Способ брикетирования стальной стружки
Номер патента: 12056
Опубликовано: 30.06.2009
Авторы: Скибарь Александр Михайлович, Гурченко Павел Семенович, Демин Михаил Иванович, Михлюк Анатолий Игнатьевич
Текст
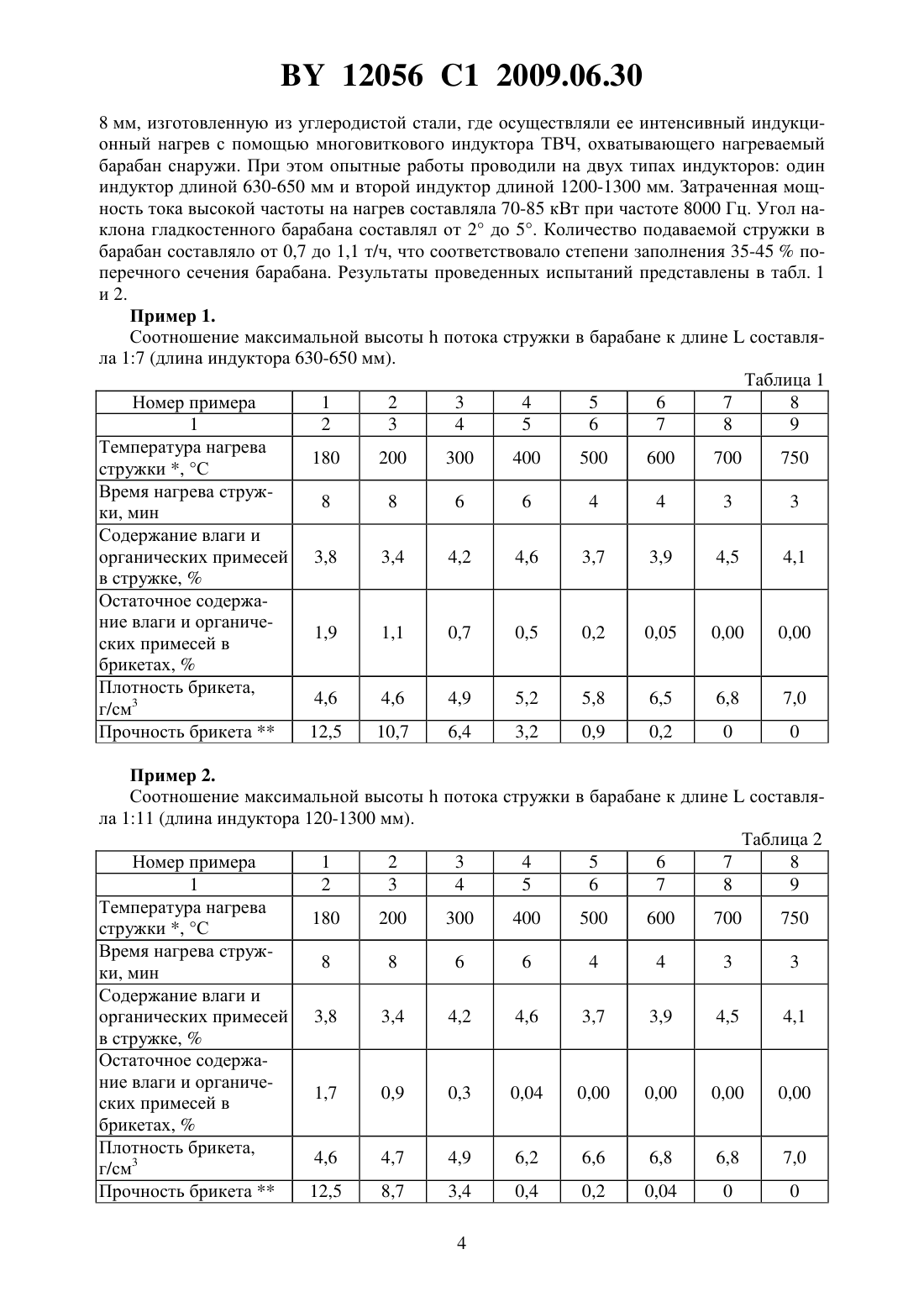
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ БРИКЕТИРОВАНИЯ СТАЛЬНОЙ СТРУЖКИ(71) Заявитель Открытое акционерное общество Минский автомобильный завод(72) Авторы Гурченко Павел Семенович Михлюк Анатолий Игнатьевич Демин Михаил Иванович Скибарь Александр Михайлович(73) Патентообладатель Открытое акционерное общество Минский автомобильный завод(56)7394 1, 2005.8755 1, 2006. МИХЛЮК А.И. Технологические процессы и оборудование управляемой термообработки изделий машиностроения с применением индукционного нагрева. Автореферат диссертации на соискание ученой степени кандидата технических наук. - Мн., 2004. - . 3,8-10.788 , 2003.4260373, 1981.55-85635 , 1980.2033065, 1980.1392133 1, 1988.(57) Способ брикетирования стальной стружки, включающий ее дробление, перемешивание, очистку от влаги и органических примесей, нагрев и горячее прессование в прессформе, отличающийся тем, что дробление осуществляют до размера не более 12 мм, а очистку, перемешивание и нагрев проводят одновременно во вращающемся наклонном барабане путем воздействия электромагнитного поля высокой частоты на движущийся поток стружки в течение 3-6 мин, причем нагрев осуществляют до температуры 400700 С, а соотношение высоты и длины нагреваемого потока стружки составляет 1(10-12). Изобретение относится к металлургии, в частности к способам переработки металлической стружки, и может быть использовано при подготовке стружковых отходов металлообработки к металлургическому переплаву. Известен способ так называемого холодного брикетирования металлической стружки 1, включающий ее дробление, очистку, нагрев, добавление шлама, связующих материалов, перемешивание и уплотнение, в котором в качестве связующего материала используется водно-цементная паста в количестве 4-7 от массы брикета. Недостатками известного способа является то, что добавление связующих компонентов в брикеты требует дополнительных материальных затрат на стадии изготовления и энергетических на стадии последующей плавки. Кроме того, получения брикетов с помощью связующих является длительность процесса, связанная с необходимостью затвердевания связующего наполнителя на основе цемента и загрязнение брикетов, используемых в качестве шихтового материала при плавке. 12056 1 2009.06.30 Известен способ брикетирования металлической стружки, в частности изготовление брикетов из стружки титана и его сплавов 2, включающий дробление стружки до получения двух фракций, смешивание, мойку, сушку и уплотнение в пресс-форме. Недостатками данного способа являются сложность и длительность процесса получения брикетов, заключающаяся в наличии двух операций раздельного измельчения стружки, последующего их смешивания и наличие двух операций очистки - мойки и сушки. Кроме того, наличие двух стадий очистки (мойки и сушки) требует двух отдельных систем нейтрализации удаляемых при этом остатков СОЖ - для жидких остатков, образующихся при мойке и для газообразных - образующихся при сушке. Кроме того, из-за разницы длин фракций элементы стружки не могут равномерно прогреться, следовательно, имеют разную механическую прочность, а также весовое соотношение не обеспечивает их хорошую сцепляемость, поэтому металлические брикеты имеют нестабильное качество. Наиболее близким к заявляемому изобретению является способ брикетирования металлической стружки 3 - прототип, включающий ее дробление, механическое отжатие смазочно-охлаждающей жидкости, нагрев и прессование, стружку с плотностью засыпки 700-1000 кг/м 3 нагревают со скоростью 7-9 С в атмосфере пиролиза масел в замкнутом пространстве при соотношении высоты и ширины нагреваемого слоя (5-8)1 до температуры 670-690 С, и далее, перед горячим брикетированием, в нагретую стружку добавляют холодный металлический шлам в количестве 5-25 стружки с содержанием смазочноохлаждающей жидкости (СОЖ) 2-5 . Недостатками прототипа являются сложность технологии изготовления, связанная с дополнительным перемешиванием нагретой и подаваемой холодной стружки, длительность процесса очистки, связанная с малыми скоростями нагрева и ограничениями по плотности и площадям насыпки стружки при ее нагреве. Подача холодной стружки содержащей СОЖ, в ранее нагретую стружку приводит к испарению и выгоранию СОЖ находящейся в холодной стружке, что требует дополнительного устройства по удалению и нейтрализации продуктов выгорания СОЖ. Задачей предлагаемого способа брикетирования стальной стружки является повышение качества брикетов путем улучшения качества очистки, увеличение плотности брикетов и повышение производительности. Техническим результатом предлагаемого изобретения является полное удаление остатков органических примесей и влаги из стальной стружки, устранение угара легирующих элементов и обезуглероживания стружки при очистке, уменьшение потерь стружки в процессе переработки и транспортирования, а также в снижении затрат электроэнергии,материалов и трудовых ресурсов при получении брикетов и последующей плавки металла из них. Поставленная задача достигается тем, что в способе брикетирования стальной стружки, включающем ее дробление, перемешивание, очистку от влаги и органических примесей, нагрев и горячее прессование в пресс-форме, дробление производят до размера не более 12 мм, а очистку, перемешивание и нагрев осуществляют одновременно, во вращающемся наклонном барабане путем воздействия электромагнитного поля высокой частоты на движущийся поток стружки в течение 3-8 мин, причем нагрев осуществляют до температуры 400-700 С, а соотношение высоты и длины нагреваемого потока стружки составляет 1(10-12). Повышение производительности и улучшение качества очистки стальной стружки достигается за счет применения комплексного нагрева с помощью электромагнитного поля высокой частоты, что обеспечивает интенсификацию процессов испарения влаги, пиролиза и выгорания органических примесей. При воздействии электромагнитного поля высокой частоты на металлический барабан из ферромагнитного материала происходит его интенсивный нагрев. Кроме того, электро 2 12056 1 2009.06.30 магнитное поле формируется в потоке стружки движущегося и перемешивающегося в наклонном барабане, нагревая его. В результате комплексного нагрева потока стружки для очистки происходит по следующим направлениям теплопроводностью при контакте холодной стружки с нагретой поверхностью барабана, между нагретой и холодной стружкой при интенсивном их перемешивании путем конвективного теплообмена между нагретой поверхностью барабана и холодным движущимся потоком стружки электромагнитным полем высокой частоты, находящимся внутри нагретого барабана,воздействующим на поток стружки, являющейся ферромагнитным материалом. В процессе комплексного нагрева потока стружки в барабане происходит интенсивное испарение влаги, пиролиз и выгорание остатков органических примесей по всему сечению потока стружки, а перемешивание потока стружки в процессе его перемещения вдоль барабана обеспечивает интенсивный и полный отвод газообразных продуктов. При этом интенсивный нагрев потока стружки в парах пиролиза органических примесей и малое время нахождения ее в интервале высоких температур исключает выгорание стружки или обезуглероживание ее поверхностного слоя. Увеличение плотности брикетов достигается за счет снижения твердости стружки получаемой при нагреве в процессе очистки, что позволяет при одном и том же усилии сжатия на операции прессования получать брикеты более высокой плотности. Стружка,образующаяся при механической обработке, и в первую очередь стальная витая стружка,подвергается наклепу, что приводит к повышению ее твердости и снижению пластичности. В процессе нагрева происходит снижение твердости за счет снятия напряжений структуры металла в состоянии наклепа. Это повышает пластичность стальной стружки и,как следствие, повышение плотности брикетов при прессовании. Сущность предлагаемого изобретения поясняется чертежами. На фиг. 1 представлена последовательность осуществления предлагаемого способа брикетирования стальной стружки фиг. 2 - сечение А-А фиг. 1, показана высота нагреваемого слоя стружки фиг. 3 - график зависимости процентного содержания влаги и органических примесей в брикетах после очистки стружки при определенной температуре (1 - температура трубы 180 С, 2 - 300 С, 3 - 500 С, 4 - 700 С). Способ брикетирования стальной стружки осуществляется следующим образом. Стружка 1, после предварительного рассева и удаления посторонних предметов, подается в бункер 2, далее валками дробилки 3 осуществляется измельчение ее до максимального размера не более 12 мм. Измельченная стружка по подающему лотку 4 подается во вращающийся гладкостенный барабан 5, предварительно нагретый до температуры 500750 С электромагнитным полем высокой частоты индуктора 6. При этом параметры потока стружки в барабане (высотана фиг. 2 и длиназоны воздействия индуктора на фиг. 1) находятся в соотношении 1(10-12). Регламентированный таким образом поток стружки 7, непрерывно перемешиваясь, нагревается до заданной температуры и одновременно перемещается вдоль нагретого гладкостенного барабана в сторону выгрузки. Продукты испарения и пиролиза удаляются в устройство нейтрализации 8. В зависимости от угла наклона барабана, скорости его вращения и количества подаваемой стружки температура ее нагрева на выходе может быть в интервале от 180 до 750 С. Далее стружка после очистки в барабане 5 через приемный лоток 9 попадает в рабочую камеру пресс-формы 10, где осуществляется брикетирование стальной стружки при различной ее температуре. Готовые брикеты 12 поступают в тару 11. Сущность предлагаемого способа подтверждается следующими примерами. На Минском автомобильном заводе авторами проведены работы по брикетированию опытных партий стальной углеродистой и стальной легированной стружки по заявляемому способу. Стальную стружку подавали в наклонный барабан диаметром 220 мм с толщиной стенки 3 12056 1 2009.06.30 8 мм, изготовленную из углеродистой стали, где осуществляли ее интенсивный индукционный нагрев с помощью многовиткового индуктора ТВЧ, охватывающего нагреваемый барабан снаружи. При этом опытные работы проводили на двух типах индукторов один индуктор длиной 630-650 мм и второй индуктор длиной 1200-1300 мм. Затраченная мощность тока высокой частоты на нагрев составляла 70-85 кВт при частоте 8000 Гц. Угол наклона гладкостенного барабана составлял от 2 до 5. Количество подаваемой стружки в барабан составляло от 0,7 до 1,1 т/ч, что соответствовало степени заполнения 35-45 поперечного сечения барабана. Результаты проведенных испытаний представлены в табл. 1 и 2. Пример 1. Соотношение максимальной высотыпотока стружки в барабане к длинесоставляла 17 (длина индуктора 630-650 мм). Таблица 1 Номер примера 1 2 3 4 5 6 7 8 1 2 3 4 5 6 7 8 9 Температура нагрева 180 200 300 400 500 600 700 750 стружки , С Время нагрева струж 8 8 6 6 4 4 3 3 ки, мин Содержание влаги и органических примесей 3,8 3,4 4,2 4,6 3,7 3,9 4,5 4,1 в стружке,Остаточное содержание влаги и органиче 1,9 1,1 0,7 0,5 0,2 0,05 0,00 0,00 ских примесей в брикетах,Плотность брикета,4,6 4,6 4,9 5,2 5,8 6,5 6,8 7,0 г/см 3 Прочность брикета 12,5 10,7 6,4 3,2 0,9 0,2 0 0 Пример 2. Соотношение максимальной высотыпотока стружки в барабане к длинесоставляла 111 (длина индуктора 120-1300 мм). Таблица 2 Номер примера 1 2 3 4 5 6 7 8 1 2 3 4 5 6 7 8 9 Температура нагрева 180 200 300 400 500 600 700 750 стружки , С Время нагрева струж 8 8 6 6 4 4 3 3 ки, мин Содержание влаги и органических примесей 3,8 3,4 4,2 4,6 3,7 3,9 4,5 4,1 в стружке,Остаточное содержание влаги и органиче 1,7 0,9 0,3 0,04 0,00 0,00 0,00 0,00 ских примесей в брикетах,Плотность брикета,4,6 4,7 4,9 6,2 6,6 6,8 6,8 7,0 г/см 3 Прочность брикета 12,5 8,7 3,4 0,4 0,2 0,04 0 0 4 12056 1 2009.06.30- замерялась в середине потока стружки на выходе из зоны действия электромагнитного поля индуктора- определяется как осыпаемость после трехкратного сбрасывания брикета с высоты 1 м на бетонную плиту, . Из анализа представленных таблиц видно, что при длине индуктора 630-650 мм (соотношение максимальной высотыпотока стружки в барабане к длине 17) достигается полная очистка стружки при нагреве выше 700 С, что является энергозатратным процессом (примеры 7, 8 табл. 1). Кроме того, при нагреве стружки до высоких температур снижается производительность. При длине индуктора 1200-1300 мм (соотношение максимальной высотыпотока стружки в барабане к длине 111) полная очистка стружки достигается при температуре нагрева от 400 С и выше (примеры 4, 5, 6, 7, 8 табл. 2). Плотность брикетов более 6,0 г/см 3 достигается при нагреве более 400 С, при длине индуктора 1200-1300 мм, где достигается более равномерный прогрев стружки по сечению потока (примеры 4, 5, 6, 7, 8 табл. 2). При нагреве более 400 С, при длине индуктора 1200-1300 мм, плотность брикетов ниже, что объясняется неравномерностью ее прогрева(примеры 4, 5 табл. 1). На фиг. 3 представлен график зависимости содержания влаги и органических примесей после прохождения очищаемой стружки через барабан от времени нахождения стружки в нагретом барабане. Состав большинства СОЖ загрязняющих стружку представляет собой смесь воды, специальных добавок и масла в количестве до 30 . Температура вспышки масел, находится в пределах 170-200 С, поэтому нагрев стружки в барабане до температуры 180 С приводит к полному испарению воды, в то время как масло испаряется только частично (поз. 1). Повышение температуры нагрева барабана приводит к полному удалению влаги и органических примесей из стружки, причем чем выше температура поверхности, тем быстрее идет процесс очистки (поз. 2, 3, 4). Произведено брикетирование опытной партии очищенной стружки по предлагаемому способу. Стружка подавалась в экспериментальный штамп пневматического пресса конструкции МАЗ с усилием 5,3 тс. Размеры рабочей камеры пресса были рассчитаны из условия создания равнозначного удельного давления создаваемого в рабочей камере гидравлического пресса мод. Б 6238, применяемого для холодного брикетирования стружки на РУП МАЗ. Источники информации 1. Патент РБ 7767, МПК С 22 В 1/248, 1/243, 2006. 2. Патент РФ 2267543, МПК С 22 В 1/248, 2006. 3. Патент РБ 7394, МПК С 22 В 1/24, В 22 8/00, 2005 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
Метки: брикетирования, стружки, стальной, способ
Код ссылки
<a href="https://by.patents.su/5-12056-sposob-briketirovaniya-stalnojj-struzhki.html" rel="bookmark" title="База патентов Беларуси">Способ брикетирования стальной стружки</a>
Способ брикетирования металлической стружки
Номер патента: 7767
Опубликовано: 28.02.2006
Авторы: Гагасов Александр Матвеевич, Пенза Валерий Николаевич, Дьяконов Олег Михайлович, Амельянчик Евгений Станиславович
МПК: C22B 1/248, C22B 1/243
Метки: металлической, брикетирования, стружки, способ
Текст:
...прочность и разрушаются при транспортировке и загрузке в сталеплавильную печь. Имеет место большой угар при переплавке брикетов. Технической задачей, на решение которой направлено данное изобретение, является возможность прессования малопластичной труднодеформируемой стружки и повышение прочности брикетов. Поставленная задача решается тем, что в предложенном способе брикетирования металлической стружки, заключающемся в ее дроблении,...
Способ брикетирования металлической стружки
Номер патента: 7394
Опубликовано: 30.09.2005
Автор: Дьяконов Олег Михайлович
Метки: способ, стружки, брикетирования, металлической
Текст:
...3 дней, после чего содержание эмульсола понижалось до 8 . Стружку просеивали в сортировочном барабане с отверстиями диаметром 50 мм и высыпали на ленту транспортера, после чего на стружку насыпали тонкий слой шлама с помощью вибролотка в количестве 15 от массы смеси. Смесь засыпали в грейферный короб и направляли в приемный бункер установки горячего брикетирования. Стружко-порошковую смесь формовали в пористый слой в стальном муфеле...
Способ брикетирования металлической стружки и устройство для его осуществления
Номер патента: 8755
Опубликовано: 30.12.2006
Автор: Дьяконов Олег Михайлович
МПК: C22B 1/248
Метки: способ, металлической, осуществления, устройство, брикетирования, стружки
Текст:
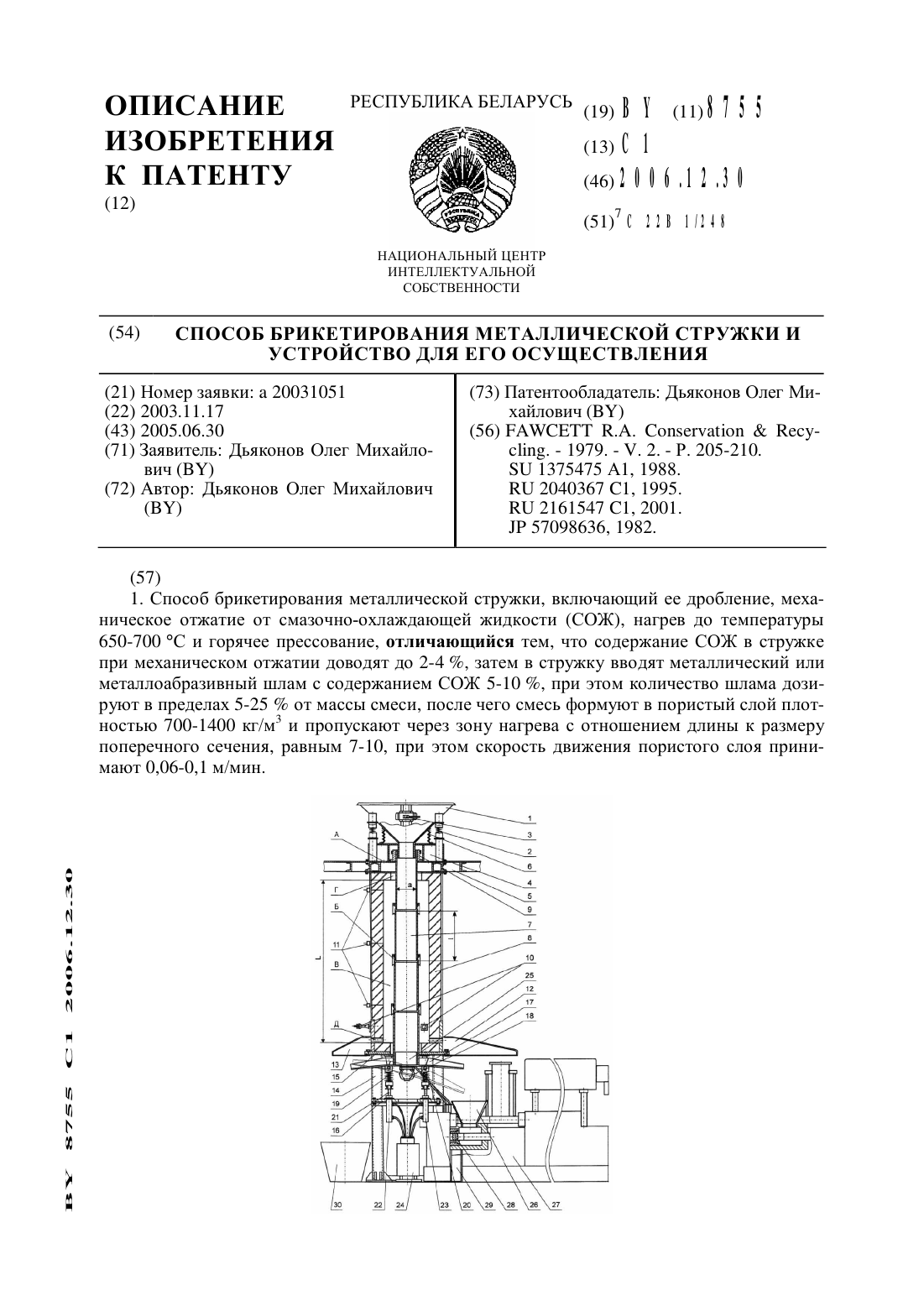
...вибролотка 17 и угол его наклона определяется положением траверс 19,20. Фиксирование рабочего положения лотка 17 осуществляется с помощью жесткихопор, устанавливаемых под траверсами 19, 20 (на рис. не показаны). В горизонтальном положении лоток 17 запирает муфель 7. При этом, во избежание непроизводительных потерь стружки при первоначальном пуске устройства, используется пустотелая вставка 25. Положение лотка 17 с уклоном вправо...
Способ очистки поверхности стальной проволоки
Номер патента: 9384
Опубликовано: 30.06.2007
Авторы: Крымчанский Исаак Израилевич, Савенок Анатолий Николаевич, Андрианов Николай Викторович, Демидов Александр Васильевич
МПК: C23G 1/14
Метки: очистки, способ, проволоки, стальной, поверхности
Текст:
...в табл. 1. Таблица 1 Эффективности очистки при разных способах охлаждения проволоки после нагрева в расплаве свинца Последовательность операций Цвет стальной проволоки по- Внешний вид бронзовомежду расплавом свинца и серсле ванны щелочной очистки го покрытия нокислым травлением Щелочной раствор, промывка Светлый металлический Светлое Ванна охлаждения водой, щелочТемно-коричневый Темное с пятнами ной раствор - промывка Ванна охлаждения...
Способ изготовления высокопрочной стальной проволоки
Номер патента: 6035
Опубликовано: 30.03.2004
Авторы: Ежов Виктор Васильевич, Филиппов Вадим Владимирович, Желтков Александр Сергеевич, Савенок Анатолий Николаевич
МПК: B21C 1/00
Метки: проволоки, изготовления, стальной, способ, высокопрочной
Текст:
...с последующим нагревом до 350400 С 1. Недостаток прототипа в том, что при использовании этого способа происходит заметное разупрочнение проволоки, увеличение затрат и трудоемкости за счет введения дополнительной операции нагрева. 6035 1 Задача, решаемая изобретением, состоит в повышении качества и снижении трудоемкости производства проволоки, подвергаемой дальнейшей пластической деформации свивке, плетению и т.д. Технический результат,...
Предыдущий патент: Инсектицидная композиция
Следующий патент: Устройство для автоматического измерения частотных характеристик трансформатора напряжения
Случайный патент: Способ испытания на контактно-механическую усталость материала рельса системы колесо-рельс-основание