Пьезопреобразователь для ультразвукового контроля качества прессовых посадок
Номер патента: U 7824
Опубликовано: 30.12.2011
Авторы: Коновалов Георгий Евменьевич, Гиль Николай Николаевич, Баев Алексей Романович, Майоров Александр Леонидович, Парадинец Валерий Васильевич

Текст
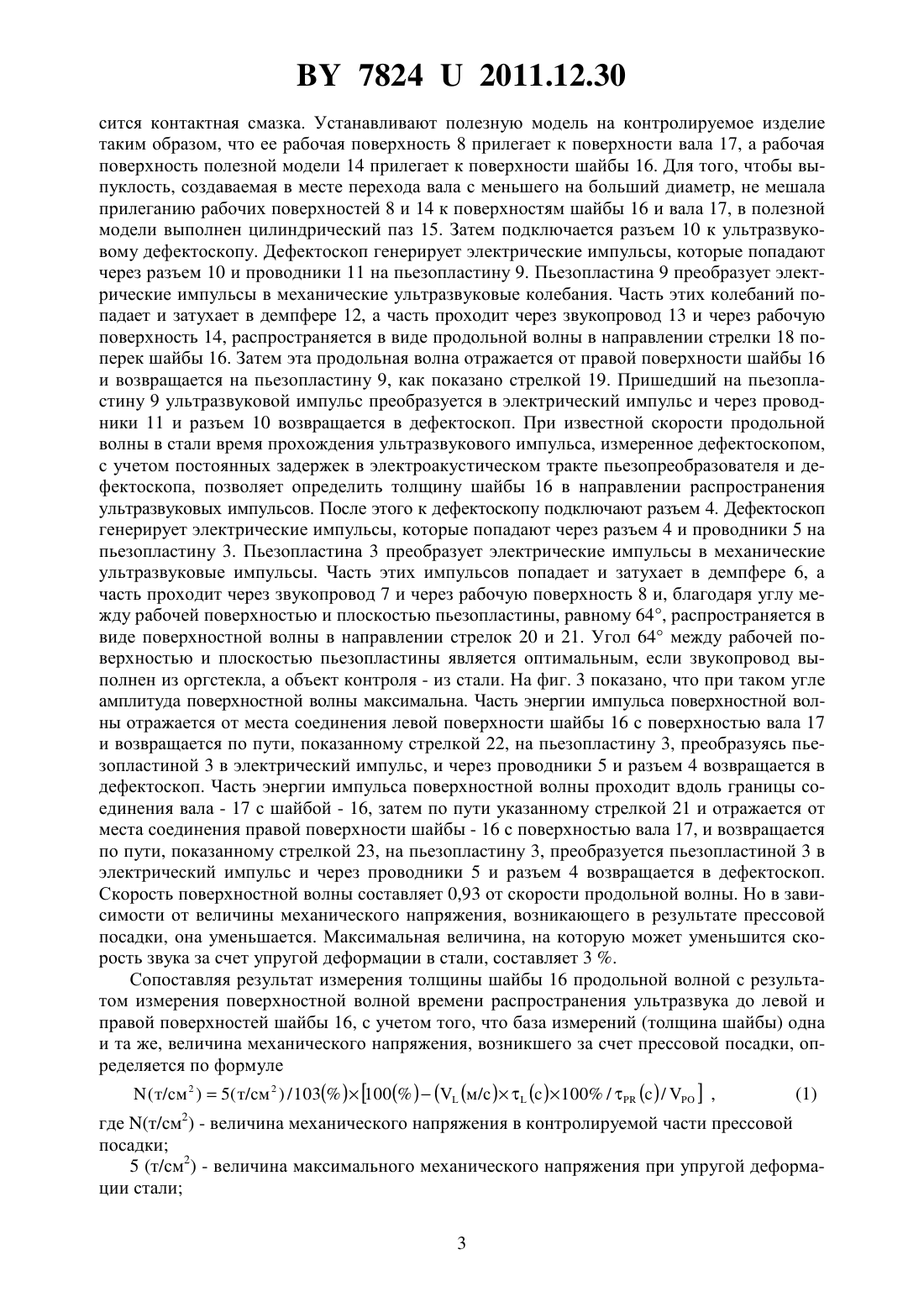
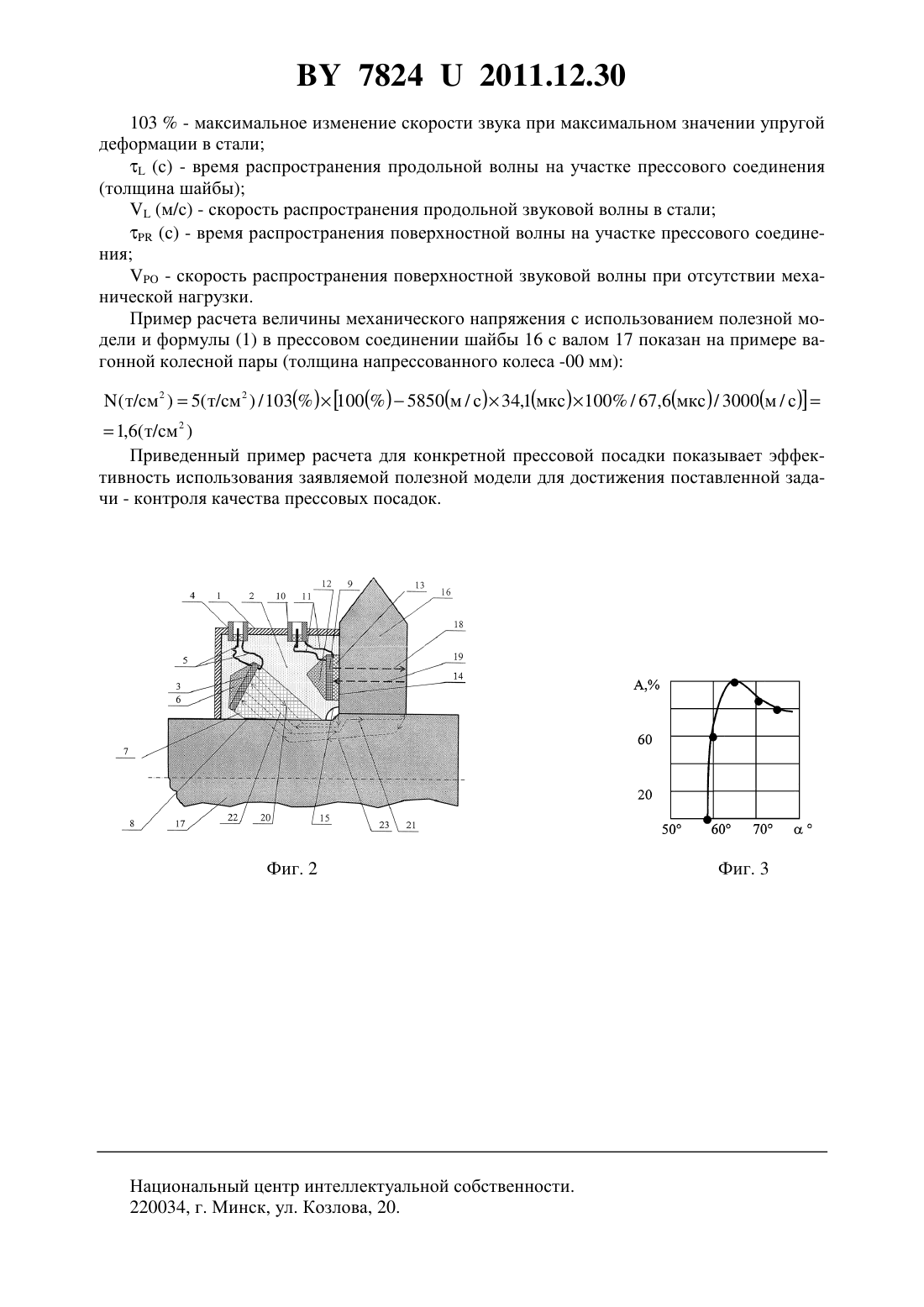
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПЬЕЗОПРЕОБРАЗОВАТЕЛЬ ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ПРЕССОВЫХ ПОСАДОК(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Авторы Баев Алексей Романович Коновалов Георгий Евменьевич Майоров Александр Леонидович Парадинец Валерий Васильевич Гиль Николай Николаевич(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(57) Пьезопреобразователь для ультразвукового контроля качества прессовых посадок, содержащий корпус, заполненный звукоизолирующим материалом, в котором расположены две пьезопластины с демпферами и звукопроводами, имеющими рабочие поверхности,отличающийся тем, что рабочая поверхность одного звукопровода выполнена параллельно акустически связанной с ним пьезопластине, рабочая поверхность второго звукопровода выполнена под углом 64 к связанной с ним акустически пьезопластине, угол между рабочими поверхностями звукопроводов составляет 90, а в месте сопряжения рабочих поверхностей выполнена цилиндрическая проточка.(56) 1. Патент РБ на полезную модель 2510, МПК 01 29/04, 2006. 2. Неразрушающий контроль и диагностика Справочник / Под ред. В.В.Клюева. - . Машиностроение, 1995. - . 159. 3. Неразрушающий контроль Справочник / Под ред. В.В.Клюева, Т. 3. Ультразвуковой контроль. - С. 160. 78242011.12.30 Полезная модель относится к области неразрушающего контроля материалов и изделий и может быть использована для ультразвукового контроля качества прессовых посадок (контроля величины механических напряжений в областях прессовых посадок). Известен пьезопреобразователь 1 для ультразвуковой дефектоскопии, содержащий корпус и расположенные в нем две пьезопластины, с демпферами и звукопроводами, разделенные электроакустическим экраном. Недостатком известного пьезопреобразователя является то, что конструкции обоих звукопроводов позволяют создавать в контролируемом изделии только продольные волны. Это приводит к тому, что известный пьезопреобразователь нельзя использовать для контроля прессовых посадок. Известен также пьезопреобразователь 2 для ультразвуковой дефектоскопии, содержащий корпус и расположенные в нем две пьезопластины с демпферами и звукопроводами,разделенные электроакустическим экраном. Недостатком известного пьезопреобразователя является то, что конструкции обоих звукопроводов позволяют создавать в контролируемом изделии только сдвиговые волны. Это приводит к тому, что известный пьезопреобразователь нельзя использовать для контроля прессовых посадок. Наиболее близким по технической сущности к настоящей полезной модели является пьезопреобразователь для ультразвуковой дефектоскопии 3, содержащий корпус и расположенные в нем две пьезопластины с демпферами и звукопроводами, разделенные электроакустическим экраном. Недостатком известного пьезопреобразователя является то, что конструкции обоих звукопроводов позволяют создавать в контролируемом изделии только сдвиговые волны. Это приводит к тому, что известный пьезопреобразователь нельзя использовать для контроля прессовых посадок. Сущность настоящей полезной модели заключается в том, что для решения технической задачи расширения функциональных возможностей, что позволяет осуществлять контроль качества прессовых посадок, пьезопреобразователь для ультразвуковой дефектоскопии, в корпусе которого расположены две пьезопластины с демпферами, звукопроводами и рабочими поверхностями звукопроводов, разделенные электроакустическим экраном, рабочие поверхности звукопроводов расположены под прямым углом друг к другу, в месте соединения рабочих поверхностей звукопроводов выполнена цилиндрическая проточка, одна пьезопластина расположена под углом 64 к рабочей поверхности акустически связанного с ней звукопровода для создания поверхностной волны в стали(звукопровод из оргстекла), а вторая пьезопластина расположена параллельно рабочей поверхности акустически связанного с ней звукопровода для того, чтобы получить продольную волну, направленную перпендикулярно к рабочей поверхности звукопровода. В результате достигается технический результат - расширение функциональных возможностей, что позволяет осуществлять контроль качества прессовых посадок. На фиг. 1 представлен фронтальный вид в разрезе заявляемой полезной модели. На фиг. 2 поясняется принцип работы полезной модели. На фиг. 3 поясняется экспериментальное обоснование угла 64 На фиг. 1 показано, что в корпусе 1, заполненном звукоизолирующим материалом 2,расположена пьезопластина 3, которая соединена электрически с разъемом 4 проводниками 5, а акустически соединена с демпфером 6 звукопроводом 7 и его рабочей поверхностью 8, расположенной под углом 64 к пьезопластине 3. Вторая пьезопластина 9 соединена электрически с разъемом 10 проводниками 11, а акустически соединена с демпфером 12 звукопроводом 13 и его рабочей поверхностью 14. Рабочие поверхности 8 и 14 расположены под прямым углом, а в месте их сопряжения выполнен цилиндрический паз 15 Принцип работы полезной модели поясняется на фиг. 2. Полезная модель используется для контроля качества прессовой посадки. Этот контроль осуществляется путем измерения величины механического напряжения, созданного в месте соединения шайбы 16 с валом 17, созданного прессовой посадкой. Измерение производится следующим способом. На рабочие поверхности 8 и 14 полезной модели нано 2 78242011.12.30 сится контактная смазка. Устанавливают полезную модель на контролируемое изделие таким образом, что ее рабочая поверхность 8 прилегает к поверхности вала 17, а рабочая поверхность полезной модели 14 прилегает к поверхности шайбы 16. Для того, чтобы выпуклость, создаваемая в месте перехода вала с меньшего на больший диаметр, не мешала прилеганию рабочих поверхностей 8 и 14 к поверхностям шайбы 16 и вала 17, в полезной модели выполнен цилиндрический паз 15. Затем подключается разъем 10 к ультразвуковому дефектоскопу. Дефектоскоп генерирует электрические импульсы, которые попадают через разъем 10 и проводники 11 на пьезопластину 9. Пьезопластина 9 преобразует электрические импульсы в механические ультразвуковые колебания. Часть этих колебаний попадает и затухает в демпфере 12, а часть проходит через звукопровод 13 и через рабочую поверхность 14, распространяется в виде продольной волны в направлении стрелки 18 поперек шайбы 16. Затем эта продольная волна отражается от правой поверхности шайбы 16 и возвращается на пьезопластину 9, как показано стрелкой 19. Пришедший на пьезопластину 9 ультразвуковой импульс преобразуется в электрический импульс и через проводники 11 и разъем 10 возвращается в дефектоскоп. При известной скорости продольной волны в стали время прохождения ультразвукового импульса, измеренное дефектоскопом,с учетом постоянных задержек в электроакустическом тракте пьезопреобразователя и дефектоскопа, позволяет определить толщину шайбы 16 в направлении распространения ультразвуковых импульсов. После этого к дефектоскопу подключают разъем 4. Дефектоскоп генерирует электрические импульсы, которые попадают через разъем 4 и проводники 5 на пьезопластину 3. Пьезопластина 3 преобразует электрические импульсы в механические ультразвуковые импульсы. Часть этих импульсов попадает и затухает в демпфере 6, а часть проходит через звукопровод 7 и через рабочую поверхность 8 и, благодаря углу между рабочей поверхностью и плоскостью пьезопластины, равному 64, распространяется в виде поверхностной волны в направлении стрелок 20 и 21. Угол 64 между рабочей поверхностью и плоскостью пьезопластины является оптимальным, если звукопровод выполнен из оргстекла, а объект контроля - из стали. На фиг. 3 показано, что при таком угле амплитуда поверхностной волны максимальна. Часть энергии импульса поверхностной волны отражается от места соединения левой поверхности шайбы 16 с поверхностью вала 17 и возвращается по пути, показанному стрелкой 22, на пьезопластину 3, преобразуясь пьезопластиной 3 в электрический импульс, и через проводники 5 и разъем 4 возвращается в дефектоскоп. Часть энергии импульса поверхностной волны проходит вдоль границы соединения вала - 17 с шайбой - 16, затем по пути указанному стрелкой 21 и отражается от места соединения правой поверхности шайбы - 16 с поверхностью вала 17, и возвращается по пути, показанному стрелкой 23, на пьезопластину 3, преобразуется пьезопластиной 3 в электрический импульс и через проводники 5 и разъем 4 возвращается в дефектоскоп. Скорость поверхностной волны составляет 0,93 от скорости продольной волны. Но в зависимости от величины механического напряжения, возникающего в результате прессовой посадки, она уменьшается. Максимальная величина, на которую может уменьшится скорость звука за счет упругой деформации в стали, составляет 3 . Сопоставляя результат измерения толщины шайбы 16 продольной волной с результатом измерения поверхностной волной времени распространения ультразвука до левой и правой поверхностей шайбы 16, с учетом того, что база измерений (толщина шайбы) одна и та же, величина механического напряжения, возникшего за счет прессовой посадки, определяется по формуле( т/см 2 )5( т/см 2 ) / 103( )100( )( (м/с )( ) 100 /( ) /,2 где (т/см ) - величина механического напряжения в контролируемой части прессовой посадки 5 (т/см 2) - величина максимального механического напряжения при упругой деформации стали 3 78242011.12.30 103- максимальное изменение скорости звука при максимальном значении упругой деформации в стали(с) - время распространения продольной волны на участке прессового соединения(толщина шайбы)(м/с) - скорость распространения продольной звуковой волны в стали(с) - время распространения поверхностной волны на участке прессового соединения- скорость распространения поверхностной звуковой волны при отсутствии механической нагрузки. Пример расчета величины механического напряжения с использованием полезной модели и формулы (1) в прессовом соединении шайбы 16 с валом 17 показан на примере вагонной колесной пары (толщина напрессованного колеса -00 мм)( т/см 2 )5( т/см 2 ) / 103( )100( )5850(м / с )34,1(мкс )100 / 67,6(мкс ) / 3000(м / с )1,6( т/см 2 ) Приведенный пример расчета для конкретной прессовой посадки показывает эффективность использования заявляемой полезной модели для достижения поставленной задачи - контроля качества прессовых посадок. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: G01N 29/04
Метки: пьезопреобразователь, прессовых, ультразвукового, качества, посадок, контроля
Код ссылки
<a href="https://by.patents.su/4-u7824-pezopreobrazovatel-dlya-ultrazvukovogo-kontrolya-kachestva-pressovyh-posadok.html" rel="bookmark" title="База патентов Беларуси">Пьезопреобразователь для ультразвукового контроля качества прессовых посадок</a>
Пьезопреобразователь для ультразвукового контроля поверхностных и подповерхностных дефектов

Номер патента: U 7823
Опубликовано: 30.12.2011
Авторы: Майоров Александр Леонидович, Парадинец Валерий Васильевич, Баев Алексей Романович, Коновалов Георгий Евменьевич
МПК: G01N 29/04
Метки: ультразвукового, поверхностных, контроля, подповерхностных, дефектов, пьезопреобразователь
Текст:
...детали, установлены протекторы, препятствующие истиранию накладок из материала с высоким поглощением ультразвука. Величина зазора (расстояние между накладками) должна равняться диаметру максимально допустимого дефекта для контролируемой детали. Таким образом достигается технический ре 2 78232011.12.30 зультат - выявление дефектов в поверхностном и подповерхностном слое контролируемых деталей. На фиг. 1 представлен фронтальный вид в...
Способ ультразвукового контроля качества клеевого соединения двух материалов
Номер патента: 15036
Опубликовано: 30.10.2011
Автор: Баев Алексей Романович
МПК: G01N 29/00
Метки: ультразвукового, качества, материалов, двух, соединения, способ, контроля, клеевого
Текст:
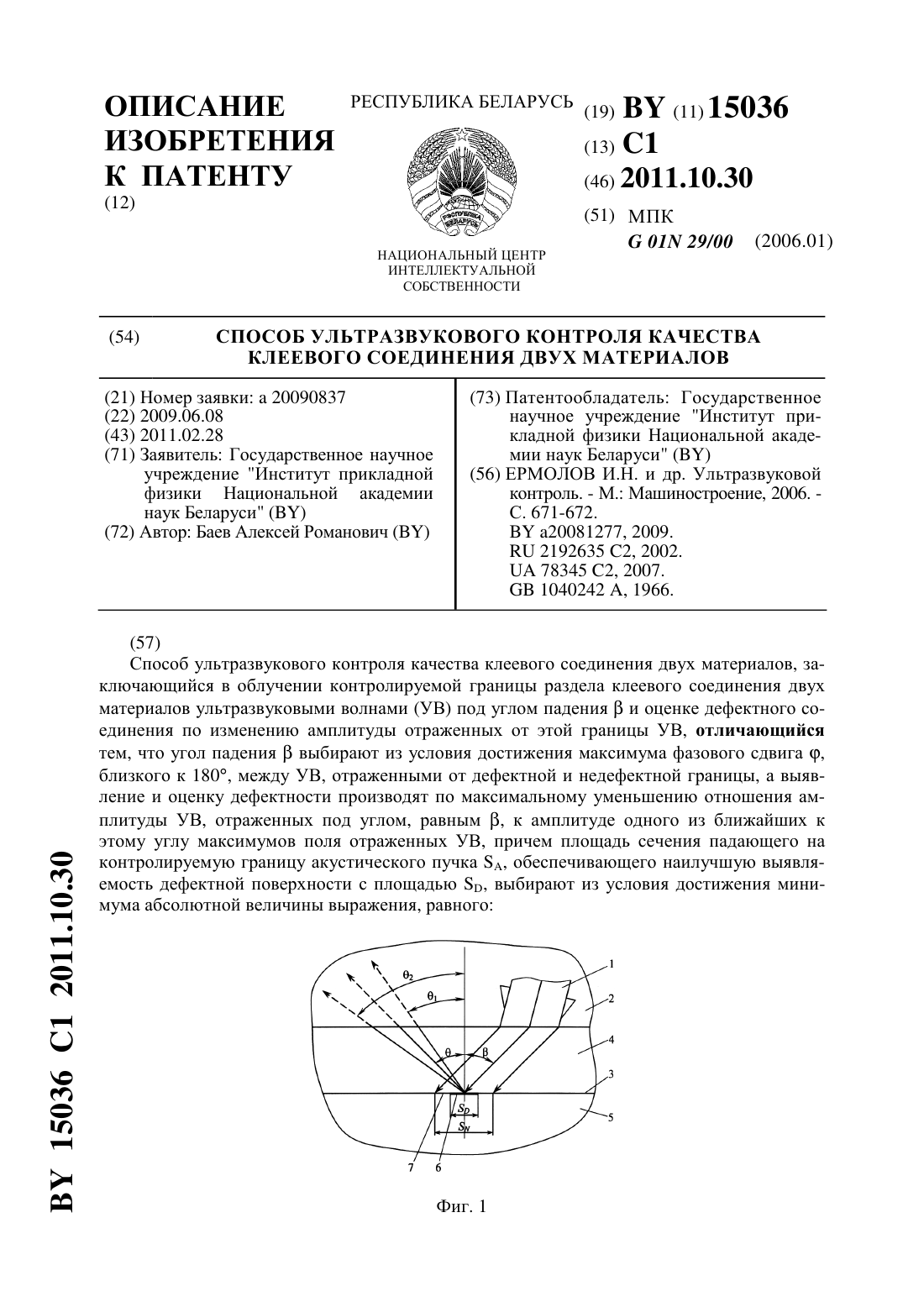
...амплитудных параметров отраженных УВ от безразмерного параметра//, характеризующего отношение площади дефектной поверхности к площади пятна акустического пучка на контролируемой границе при различных условиях их приема кривая 1 - зависимость нормализованной амплитуды сигнала , отраженного под угломкривая 2 - зависимость нормализованной амплитуды сигнала , отраженного под углом 1 или 2, соответствующих максимумам поля отраженных УВ,...
Раздельно-совмещенный пьезопреобразователь для ультразвуковой дефектоскопии
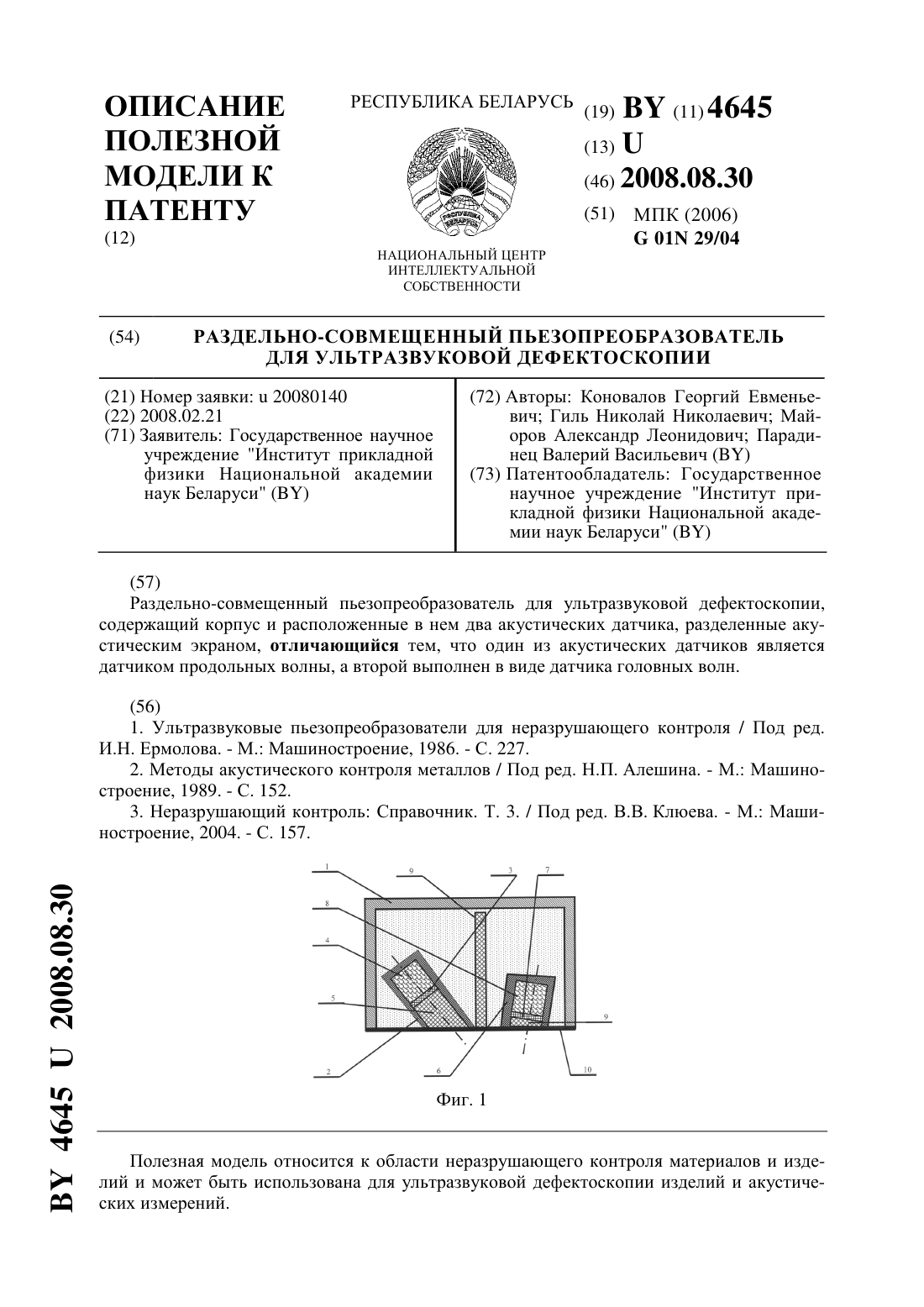
Номер патента: U 4645
Опубликовано: 30.08.2008
Авторы: Коновалов Георгий Евменьевич, Гиль Николай Николаевич, Майоров Александр Леонидович, Парадинец Валерий Васильевич
МПК: G01N 29/04
Метки: ультразвуковой, дефектоскопии, раздельно-совмещенный, пьезопреобразователь
Текст:
...в одном раздельно-совмещенном пьезопреобразователе датчика (излучателя) головных волн и датчика (приемника) продольных волн позволяет выявлять дефекты в биметаллических соединениях, плоскость которых расположена перпендикулярно к наружной поверхности детали, по величине ослабления акустического сигнала. То есть достигается технический результат - расширение функциональных возможностей ультразвуковой дефектоскопии, что позволяет выявлять...
Пьезопреобразователь для ультразвуковой дефектоскопии

Номер патента: U 2510
Опубликовано: 28.02.2006
Авторы: Майоров Александр Леонидович, Коновалов Георгий Евменьевич, Парадинец Валерий Васильевич, Гиль Николай Николаевич
МПК: G01N 29/04
Метки: дефектоскопии, пьезопреобразователь, ультразвуковой
Текст:
...является отсутствие какой-либо визуальной информации на его корпусе о процессе проведения дефектоскопии изделий. Наиболее близким по технической сущности к настоящей полезной модели является пьезопреобразователь для ультразвуковой дефектоскопии 3, содержащий корпус и расположенные в нем пьезопластину, демпфер и звукопровод. Недостатком известного пьезопреобразователя является отсутствие визуальной информации на его корпусе о...
Раздельно-совмещенный пьезопреобразователь для ультразвуковой дефектоскопии
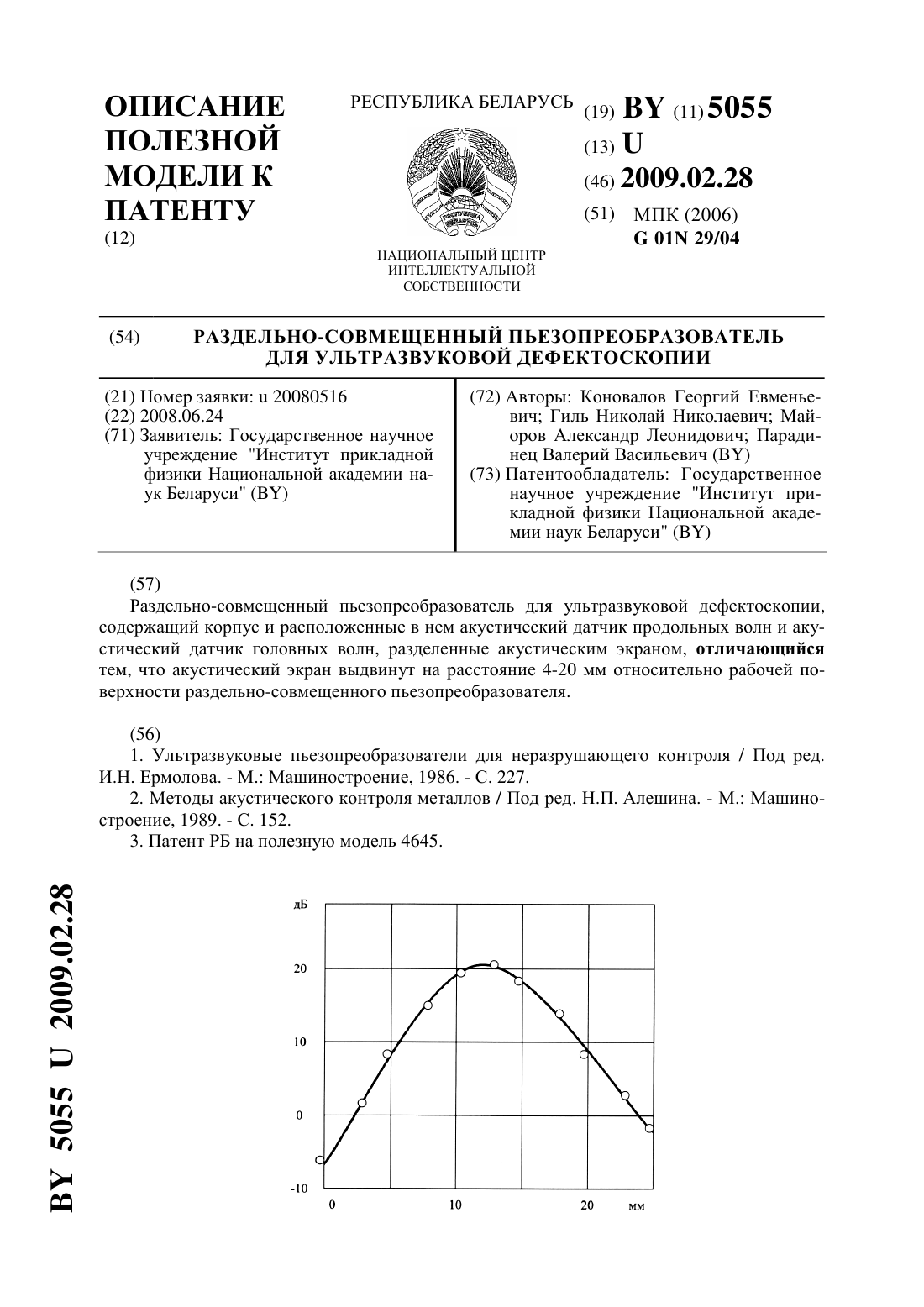
Номер патента: U 5055
Опубликовано: 28.02.2009
Авторы: Майоров Александр Леонидович, Гиль Николай Николаевич, Парадинец Валерий Васильевич, Коновалов Георгий Евменьевич
МПК: G01N 29/04
Метки: ультразвуковой, пьезопреобразователь, раздельно-совмещенный, дефектоскопии
Текст:
...позволяет расположить раздельно-совмещенный пьезопреобразователь дальше (при работе в иммерсионном варианте) от поверхности контролируемого изделия, предотвращая при этом попадание на приемный акустический датчик (продольной волны) акустических помех, которые могут распространяться от излучающего датчика (головной волны) к приемному путем переотражения между поверхностью контролируемой детали и рабочей поверхностью...
Предыдущий патент: Плазмотрон для обогащения водородом газовой смеси дизельного двигателя
Следующий патент: Вибрационный стенд
Случайный патент: Разливочный стакан