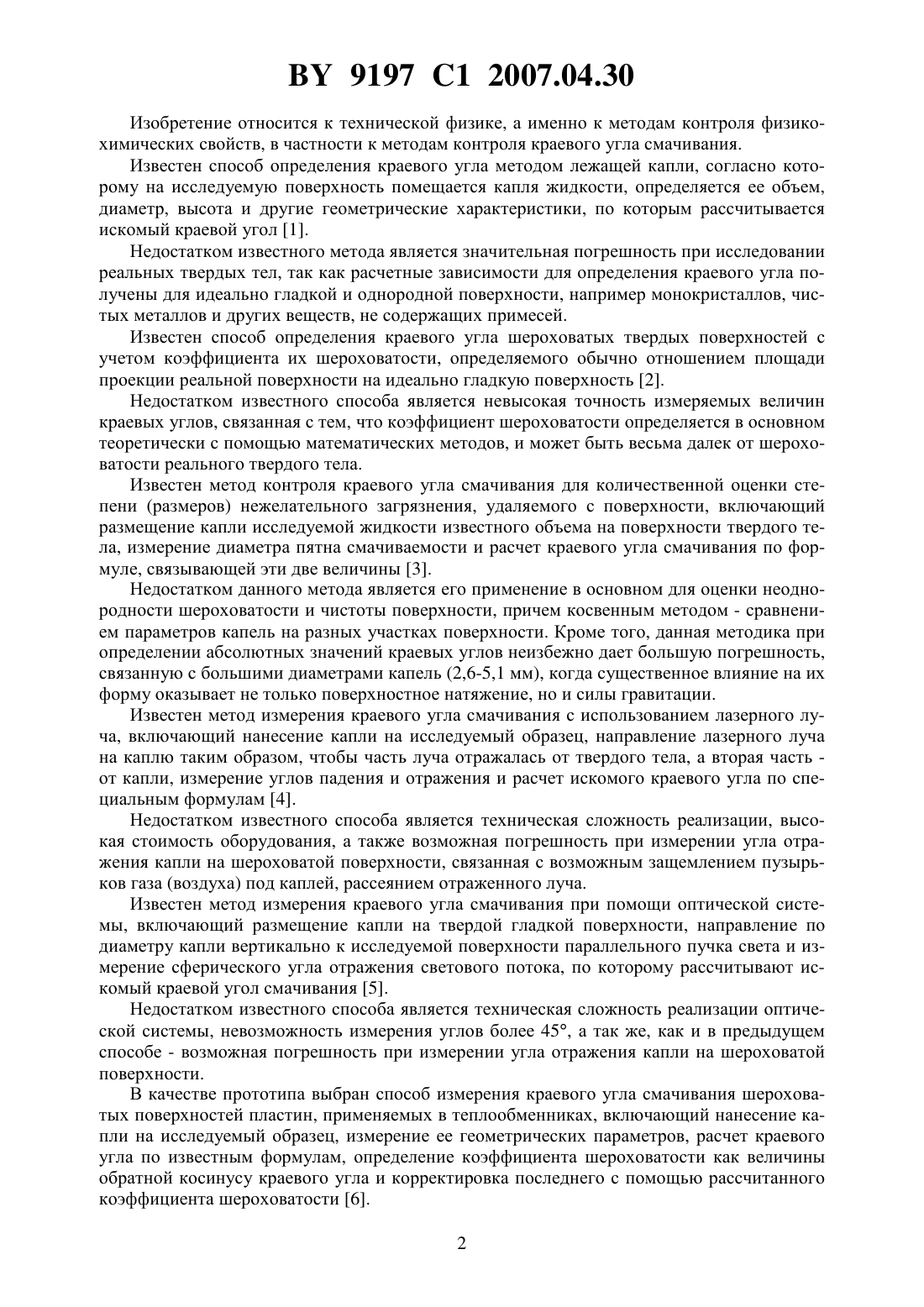
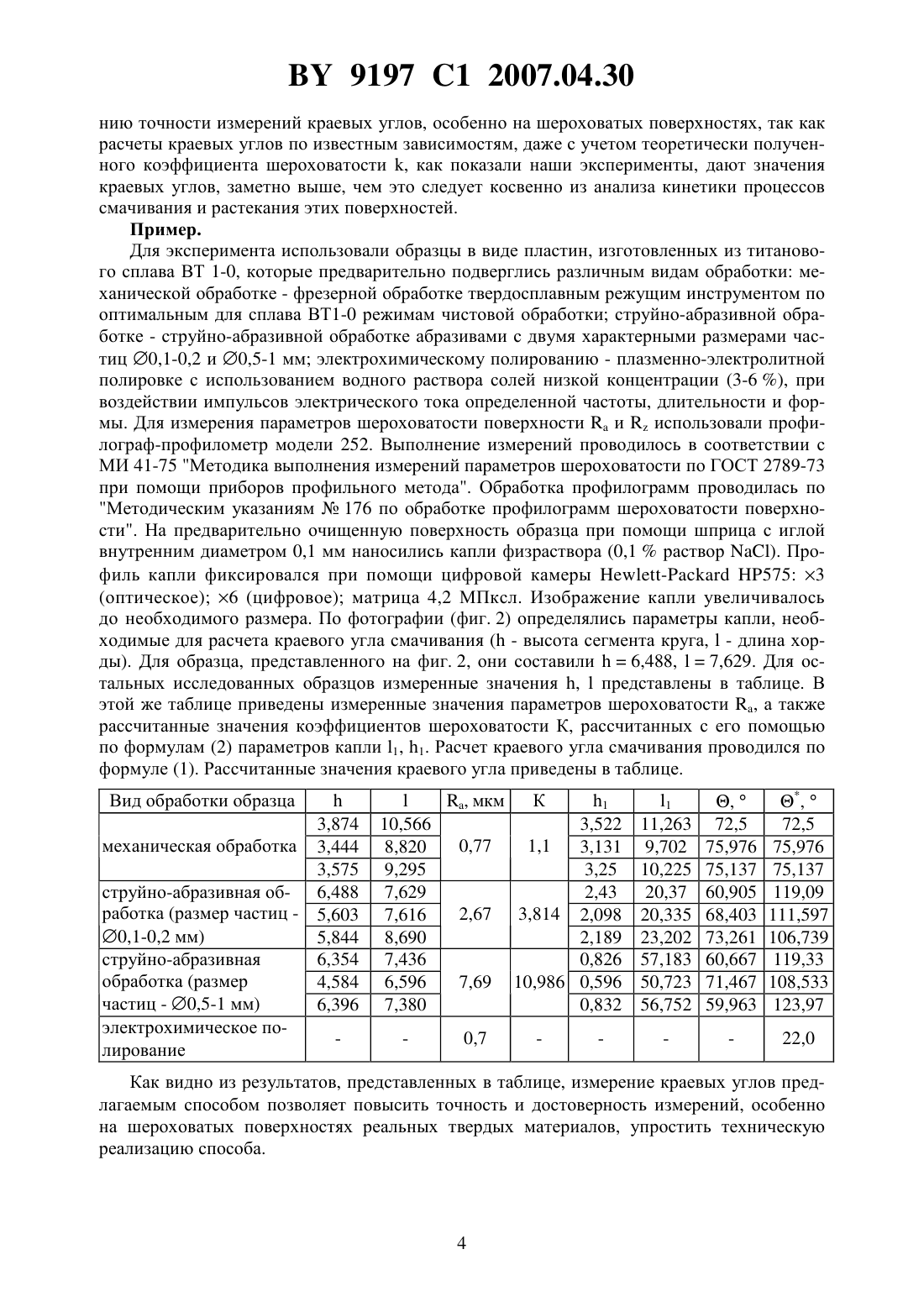
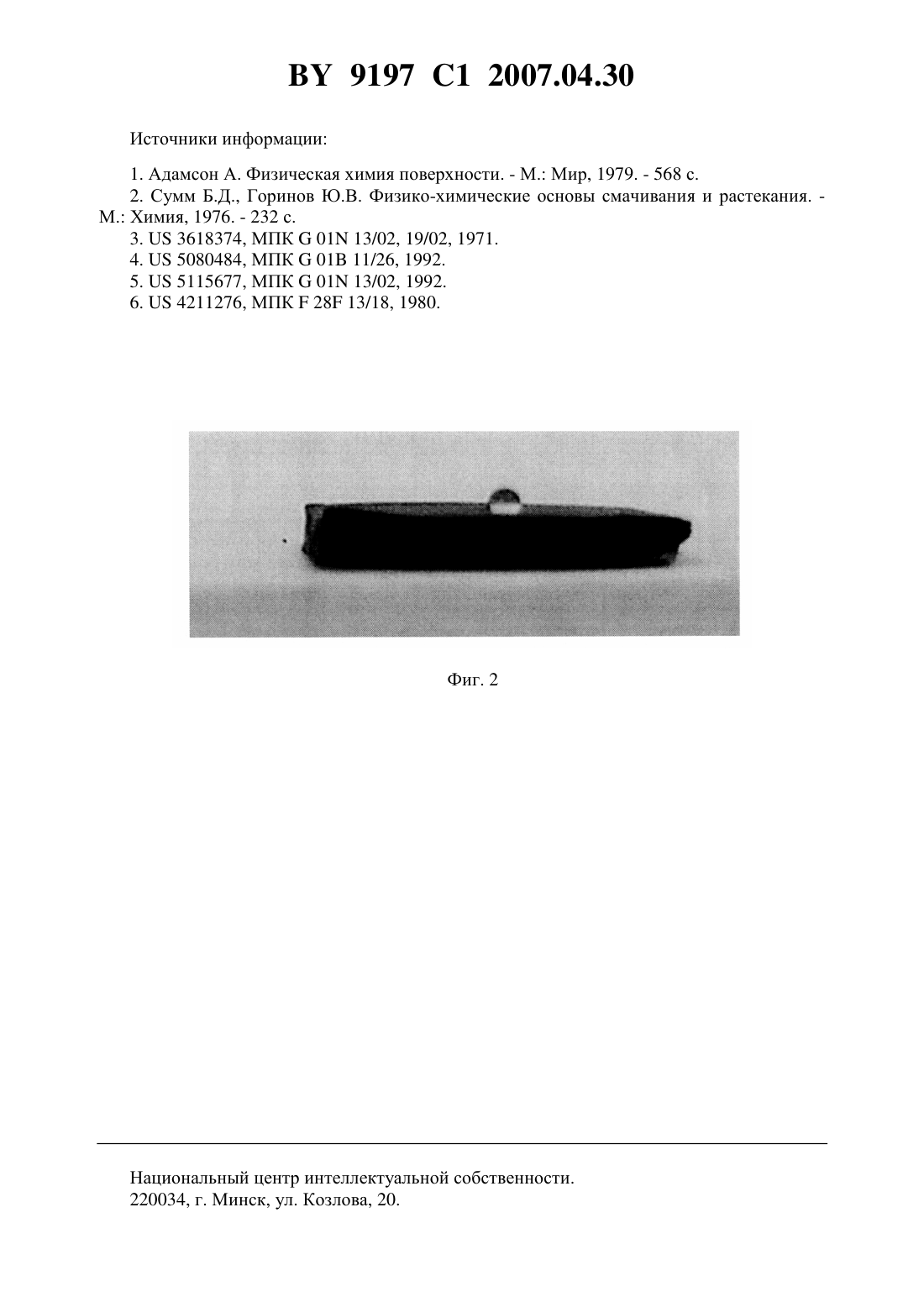
(51)01 13/02 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОПРЕДЕЛЕНИЯ КРАЕВОГО УГЛА СМАЧИВАНИЯ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Савич Вадим Викторович Шипица Николай Александрович Пилиневич Леонид Петрович Дмитрович Александр Анатольевич Киселев Михаил Григорьевич Павич Татьяна Петровна(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ определения краевого угла смачивания, включающий определение коэффициента шероховатости поверхности исследуемого образца и нанесение капли жидкости на его поверхность, отличающийся тем, что предварительно измеряют среднее арифметическое отклонение профиля поверхности исследуемого образца (шер), определяют коэффициент шероховатостикак отношение среднего арифметического отклонения профиля поверхности исследуемого образца (шер) к среднему арифметическому отклонению профиля полированной поверхности образца из того же материала (полир), фотографируют каплю, измеряют по полученному изображению ее высотуи длину хорды , после чего определяют краевой угол смачиванияиз выражения 2( / 2 ) 9197 1 2007.04.30 Изобретение относится к технической физике, а именно к методам контроля физикохимических свойств, в частности к методам контроля краевого угла смачивания. Известен способ определения краевого угла методом лежащей капли, согласно которому на исследуемую поверхность помещается капля жидкости, определяется ее объем,диаметр, высота и другие геометрические характеристики, по которым рассчитывается искомый краевой угол 1. Недостатком известного метода является значительная погрешность при исследовании реальных твердых тел, так как расчетные зависимости для определения краевого угла получены для идеально гладкой и однородной поверхности, например монокристаллов, чистых металлов и других веществ, не содержащих примесей. Известен способ определения краевого угла шероховатых твердых поверхностей с учетом коэффициента их шероховатости, определяемого обычно отношением площади проекции реальной поверхности на идеально гладкую поверхность 2. Недостатком известного способа является невысокая точность измеряемых величин краевых углов, связанная с тем, что коэффициент шероховатости определяется в основном теоретически с помощью математических методов, и может быть весьма далек от шероховатости реального твердого тела. Известен метод контроля краевого угла смачивания для количественной оценки степени (размеров) нежелательного загрязнения, удаляемого с поверхности, включающий размещение капли исследуемой жидкости известного объема на поверхности твердого тела, измерение диаметра пятна смачиваемости и расчет краевого угла смачивания по формуле, связывающей эти две величины 3. Недостатком данного метода является его применение в основном для оценки неоднородности шероховатости и чистоты поверхности, причем косвенным методом - сравнением параметров капель на разных участках поверхности. Кроме того, данная методика при определении абсолютных значений краевых углов неизбежно дает большую погрешность,связанную с большими диаметрами капель (2,6-5,1 мм), когда существенное влияние на их форму оказывает не только поверхностное натяжение, но и силы гравитации. Известен метод измерения краевого угла смачивания с использованием лазерного луча, включающий нанесение капли на исследуемый образец, направление лазерного луча на каплю таким образом, чтобы часть луча отражалась от твердого тела, а вторая часть от капли, измерение углов падения и отражения и расчет искомого краевого угла по специальным формулам 4. Недостатком известного способа является техническая сложность реализации, высокая стоимость оборудования, а также возможная погрешность при измерении угла отражения капли на шероховатой поверхности, связанная с возможным защемлением пузырьков газа (воздуха) под каплей, рассеянием отраженного луча. Известен метод измерения краевого угла смачивания при помощи оптической системы, включающий размещение капли на твердой гладкой поверхности, направление по диаметру капли вертикально к исследуемой поверхности параллельного пучка света и измерение сферического угла отражения светового потока, по которому рассчитывают искомый краевой угол смачивания 5. Недостатком известного способа является техническая сложность реализации оптической системы, невозможность измерения углов более 45, а так же, как и в предыдущем способе - возможная погрешность при измерении угла отражения капли на шероховатой поверхности. В качестве прототипа выбран способ измерения краевого угла смачивания шероховатых поверхностей пластин, применяемых в теплообменниках, включающий нанесение капли на исследуемый образец, измерение ее геометрических параметров, расчет краевого угла по известным формулам, определение коэффициента шероховатости как величины обратной косинусу краевого угла и корректировка последнего с помощью рассчитанного коэффициента шероховатости 6. 2 9197 1 2007.04.30 Недостатками данного метода следующие. Значительная погрешность откорректированного краевого угла смачивания, связанная с тем, что коэффициент шероховатости определяется по измеренному краевому углу. Еще одним недостатком метода является ограничение его технических возможностей - невозможность измерения краевых углов более 90, так как определенный по этому методу коэффициент шероховатости примет отрицательные значения. Задача изобретения - повышение точности измерения краевых углов смачивания с учетом шероховатости поверхности исследуемого образца, а также расширение технических возможностей метода, повышение достоверности. Поставленная задача достигается тем, что в известном способе, включающем определение коэффициента шероховатости поверхности исследуемого образца и нанесение капли жидкости на его поверхность, предварительно измеряют среднее арифметическое отклонений профиля поверхности исследуемого образца (шер), определяют коэффициент шероховатостикак отношение среднего арифметического отклонения профиля поверхности исследуемого образца (шер) к среднему арифметическому отклонению профиля полированной поверхности образца из того же материала (полир), фотографируют каплю,измеряют по полученному изображению ее высотуи длину хорды , после чего определяют краевой угол смачиванияпо формуле 2( / 2) 242 Способ определения краевого угла смачивания поясняется чертежом, где на фиг. 1 геометрические параметры капли, а на фиг. 2 - фотография капли. Способ определения краевого угла смачивания осуществляется следующим образом. На образце исследуемого материала 1 (фиг. 1) измеряют параметр шероховатости(шер) любым известным и аттестованным прибором. Из того же материала изготавливают образец, который подвергают шлифовке и полировке любым известным методом (например, механической обработкой, химической или электрохимической обработкой и т.п.), а затем измеряют тот же параметр шероховатости на полированной поверхности (полир). На исследуемый образец при помощи шприца, микропипетки и т.п. наносят каплю жидкости 2. При помощи любого известного оптического устройства - компаратора, зрительной трубы, цифровой камеры и т.п. фиксируют профиль и параметры капли в плоскости, перпендикулярной поверхности исследуемого образца. По полученному изображению определяют параметры каплии . По измеренным значениям параметров шероховатости на исследуемой и полированной поверхности образцов материала рассчитывают коэффициент шероховатостикак отношение параметров шероховатости исследуемой к полированной поверхностей (например, (шер) / (полир. При помощи коэффициентарассчитывают параметры капли 1 и 1 (фиг. 1) по выражениям(2) 11/ . Затем по формуле (1) рассчитывают искомые значения краевого угла смачивания. Измерение параметров шероховатости на исследуемой и полированной поверхности образцов материала независимым методом, а затем расчет по измеренным параметрам коэффициента шероховатостиповышает точность и достоверность результатов по сравнению с прототипом и аналогами, так как в них коэффициент шероховатости определяется теоретическим методом по идеализированным моделям шероховатых и неоднородных поверхностей, упрощенно представляющих истинную поверхность реальных материалов. Измерение геометрических параметров капли на ее увеличенном изображении, например с использованием компьютерной техники и современного программного обеспечения с,одной стороны, повышает точность измерений, а с другой стороны, упрощает техническую реализацию способа, так как способ может быть реализован с помощью обычных технических средств, например, имеющихся в любой ЦЗЛ. Расчет искомой величины по формуле (1), полученной теоретико-эмпирическим путем, также способствует повыше 3 9197 1 2007.04.30 нию точности измерений краевых углов, особенно на шероховатых поверхностях, так как расчеты краевых углов по известным зависимостям, даже с учетом теоретически полученного коэффициента шероховатости , как показали наши эксперименты, дают значения краевых углов, заметно выше, чем это следует косвенно из анализа кинетики процессов смачивания и растекания этих поверхностей. Пример. Для эксперимента использовали образцы в виде пластин, изготовленных из титанового сплава ВТ 1-0, которые предварительно подверглись различным видам обработки механической обработке - фрезерной обработке твердосплавным режущим инструментом по оптимальным для сплава ВТ 1-0 режимам чистовой обработки струйно-абразивной обработке - струйно-абразивной обработке абразивами с двумя характерными размерами частиц 0,1-0,2 и 0,5-1 мм электрохимическому полированию - плазменно-электролитной полировке с использованием водного раствора солей низкой концентрации (3-6 ), при воздействии импульсов электрического тока определенной частоты, длительности и формы. Для измерения параметров шероховатости поверхностиииспользовали профилограф-профилометр модели 252. Выполнение измерений проводилось в соответствии с МИ 41-75 Методика выполнения измерений параметров шероховатости по ГОСТ 2789-73 при помощи приборов профильного метода. Обработка профилограмм проводилась по Методическим указаниям 176 по обработке профилограмм шероховатости поверхности. На предварительно очищенную поверхность образца при помощи шприца с иглой внутренним диаметром 0,1 мм наносились капли физраствора (0,1 раствор ). Профиль капли фиксировался при помощи цифровой камеры - 575 3(оптическое) 6 (цифровое) матрица 4,2 МПксл. Изображение капли увеличивалось до необходимого размера. По фотографии (фиг. 2) определялись параметры капли, необходимые для расчета краевого угла смачивания ( - высота сегмента круга,- длина хорды). Для образца, представленного на фиг. 2, они составили 6,488,7,629. Для остальных исследованных образцов измеренные значения ,представлены в таблице. В этой же таблице приведены измеренные значения параметров шероховатости , а также рассчитанные значения коэффициентов шероховатости К, рассчитанных с его помощью по формулам (2) параметров капли 1, 1. Расчет краевого угла смачивания проводился по формуле (1). Рассчитанные значения краевого угла приведены в таблице. Вид обработки образца Как видно из результатов, представленных в таблице, измерение краевых углов предлагаемым способом позволяет повысить точность и достоверность измерений, особенно на шероховатых поверхностях реальных твердых материалов, упростить техническую реализацию способа. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: G01N 13/02
Метки: смачивания, угла, способ, определения, краевого
Код ссылки
<a href="https://by.patents.su/5-9197-sposob-opredeleniya-kraevogo-ugla-smachivaniya.html" rel="bookmark" title="База патентов Беларуси">Способ определения краевого угла смачивания</a>
Измерительный комплекс для контроля краевого угла смачивания на плоских поверхностях
Номер патента: U 2167
Опубликовано: 30.09.2005
Авторы: Сарока Дмитрий Игнатьевич, Шипица Николай Александрович, Павич Татьяна Петровна, Киселев Михаил Григорьевич, Савич Вадим Викторович
МПК: G01N 13/02
Метки: поверхностях, плоских, контроля, измерительный, комплекс, смачивания, краевого, угла
Текст:
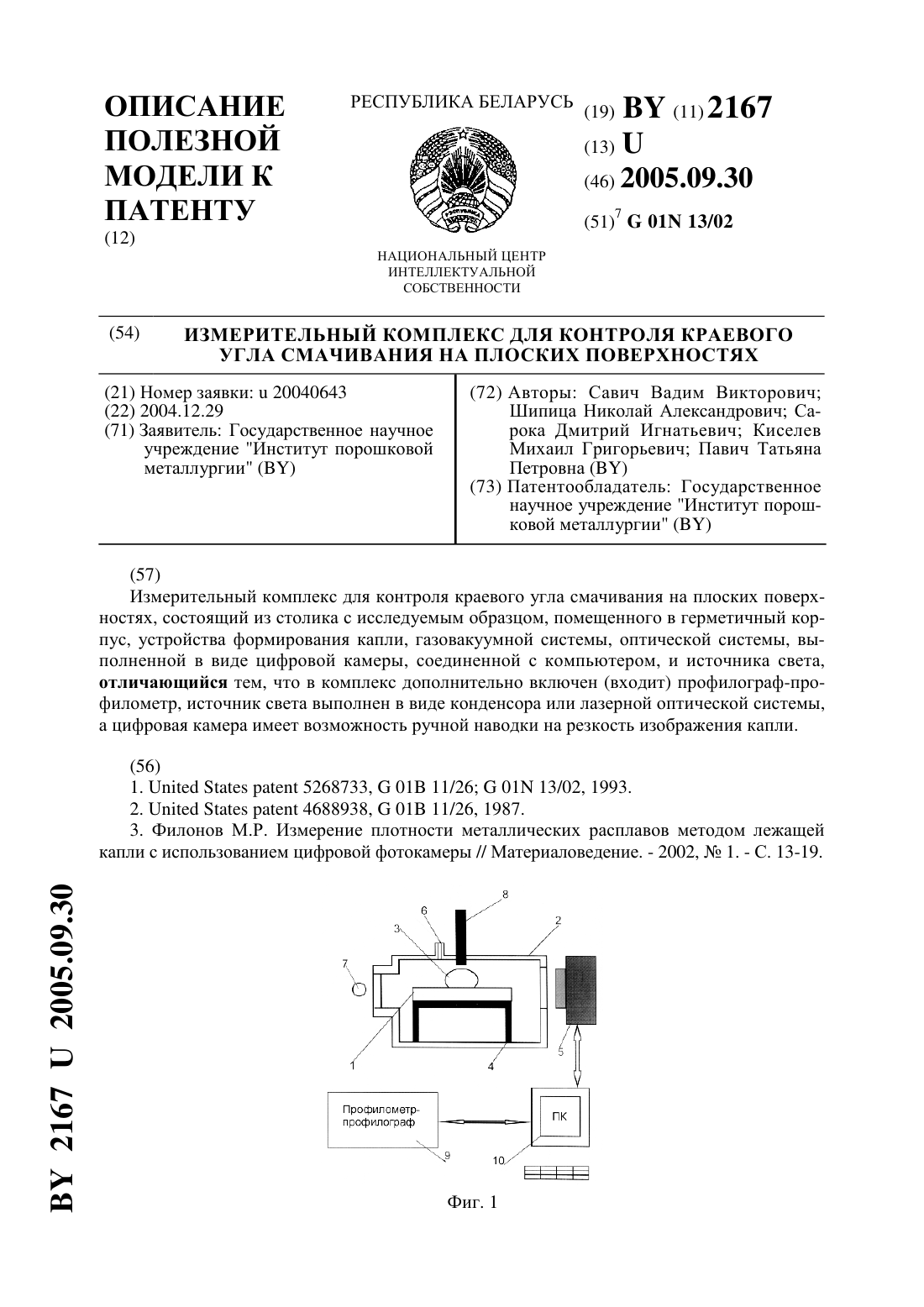
...столика с исследуемым образцом, помещенного в герметичный корпус, устройства формирования капли, газовакуумной системы, оптической системы, выполненной в виде цифровой камеры, соединенной с компьютером, и источника света с рассеивающим светофильтром 3. Недостатки данного устройства следующие. Невысокая точность измерений, связанная с возможным искажением действительного профиля и размеров капли, вызванная искажениями светового потока на...
Способ определения распространения границы смачивания и краевого угла внутри капилляров пористого материала, устройство и автоматизированная система измерения, его реализующие
Номер патента: 8807
Опубликовано: 30.12.2006
Авторы: Марцуль Владимир Николаевич, Жарский Сергей Евгеньевич, Сарока Виктор Викторович, КУЗЬМИЦКИЙ Иосиф Фелицианович, ОРОБЕЙ Игорь Олегович, ГРИНЮК Дмитрий Анатольевич
МПК: G01N 13/02, G01N 13/00
Метки: автоматизированная, смачивания, определения, пористого, распространения, реализующие, краевого, способ, система, внутри, измерения, устройство, капилляров, угла, материала, границы
Текст:
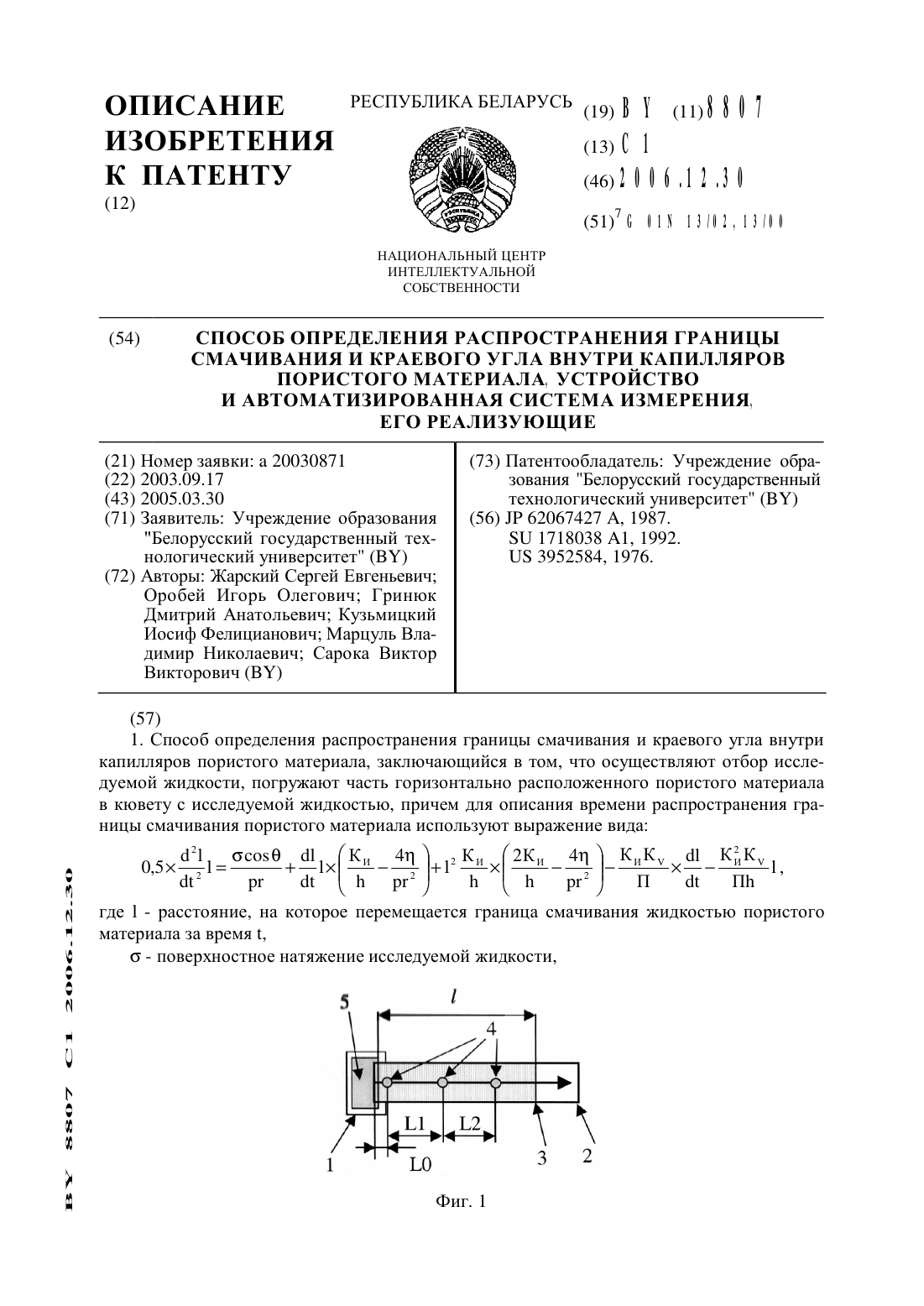
...участков выбор длины начального участка по постоянству коэффициента испарения расчет величины, пропорциональной косинусу угла смачивания, по измеренным временам смачивания последовательных участков синтез уравнения, описывающего распространение границы смачивания.Сущность способа и реализующих его устройств поясняются на фиг. 1, фиг. 2, фиг. 3,фиг. 4, фиг. 5, фиг. 6, фиг. 7. На фиг. 1 схематично изображена упрощенная модель элемента...
Способ определения толщины полимерного покрытия на резино-технических изделиях
Номер патента: 5594
Опубликовано: 30.12.2003
Авторы: Казаченко Виктор Павлович, Щебров Александр Владимирович, Егоров Александр Иванович, Рогачев Александр Владимирович, Саркисов Олег Армаисович
МПК: G01B 11/06
Метки: способ, резино-технических, изделиях, определения, покрытия, полимерного, толщины
Текст:
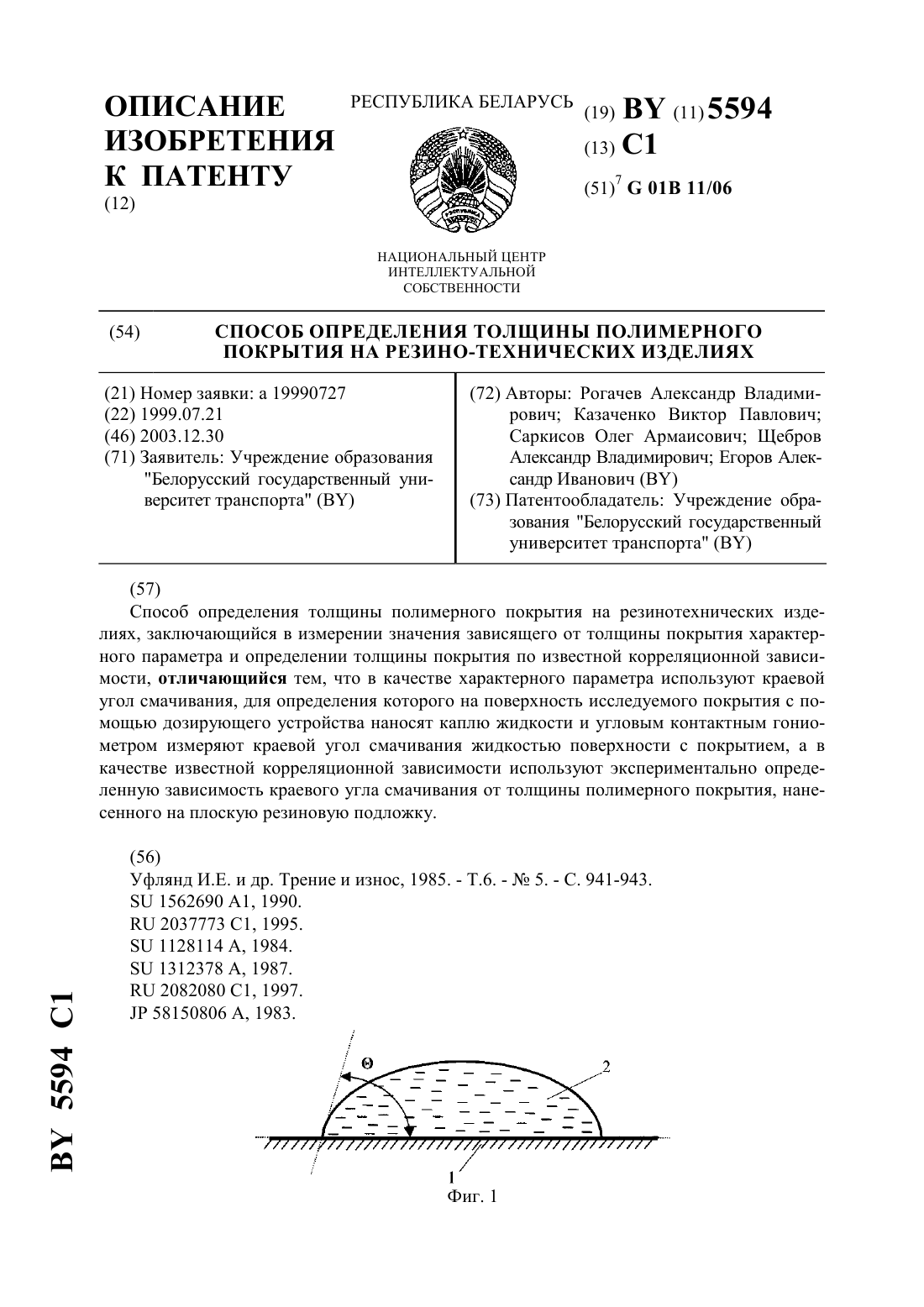
...равномерности нанесения покрытия на различных участках поверхности эластомера. Способ определения толщины полимерного покрытия на резинотехнических изделиях включает в себя измерение значения, зависящего от толщины покрытия характерного параметра, - краевого угла смачивания жидкостью (дистиллированной водой или глицерином) поверхности и определение толщины покрытия по известной корреляционной зависимости. На поверхность исследуемого покрытия с...
Образец акустической нагрузки для определения угла ввода притёртых наклонных ультразвуковых преобразователей
Номер патента: U 2886
Опубликовано: 30.06.2006
Авторы: Добров Александр Анатольевич, Павловский Александр Александрович
МПК: G01N 29/04
Метки: акустической, определения, угла, нагрузки, притёртых, ввода, ультразвуковых, преобразователей, наклонных, образец
Текст:
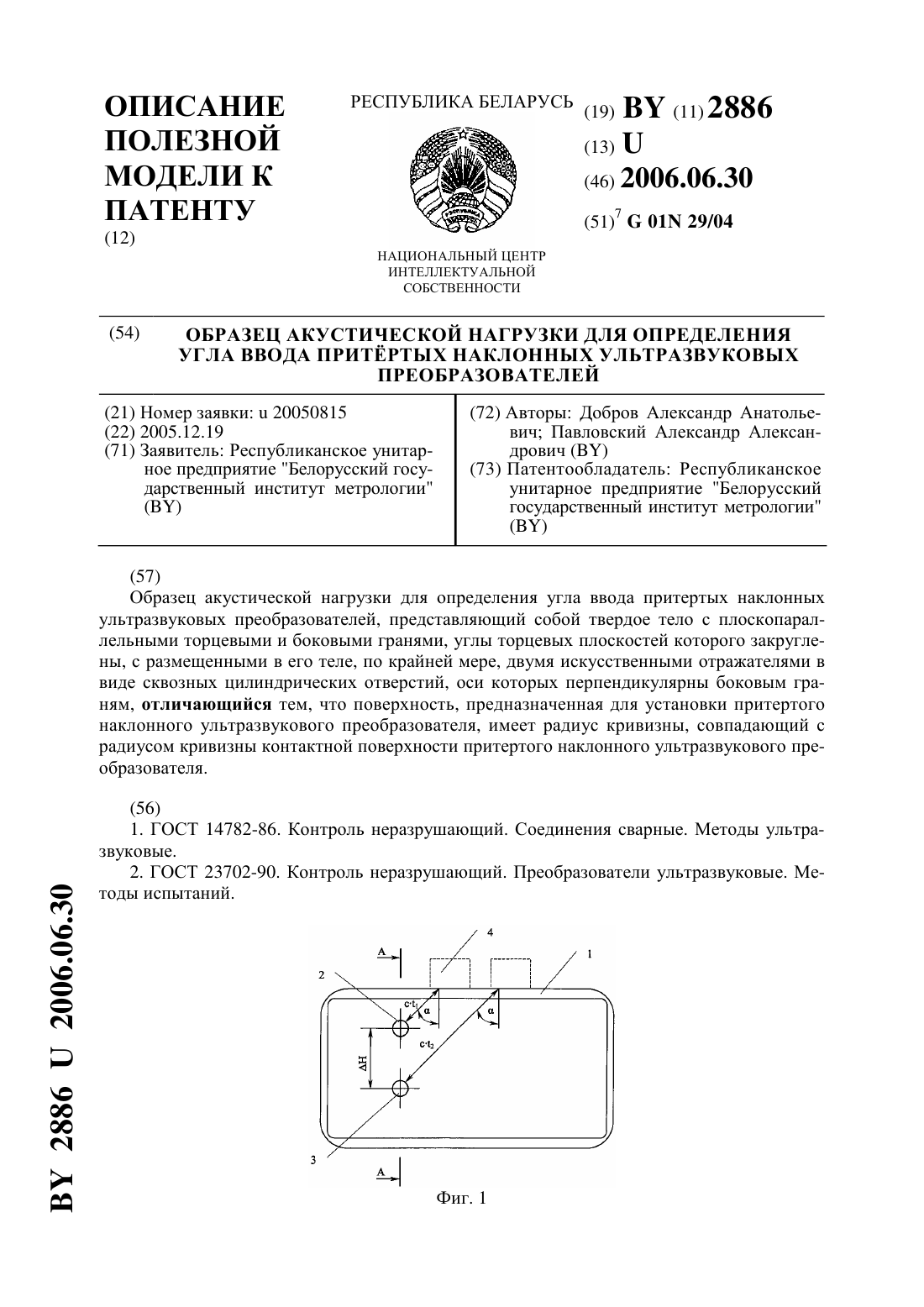
...полезной модели является создание образца акустической нагрузки для определения угла ввода притертых наклонных ультразвуковых преобразователей, который позволит повысить точность определения угла ввода притертых наклонных ультразвуковых преобразователей для увеличения достоверности контроля качества проверяемых изделий и метрологического обеспечения притертых наклонных ультразвуковых преобразователей. Задача решается за счет того, что...
Устройство определения угла поворота на эффекте Холла
Номер патента: 3713
Опубликовано: 30.12.2000
Авторы: Ярмолович Вячеслав Алексеевич, Анищик Виктор Михайлович
МПК: G01B 7/30
Метки: эффекте, поворота, устройство, холла, определения, угла
Текст:
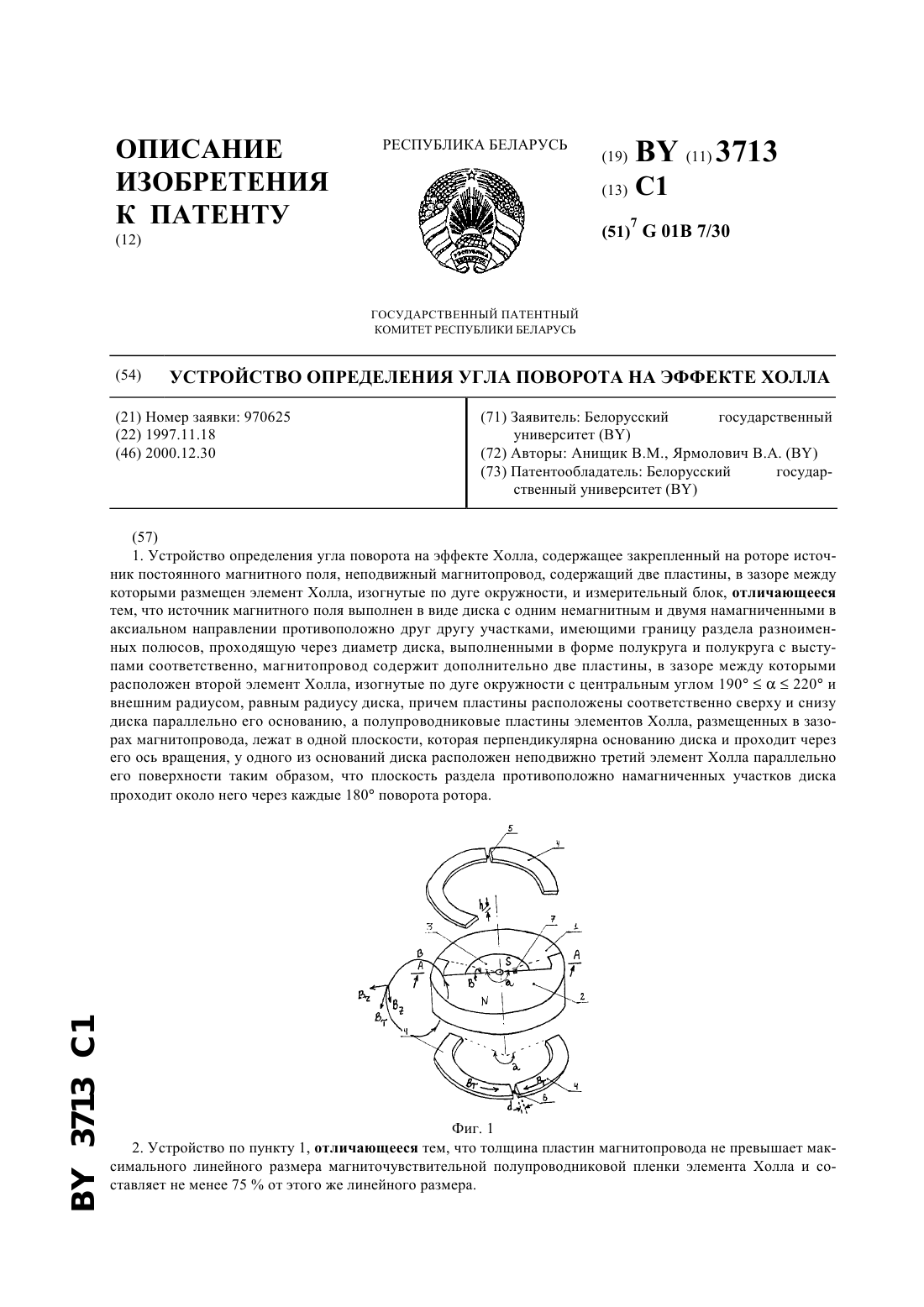
...переключением этих диапазонов с помощью третьего элемента Холла таким образом, что отпадает необходимость в компьютерной обработке аналоговых сигналов 1 и 2. К этим элементам относится ферромагнитный диск, в котором два участка из трех намагничены в аксиальном направлении противоположно друг другу и выполнены в форме полукруга и полукруга с выступами, имеют границу раздела разноименных полюсов, проходящую через диаметр диска....
Предыдущий патент: Способ получения потока положительных ионов
Следующий патент: Вертикальная роторная установка с опорой на подушке из текучей среды
Случайный патент: Гусеничный трактор