Установка для двулучевой лазерной сварки кварцевого стекла
Номер патента: U 9962
Опубликовано: 28.02.2014
Авторы: Шершнев Евгений Борисович, Никитюк Юрий Валерьевич, Соколов Сергей Иванович

Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТАНОВКА ДЛЯ ДВУЛУЧЕВОЙ ЛАЗЕРНОЙ СВАРКИ КВАРЦЕВОГО СТЕКЛА(71) Заявитель Учреждение образования Гомельский государственный университет имени Франциска Скорины(72) Авторы Шершнев Евгений Борисович Никитюк Юрий Валерьевич Соколов Сергей Иванович(73) Патентообладатель Учреждение образования Гомельский государственный университет имени Франциска Скорины(57) Установка для двулучевой сварки кварцевого стекла, содержащая установленные последовательно лазеры, один из которых имеет длину волны, соответствующую интенсивному поглощению поверхностными слоями обрабатываемого материала, другой соответствующую объемному поглощению в обрабатываемом материале, механизм вертикального перемещения, на каретке которого установлены фокусирующие объективы каждого лазера, координатный стол и блок управления установкой, связанный с компьютером, отличающаяся тем, что содержит тепловизор, связанный с компьютером. 99622014.02.28 Полезная модель относится к оборудованию для лазерной сварки кварцевого стекла и может быть использована в электронной, стекольной и авиационной промышленности для сварки кварцевых изделий. Известна установка для лазерной сварки стеклянных изделий, содержащая 2-лазер,фокусирующий объектив, вращающийся патрон, пружинные прижимы 1. Известная установка обеспечивает возможность вваривать капилляр ртутного термометра в оболочку, а также заваривать его донышко. Однако использование 2-лазера вследствие поверхностного поглощения позволяет сваривать только тонкостенные изделия. При сварке толстостенных изделий будут наблюдаться низкая глубина проплавления и растрескивание сварного шва вследствие наличия остаточных напряжений из-за неравномерности нагрева при сварке. Для сварки толстостенных изделий необходимо уменьшать плотность мощности и увеличивать время прогрева, что приведет к снижению производительности и уменьшению эффективности лазерных технологических процессов. Кроме этого, использование известной установки в случае сваривания изделий переменной толщины не обеспечивает формирование качественного сварного шва. Дело в том,что в случае лазерного нагрева максимальные значения температуры в зоне обработки зависят от толщины материала. При использовании известной установки при сварке изделий с переменной толщиной значения температуры на части контура обработки будут либо превышать заданные значения температуры, либо будут их ниже. При использовании известной установки не обеспечивается возможность получения информации о распределении температурных полей в зоне обработки, что, в свою очередь, не позволяет проводить корректировку параметров обработки для обеспечения значений температуры, необходимых для качественного формирования сварного шва. Наиболее близкой по технической сущности и достигаемому результату к заявляемой полезной модели является установка для двулучевой лазерной сварки кварцевого стекла,содержащая установленные последовательно лазеры, один из которых имеет длину волны,соответствующую интенсивному поглощению поверхностными слоями обрабатываемого материала, другой - соответствующую объемному поглощению в обрабатываемом материале, механизм вертикального перемещения, на каретке которого установлены фокусирующие объективы каждого лазера, координатный стол и блок управления установкой,связанный с компьютером 2. Известная установка позволяет производить сварку толстостенных изделий из кварцевого стекла. Использование лазера с длиной волны, соответствующей объемному поглощению материалом позволяет увеличить глубину проплавления и избежать растрескивания изделия вследствие остаточных напряжений после сварки. Недостаток известной установки заключается в том, что она не обеспечивает автоматический контроль и управление процессом сварки, что снижает производительность и эффективность процесса сварки. Это объясняется тем, что в случае лазерного нагрева максимальные значения температуры в зоне обработки зависят от толщины материала, при этом влияние данной зависимости особенно велико при использовании лазера с длиной волны, соответствующей объемному поглощению материалом. Поэтому при сварке изделий переменной толщины возникает необходимость контроля над распределением температурных полей в зоне лазерного воздействия для проведения необходимой корректировки параметров обработки в случае отклонения значений температурного поля от значений, обеспечивающих качественное формирование сварного шва. Техническая задача, решаемая заявляемой полезной моделью, заключается в получении качественных сварных изделий из кварцевого стекла. Технический результат, достигаемый полезной моделью, заключается в формировании температурных полей в зоне лазерной обработки, значения которых находятся 2 99622014.02.28 в заданном температурном интервале, обеспечивающем качественное формирование сварного шва. Достижение указанного технического результата достигается тем, что установка для двулучевой лазерной сварки кварцевого стекла, содержащая установленные последовательно лазеры, один из которых имеет длину волны, соответствующую интенсивному поглощению поверхностными слоями обрабатываемого материала, другой - соответствующую объемному поглощению в обрабатываемом материале, механизм вертикального перемещения, на каретке которого установлены фокусирующие объективы каждого лазера, координатный стол и блок управления установкой, связанный с компьютером, дополнительно содержит тепловизор, связанный с компьютером. В отличие от прототипа введение тепловизора, связанного с компьютером, обеспечивает возможность получения и анализа информации о распределении температурных полей в зоне обработки и корректировки параметров обработки в случае отклонения значений температурного поля от значений, обеспечивающих качественное формирование сварного шва. На фигуре схематически изображена заявляемая полезная модель, вид сбоку. Установка для двулучевой лазерной сварки кварцевого стекла содержит координатный стол 1, лазер 2 и его фокусирующий объектив 3, лазер 4 и его фокусирующий объектив 5, каретку 6, механизм 7 вертикального перемещения, блок 8 управления координатным столом 1, соединенные с блоком 9 управления установкой, тепловизор 10,соединенный с компьютером 11. Блок 9 управления установкой также соединен с компьютером 11. Работу блока 9 управления установкой координирует технологическая программа, вводимая в компьютер 11. Распределение температурных полей из зоны обработки, фиксируемое тепловизором 10, передается на компьютер 11. Свариваемое изделие из кварцевого стекла обозначено цифрой 12. Координатный стол 1 предназначен для относительного перемещения свариваемого изделия 12 в горизонтальной плоскости относительно лазера 2 и лазера 4. Лазер 2, длина волны излучения которого 10,6 мкм, соответствует поверхностному поглощению для кварцевого стекла. Мощность излучения должна превышать порог плавления кварцевого стекла. Лазер 4, длина волны излучения которого 1,06 мкм, соответствует объемному поглощению в свариваемом кварцевом стекле. Мощность излучения должна обеспечивать объемный прогрев материала. Лазер 2 и лазер 4 для регулирования плотности мощности снабжены соответственно фокусирующим объективом 3 и фокусирующим объективом 5. Фокусирующий объектив 3 и фокусирующий объектив 5 закреплены на каретке 6 с возможностью вертикального перемещения для сохранения оптимальных значений плотности мощности излучения на поверхности свариваемого изделия 12 и в его внутренних слоях по траектории обработки. Кареткой 6 управляет механизм 7 вертикального перемещения Подключение тепловизора 10 к компьютеру 11 позволяет поддерживать постоянной температуру в зоне сварного шва за счет обратной связи. В случае снижения или повышения температуры относительно заданной температуры сварки, компьютер 11 на основе анализа информации, полученной от тепловизора 10, передает команду блоку 9 управления установкой для изменения мощности лазера 2 и лазера 4 либо изменения скорости перемещения координатного стола 1. Таким образом, введение тепловизора 10 обеспечивает качественное формирование сварного шва и в случае прекращения процесса позволяет устранять брак за счет повторной обработки соответствующих участков траектории. 3 99622014.02.28 Управление координатным столом 1 осуществляет блок 8 управления столом. Программное управление осуществляет компьютер 11 через блок 9 управления установкой. Для регулирования подачи излучения от лазера 2 и лазера 4 используют заслонку (на фигуре не показана), предназначенную для отвода излучения из зоны воздействия лазера 2 и лазера 4 при установке свариваемого изделия 12 на координатном столе 1. Функции отвода тепловой энергии выполняет вода. Электромагнитные клапаны предназначены для обдува фокусирующего объектива 3 и фокусирующего объектива 5 с целью предотвращения их загрязнения продуктами обработки (на фигуре не показан). Установка для двулучевой лазерной сварки кварцевого стекла работает следующим образом. Свариваемое изделие 12 устанавливают на координатном столе 1. Компьютер 11 в соответствии с заданной технологической программой координирует работу блока 9 управления установкой, лазера 2, лазера 4 и клапанов обдува фокусирующего объектива 3 и фокусирующего объектива 5, тепловизора 10, блока 8 управления координатным столом 1 и задает перемещение координатного стола 1 в горизонтальной плоскости с необходимой скоростью по требуемым координатам. В случае сварки изделий одинаковой толщины лазерное излучение лазера 2 и лазера 4 фокусируют в одну точку, позволяя проварить изделие на значительно увеличенную глубину, чем одним лазером. Для обработки шва или его заглаживания применяют последовательное расположение лучей с расфокусировкой одного из них. Для сварки разнородных материалов или сварки разнотолщинных материалов лазерные лучи располагают параллельно, регулируя плотность мощности излучений каждого из них. Координатный стол 1 перемещает свариваемое изделие 12 в зону воздействия лазера 4 и лазера 2, при этом лазер 4 предварительно прогревает место предположительной сварки объемно, а лазер 2 осуществляет проплавление материала в зоне сварки. Во время процесса сварки тепловизор 10 передает информацию о распределении температурных полей в зоне сварки в компьютер 11. В случае отклонения температуры сварного шва от заданной температуры сварки компьютер 11 через блок 9 управления корректирует мощности лазера 2 и лазера 4 до значений, необходимых для поддержания заданной температуры сварки. Если изделие имеет сложную пространственную форму, то компьютер 11 через блок 9 управления задает траекторию перемещения каретки 6 в вертикальной плоскости в соответствии с заданным месторасположением точек траектории на поверхности свариваемого изделия 12, регулируя работу механизма 7 вертикального перемещения. При этом при перемещении фокусирующего объектива 2 и фокусирующего объектива 4 в вертикальном направлении сохраняются оптимальные значения плотности мощности излучения на поверхности свариваемого изделия 12 и в его внутренних слоях вдоль пространственной траектории сварки. После прохождения координатным столом 1 контура сварки в свариваемом изделии 12 прекращается подача лазерного излучения. После этого компьютер 11 подает команды через блок 9 управления для вывода координатного стола 1 в исходное положение. Свариваемое изделие 12 является полностью сваренным по необходимому контуру. Результатом работы установки является обеспечение качественной сварки кварцевых изделий по криволинейным контурам. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C03B 33/02, B23K 31/10
Метки: кварцевого, стекла, двулучевой, лазерной, сварки, установка
Код ссылки
<a href="https://by.patents.su/4-u9962-ustanovka-dlya-dvuluchevojj-lazernojj-svarki-kvarcevogo-stekla.html" rel="bookmark" title="База патентов Беларуси">Установка для двулучевой лазерной сварки кварцевого стекла</a>
Установка для лазерной резки хрупкого неметаллического материала
Номер патента: U 5812
Опубликовано: 30.12.2009
Авторы: Никитюк Юрий Валерьевич, Шалупаев Сергей Викентьевич
МПК: C03B 33/00
Метки: хрупкого, резки, неметаллического, материала, лазерной, установка
Текст:
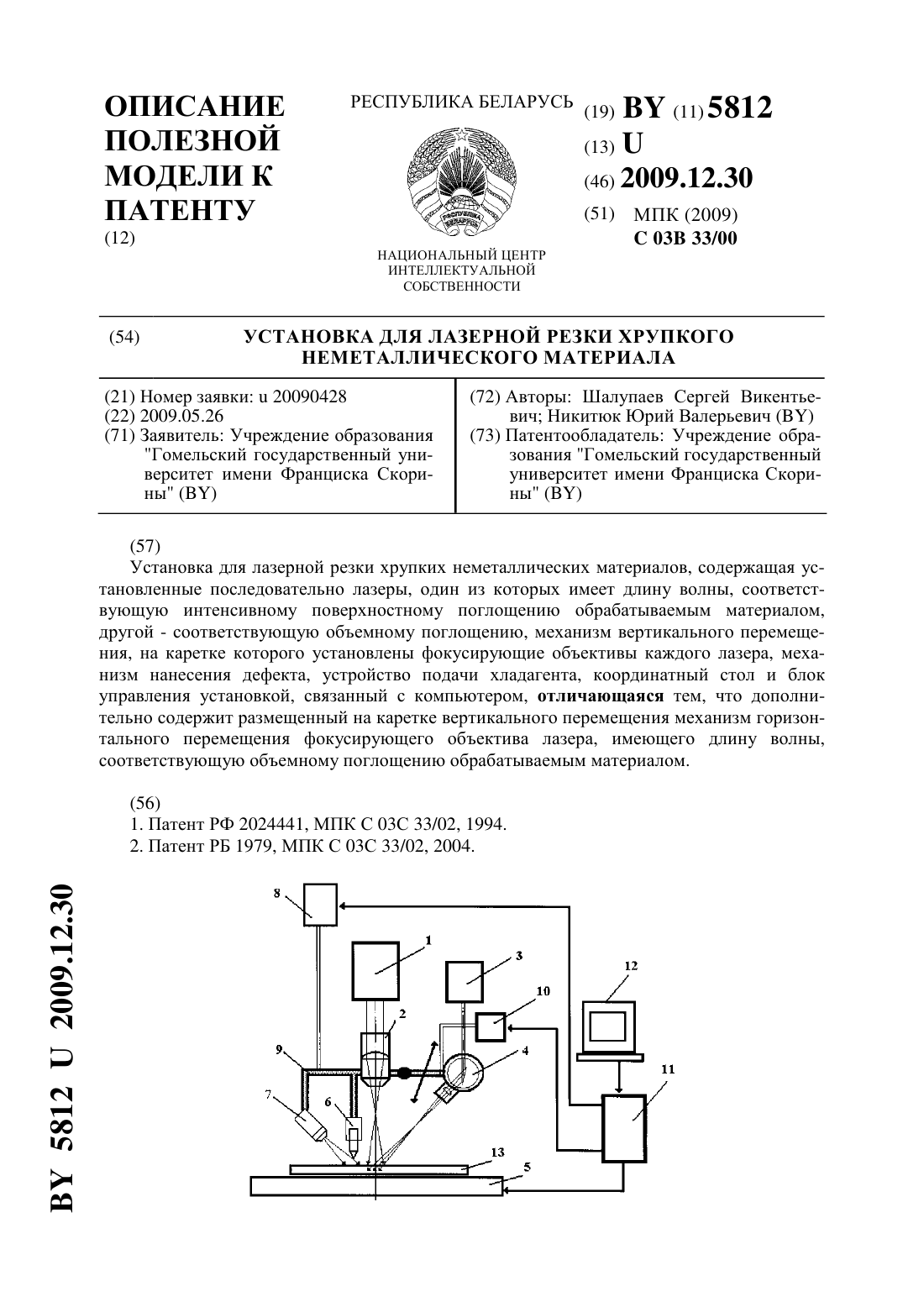
...стола 5, механизма нанесения дефекта 6, устройства подачи хладагента 7, механизма вертикального перемещения 8 с кареткой 9, механизма горизонтального перемещения 10 фокусирующего объектива 4. Фокусирующие объективы 2 и 4, механизм нанесения дефекта 6, устройство подачи хладагента 7 и механизм горизонтального перемещения 10 фокусирующего объектива 4 размещены на каретке 9. Кроме того, установка содержит блок 11 управления...
Установка для лазерной резки хрупкого неметаллического материала
Номер патента: U 7590
Опубликовано: 30.10.2011
Авторы: Соколов Сергей Иванович, Шершнев Евгений Борисович, Никитюк Юрий Валерьевич
МПК: C03B 33/02
Метки: резки, лазерной, неметаллического, хрупкого, материала, установка
Текст:
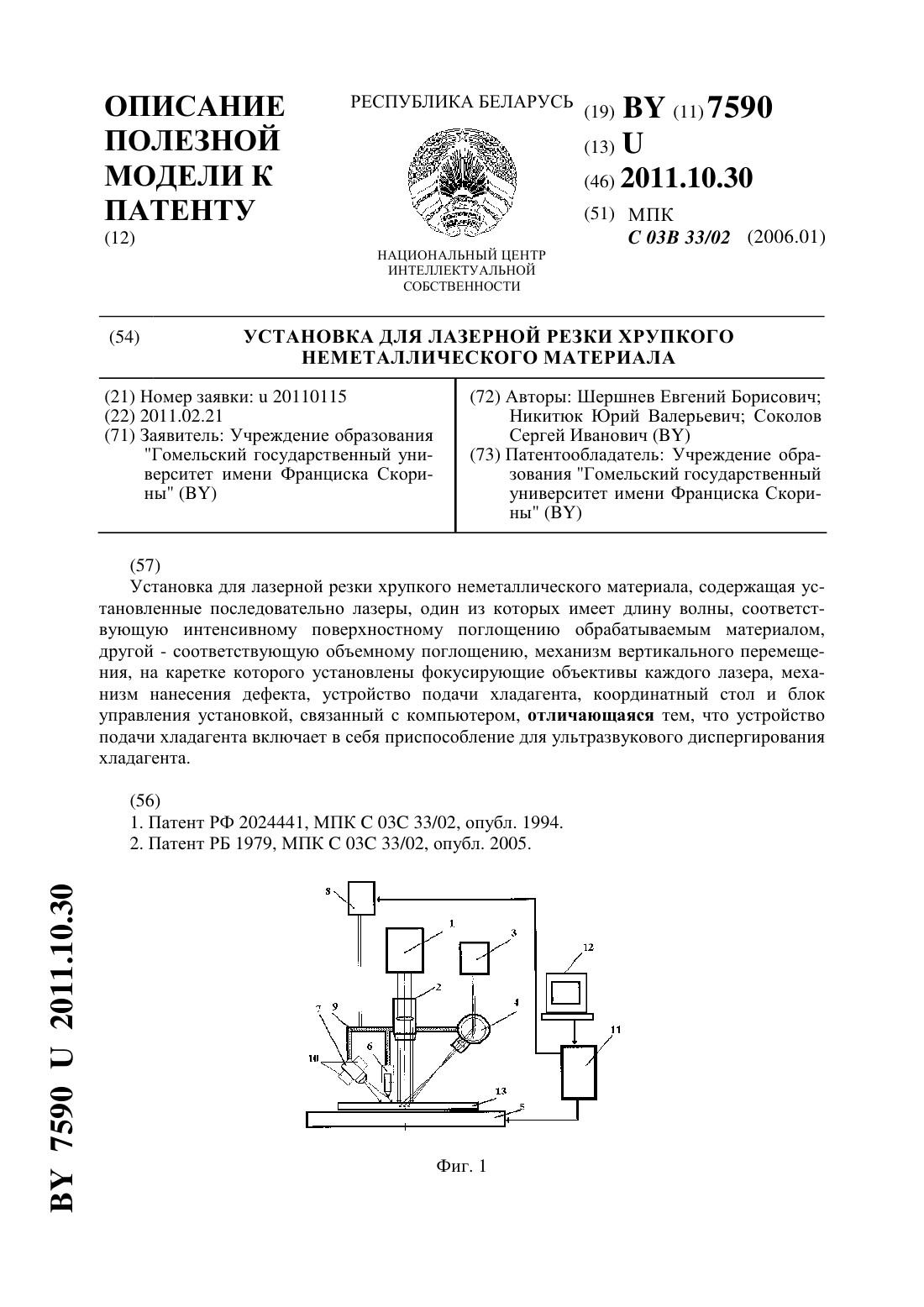
...термораскалывания термостойких материалов. На фиг. 1 схематически изображена заявляемая полезная модель, вид сбоку. На фиг. 2 - приспособление для ультразвукового диспергирования хладагента. Установка для лазерной резки хрупкого неметаллического материала состоит (см. фиг. 1) из лазера 1, с длиной волны, соответствующей интенсивному поверхностному поглощению обрабатываемым материалом и его фокусирующего объектива 2, лазера 3, с длиной волны,...
Установка для лазерной резки хрупкого неметаллического материала
Номер патента: U 7557
Опубликовано: 30.08.2011
Авторы: Никитюк Юрий Валерьевич, Шершнев Евгений Борисович, Соколов Сергей Иванович
МПК: C03B 33/02
Метки: неметаллического, резки, хрупкого, материала, установка, лазерной
Текст:
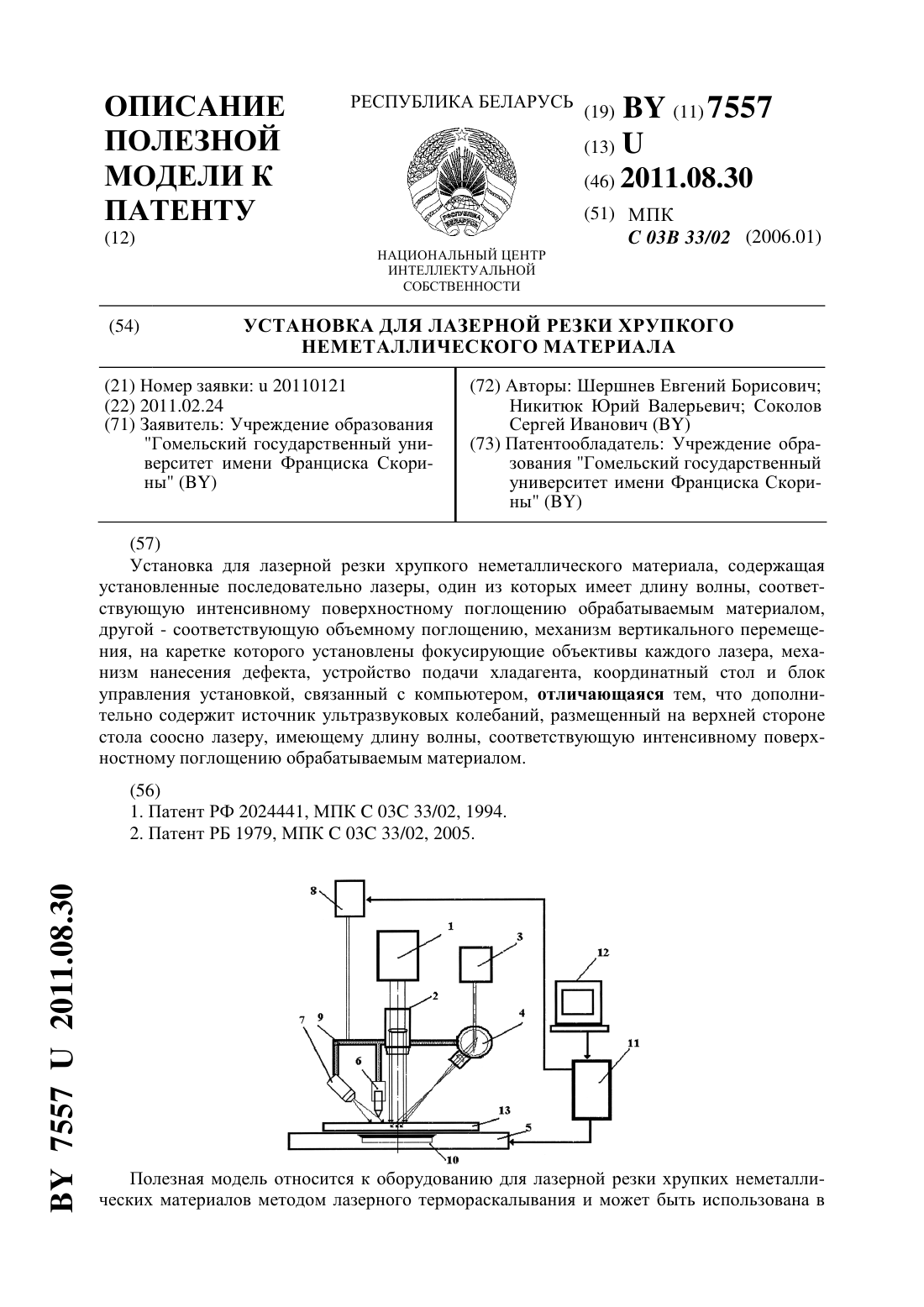
...и хладагента, которые обеспечивают надежную реализацию процесса лазерного термораскалывания термостойких материалов. На фигуре схематически изображена заявляемая полезная модель, вид сбоку. Установка для лазерной резки хрупких неметаллических материалов состоит из лазера 1 с длиной волны, соответствующей интенсивному поверхностному поглощению обрабатываемым материалом, и его фокусирующего объектива 2, лазера 3 с длиной волны, соответствующей...
Установка для лазерной резки хрупкого неметаллического материала
Номер патента: U 5813
Опубликовано: 30.12.2009
Авторы: Никитюк Юрий Валерьевич, Шалупаев Сергей Викентьевич
МПК: C03B 33/00
Метки: лазерной, неметаллического, резки, хрупкого, материала, установка
Текст:
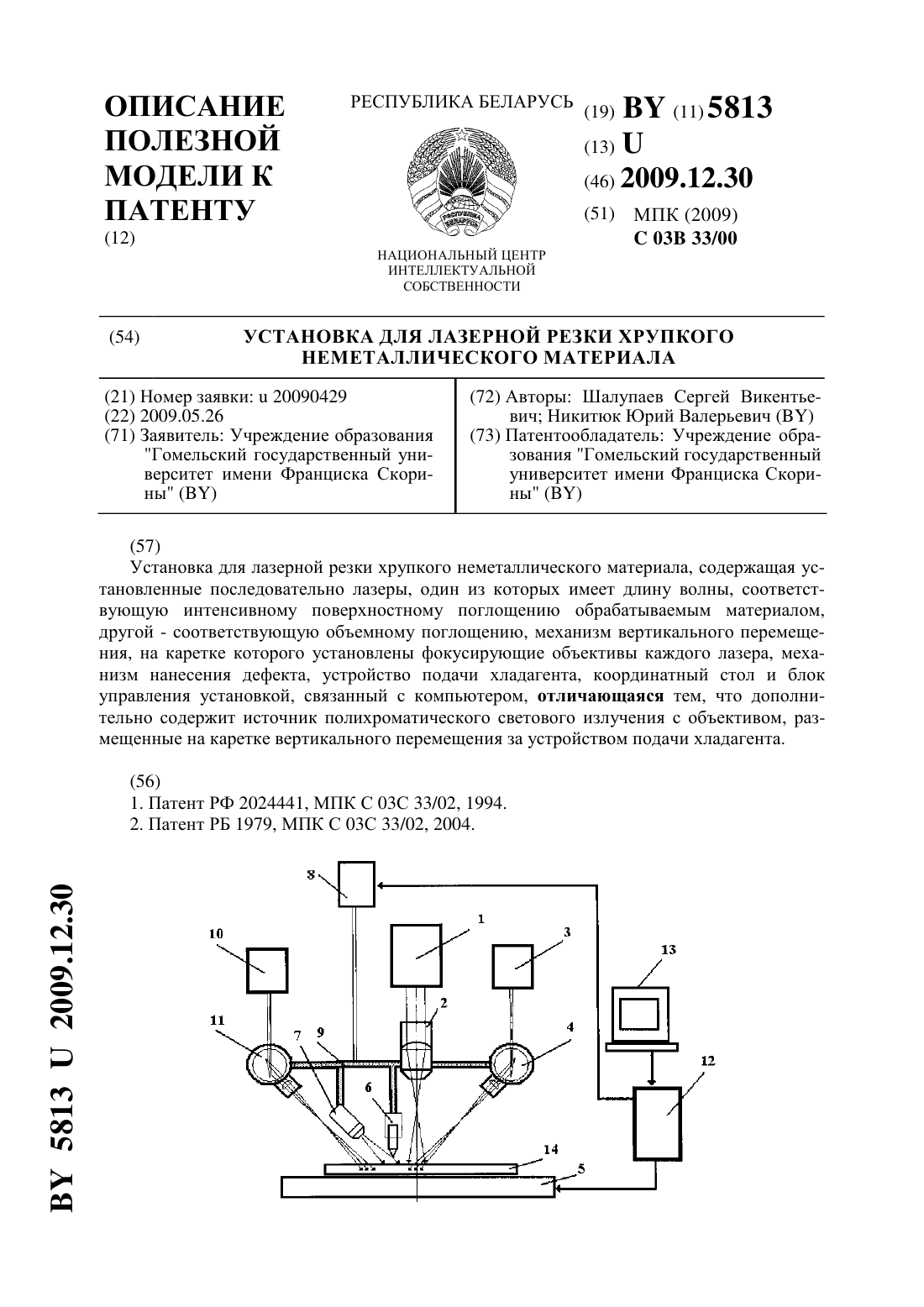
...объемный нагрев поверхности, охлажденной в результате воздействия нанесенного хладагента, и возможность формирования распределения термоупругих полей. В результате происходит качественное сквозное термораскалывание обрабатываемого материала. На фигуре схематически изображена заявляемая полезная модель, вид сбоку. Установка для лазерной резки хрупких неметаллических материалов состоит из лазера 1 с длиной волны, соответствующей...
Установка для лазерной резки хрупкого неметаллического материала
Номер патента: U 5827
Опубликовано: 30.12.2009
Авторы: Никитюк Юрий Валерьевич, Середа Андрей Александрович, Шалупаев Сергей Викентьевич
МПК: C03B 33/00
Метки: неметаллического, хрупкого, резки, установка, материала, лазерной
Текст:
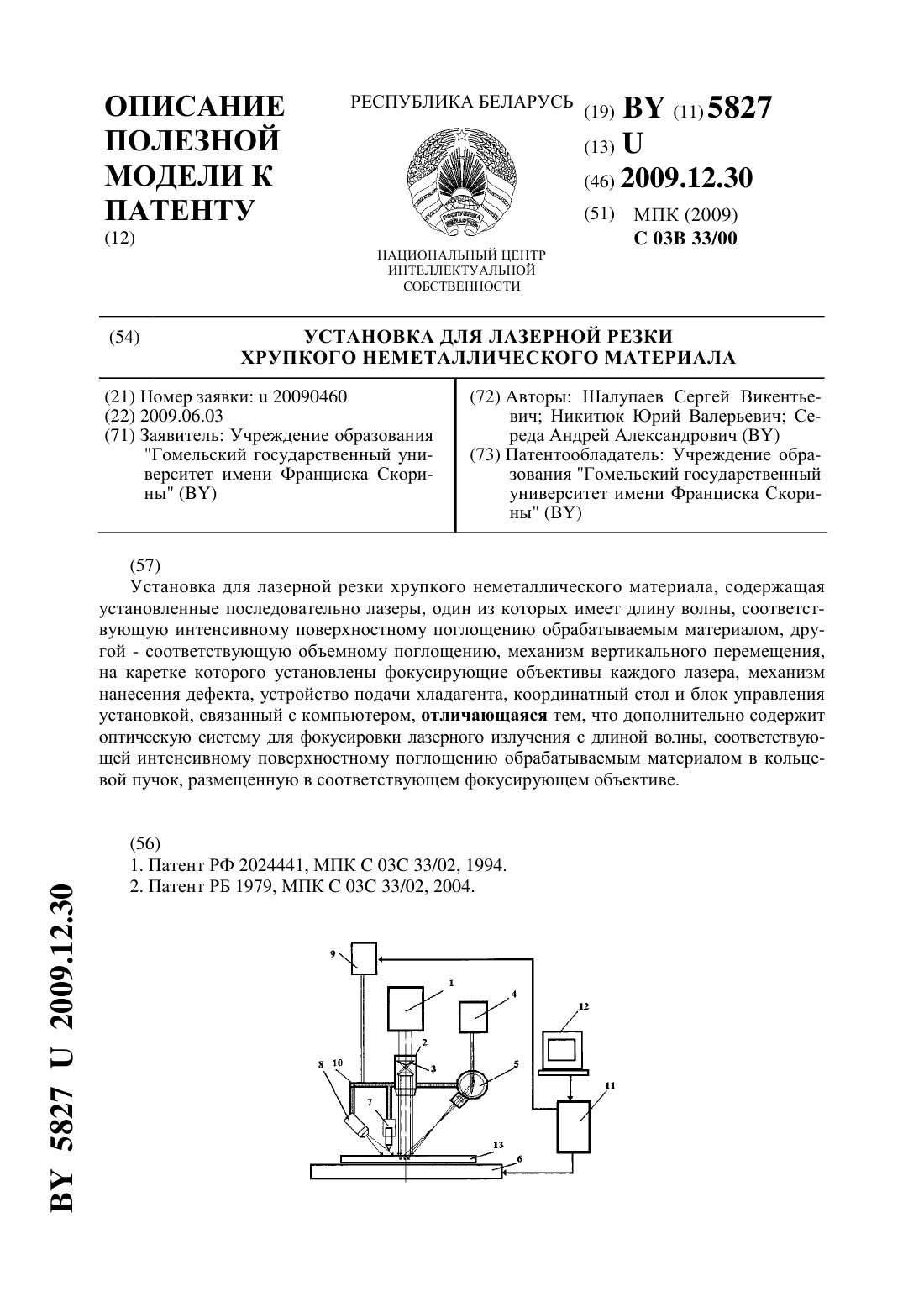
...дополнительно содержит оптическую систему для фокусировки лазерного излучения с длиной волны, соответствующей интенсивному поверхностному поглощению обрабатываемым материалом в кольцевой пучок, размещенную в соответствующем фокусирующем объективе. В отличие от прототипа введение оптической системы для фокусировки лазерного излучения с длиной волны, соответствующей интенсивному поверхностному поглощению обрабатываемым материалом в...