Проволочный электродуговой металлизатор
Номер патента: 1314
Опубликовано: 16.09.1996
Авторы: Страх Николай Федорович, Разжигаев Владимир Алексеевич, Козел Петр Иванович, Пригодич Николай Федорович
Текст
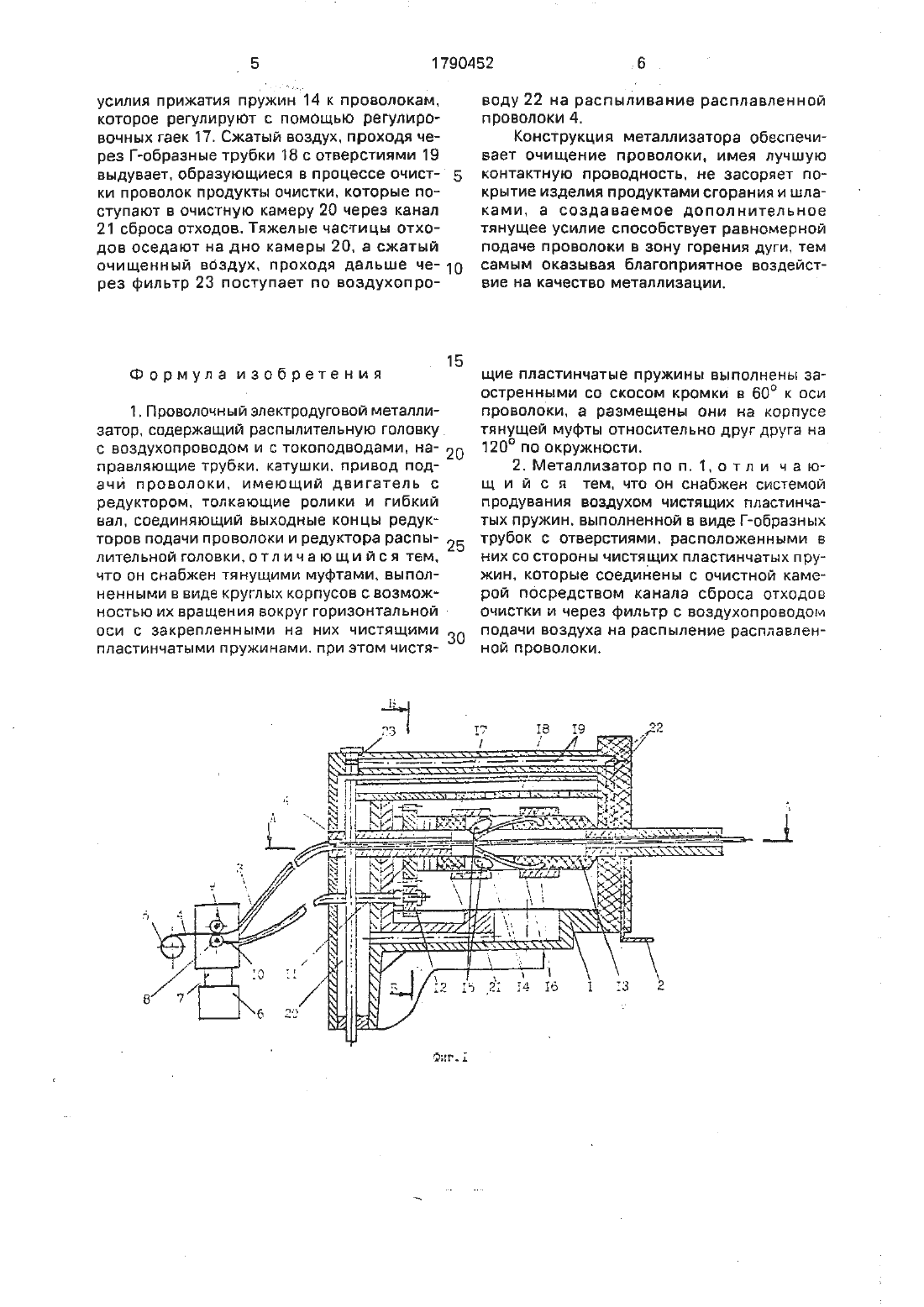
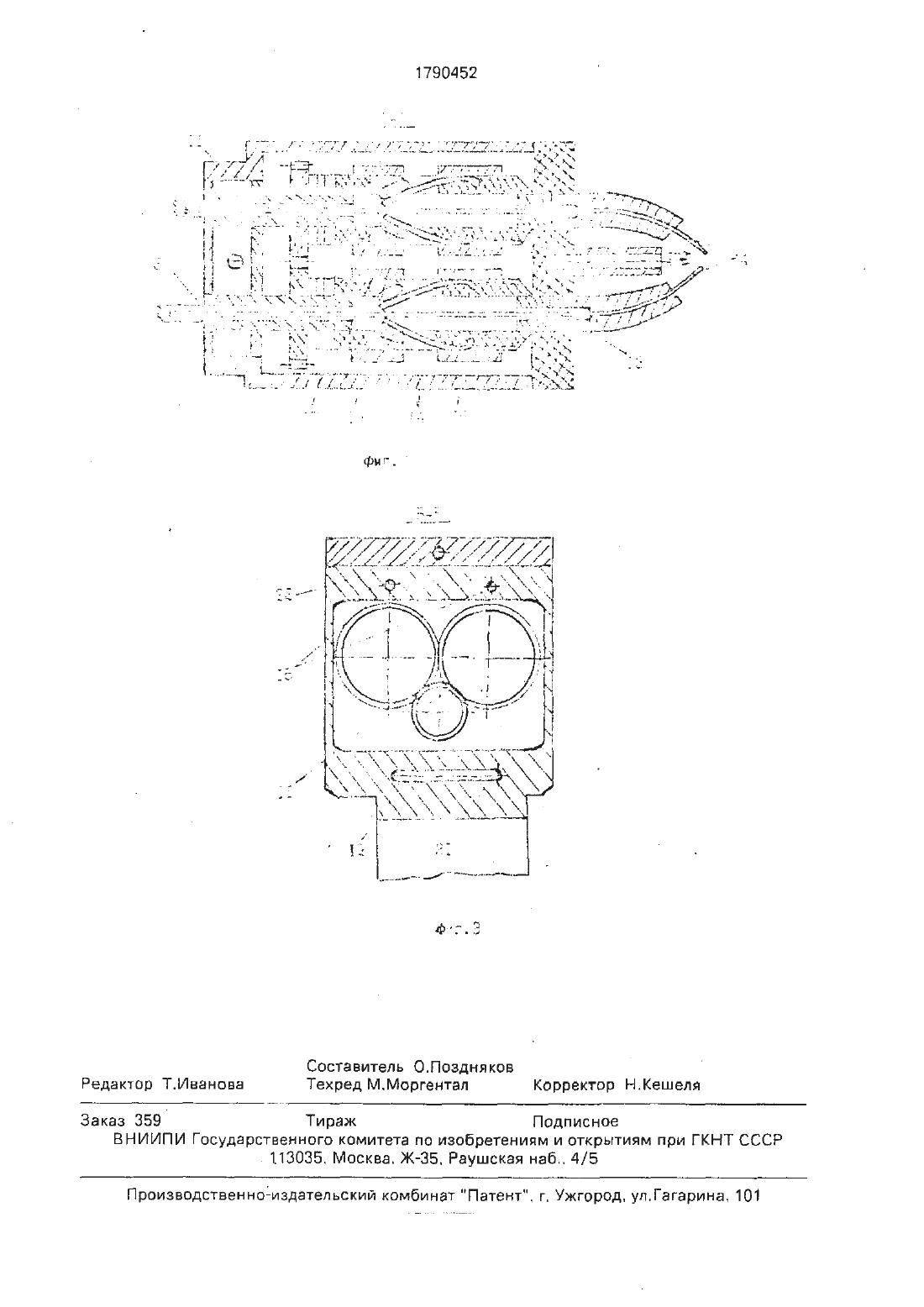
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИКГОСУДАРСТВЕННОЕ ПАТЕНТНОЕ ВЕДОМСТВО СССР(71) Белорусский филиал Всесоюзного научно-исследовательского и проектного института галургии(73) Белорусский филиал Всесоюзного научно-исследовательского и проектного института гапургии(54) пРоволочный ЭЛЕКТРОДУГОВОЙ МЕТАЛЛ ИЗАТОР(57) Использование изобретение относится к технике нанесения металлических покрытий на поверхность изделия путем электродугового распыления проволоки для ПОВЫШЕНИЯ КЭЧВСТВЗ МЗТЭЛЛИЗЕЦИИ за СЧЕТИзобретение относится к технике нанесения металлических покрытий на поверхность изделия, в частности, Апутем электродугового распыления проволоки.Известен проволочный электродуговой металлизатор. содержащий распылительную головку с тянущими роликами и с токоподводами. направляющие трубки в виде шпангов-дауденов, механизм подачи прово Цпок. при этом редуктор механизма подачи(проволоки снабжен дифференциал ьным механизмом с толкающими роликами, размещенными на выходных валах дифференциальногоочистки и равномерности подачи проволоки. Сущность изобретения металлиэатор снабжен тянущими муфтами, выполненными в виде круглых корпусов с возможностью их вращения вокруг горизонтальной оси с закрепленными на них чистящими пластинчатыми пружинами. При этом чистящие пластинчатые пружины выполнены заостренными со скосом кромки в 6 О к оси проволоки, а размещены они на корпусе тянущей муфты относительно дРУг друга на 12 О по окружности. Кроме того. металлизатор снабжен системой продувания воздуХОМ чистящих пластинчатых пружин. выпопненной в виде Г-образных трубок с отверстиями. расположенными в них со стороны чистящих пластинчатых пружин которые соединены с очистной камерой посредством канала сброса отходов очистки и через фильтр с воздухопроводом подачиВОЗДУХЗ на ВЭСПЫЛЗНИЭПЗСПЛЭВЛЭННОЙ ПРОмеханизма. а тянущие ролики распылительной головки установлены на общем валу. Известен также проволочный. электродуговой металлизатор. содержащий распылительную головку с тянущими роликами и токоподводами. направляющие трубки. катушки и привод подачи проволоки. имеющий двигатель с редуктором. Метаплизатор снабжен гибкими валами и толкающими роликами. выходные концы вала редуктора со-о единены с тянущими роликами гибкими валами. протянутыми через направляющие трубки. на указанных концах вала редуктораустановлены толкающие ролики. равные по диаметру тянущим роликам.К недостаткам данных конструкций проволочных металлизаторов следует отнести отсутствие очистки проволоки от коррозийного налета. окисной пленки или масел на ее поверхности. Это оказывает отрицательное воздействие на электропроводность между токоподводами и проволокой и как следствие. на неравномерное плавление проволоки. что приводит к низкому качеству покрытия изделия металлом.Целью изобретения является повышение качества металлизации изделия за счет очистки проволоки и равномерности ее подачи.Поставленная цель достигается тем. что проволочный электродуговой металлизатор. содержащий распылительную головку с токоподводами. направляющие трубки. катушки. привод подачи проволоки. имеющий двигатель с редуктором. толкающие ролики и гибкий валцсоединяющий выходные концы валов редукторов привода подачи проволоки -и распылительной головки снабжен тянущими проволоку муфтами. выполненными в виде круглых корпусов с возможностью их вращения вокруг горизонтальной оси с закрепленными на них чистящими пластинчатыми пружинами. прижимных кулачков. зажимных и регулировочных гаек. при этом чистящие пластинчатые пружины выполнены заостренными со скосом кромки в 6 О к оси проволоки, а размещены они на корпусе тянущей муфты относительно друг друга на 12 О по окружности. Металлизатор также снабжен системой продувания в виде Г-образнЬх трубок с отверстиями расположенными в них со стороны чистящих пружин. которые соединены с очистной камерой посредством канала сброса отходов очистки и через фильтр с воздухопроводом подачи воздуха на распыление расплавленной проволоки.На фиг. 1 изображен проволочный электродуговой металлизатор. вид сбоку на фиг. 2 сечение А-А на фиг. 1 на фиг. 3 сечение Б-Б на фиг. 1.Проволочный электродуговой металлизатор содержит распылительную головку 1 стокоподводами 2. направляющие трубки 3. привод подачи проволок 4 с катушек 5. имеющий двигатель 6 И редуктор 7. на выходных концах вала 8 которого установлены толкающие ролики 9. Выходной конец вала редуктора 7 привода подачи проволоки соединен гибким проволочным валом 10 с редуктором. установленным в распылительной головке 1, который состоит из двух ведомых 11 и одной ведущей 12 шестеренок с постоян 5ным отношением угловых скоростей. Проволоки 4 протянуты через направляющие трубки 3. Металлизатор снабжен также тянущими муфтами. выполненными в виде круглых. например текстопитовых корпусов 13 с возможностью их вращения вокруг горизонтальных осей с закрепленными на них ЧИСТЯЩИМИ ПЛЗСТИНЧЭТЫМИ ППУЖИНЭМИ которые размещены относительно друг друга на 120 по окружности. Пластинчатые пружины 14 выполнены заостренными со скосом ее кромки в 60 к оси проволоки 4. Усилие прижатия пружин 14 регулируется прижимными кулачками 15. зажимами 16 и регулировочными гайками 17. Металлизатор содержит систему продувания воздухом чистящих пластинчатых пружин 14. и подачи сжатого воздуха на распыление расплавленной проволоки 4. выполненную в виде Г-образнькх трубок 18 с отверстиями 19. расПОЛОЖВННЫМИ СО СТОРОНЫ ЧИСТЯЦДИХ пружин 14. Причем, Г-образные трубки 18 соединены с очистной камерой 20 посредством каналов 21 сброса отходов через фильтр с воздухопроводом 22. по которому подают сжатый чистый воздух на распыление расплавленных проволок 4.Проволочный электродуговой металлизатор работает следующим образом.Концы проволок 4 с катушек 5 включением электродвигателя б пропускают между толкающими роликами 9. проводят через направляющие трубки 3. корпусов 13 тянущих муфт и проводят через токоподводы 2 так. чтобы при пропускании тока между концами проволок 4 могла образоваться электрическая дуга. Одновременно крутящий момент от двигателя (постоянного тока) 6. через редуктор 7 и гибкий вал 10 передается на тянущие муфты. Причемскорость вращения тянущих муфт в 2.5 раза больше скорости вращения толкающих роликов 9. Благодаря более высокой скорости вращения корпусов 13 тянущих муфт и фиксированной линейной скорости подачи проволок 4 осуществляется вытягивание и очистка проволок 4. т.е. имеет место эффект посто ЯННОГО срыва резьбы. СКОЛЬКО ПрОВОЛОКИпроталкивается роликами 9 в трубку 3. стол ько же ее вытягивается тянущей муфтой. По воздуховоду 22 подают сжатый чистый воздух на распыливание расплавленной проволоки 4. а затем включается подвод тока на токоподводы 2. Во время горения дуги толкающие ролики 9 подают проволоки 4 а тянущие муфты, где обжимаются с трех сторон пластинчатыми пружинами 14 с помощью прижимных кулачков 15. На поверхности проволок 4 получают резьбу за счетусилия прижатия пружин 14 к проаолокам. которое регулируют с помощью регулировочных гаек 17. Сжатый воздух. проходя через Г-обрааные трубки 18 с отверстиями 19 выдувает. образующиеся в процессе очистки проволок продукты очистки. которые поступают в очистную камеру 20 через канал 21 сброса отходов. Тяжелые частицы отходов оседают на дно камеры 20. а сжатый очищенный воздух. проходя дальше через фильтр 23 поступает по воздухопро Формула изобретения1 . Проволочный электродуговой металли ЗЭТОП. СОДЕПЖЭЩИЙ ПЗСПЫЛИТВЛЬНУЮ ГОЛПВКУ, с воздухопроводом и с токоподводами, направляющие трубки. катушки. привод подачи проволоки. имеющий двигатель с редуктором. толкающие ролики и гибкий вал. соединяющий выходные концы редукторов подачи проволоки и редуктора распылительной головки, отл и ч а ю щи й с я тем. что он снабжен тянущими муфтами. выполненными в виде круглых корпусов с возможностью их вращения вокруг горизонтальной оси с закрепленными на них чистящими ПЛЭСТИНЧЭТЬПМИ ПРУЖИНЗМИ. при ЭТОМ ЧИСТЯводу 22 на распыливание расплавленной проволоки д.Конструкция металлизатора обеспечивает очищение проволоки. имея лучшую контактную проводность. не засоряет покрытие изделия продуктами сгорания и шлаками а создаваемое дополнительное тянущее усилие способствует равномерной подаче проволоки в зону горения дуги. тем самым оказывая благоприятное воздействие на качество металлизации.щие пластинчатые пружины выполнены заостренными со скосом кромки в 6 О к оси проволоки. а размещены они на корпусе тянущей муфты относительно друг друга на 12 О по окружности.2. Металлизатор по п. 1. о т л и ч а ющ и й с я тем. что он снабжен системой продувания воздухом чистящих пластинчатых пружин. выполненной а виде Г-образных трубок с отверстиями, расположенными в них со стороны чистящих пластинчатых пружин, которые соединены с очистной камерой посредством канала сброса отходов очистки и через фильтр с воздухопроводом подачи воздуха на распыление расплавленной проволоки.Составитель ОЛоздняков Редактор Тмванова Техред М.Моргентал Корректор Н.ешеляЗаказ 359 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035. Москва. Ж-ЗБ. Раушская наб 4/5
МПК / Метки
МПК: B05B 7/22
Метки: электродуговой, проволочный, металлизатор
Код ссылки
<a href="https://by.patents.su/4-1314-provolochnyjj-elektrodugovojj-metallizator.html" rel="bookmark" title="База патентов Беларуси">Проволочный электродуговой металлизатор</a>
Автомат для изготовления пружин заданного профиля
Номер патента: 866
Опубликовано: 15.08.1995
Авторы: Кузнецов С. В., Шпаковский В. В.
МПК: B21F 3/00
Метки: автомат, заданного, пружин, профиля, изготовления
Текст:
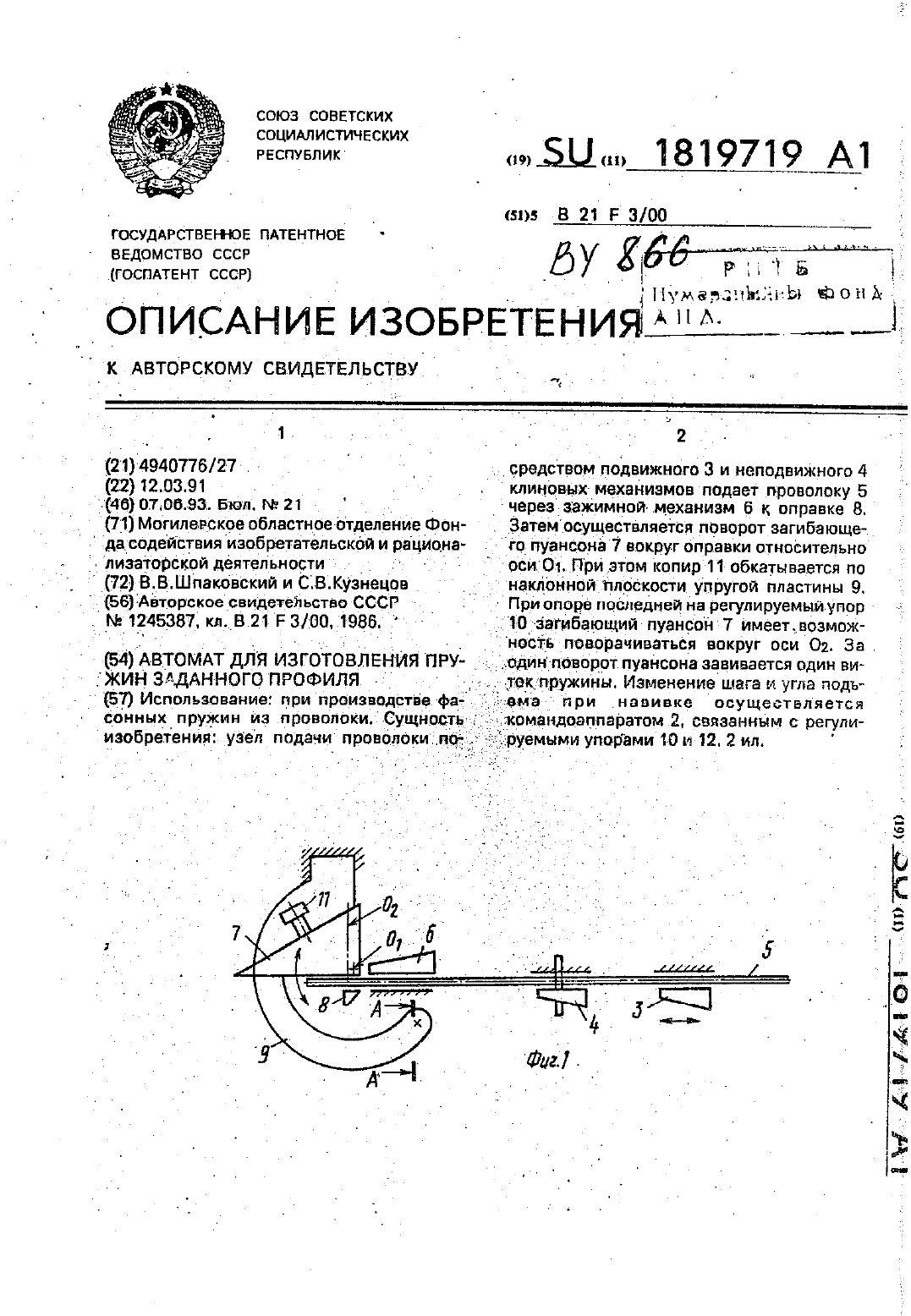
...пружины.Использование изобретение позволить значительно расширить технологические воз- можности автомата при изготовлении фасонных пружин за счет автоматического изменения шага и угла подъемапри тчавивке пружин.Формула изобретения Автомат для изготовления пружин заданного профиля. содержащий установлен ные на основании привод, узел подачи проволоки. узел формообразования спирали со средством для зансима проволокщзаоправкой ио средством для...
Устройство для удаления окалины с поверхности проволочных изделий
Номер патента: 116
Опубликовано: 30.09.1994
Авторы: Щеклеин А. В., Бирюков Б. А., Рыбинский В. Н.
МПК: B21B 45/04
Метки: удаления, поверхности, изделий, проволочных, устройство, окалины
Текст:
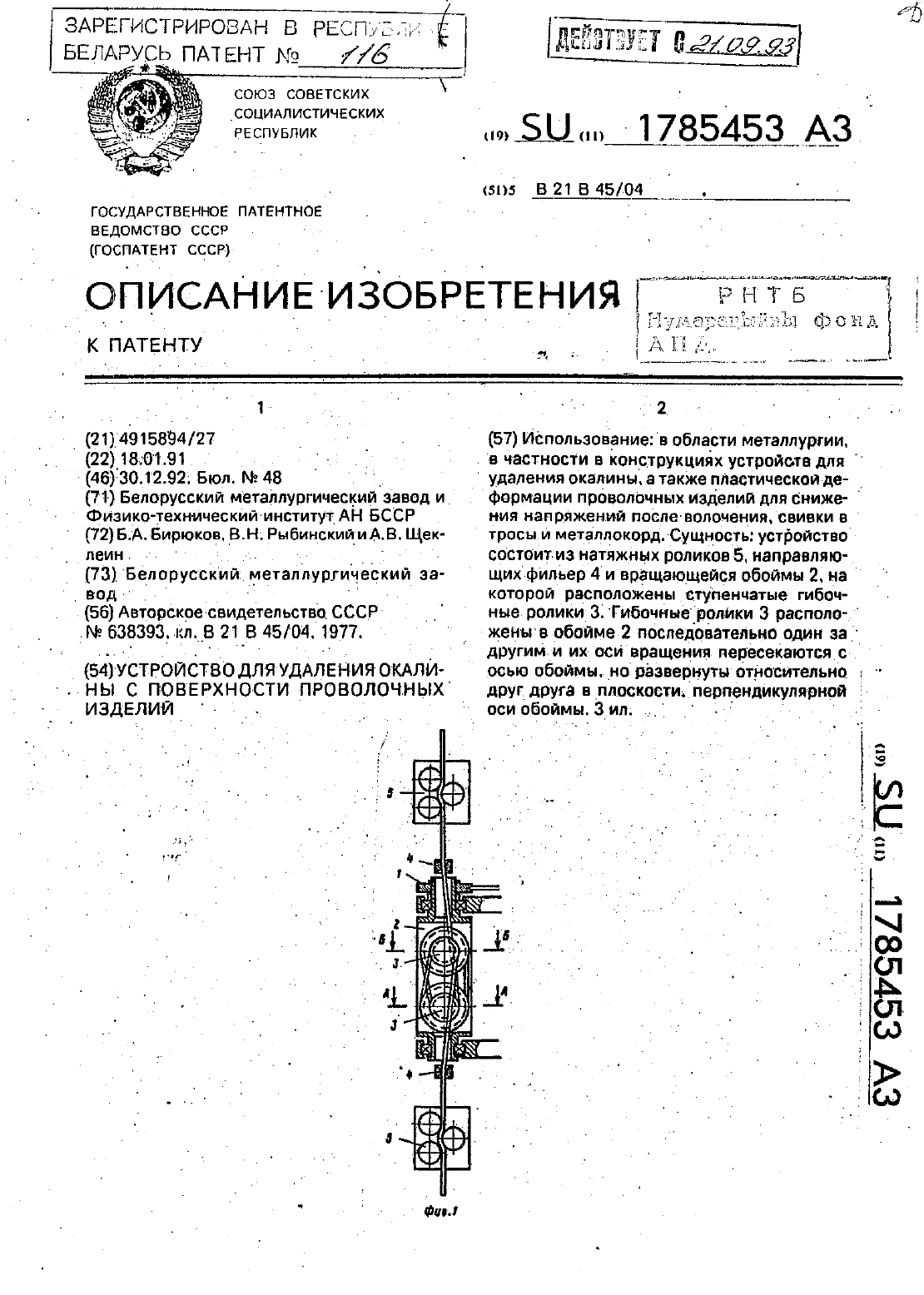
...поступая на вторые натяжные ролики. Разворот осей гибочньтх роликов отн-оси 10тельно друг друга обеспечивает свободный пропуск материала от направляющих филь ер к наиболее удаленному гибочному ролику с целью уменьшения угла изгиба материала в фильерах. йТакое конструктивное решение по сравнению с прототипом позволяет свести к.минимуму центробежныеосипы. действующие на опоры гибочных роликов. за счет размещения центра тяжести гибочных...
Предыдущий патент: Способ разработки пологих пластов полезных ископаемых
Следующий патент: Способ регенерации химикатов от варки и отбелки целлюлозной массы
Случайный патент: Калийное удобрение, содержащее трепел