Способ импульсного магнитного контроля температуры, при которой проводилась термообработка ферромагнитного изделия
Номер патента: 13205
Опубликовано: 30.06.2010
Авторы: Матюк Владимир Федорович, Бурак Вероника Анатольевна
Текст
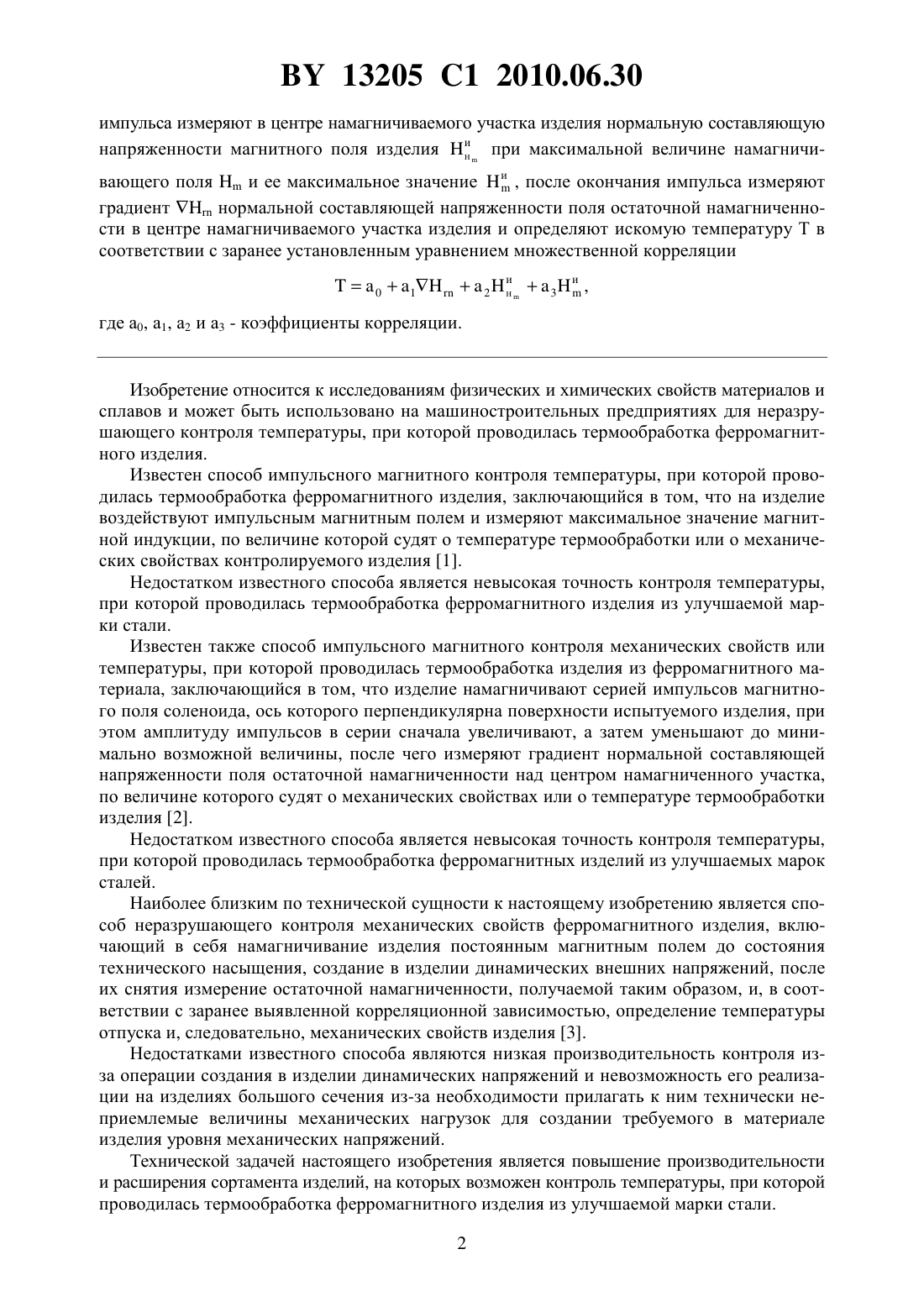
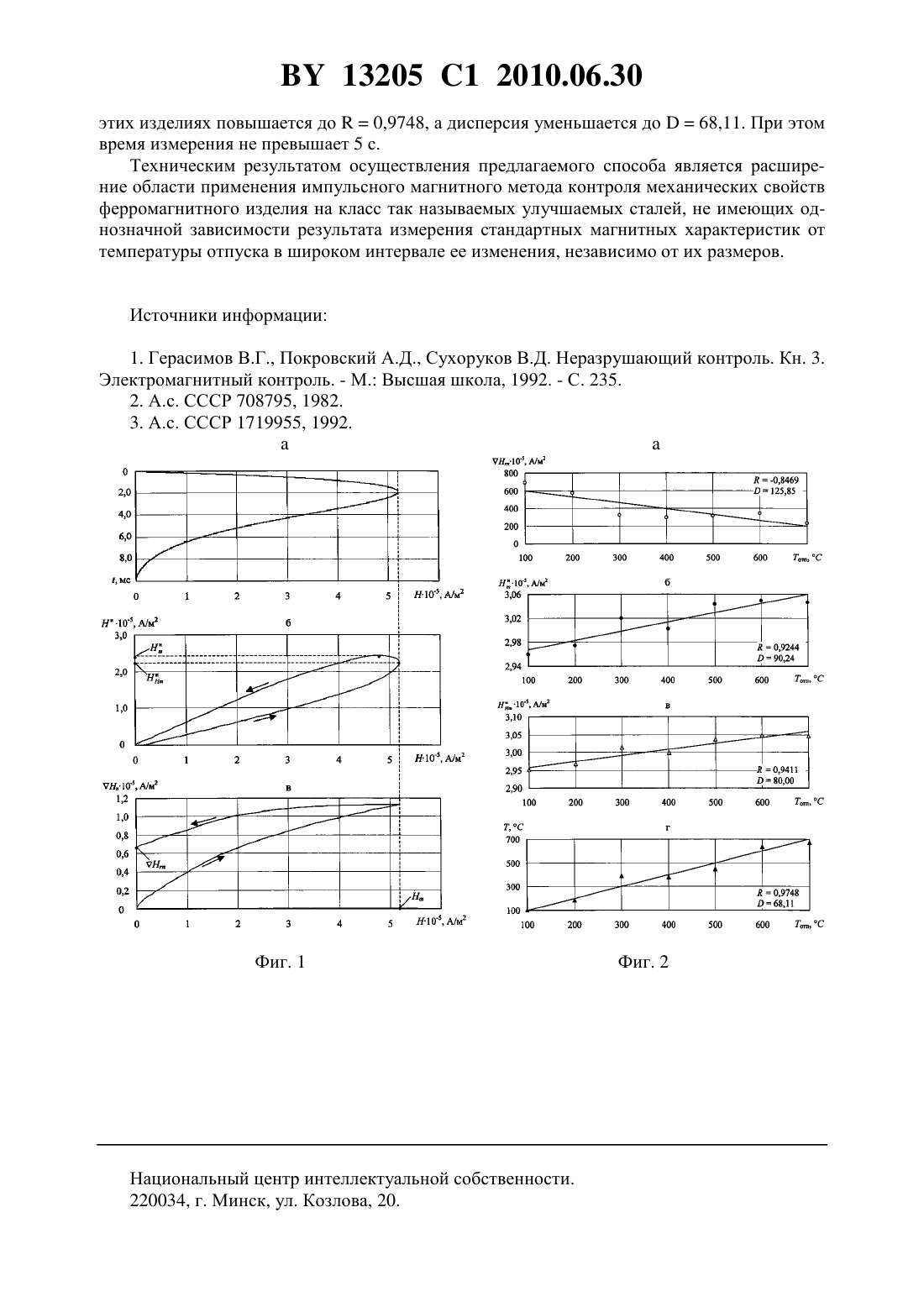
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИМПУЛЬСНОГО МАГНИТНОГО КОНТРОЛЯ ТЕМПЕРАТУРЫ, ПРИ КОТОРОЙ ПРОВОДИЛАСЬ ТЕРМООБРАБОТКА ФЕРРОМАГНИТНОГО ИЗДЕЛИЯ(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Авторы Матюк Владимир Федорович Бурак Вероника Анатольевна(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(57) Способ импульсного магнитного контроля температуры, при которой проводилась термообработка ферромагнитного изделия, в котором контролируемое изделие локально намагничивают импульсным магнитным полем, в процессе действия намагничивающего 13205 1 2010.06.30 импульса измеряют в центре намагничиваемого участка изделия нормальную составляющую напряженности магнитного поля изделияи при максимальной величине намагничи вающего поляи ее максимальное значениеи , после окончания импульса измеряют градиентнормальной составляющей напряженности поля остаточной намагниченности в центре намагничиваемого участка изделия и определяют искомую температуру Т в соответствии с заранее установленным уравнением множественной корреляции 012 и 3 и ,где а 0, а 1, а 2 и а 3 - коэффициенты корреляции. Изобретение относится к исследованиям физических и химических свойств материалов и сплавов и может быть использовано на машиностроительных предприятиях для неразрушающего контроля температуры, при которой проводилась термообработка ферромагнитного изделия. Известен способ импульсного магнитного контроля температуры, при которой проводилась термообработка ферромагнитного изделия, заключающийся в том, что на изделие воздействуют импульсным магнитным полем и измеряют максимальное значение магнитной индукции, по величине которой судят о температуре термообработки или о механических свойствах контролируемого изделия 1. Недостатком известного способа является невысокая точность контроля температуры,при которой проводилась термообработка ферромагнитного изделия из улучшаемой марки стали. Известен также способ импульсного магнитного контроля механических свойств или температуры, при которой проводилась термообработка изделия из ферромагнитного материала, заключающийся в том, что изделие намагничивают серией импульсов магнитного поля соленоида, ось которого перпендикулярна поверхности испытуемого изделия, при этом амплитуду импульсов в серии сначала увеличивают, а затем уменьшают до минимально возможной величины, после чего измеряют градиент нормальной составляющей напряженности поля остаточной намагниченности над центром намагниченного участка,по величине которого судят о механических свойствах или о температуре термообработки изделия 2. Недостатком известного способа является невысокая точность контроля температуры,при которой проводилась термообработка ферромагнитных изделий из улучшаемых марок сталей. Наиболее близким по технической сущности к настоящему изобретению является способ неразрушающего контроля механических свойств ферромагнитного изделия, включающий в себя намагничивание изделия постоянным магнитным полем до состояния технического насыщения, создание в изделии динамических внешних напряжений, после их снятия измерение остаточной намагниченности, получаемой таким образом, и, в соответствии с заранее выявленной корреляционной зависимостью, определение температуры отпуска и, следовательно, механических свойств изделия 3. Недостатками известного способа являются низкая производительность контроля изза операции создания в изделии динамических напряжений и невозможность его реализации на изделиях большого сечения из-за необходимости прилагать к ним технически неприемлемые величины механических нагрузок для создании требуемого в материале изделия уровня механических напряжений. Технической задачей настоящего изобретения является повышение производительности и расширения сортамента изделий, на которых возможен контроль температуры, при которой проводилась термообработка ферромагнитного изделия из улучшаемой марки стали. 2 13205 1 2010.06.30 Сущность изобретения заключается в том, что контролируемое изделие локально намагничивают импульсным магнитным полем, в процессе действия намагничивающего импульса измеряют в центре намагничиваемого участка изделия нормальную составляющую напряженности магнитного поля изделияипри максимальной величине намагничи вающего поля Н и ее максимальное значениеи , после окончания импульса измеряют градиентнормальной составляющей напряженности поля остаточной намагниченности в центре намагничиваемого участка изделия и определяют искомую температуру Т в соответствии с заранее установленным уравнением множественной корреляции 012 и 3 и ,где 0, а 1, а 2 и а 3 - коэффициенты уравнения корреляции. В отличие от прототипа по заявляемому изобретению контролируемое изделие локально намагничивают импульсным магнитным полем, в процессе действия намагничивающего импульса измеряют в центре намагничиваемого участка изделия нормальную составляющую напряженности магнитного поля изделияипри максимальной величи не намагничивающего поля Н и ее максимальное значениеи , измеряют не величину остаточной намагниченности, а градиентнормальной составляющей напряженности поля остаточной намагниченности в центре намагничиваемого участка изделия, и определяют искомую температуру Т в соответствии с заранее установленным уравнением множественной корреляции 012 и 3 и ,где 0, а 1, а 2 и а 3 - коэффициенты уравнения корреляции. При этом полностью исключена операция приложения к изделию упругой механической нагрузки. Это позволяет повысить производительность контроля и расширить сортамент изделий,на которых возможен контроль за счет устранения операции приложения к изделию упругой механической нагрузки, измерения градиентанормальной составляющей напряженности поля остаточной намагниченности в центре намагничиваемого участка изделия и дополнительных магнитных параметров (иии ) и учета при множественной кор реляции разной функциональной зависимости измеряемых параметров от температуры термообработки. На фиг. 1 показаны форма намагничивающего импульса (а), изменение нормальной составляющей напряженности магнитного поля в центре намагничиваемого участка (б) и ее градиента (в) в процессе действия намагничивающего импульса. На фиг. 2 показаны зависимости величин ,и,и и Т от температуры отп,при которой были отпущены диски диаметром 59 мм и толщиной 5 мм, изготовленные из улучшаемой стали 45. На фиг. 3 показана одна из возможных структурных схем устройства для реализации способа по заявке. Способ осуществляют следующим образом. Испытуемое изделие локально намагничивают импульсным магнитным полем . В процессе действия намагничивающего импульса измеряют в центре намагничиваемого участка нормальную составляющую напряженности магнитного поля изделияипри максимальной величине намагничивающего поля Н и ее максимальное значениеи . После окончания импульса измеряют градиентнор мальной составляющей напряженности поля остаточной намагниченности в центре намагничиваемого участка и определяют температуру Т, при которой проводилась термообработка в соответствии с заранее установленным уравнением множественной корреляции 3 где 0, а 1, а 2 и а 3 - коэффициенты уравнения корреляции. Предложенный способ может быть реализован, например, с помощью устройства, показанного на фиг. 3. Устройство содержит блок 1 управления, генератор 2 импульсов тока, намагничивающий соленоид 3, датчик 4 измерения нормальной составляющей напряженности магнитного поля изделия и датчик 5 измерения градиента нормальной составляющей напряженности магнитного поля изделия, совмещенные с намагничивающим соленоидом 3, блок 6 измерения нормальной составляющей напряженности магнитного поля изделия,блок 7 измерения градиента нормальной составляющей напряженности магнитного поля изделия, блок 8 определения максимума напряженности намагничивающего поля, блок обработки 9 и индикатор 10. Для реализации способа устанавливают намагничивающий соленоид 3 на поверхность испытуемого изделия (на фигуре не показано). Включают блок 1 управления, который запускает генератор 2 импульсов тока и устанавливает блок 6 измерения нормальной составляющей напряженности магнитного поля изделия, блок 7 измерения градиента нормальной составляющей напряженности магнитного поля изделия и блок 8 определения максимума напряженности намагничивающего поля в исходное состояние. Импульс тока,проходя через намагничивающий соленоид 3, создает импульсное магнитное поле, которое намагничивает контролируемое изделие. Сигнал с намагничивающего соленоида 3 поступает на блок 8 определения максимума напряженности намагничивающего поля. Электрический сигнал с датчика 4 измерения нормальной составляющей напряженности магнитного поля изделия поступает на блок 6 измерения нормальной составляющей напряженности магнитного поля изделия. В момент достижения намагничивающим полем максимальной величины Н блоком 8 измерения напряженности намагничивающего поля формируется импульс, по которому сигнал, пропорциональный нормальной составляющей напряженности магнитного поля изделия, который в данный момент времени равени, переписывается из блока 6 измерения нормальной составляющей напряженности магнитного поля изделия в блок обработки 9. В процессе действия намагничивающего импульса блок 6 измерения нормальной составляющей напряженности магнитного поля изделия отслеживает величину этой составляющей и при достижении ей максимального значенияи переписывает его в блок обработки 9. По окончании намагничивающего импульса устройство управления 1 формирует импульс, по которому блок 7 измерения градиента нормальной составляющей напряженности магнитного поля изделия переписывает величину измеренного градиентав пересчетное устройство 9. После этого блок обработки 9 по соотношению 012 и 3 и рассчитывает температуру Т, при кото рой проводилась термообработка контролируемого изделия. Информация о величине температуры поступает на индикатор 10. При контроле температуры отпуска диска диаметром 59 мм и толщиной 9 мм из улучшаемой стали 45 по прототипу его, во-первых, невозможно закрепить в испытательной машине, а, во-вторых, требуемое усилие должно составлять порядка 26800 н. Контроль температуры отпуска диска диаметром 59 мм и толщиной 9 мм из улучшаемой стали 45 по величине(фиг. 2) дает коэффициент корреляции-0,8469 и дисперсию 125,85, при контроле поикоэффициент корреляции 0,9244 и дисперсия 90,24, а при контроле пои коэффициент корреляции 0,9411 и дисперсия 80,00. При измерении одновременно трех магнитных параметров (,ии 3 и ) и применении множественного корреляционного анализа коэффициент корреляции на 4 13205 1 2010.06.30 этих изделиях повышается до 0,9748, а дисперсия уменьшается до 68,11. При этом время измерения не превышает 5 с. Техническим результатом осуществления предлагаемого способа является расширение области применения импульсного магнитного метода контроля механических свойств ферромагнитного изделия на класс так называемых улучшаемых сталей, не имеющих однозначной зависимости результата измерения стандартных магнитных характеристик от температуры отпуска в широком интервале ее изменения, независимо от их размеров. Источники информации Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: G01N 27/72
Метки: температуры, магнитного, изделия, которой, ферромагнитного, контроля, термообработка, проводилась, импульсного, способ
Код ссылки
<a href="https://by.patents.su/5-13205-sposob-impulsnogo-magnitnogo-kontrolya-temperatury-pri-kotorojj-provodilas-termoobrabotka-ferromagnitnogo-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Способ импульсного магнитного контроля температуры, при которой проводилась термообработка ферромагнитного изделия</a>
Устройство для импульсного магнитного контроля температуры, при которой проводилась термообработка ферромагнитных изделий
Номер патента: U 4959
Опубликовано: 30.12.2008
Авторы: Бурак Вероника Анатольевна, Матюк Владимир Федорович
МПК: G01N 27/80
Метки: изделий, термообработка, импульсного, контроля, устройство, ферромагнитных, температуры, магнитного, которой, проводилась
Текст:
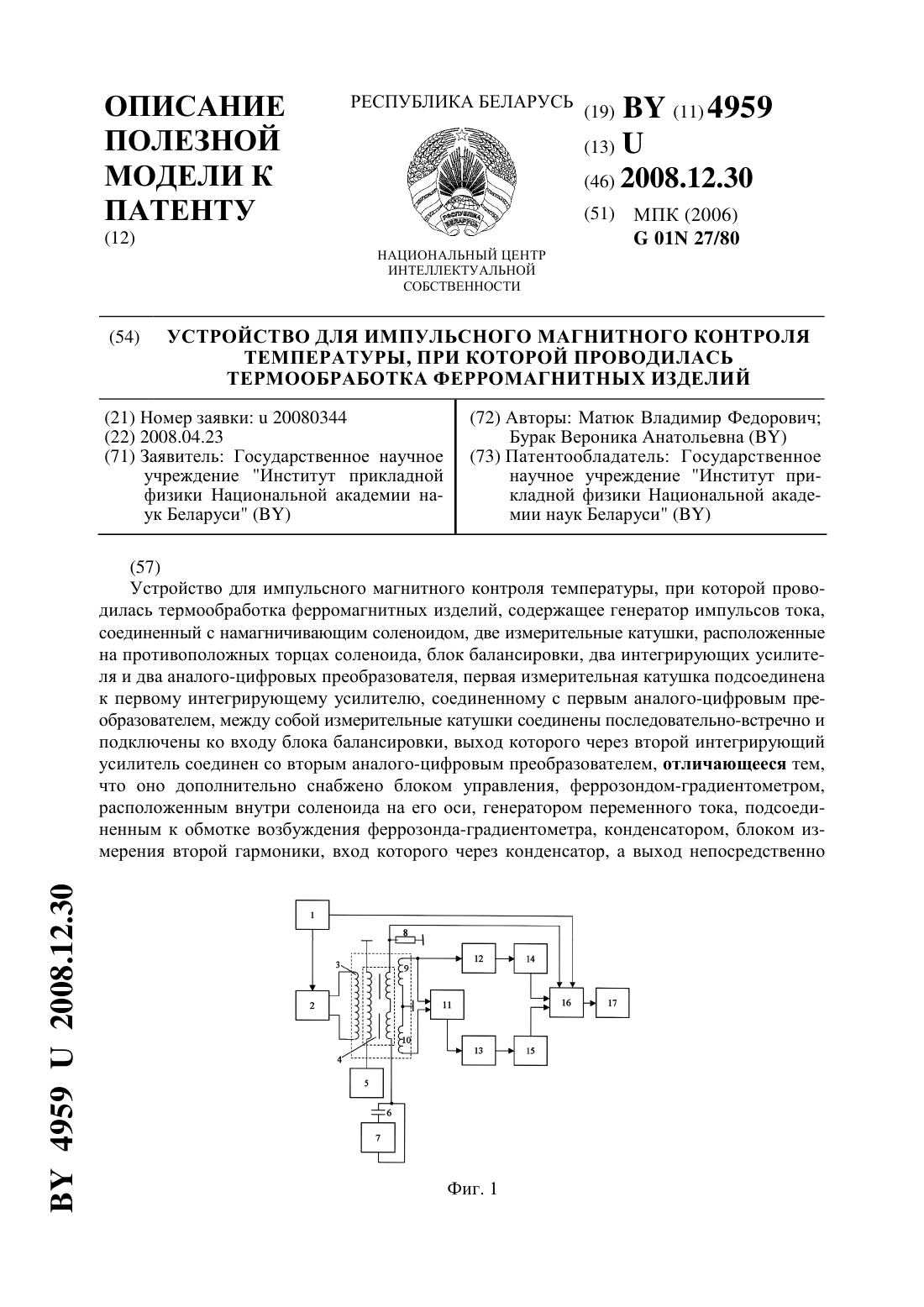
...феррозонд-градиентометр, расположенный внутри соленоида на его оси, генератор переменного тока, подсоединенный к обмотке возбуждения феррозонда-градиентометра, конденсатор, блок измерения второй гармоники, вход которого через конденсатор, а выход непосредственно подсоединены к первому выводу измерительной обмотки феррозонда-градиентометра, резистор, подсоединенный ко второму выводу измерительной обмотки феррозонда-градиентометра,...
Способ импульсного магнитного контроля температуры термообработки ферромагнитного изделия
Номер патента: 13238
Опубликовано: 30.06.2010
Авторы: Матюк Владимир Федорович, Бурак Вероника Анатольевна
МПК: G01N 27/72
Метки: температуры, магнитного, изделия, способ, импульсного, термообработки, контроля, ферромагнитного
Текст:
...им на изделии градиент нормальной составляющей напряженности поля остаточной намагниченности был противоположен по направлению градиенту п, измеряют градиент 0 нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка, размагничивают изделие импульсным магнитным полем противоположного направления с амплитудой 1, обеспечивающей после размагничивания нулевое значение градиента нормальной...
Способ импульсного магнитного контроля температуры отпуска изделия из среднеуглеродистой стали
Номер патента: 12447
Опубликовано: 30.10.2009
Авторы: Матюк Владимир Федорович, Делендик Михаил Николаевич, Бурак Вероника Анатольевна
МПК: G01N 27/72
Метки: импульсного, магнитного, способ, отпуска, контроля, среднеуглеродистой, изделия, температуры, стали
Текст:
...искомую температуру по заранее установленной корреляционной температурной зависимости суммы двух измеренных градиентов. В отличие от прототипа по заявляемому способу дополнительно измеряют величину градиента нормальной составляющей напряженности поля остаточной намагниченности в центре намагниченного участка контролируемого изделия после окончания намагничивания, размагничивают его импульсным магнитным полем противоположного...
Способ импульсного магнитного контроля механических свойств ферромагнитного изделия
Номер патента: 13175
Опубликовано: 30.04.2010
Авторы: Бурак Вероника Анатольевна, Матюк Владимир Федорович
МПК: G01N 27/72
Метки: механических, изделия, импульсного, способ, свойств, ферромагнитного, контроля, магнитного
Текст:
...созданный им в центре намагниченного участка градиент 0 нормальной составляющей напряженности поля остаточной намагниченности был противоположен по направлению градиенту п,измеряют величину градиента 0, амплитуду импульсного магнитного поля противоположного направления устанавливают из условия, что после размагничивания обеспечивается нулевое значение градиента нормальной составляющей напряженности поля 2 13175 1 2010.04.30 остаточной...
Способ импульсного магнитного контроля температуры отпуска изделия из улучшаемой ферромагнитной стали
Номер патента: 12446
Опубликовано: 30.10.2009
Авторы: Матюк Владимир Федорович, Бурак Вероника Анатольевна
МПК: G01N 27/72
Метки: улучшаемой, импульсного, отпуска, способ, контроля, стали, температуры, ферромагнитной, магнитного, изделия
Текст:
...участка контролируемого изделия и определяют искомую температуру по заранее установленной корреляционной температурной зависимости двух измеренных градиентов. В отличие от прототипа по заявляемому способу размагничивание после первого намагничивания осуществляют импульсным магнитным полем с амплитудой, обеспечивающей после размагничивания нулевое значение градиента нормальной составляющей напряженности поля остаточной намагниченности...
Предыдущий патент: Устройство передачи информации по оптическому каналу связи
Следующий патент: Способ оценки локомоторных функций человека
Случайный патент: Способ создания устойчивого дубово-елового насаждения