Устройство для электродуговой металлизации
Номер патента: U 699
Опубликовано: 30.12.2002
Текст
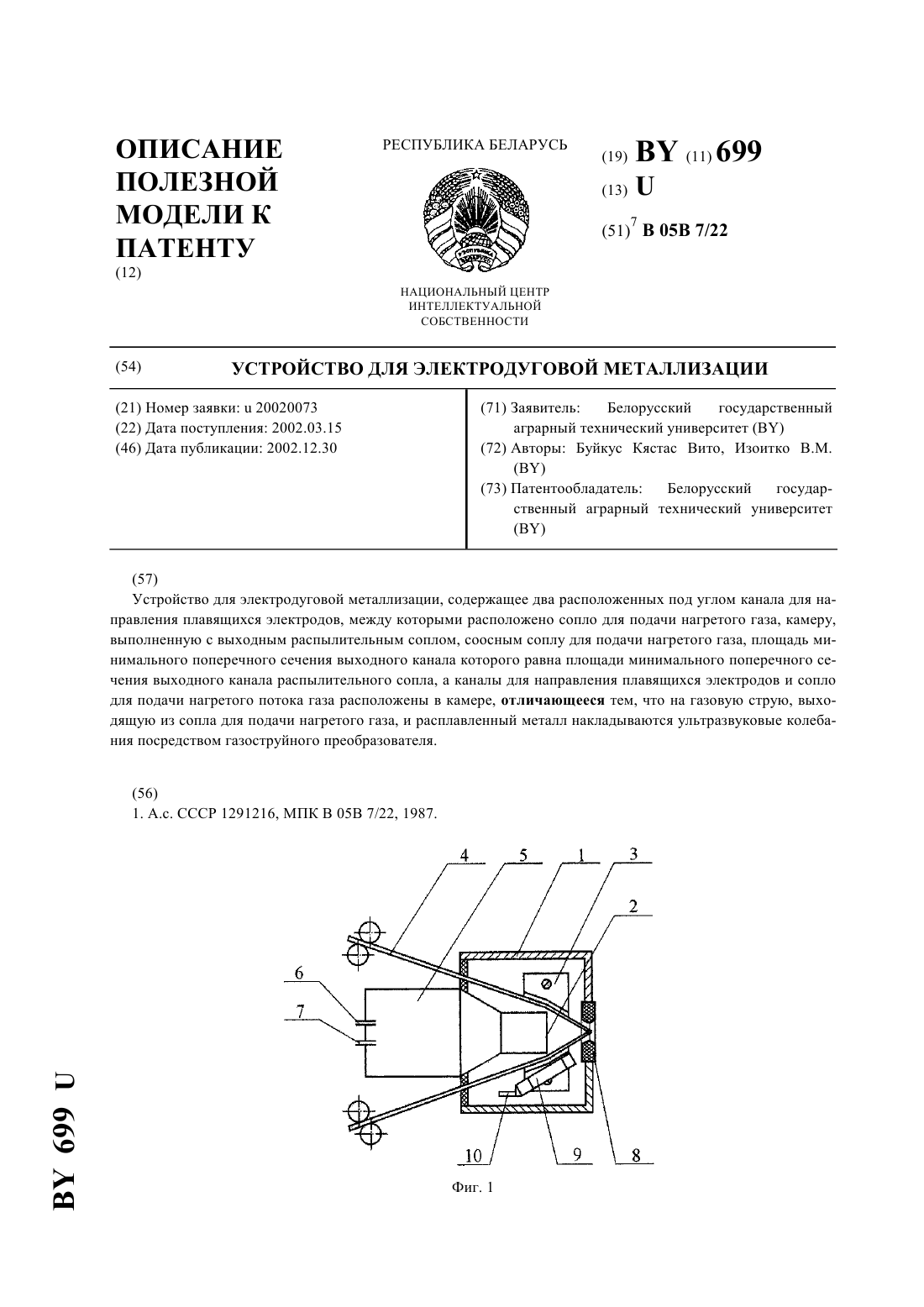
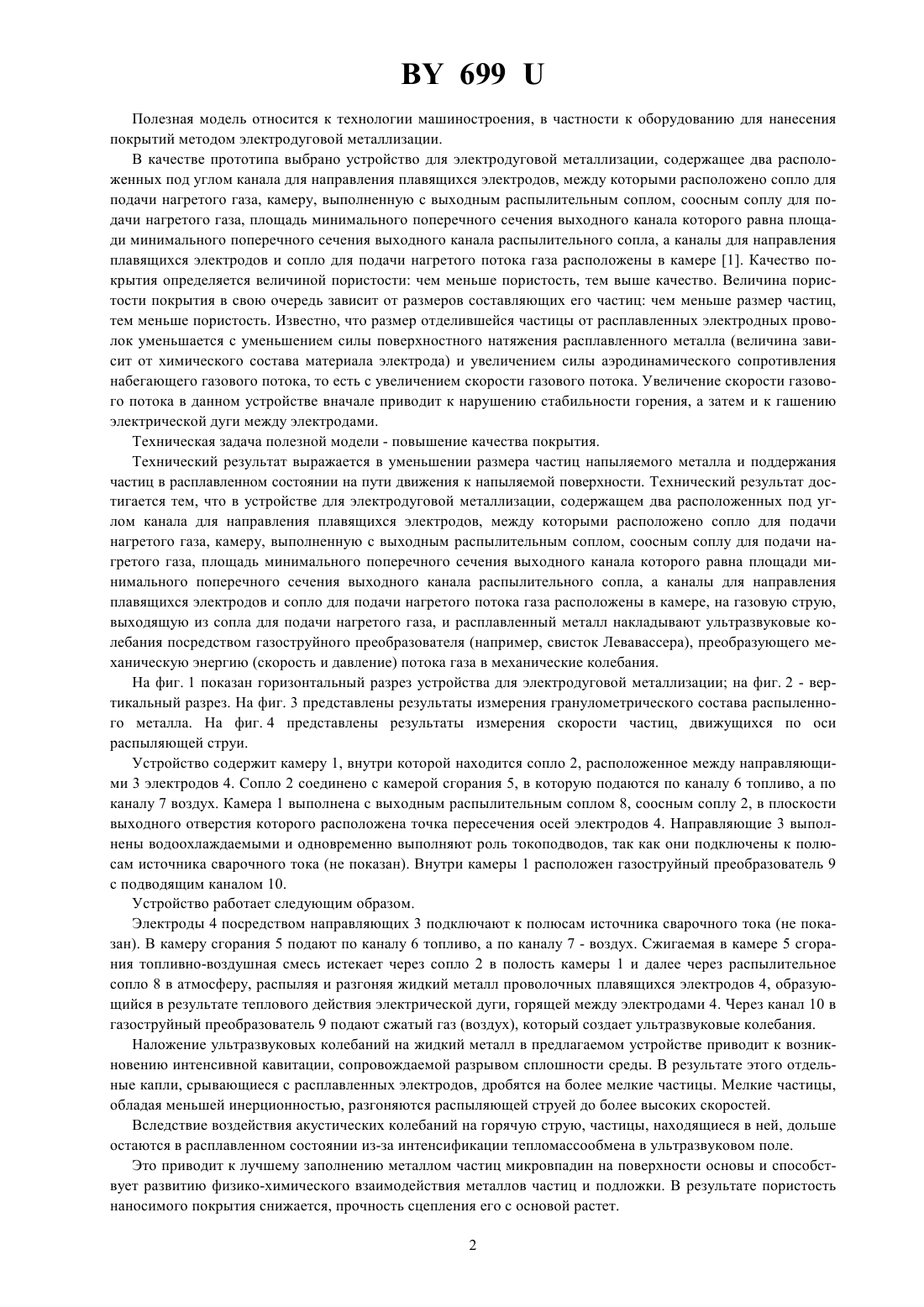
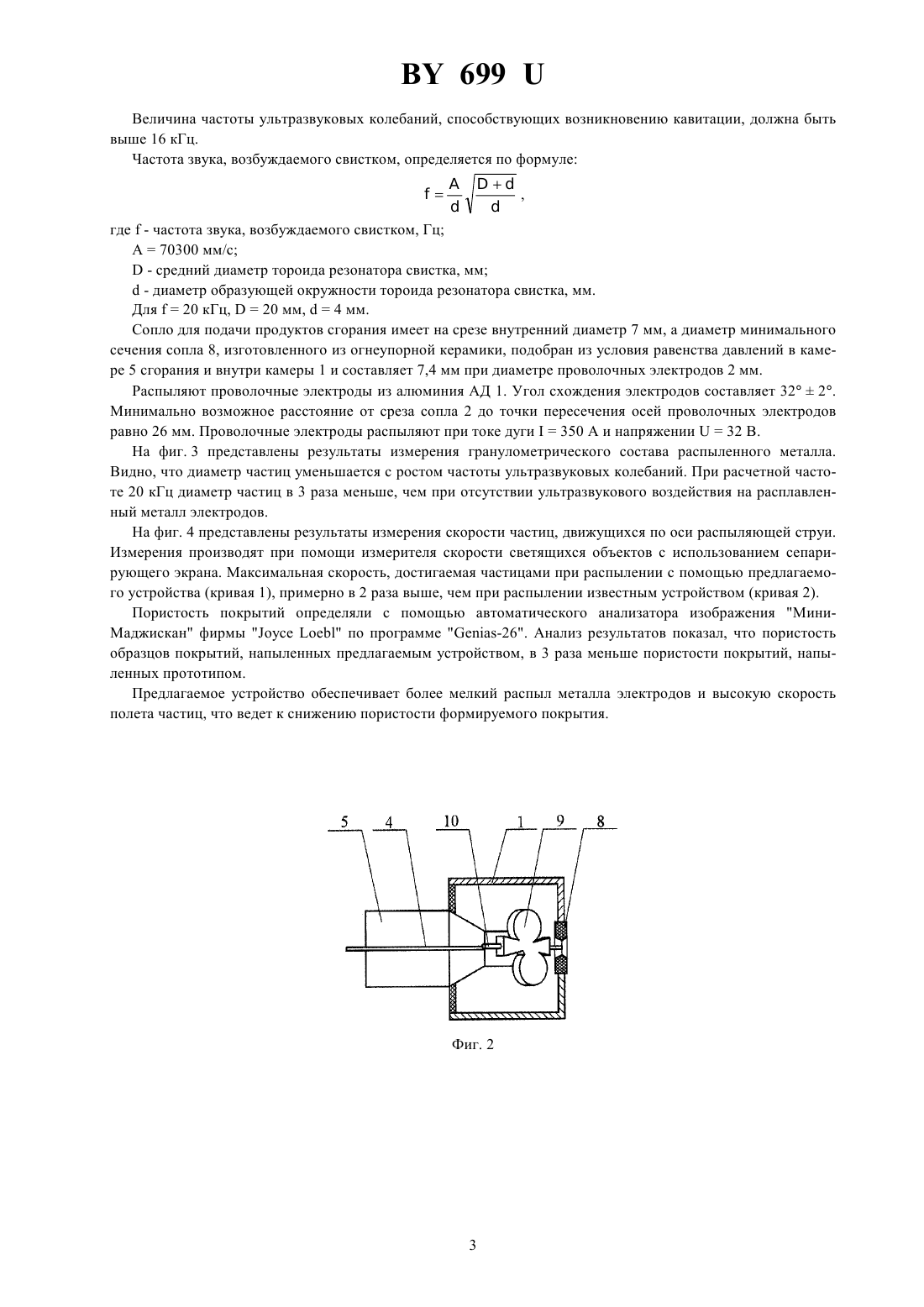
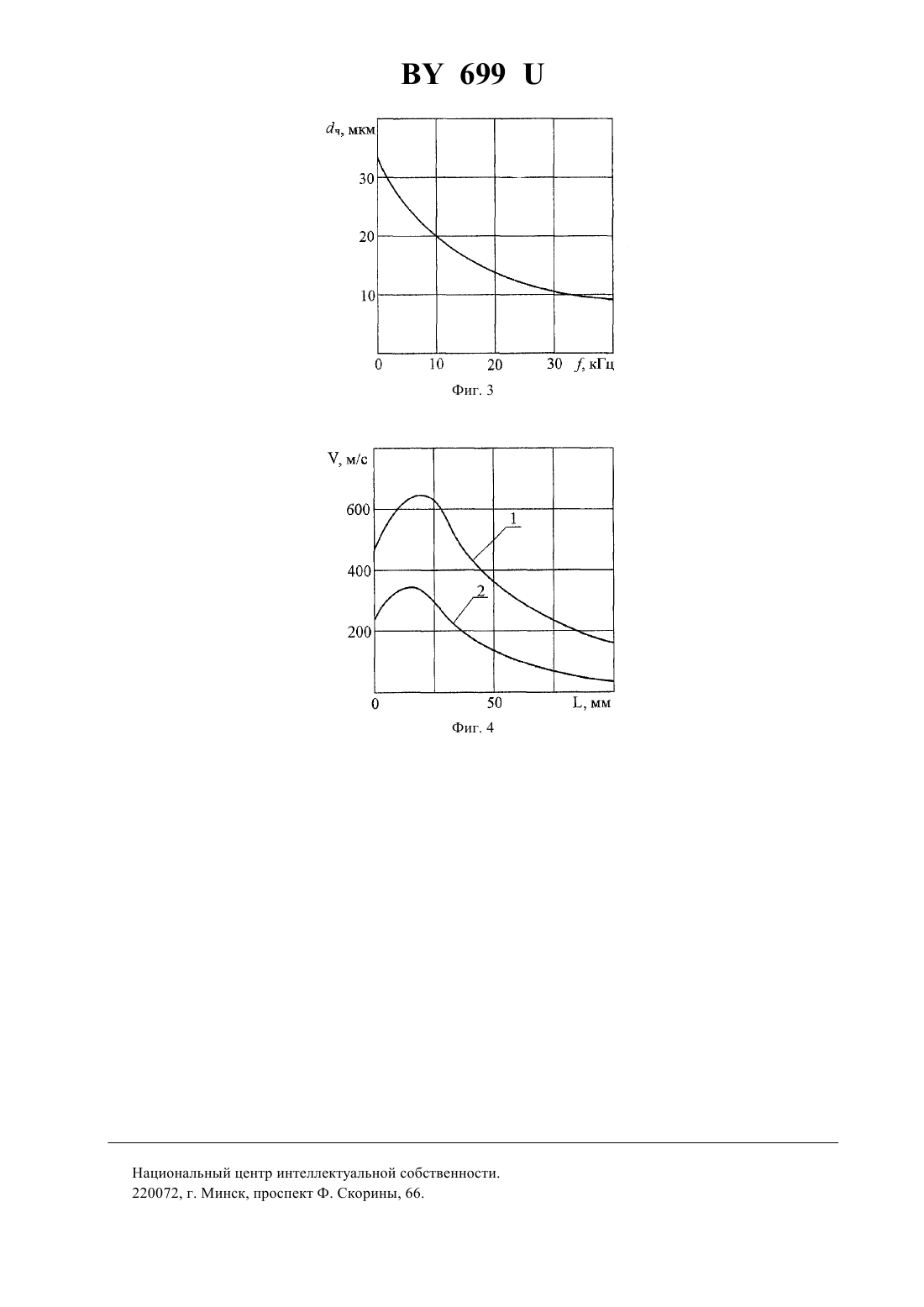
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ(71) Заявитель Белорусский государственный аграрный технический университет(72) Авторы Буйкус Кястас Вито, Изоитко В.М.(73) Патентообладатель Белорусский государственный аграрный технический университет(57) Устройство для электродуговой металлизации, содержащее два расположенных под углом канала для направления плавящихся электродов, между которыми расположено сопло для подачи нагретого газа, камеру,выполненную с выходным распылительным соплом, соосным соплу для подачи нагретого газа, площадь минимального поперечного сечения выходного канала которого равна площади минимального поперечного сечения выходного канала распылительного сопла, а каналы для направления плавящихся электродов и сопло для подачи нагретого потока газа расположены в камере, отличающееся тем, что на газовую струю, выходящую из сопла для подачи нагретого газа, и расплавленный металл накладываются ультразвуковые колебания посредством газоструйного преобразователя. 699 Полезная модель относится к технологии машиностроения, в частности к оборудованию для нанесения покрытий методом электродуговой металлизации. В качестве прототипа выбрано устройство для электродуговой металлизации, содержащее два расположенных под углом канала для направления плавящихся электродов, между которыми расположено сопло для подачи нагретого газа, камеру, выполненную с выходным распылительным соплом, соосным соплу для подачи нагретого газа, площадь минимального поперечного сечения выходного канала которого равна площади минимального поперечного сечения выходного канала распылительного сопла, а каналы для направления плавящихся электродов и сопло для подачи нагретого потока газа расположены в камере 1. Качество покрытия определяется величиной пористости чем меньше пористость, тем выше качество. Величина пористости покрытия в свою очередь зависит от размеров составляющих его частиц чем меньше размер частиц,тем меньше пористость. Известно, что размер отделившейся частицы от расплавленных электродных проволок уменьшается с уменьшением силы поверхностного натяжения расплавленного металла (величина зависит от химического состава материала электрода) и увеличением силы аэродинамического сопротивления набегающего газового потока, то есть с увеличением скорости газового потока. Увеличение скорости газового потока в данном устройстве вначале приводит к нарушению стабильности горения, а затем и к гашению электрической дуги между электродами. Техническая задача полезной модели - повышение качества покрытия. Технический результат выражается в уменьшении размера частиц напыляемого металла и поддержания частиц в расплавленном состоянии на пути движения к напыляемой поверхности. Технический результат достигается тем, что в устройстве для электродуговой металлизации, содержащем два расположенных под углом канала для направления плавящихся электродов, между которыми расположено сопло для подачи нагретого газа, камеру, выполненную с выходным распылительным соплом, соосным соплу для подачи нагретого газа, площадь минимального поперечного сечения выходного канала которого равна площади минимального поперечного сечения выходного канала распылительного сопла, а каналы для направления плавящихся электродов и сопло для подачи нагретого потока газа расположены в камере, на газовую струю,выходящую из сопла для подачи нагретого газа, и расплавленный металл накладывают ультразвуковые колебания посредством газоструйного преобразователя (например, свисток Левавассера), преобразующего механическую энергию (скорость и давление) потока газа в механические колебания. На фиг. 1 показан горизонтальный разрез устройства для электродуговой металлизации на фиг. 2 - вертикальный разрез. На фиг. 3 представлены результаты измерения гранулометрического состава распыленного металла. На фиг. 4 представлены результаты измерения скорости частиц, движущихся по оси распыляющей струи. Устройство содержит камеру 1, внутри которой находится сопло 2, расположенное между направляющими 3 электродов 4. Сопло 2 соединено с камерой сгорания 5, в которую подаются по каналу 6 топливо, а по каналу 7 воздух. Камера 1 выполнена с выходным распылительным соплом 8, соосным соплу 2, в плоскости выходного отверстия которого расположена точка пересечения осей электродов 4. Направляющие 3 выполнены водоохлаждаемыми и одновременно выполняют роль токоподводов, так как они подключены к полюсам источника сварочного тока (не показан). Внутри камеры 1 расположен газоструйный преобразователь 9 с подводящим каналом 10. Устройство работает следующим образом. Электроды 4 посредством направляющих 3 подключают к полюсам источника сварочного тока (не показан). В камеру сгорания 5 подают по каналу 6 топливо, а по каналу 7 - воздух. Сжигаемая в камере 5 сгорания топливно-воздушная смесь истекает через сопло 2 в полость камеры 1 и далее через распылительное сопло 8 в атмосферу, распыляя и разгоняя жидкий металл проволочных плавящихся электродов 4, образующийся в результате теплового действия электрической дуги, горящей между электродами 4. Через канал 10 в газоструйный преобразователь 9 подают сжатый газ (воздух), который создает ультразвуковые колебания. Наложение ультразвуковых колебаний на жидкий металл в предлагаемом устройстве приводит к возникновению интенсивной кавитации, сопровождаемой разрывом сплошности среды. В результате этого отдельные капли, срывающиеся с расплавленных электродов, дробятся на более мелкие частицы. Мелкие частицы,обладая меньшей инерционностью, разгоняются распыляющей струей до более высоких скоростей. Вследствие воздействия акустических колебаний на горячую струю, частицы, находящиеся в ней, дольше остаются в расплавленном состоянии из-за интенсификации тепломассообмена в ультразвуковом поле. Это приводит к лучшему заполнению металлом частиц микровпадин на поверхности основы и способствует развитию физико-химического взаимодействия металлов частиц и подложки. В результате пористость наносимого покрытия снижается, прочность сцепления его с основой растет. 2 699 Величина частоты ультразвуковых колебаний, способствующих возникновению кавитации, должна быть выше 16 кГц. Частота звука, возбуждаемого свистком, определяется по формуле где- частота звука, возбуждаемого свистком, Гц А 70300 мм/с- средний диаметр тороида резонатора свистка, мм- диаметр образующей окружности тороида резонатора свистка, мм. Для 20 кГц,20 мм,4 мм. Сопло для подачи продуктов сгорания имеет на срезе внутренний диаметр 7 мм, а диаметр минимального сечения сопла 8, изготовленного из огнеупорной керамики, подобран из условия равенства давлений в камере 5 сгорания и внутри камеры 1 и составляет 7,4 мм при диаметре проволочных электродов 2 мм. Распыляют проволочные электроды из алюминия АД 1. Угол схождения электродов составляет 322. Минимально возможное расстояние от среза сопла 2 до точки пересечения осей проволочных электродов равно 26 мм. Проволочные электроды распыляют при токе дуги 350 А и напряжении 32 В. На фиг. 3 представлены результаты измерения гранулометрического состава распыленного металла. Видно, что диаметр частиц уменьшается с ростом частоты ультразвуковых колебаний. При расчетной частоте 20 кГц диаметр частиц в 3 раза меньше, чем при отсутствии ультразвукового воздействия на расплавленный металл электродов. На фиг. 4 представлены результаты измерения скорости частиц, движущихся по оси распыляющей струи. Измерения производят при помощи измерителя скорости светящихся объектов с использованием сепарирующего экрана. Максимальная скорость, достигаемая частицами при распылении с помощью предлагаемого устройства (кривая 1), примерно в 2 раза выше, чем при распылении известным устройством (кривая 2). Пористость покрытий определяли с помощью автоматического анализатора изображения МиниМаджискан фирмыпо программе -26. Анализ результатов показал, что пористость образцов покрытий, напыленных предлагаемым устройством, в 3 раза меньше пористости покрытий, напыленных прототипом. Предлагаемое устройство обеспечивает более мелкий распыл металла электродов и высокую скорость полета частиц, что ведет к снижению пористости формируемого покрытия. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B05B 7/22
Метки: электродуговой, металлизации, устройство
Код ссылки
<a href="https://by.patents.su/4-u699-ustrojjstvo-dlya-elektrodugovojj-metallizacii.html" rel="bookmark" title="База патентов Беларуси">Устройство для электродуговой металлизации</a>
Электропроводящая паста для металлизации необожженной керамики
Номер патента: 273
Опубликовано: 30.12.1994
Автор: Головина К. И.
МПК: H01B 1/02
Метки: металлизации, электропроводящая, необожженной, керамики, паста
Текст:
...и платиной. например 48 60 мас. порошка Ро или его сплава или смеси с Рт. смешивают с 40 52 мас. органичеСКОГОЗВЯЗУЮЩВГО. ВВОДЯТ ВРЕМЕННЫЙ рас творитепь (ацетон) в количестве 30 - 50 мас. к количеству загружаемых компонентов пасты и диспергируют в течение 48 - 72 ч до достижения размеров агрегатов не более 5 мкм. После этого из полученной суспензии удаляют (испаряют) временный растворительм обрабатывают суспензию на 3-х вапковой...
Проволочный электродуговой металлизатор
Номер патента: 1314
Опубликовано: 16.09.1996
Авторы: Пригодич Николай Федорович, Разжигаев Владимир Алексеевич, Козел Петр Иванович, Страх Николай Федорович
МПК: B05B 7/22
Метки: металлизатор, электродуговой, проволочный
Текст:
...8 которого установлены толкающие ролики 9. Выходной конец вала редуктора 7 привода подачи проволоки соединен гибким проволочным валом 10 с редуктором. установленным в распылительной головке 1, который состоит из двух ведомых 11 и одной ведущей 12 шестеренок с постоян 5ным отношением угловых скоростей. Проволоки 4 протянуты через направляющие трубки 3. Металлизатор снабжен также тянущими муфтами. выполненными в виде круглых. например...
Лазерная обрабатывающая головка
Номер патента: 736
Опубликовано: 30.06.1995
Авторы: Шершнев Е. Б., Танасейчук А. С.
МПК: B23K 26/14
Метки: головка, лазерная, обрабатывающая
Текст:
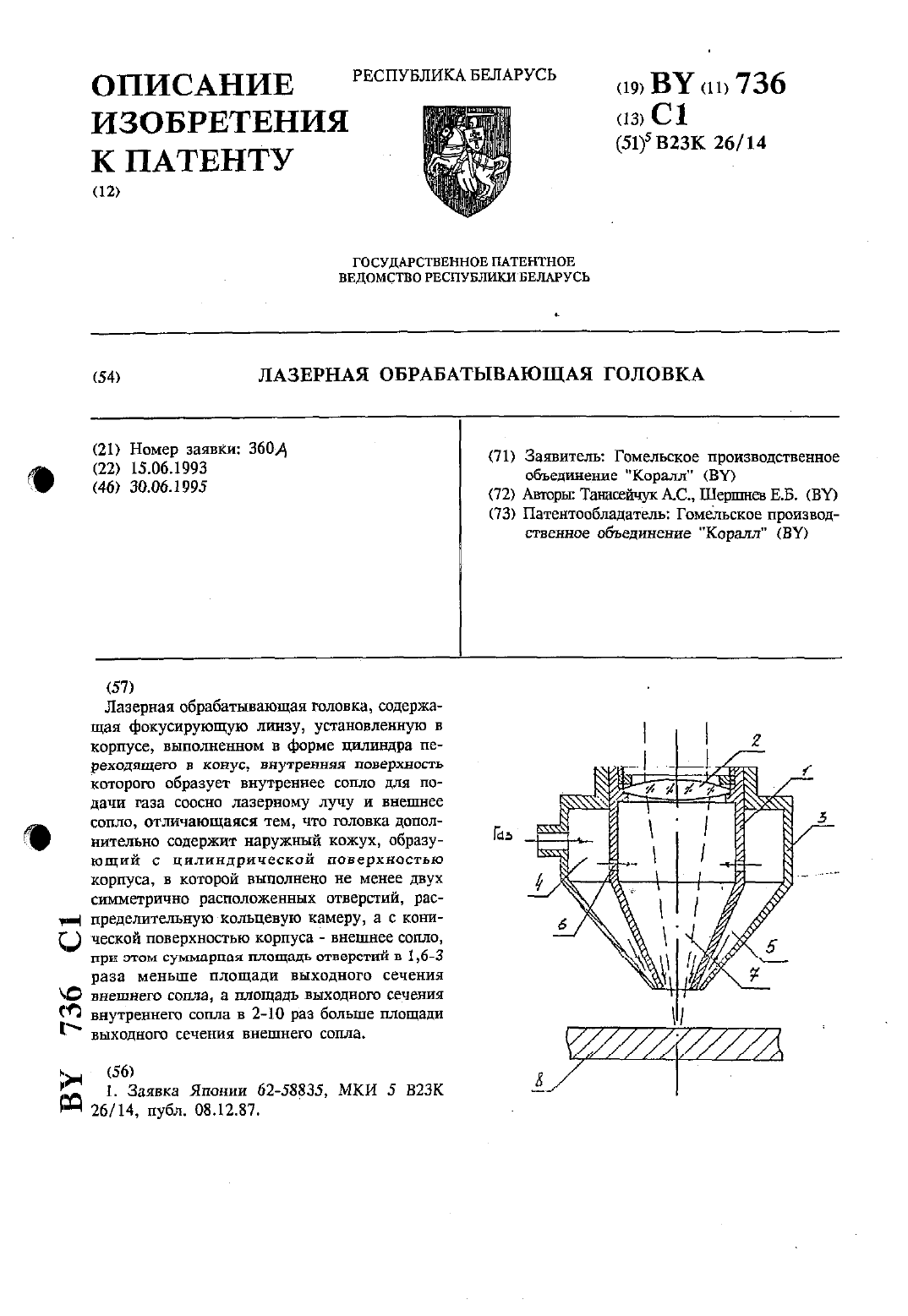
...поверхность которою образует внутреннее сопло для подачи газа соосно лазерному лучу и внешнее сопло, согласно изобретению,дополнительно содержит наружный кожух, образующий с цилиндрической поверхностью корпуса, в которой выполнено не менее двух симметрично расположенных отверстий, распределительную кольцевую камеру, а с конической поверхностью корпуса - внешнее сопло,при этом суммарная площадь отверстий в 16-3 раза меньше площади выходного...
Токопроводящая паста для металлизации необожженной висмутсодержащей керамики
Номер патента: 645
Опубликовано: 30.06.1995
Авторы: Александрович Т. Ф., Ежовский И. К.
МПК: H01B 1/02
Метки: необожженной, паста, керамики, токопроводящая, металлизации, висмутсодержащей
Текст:
...необожженных заготовок многослойных конденсаторов и ограничивает достижение более высокого технического результата при формировании контактного узла многослойных конденсаторов.Предлагаемая токопроводящая паста для металлизации контактным методом необожженной висмутсодержащей керамики позволяет устранить вышеуказанные недостатки и обесПВЧИВЗВТ ПОВЫШЕНИЕ ПРОЧНОСТИ СЦЕПЛЕНИЯ наносимого покрытия с керамикой и качества контактного узла путем...
Электропроводящая паста для металлизации необожженной конденсаторной керамики и способ ее получения
Номер патента: 1011
Опубликовано: 15.12.1995
Авторы: Самойлов В. В., Елисеева Л. И., Федорова Г. М., Харламова Л. П., Чкалова В. Н.
МПК: H01B 1/02
Метки: способ, необожженной, получения, керамики, конденсаторной, паста, металлизации, электропроводящая
Текст:
...обеспечивается тем, что она дополнительно содержит олеиновую кислоту, бензиловый спирт и дибутилфталат, а токопроводящий компонент образован ингредиентами из ряда Аз, Рт, Рс 1, сплав А - Рс 1,М, Со, при этом компоненты содержатся в следующем соотношении, мас.порошок токопроводшцего компонента 52,0 62,0а в способе получения электропроводящей пасты для металлизации необожженной конденсаторной керамики, при котором порошок...
Предыдущий патент: Пьезокерамическая зажигалка
Следующий патент: Генератор искателя повреждений кабельных линий
Случайный патент: Плуг оборотный полунавесной