Способ поверхностного пластического деформирования отверстия цилиндрической детали и инструмент для его осуществления
Номер патента: 18300
Опубликовано: 30.06.2014
Авторы: Довгалев Александр Михайлович, Свирепа Дмитрий Михайлович, Рыжанков Дмитрий Михайлович, Сухоцкий Сергей Александрович

Текст
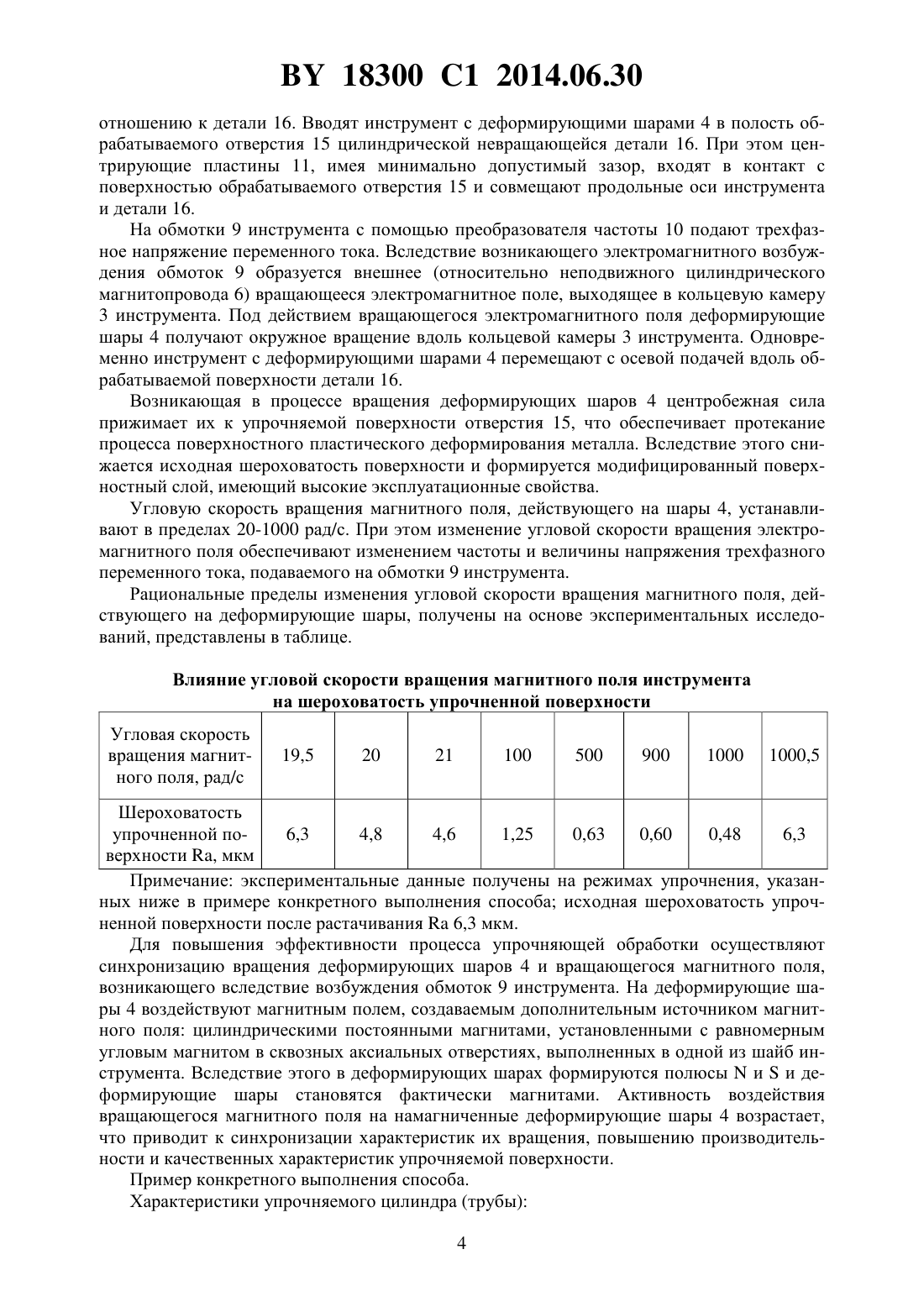
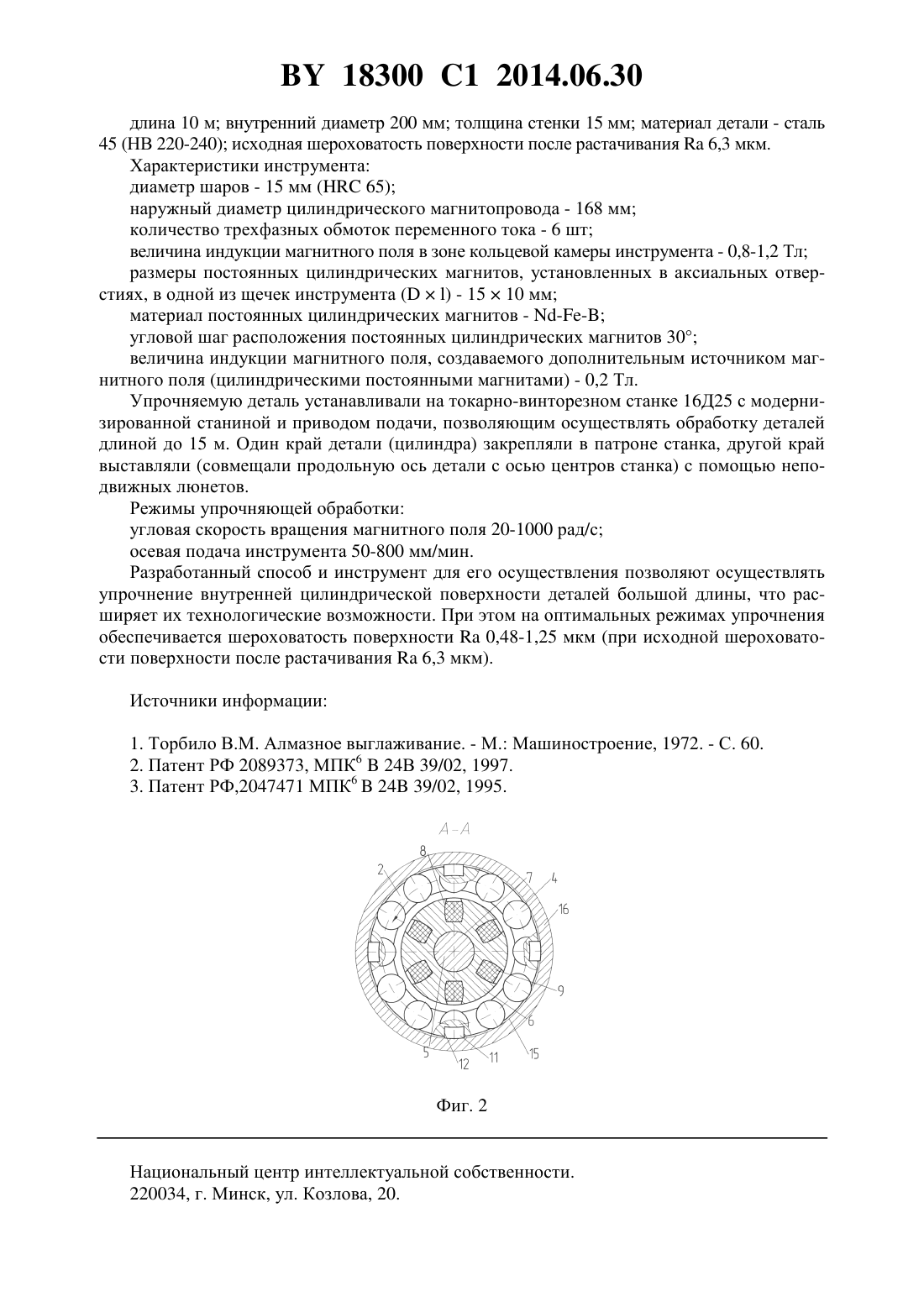
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ОТВЕРСТИЯ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявитель Государственное учреждение высшего профессионального образования БелорусскоРоссийский университет(72) Авторы Довгалев Александр Михайлович Сухоцкий Сергей Александрович Рыжанков Дмитрий Михайлович Свирепа Дмитрий Михайлович(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) 1. Способ поверхностного пластического деформирования отверстия цилиндрической детали, при котором деформирование осуществляют деформирующими шарами, которым сообщают окружное вращение воздействием на них создаваемым вращающимся магнитным полем и перемещают их с осевой подачей вдоль цилиндрической детали, отличающийся тем, что вращающееся магнитное поле создают при помощи неподвижных трехфазных обмоток переменного тока. 2. Способ по п. 1, отличающийся тем, что угловую скорость вращения магнитного поля устанавливают в диапазоне 20-1000 рад/с. 18300 1 2014.06.30 3. Способ по п. 1, отличающийся тем, что на деформирующие шары дополнительно воздействуют источником магнитного поля, выполненным в виде постоянных цилиндрических магнитов. 4. Инструмент для поверхностного пластического деформирования отверстия цилиндрической детали, содержащий шайбы из немагнитопроводного материала с центральным отверстием, образующие кольцевую камеру, деформирующие шары, установленные в кольцевой камере с возможностью окружного вращения, отличающийся тем, что содержит штангу из немагнитопроводного материала цилиндрический магнитопровод с осевым отверстием и радиальными пазами трехфазные обмотки переменного тока преобразователь частоты и центрирующие пластины, при этом цилиндрический магнитопровод осевым отверстием одет на штангу, трехфазные обмотки переменного тока размещены в радиальных пазах цилиндрического магнитопровода, шайбы центральным отверстием насажены соосно на цилиндрический магнитопровод, центрирующие пластины установлены в продольных пазах, выполненных на периферийной поверхности шайб,выходящие в кольцевую камеру торцы которых содержат кольцевые ограничители положения деформирующих шаров, расположенные в нижней и верхней зонах кольцевой камеры. 5. Инструмент по п. 4, отличающийся тем, что он содержит дополнительный источник магнитного поля, выполненный в виде цилиндрических постоянных магнитов, установленных с равномерным угловым шагом в сквозных аксиальных отверстиях,выполненных в одной из шайб. Изобретение относится к упрочняющей обработке и может быть использовано в машиностроении для отделочно-упрочняющей обработки внутренней поверхности цилиндров (труб) большой длины. Известен способ поверхностного пластического деформирования, при котором деформирующий элемент вводят в контакт с обрабатываемой деталью, нагружают деталь силой деформирования, сообщают детали вращение и перемещают деформирующий элемент вдоль обрабатываемой поверхности 1. Недостатком способа является низкая производительность процесса упрочнения. Кроме того, требуется сообщать детали вращение, что не позволяет использовать метод для упрочняющей обработки деталей большой длины, выходящей за размеры существующего станочного оборудования. Наиболее близким к заявленному способу является способ поверхностного пластического деформирования отверстия цилиндрической детали, при котором деформирование осуществляют деформирующими шарами, которым сообщают окружное вращение воздействием на них создаваемым вращающимся магнитным полем и перемещают их с осевой подачей вдоль цилиндрической детали 2. Известен и инструмент для поверхностного пластического деформирования отверстия цилиндрической детали, содержащий шайбы из немагнитопроводного материала с центральным отверстием, образующие кольцевую камеру, деформирующие шары, установленные в кольцевой камере с возможностью окружного вращения 3. Особенностью способа-прототипа и инструмента для его осуществления является невозможность их применения для упрочнения внутренней цилиндрической поверхности деталей большой длины (в силу невозможности сообщения инструменту и детали вращения из-за больших габаритных размеров детали). Это снижает технологические возможности способа и инструмента для его осуществления. Задача изобретения - расширение технологических возможностей способа и инструмента за счет возможности упрочнения внутренней цилиндрической поверхности деталей большой длины. 2 18300 1 2014.06.30 Поставленная задача достигается тем, что в известном способе-прототипе, при котором деформирование осуществляют деформирующими шарами, которым сообщают окружное вращение воздействием на них создаваемым вращающимся магнитным полем и перемещают их с осевой подачей вдоль цилиндрической детали, согласно изобретению,вращающееся магнитное поле создают при помощи неподвижных трехфазных обмоток переменного тока. Угловую скорость вращения магнитного поляустанавливают в диапазоне 20-1000 рад/с. На деформирующие шары дополнительно воздействуют источником магнитного поля,выполненным в виде постоянных цилиндрических магнитов. Поставленная задача достигается и тем, что для осуществления способа используют инструмент для поверхностного пластического деформирования отверстия цилиндрической детали, содержащий шайбы из немагнитопроводного материала с центральным отверстием, образующие кольцевую камеру, деформирующие шары, установленные в кольцевой камере с возможностью окружного вращения, содержащий штангу из немагнитопроводного материала цилиндрический магнитопровод с осевым отверстием и радиальными пазами трехфазные обмотки переменного тока преобразователь частоты и центрирующие пластины, при этом цилиндрический магнитопровод осевым отверстием одет на штангу, трехфазные обмотки переменного тока размещены в радиальных пазах цилиндрического магнитопровода, шайбы центральным отверстием насажены соосно на цилиндрический магнитопровод, центрирующие пластины установлены в продольных пазах, выполненных на периферийной поверхности шайб, выходящие в кольцевую камеру торцы которых содержат кольцевые ограничители положения деформирующих шаров,расположенные в нижней и верхней зонах кольцевой камеры. Инструмент содержит дополнительный источник магнитного поля, выполненный в виде цилиндрических постоянных магнитов, установленных с равномерным угловым шагом в сквозных аксиальных отверстиях, выполненных в одной из шайб. Такое выполнение способа и инструмента для его осуществления позволяет осуществлять отделочно-упрочняющую обработку внутренней цилиндрической поверхности деталей большой длины, что расширяет их технологические возможности. Изобретение поясняется фигурами. На фиг. 1 изображен инструмент для осуществления способа на фиг. 2 - сечение А-А фиг. 1. Инструмент содержит шайбы 1, 2 из немагнитопроводного материала с центральным отверстием, образующие кольцевую камеру 3. Деформирующие шары 4 установлены в кольцевой камере 3 с возможностью окружного вращения. Инструмент содержит штангу 5 из немагнитопроводного материала цилиндрический магнитопровод 6 с осевым отверстием 7 и радиальными пазами 8 (фиг. 1, 2) трехфазные обмотки переменного тока 9 преобразователь частоты 10 центрирующие пластины 11. Цилиндрический магнитопровод 6 осевым отверстием 7 одет на штангу 5. Трехфазные обмотки переменного тока 9 размещены в радиальных пазах 8 цилиндрического магнитопровода 6 (фиг. 2). Шайбы 1, 2 центральным отверстием насажены соосно на цилиндрический магнитопровод 6. Центрирующие пластины 11 установлены в продольных пазах 12,выполненных на периферийной поверхности шайб 1, 2. На торцах шайб 1, 2, выходящих в кольцевую камеру 3, имеются кольцевые ограничители 13, 14 положения деформирующих шаров 4, расположенные соответственно в нижней и верхней зонах кольцевой камеры 3. Инструмент также содержит дополнительный источник магнитного поля, выполненный в виде цилиндрических постоянных магнитов, установленных с равномерным угловым шагом в сквозных аксиальных отверстиях, выполненных в одной из шайб (на фиг. 1,2 цилиндрические постоянные магниты и сквозные аксиальные отверстия, выполненные на одной из шайб, условно не показаны). Способ осуществляют с помощью инструмента следующим образом. Штангу 5 инструмента закрепляют в резцедержателе 17 станка с возможностью ее самоустановки по 3 18300 1 2014.06.30 отношению к детали 16. Вводят инструмент с деформирующими шарами 4 в полость обрабатываемого отверстия 15 цилиндрической невращающейся детали 16. При этом центрирующие пластины 11, имея минимально допустимый зазор, входят в контакт с поверхностью обрабатываемого отверстия 15 и совмещают продольные оси инструмента и детали 16. На обмотки 9 инструмента с помощью преобразователя частоты 10 подают трехфазное напряжение переменного тока. Вследствие возникающего электромагнитного возбуждения обмоток 9 образуется внешнее (относительно неподвижного цилиндрического магнитопровода 6) вращающееся электромагнитное поле, выходящее в кольцевую камеру 3 инструмента. Под действием вращающегося электромагнитного поля деформирующие шары 4 получают окружное вращение вдоль кольцевой камеры 3 инструмента. Одновременно инструмент с деформирующими шарами 4 перемещают с осевой подачей вдоль обрабатываемой поверхности детали 16. Возникающая в процессе вращения деформирующих шаров 4 центробежная сила прижимает их к упрочняемой поверхности отверстия 15, что обеспечивает протекание процессаповерхностного пластического деформирования металла. Вследствие этого снижается исходная шероховатость поверхности и формируется модифицированный поверхностный слой, имеющий высокие эксплуатационные свойства. Угловую скорость вращения магнитного поля, действующего на шары 4, устанавливают в пределах 20-1000 рад/с. При этом изменение угловой скорости вращения электромагнитного поля обеспечивают изменением частоты и величины напряжения трехфазного переменного тока, подаваемого на обмотки 9 инструмента. Рациональные пределы изменения угловой скорости вращения магнитного поля, действующего на деформирующие шары, получены на основе экспериментальных исследований, представлены в таблице. Влияние угловой скорости вращения магнитного поля инструмента на шероховатость упрочненной поверхности Угловая скорость вращения магнитного поля, рад/с Шероховатость упрочненной по 6,3 4,8 4,6 1,25 0,63 0,60 0,48 6,3 верхности , мкм Примечание экспериментальные данные получены на режимах упрочнения, указанных ниже в примере конкретного выполнения способа исходная шероховатость упрочненной поверхности после растачивания 6,3 мкм. Для повышения эффективности процесса упрочняющей обработки осуществляют синхронизацию вращения деформирующих шаров 4 и вращающегося магнитного поля,возникающего вследствие возбуждения обмоток 9 инструмента. На деформирующие шары 4 воздействуют магнитным полем, создаваемым дополнительным источником магнитного поля цилиндрическими постоянными магнитами, установленными с равномерным угловым магнитом в сквозных аксиальных отверстиях, выполненных в одной из шайб инструмента. Вследствие этого в деформирующих шарах формируются полюсыии деформирующие шары становятся фактически магнитами. Активность воздействия вращающегося магнитного поля на намагниченные деформирующие шары 4 возрастает,что приводит к синхронизации характеристик их вращения, повышению производительности и качественных характеристик упрочняемой поверхности. Пример конкретного выполнения способа. Характеристики упрочняемого цилиндра (трубы) 4 18300 1 2014.06.30 длина 10 м внутренний диаметр 200 мм толщина стенки 15 мм материал детали - сталь 45 (НВ 220-240) исходная шероховатость поверхности после растачивания 6,3 мкм. Характеристики инструмента диаметр шаров - 15 мм ( 65) наружный диаметр цилиндрического магнитопровода - 168 мм количество трехфазных обмоток переменного тока - 6 шт величина индукции магнитного поля в зоне кольцевой камеры инструмента - 0,8-1,2 Тл размеры постоянных цилиндрических магнитов, установленных в аксиальных отверстиях, в одной из щечек инструмента - 1510 мм материал постоянных цилиндрических магнитов - -угловой шаг расположения постоянных цилиндрических магнитов 30 величина индукции магнитного поля, создаваемого дополнительным источником магнитного поля (цилиндрическими постоянными магнитами) - 0,2 Тл. Упрочняемую деталь устанавливали на токарно-винторезном станке 16 Д 25 с модернизированной станиной и приводом подачи, позволяющим осуществлять обработку деталей длиной до 15 м. Один край детали (цилиндра) закрепляли в патроне станка, другой край выставляли (совмещали продольную ось детали с осью центров станка) с помощью неподвижных люнетов. Режимы упрочняющей обработки угловая скорость вращения магнитного поля 20-1000 рад/с осевая подача инструмента 50-800 мм/мин. Разработанный способ и инструмент для его осуществления позволяют осуществлять упрочнение внутренней цилиндрической поверхности деталей большой длины, что расширяет их технологические возможности. При этом на оптимальных режимах упрочнения обеспечивается шероховатость поверхности 0,48-1,25 мкм (при исходной шероховатости поверхности после растачивания 6,3 мкм). Источники информации 1. Торбило В.М. Алмазное выглаживание. - М. Машиностроение, 1972. - С. 60. 2. Патент РФ 2089373, МПК 624 В 39/02, 1997. 3. Патент РФ,2047471 МПК 624 39/02, 1995. Фиг. 2 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B24B 39/02
Метки: деформирования, инструмент, детали, осуществления, отверстия, пластического, способ, поверхностного, цилиндрической
Код ссылки
<a href="https://by.patents.su/5-18300-sposob-poverhnostnogo-plasticheskogo-deformirovaniya-otverstiya-cilindricheskojj-detali-i-instrument-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ поверхностного пластического деформирования отверстия цилиндрической детали и инструмент для его осуществления</a>
Инструмент для поверхностного пластического деформирования отверстия детали
Номер патента: 18083
Опубликовано: 30.04.2014
Авторы: Довгалев Александр Михайлович, Свирепа Дмитрий Михайлович, Сухоцкий Сергей Александрович, Рыжанков Дмитрий Михайлович
МПК: B24B 39/02
Метки: инструмент, детали, пластического, деформирования, поверхностного, отверстия
Текст:
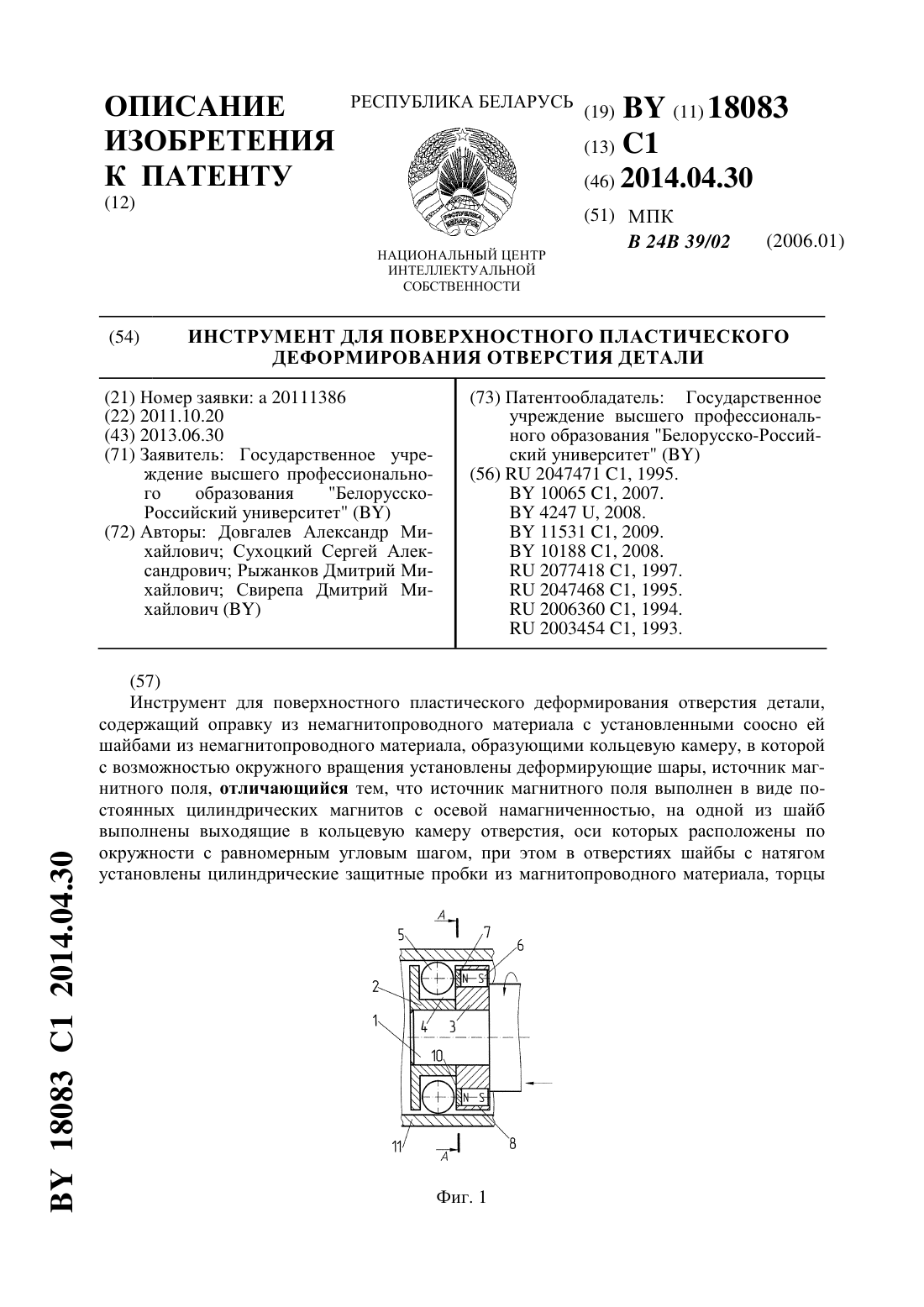
...из магнитопроводного материала, торцы которых выполнены заподлицо с торцом шайбы, выходящим в кольцевую камеру, а постоянные цилиндрические магниты с осевой намагниченностью установлены в отверстиях шайбы с зазором и контактируют торцовыми поверхностями с торцами цилиндрических защитных пробок. Изобретение поясняется фигурами. На фиг. 1 изображен общий вид инструмента, на фиг. 2 - сечение - фиг. 1. Инструмент содержит оправку 1 из...
Устройство для поверхностного пластического деформирования внутренней поверхности цилиндра и способ поверхностного пластического деформирования внутренней поверхности цилиндра.
Номер патента: 18191
Опубликовано: 30.04.2014
Авторы: Довгалев Александр Михайлович, Рыжанков Дмитрий Михайлович, Свирепа Дмитрий Михайлович, Сухоцкий Сергей Александрович
МПК: B24B 39/02
Метки: поверхности, способ, внутренней, устройство, цилиндра, пластического, деформирования, поверхностного
Текст:
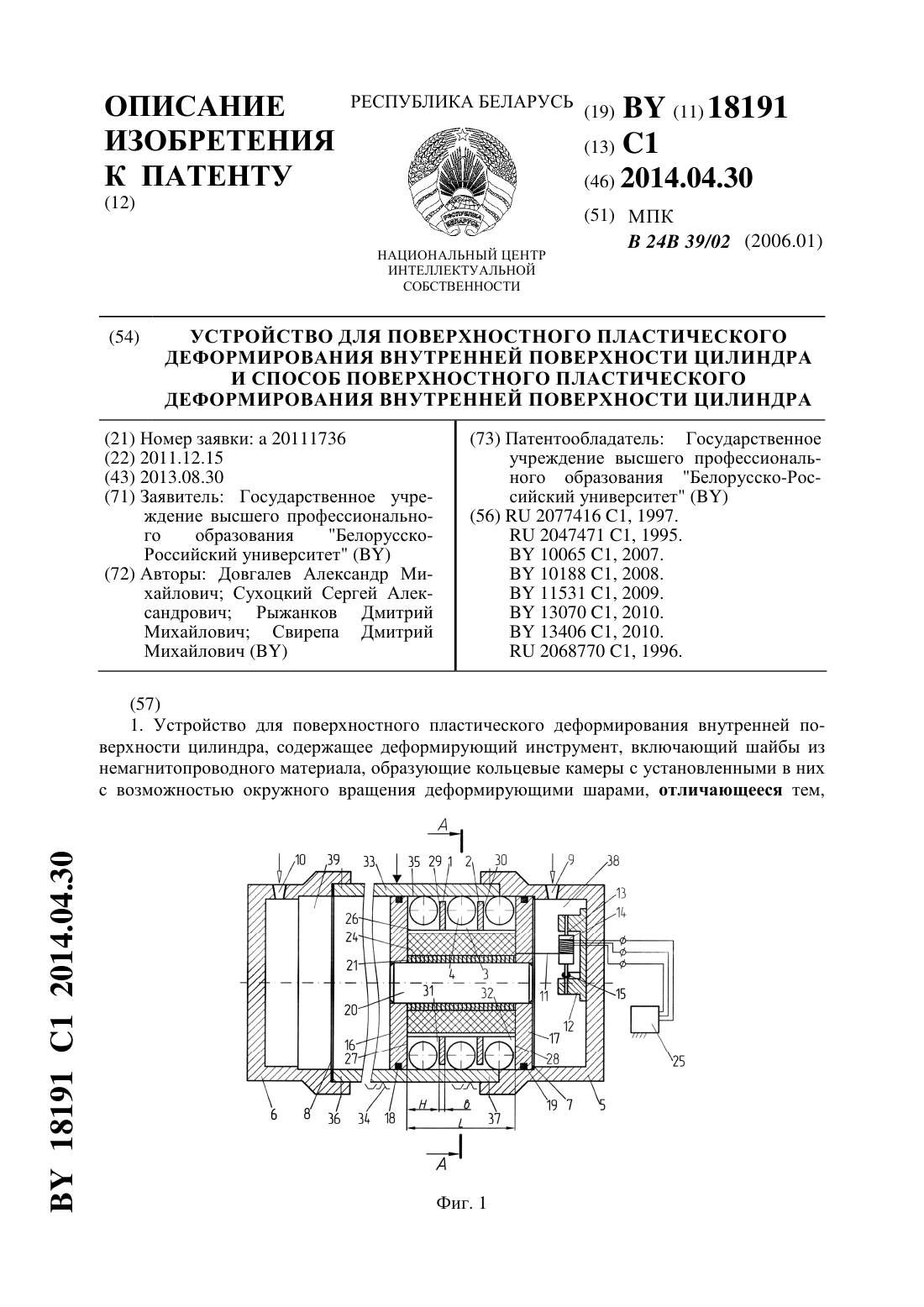
...ширина шайбы. Поставленная задача достигается и тем, что реализует способ поверхностного пластического деформирования внутренней поверхности цилиндра, при котором вводят в отверстие цилиндра деформирующий инструмент, крышками которого герметично закрывают торцы цилиндра, деформирующим шарам сообщают окружное вращение от магнитного поля трехфазных обмоток переменного тока деформирующего инструмента, которому сообщают...
Инструмент для поверхностного пластического деформирования
Номер патента: 14535
Опубликовано: 30.06.2011
Авторы: Довгалев Александр Михайлович, Близнюк Сергей Николаевич
МПК: B24B 39/00
Метки: деформирования, пластического, поверхностного, инструмент
Текст:
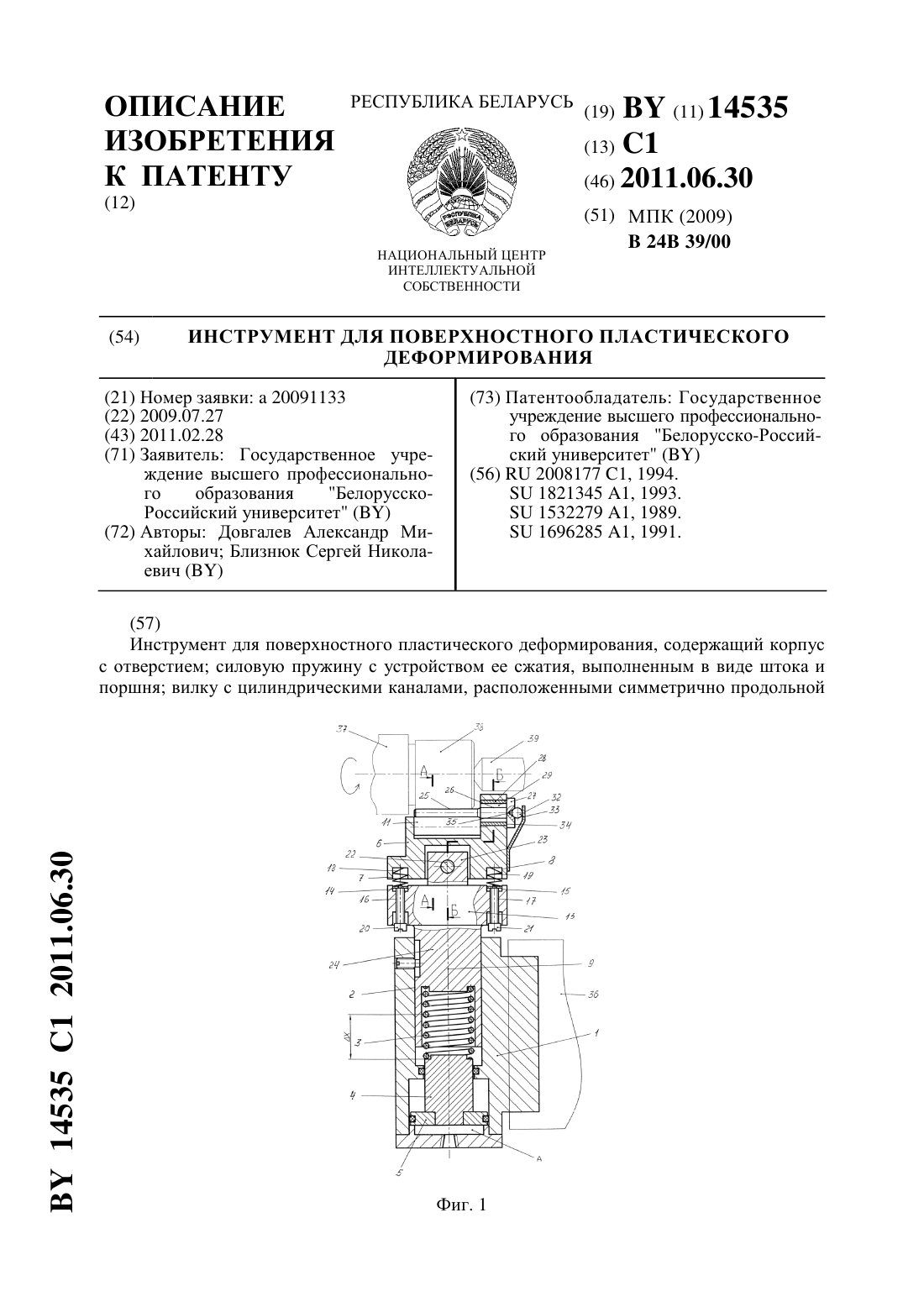
...за счет сообщения деформирующему элементу инструмента только радиальной подачи, что существенно снижает машинное время на обработку и повышает производительность. 2. Рабочий участок деформирующего ролика равномерно прижимается к обрабатываемой поверхности за счет самоустановки, что приводит к равномерному распределению силы деформирования по длине обработки и формированию стабильных качественных характеристик упрочненного поверхностного слоя....
Способ и инструмент для магнитно-центробежного раскатывания внутренней поверхности круглого отверстия в металлической детали
Номер патента: 18153
Опубликовано: 30.04.2014
Авторы: Довгалев Александр Михайлович, Рыжанков Дмитрий Михайлович
МПК: B24B 39/02
Метки: внутренней, круглого, инструмент, поверхности, металлической, отверстия, магнитно-центробежного, детали, раскатывания, способ
Текст:
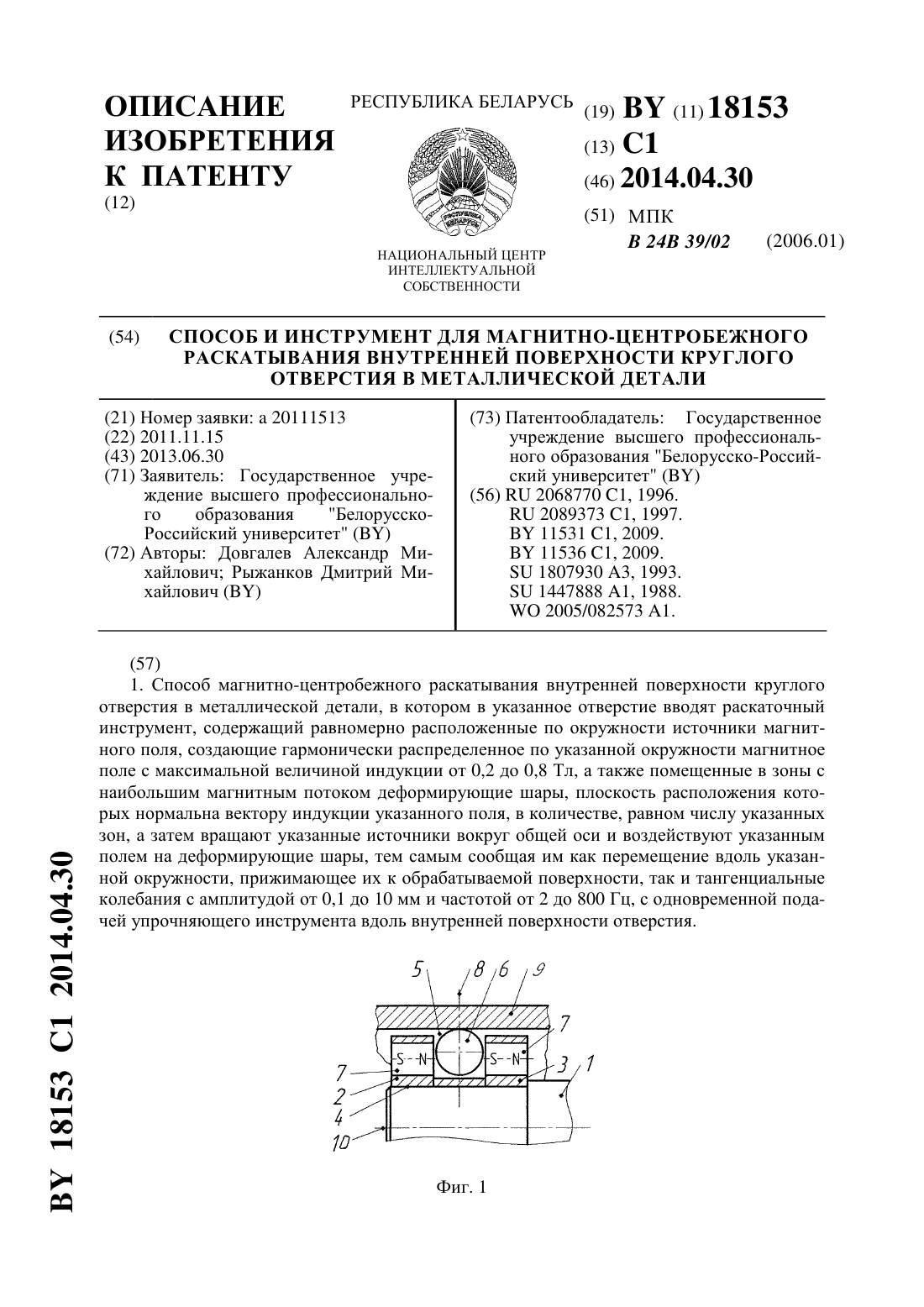
...в диапазоне от 0,2 до 0,8 Тл, при этом деформирующие шары, число которых вдвое меньше числа указанных магнитов, равны этим магнитам по диаметру. Такое выполнение способа и инструмента для его осуществления обеспечивает синхронизацию вращения источников магнитного поля и деформирующих шаров, что приводит к увеличению производительности процесса формирования упрочняемой поверхности с гладким профилем. Одновременно деформирующие шары получают...
Устройство для поверхностного пластического деформирования
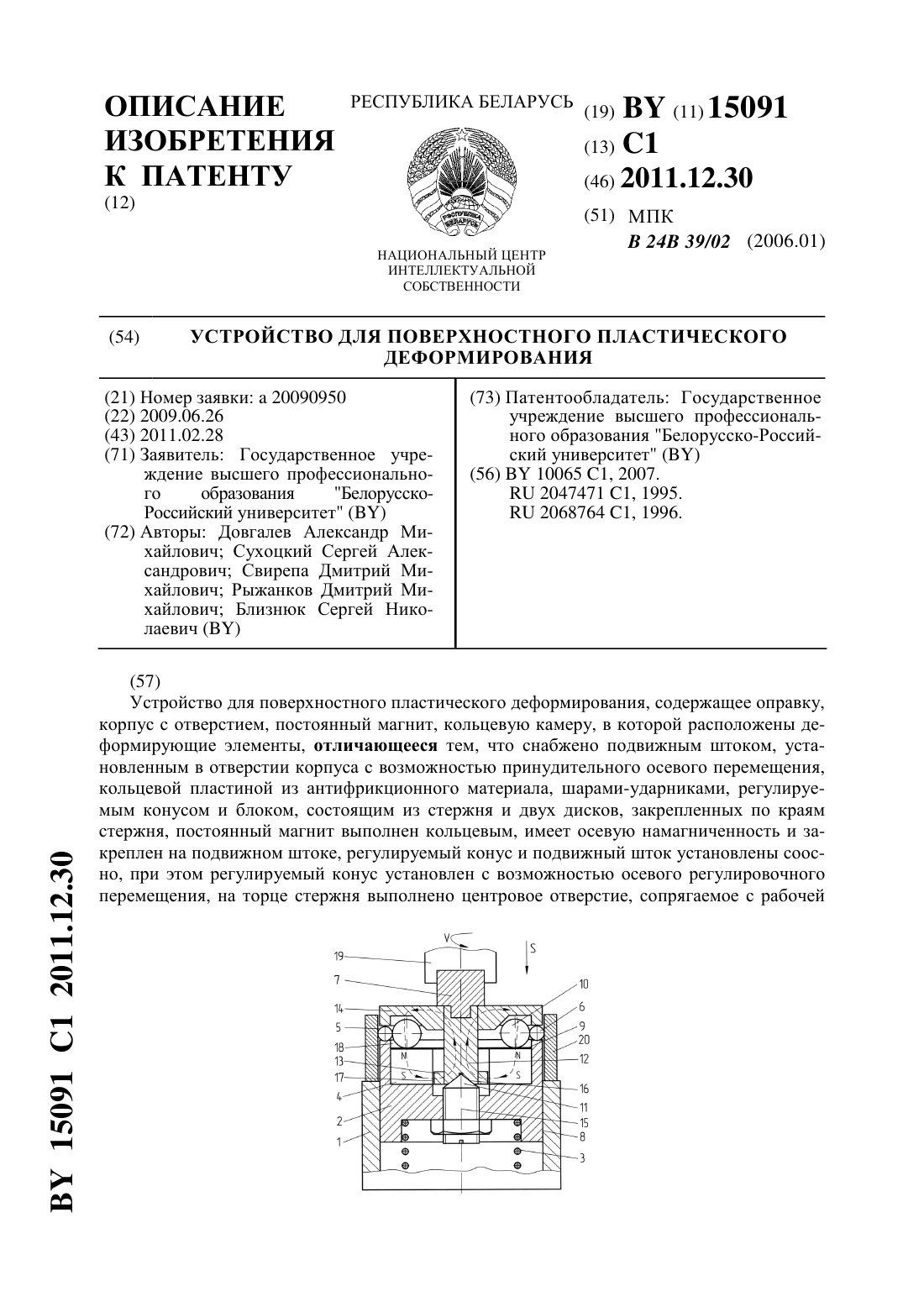
Номер патента: 15091
Опубликовано: 30.12.2011
Авторы: Близнюк Сергей Николаевич, Рыжанков Дмитрий Михайлович, Сухоцкий Сергей Александрович, Довгалев Александр Михайлович, Свирепа Дмитрий Михайлович
МПК: B24B 39/02
Метки: устройство, пластического, поверхностного, деформирования
Текст:
...зоне концентрированного магнитного поля. При этом резко возрастает сила деформирования, что приводит к увеличению глубины упрочнения поверхностного слоя детали. Качественные характеристики упрочнения повышаются. Изобретение поясняется чертежом. На фигуре показано устройство для поверхностного пластического деформирования. Устройство для поверхностного пластического деформирования содержит корпус 1,подвижный шток 2, пружину возврата 3,...
Предыдущий патент: Инструмент для отделочно-упрочняющей обработки вала
Следующий патент: Шнековый пресс
Случайный патент: Протез среднего уха