Кокиль для получения отливок деталей типа “шкив”
Номер патента: U 4934
Опубликовано: 30.12.2008
Авторы: Никольский Николай Никитович, Виринский Юрий Александрович

Текст
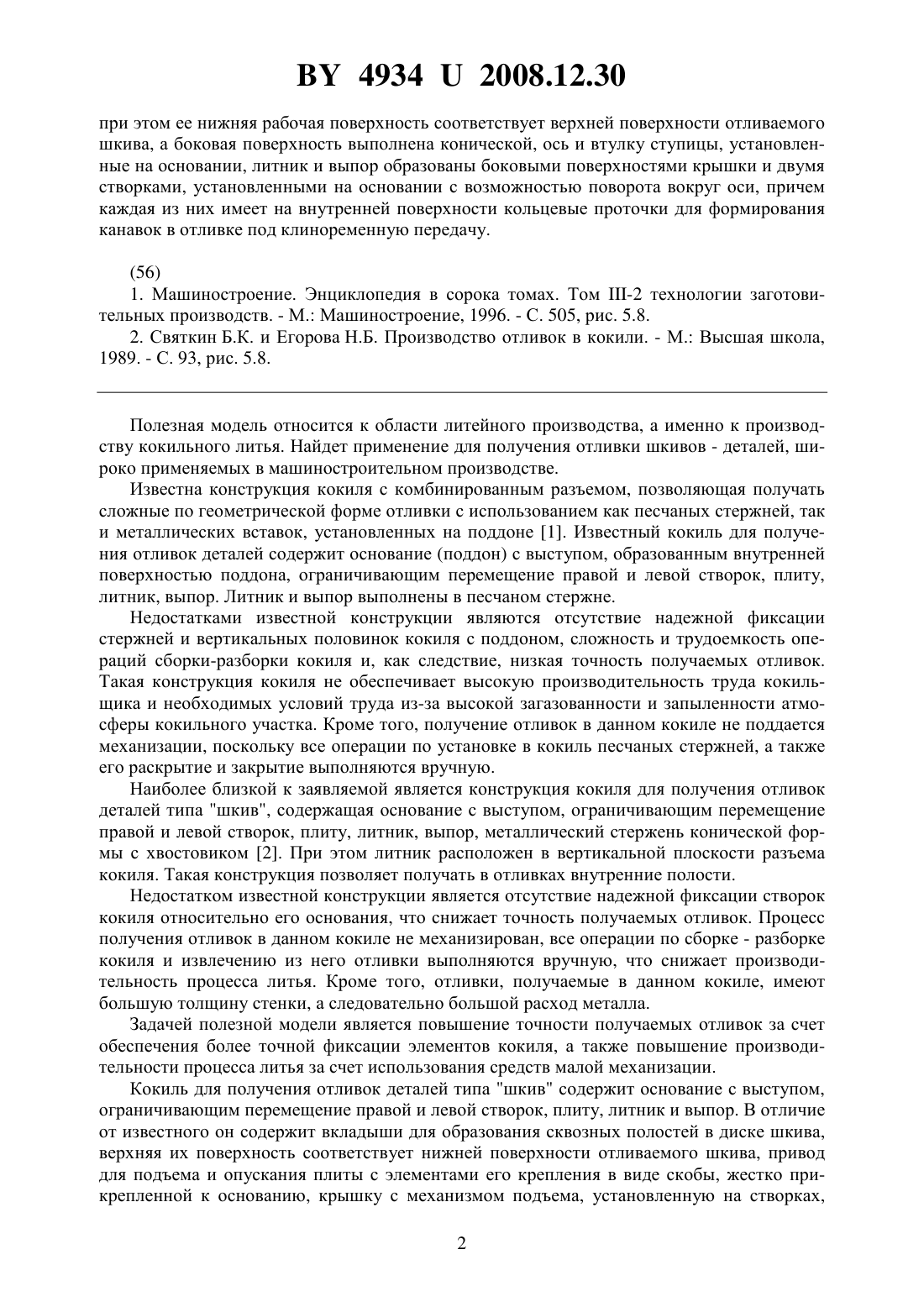
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ КОКИЛЬ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ДЕТАЛЕЙ ТИПА ШКИВ(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Авторы Никольский Николай Никитович Виринский Юрий Александрович(73) Патентообладатель Учреждение образования Полоцкий государственный университет(57) Кокиль для получения отливок деталей типа шкив, содержащий основание с выступом, ограничивающим перемещение правой и левой створок, плиту, литник, выпор, отличающийся тем, что он содержит вкладыши для образования сквозных полостей в диске шкива, верхняя их поверхность соответствует нижней поверхности отливаемого шкива,привод для подъема и опускания плиты с элементами его крепления в виде скобы, жестко прикрепленной к основанию, крышку с механизмом подъема, установленную на створках,49342008.12.30 при этом ее нижняя рабочая поверхность соответствует верхней поверхности отливаемого шкива, а боковая поверхность выполнена конической, ось и втулку ступицы, установленные на основании, литник и выпор образованы боковыми поверхностями крышки и двумя створками, установленными на основании с возможностью поворота вокруг оси, причем каждая из них имеет на внутренней поверхности кольцевые проточки для формирования канавок в отливке под клиноременную передачу.(56) 1. Машиностроение. Энциклопедия в сорока томах. Том -2 технологии заготовительных производств. - М. Машиностроение, 1996. - С. 505, рис. 5.8. 2. Святкин Б.К. и Егорова Н.Б. Производство отливок в кокили. - М. Высшая школа,1989. - С. 93, рис. 5.8. Полезная модель относится к области литейного производства, а именно к производству кокильного литья. Найдет применение для получения отливки шкивов - деталей, широко применяемых в машиностроительном производстве. Известна конструкция кокиля с комбинированным разъемом, позволяющая получать сложные по геометрической форме отливки с использованием как песчаных стержней, так и металлических вставок, установленных на поддоне 1. Известный кокиль для получения отливок деталей содержит основание (поддон) с выступом, образованным внутренней поверхностью поддона, ограничивающим перемещение правой и левой створок, плиту,литник, выпор. Литник и выпор выполнены в песчаном стержне. Недостатками известной конструкции являются отсутствие надежной фиксации стержней и вертикальных половинок кокиля с поддоном, сложность и трудоемкость операций сборки-разборки кокиля и, как следствие, низкая точность получаемых отливок. Такая конструкция кокиля не обеспечивает высокую производительность труда кокильщика и необходимых условий труда из-за высокой загазованности и запыленности атмосферы кокильного участка. Кроме того, получение отливок в данном кокиле не поддается механизации, поскольку все операции по установке в кокиль песчаных стержней, а также его раскрытие и закрытие выполняются вручную. Наиболее близкой к заявляемой является конструкция кокиля для получения отливок деталей типа шкив, содержащая основание с выступом, ограничивающим перемещение правой и левой створок, плиту, литник, выпор, металлический стержень конической формы с хвостовиком 2. При этом литник расположен в вертикальной плоскости разъема кокиля. Такая конструкция позволяет получать в отливках внутренние полости. Недостатком известной конструкции является отсутствие надежной фиксации створок кокиля относительно его основания, что снижает точность получаемых отливок. Процесс получения отливок в данном кокиле не механизирован, все операции по сборке - разборке кокиля и извлечению из него отливки выполняются вручную, что снижает производительность процесса литья. Кроме того, отливки, получаемые в данном кокиле, имеют большую толщину стенки, а следовательно большой расход металла. Задачей полезной модели является повышение точности получаемых отливок за счет обеспечения более точной фиксации элементов кокиля, а также повышение производительности процесса литья за счет использования средств малой механизации. Кокиль для получения отливок деталей типа шкив содержит основание с выступом,ограничивающим перемещение правой и левой створок, плиту, литник и выпор. В отличие от известного он содержит вкладыши для образования сквозных полостей в диске шкива,верхняя их поверхность соответствует нижней поверхности отливаемого шкива, привод для подъема и опускания плиты с элементами его крепления в виде скобы, жестко прикрепленной к основанию, крышку с механизмом подъема, установленную на створках,2 49342008.12.30 при этом ее нижняя рабочая поверхность соответствует верхней поверхности отливаемого шкива, а боковая поверхность выполнена конической, ось и втулку ступицы, установленные на основании. Литник и выпор образованы боковыми поверхностями крышки и двумя створками, установленными на основании с возможностью поворота вокруг оси, причем каждая из них имеет на внутренней поверхности кольцевые проточки для формирования канавок в отливке под клиноременную передачу. Отличительной особенностью заявляемой полезной модели от прототипа является наличие двух горизонтальных плоскостей разъема для повышения точности, производительности процесса и снижения материалоемкости получаемых отливок. Применение вкладышей для образования сквозных полостей в диске шкива, оси и втулки ступицы, установление створок с возможностью поворота вокруг оси обеспечивают надежное их центрирование и легкое извлечение отливки из кокиля. Форма применяемой крышки позволяет получить верхнюю формообразующую поверхность шкива и облегчает извлечение отливки из кокиля за счет снижения термического торможения в процессе усадки отливки. Образование литника и выпора боковыми поверхностями крышки и двумя створками обеспечивает беспрепятственное заполнение кокиля жидким металлом и облегчает извлечение отливки из кокиля. Имеющиеся на внутренней поверхности створок кольцевые проточки для формирования в отливке канавок под клиноременную передачу дают возможность уменьшить объем механической обработки шкива. Тем самым повышается точность и снижается материалоемкость отливки. Использование механического привода для подъема и опускания плиты позволяет одновременно извлекать из отливки все вкладыши для образования сквозных полостей в диске шкива, повышая производительность процесса литья. Полезная модель поясняется чертежом, на котором представлен общий вид предлагаемого кокиля в разрезе. Полезная модель кокиля содержит основание 1 с закрепленными на нем посредством оси 2 левой 3 и правой 4 створками. С основанием 1 посредством скобы 5 связана плита 6 с жестко закрепленными посредством болтов 7 шестью вкладышами 8 для образования сквозных полостей в диске шкива. Формирование верхней поверхности шкива ведется крышкой 9, устанавливаемой с помощью механизма подъема 10 (например, винтовой,пневматический, гидравлический и др. подъемник) в гнездо с направляющим коническим углублением, выполненным в створках. Опускание и подъем плиты 6 с вкладышами 8 осуществляется механическим приводом 11, жестко посредством скобы 5 связанным с плитой 6. Для заливки в кокиль жидкого металла в смежных поверхностях створок и крышки выполнены литник 12 и выпор 13. Крепление створок между собой во избежание его раскрытия во время заливки жидкого металла осуществляется посредством запирающего устройства 14. Ось 15 и втулка ступицы 16 обеспечивают надежное центрирование и облегчают извлечение отливки шкива из кокиля. Для удобства в работе кокиль устанавливается на специальную подставку (на чертеже не показано). Предлагаемый кокиль работает следующим образом после разогрева кокиля до 150200 С на его формообразующую поверхность наносится с помощью пульверизатора теплозащитное покрытие. Створки 3, 4 кокиля закрываются до упора с выступом основания 1, ограничивающим их дальнейшее перемещение, с образованием плотного затвора для предупреждения утечки жидкого металла из полости формы через разъем. Производится заливка жидкого металла в полость формы из ручного мерного ковша. Далее производится отрыв вкладышей 8 опусканием плиты 6 для обеспечения естественной усадки металла после его кристаллизации, затем снимается крышка 9 и раскрывается запирающее устройство 14, раздвигаются створки 3, 4 и полученная отливка шкива извлекается из кокиля. После чего кокиль вновь собирается для повторной заливки. 3 49342008.12.30 Использование заявляемой полезной модели позволит получать тонкостенные высокоточные отливки шкивов при высокой производительности и низкой материалоемкости литья. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B22D 15/00
Метки: получения, кокиль, отливок, шкив, типа, деталей
Код ссылки
<a href="https://by.patents.su/4-u4934-kokil-dlya-polucheniya-otlivok-detalejj-tipa-shkiv.html" rel="bookmark" title="База патентов Беларуси">Кокиль для получения отливок деталей типа “шкив”</a>
Кокиль для литья цинковых заготовок
Номер патента: U 3776
Опубликовано: 30.08.2007
Авторы: Петруня Юрий Васильевич, Пумпур Владимир Анатольевич, Ильюшенко Валерий Михайлович, Короткин Григорий Петрович, Барановский Эдуард Федорович
МПК: B22D 15/00
Метки: заготовок, кокиль, литья, цинковых
Текст:
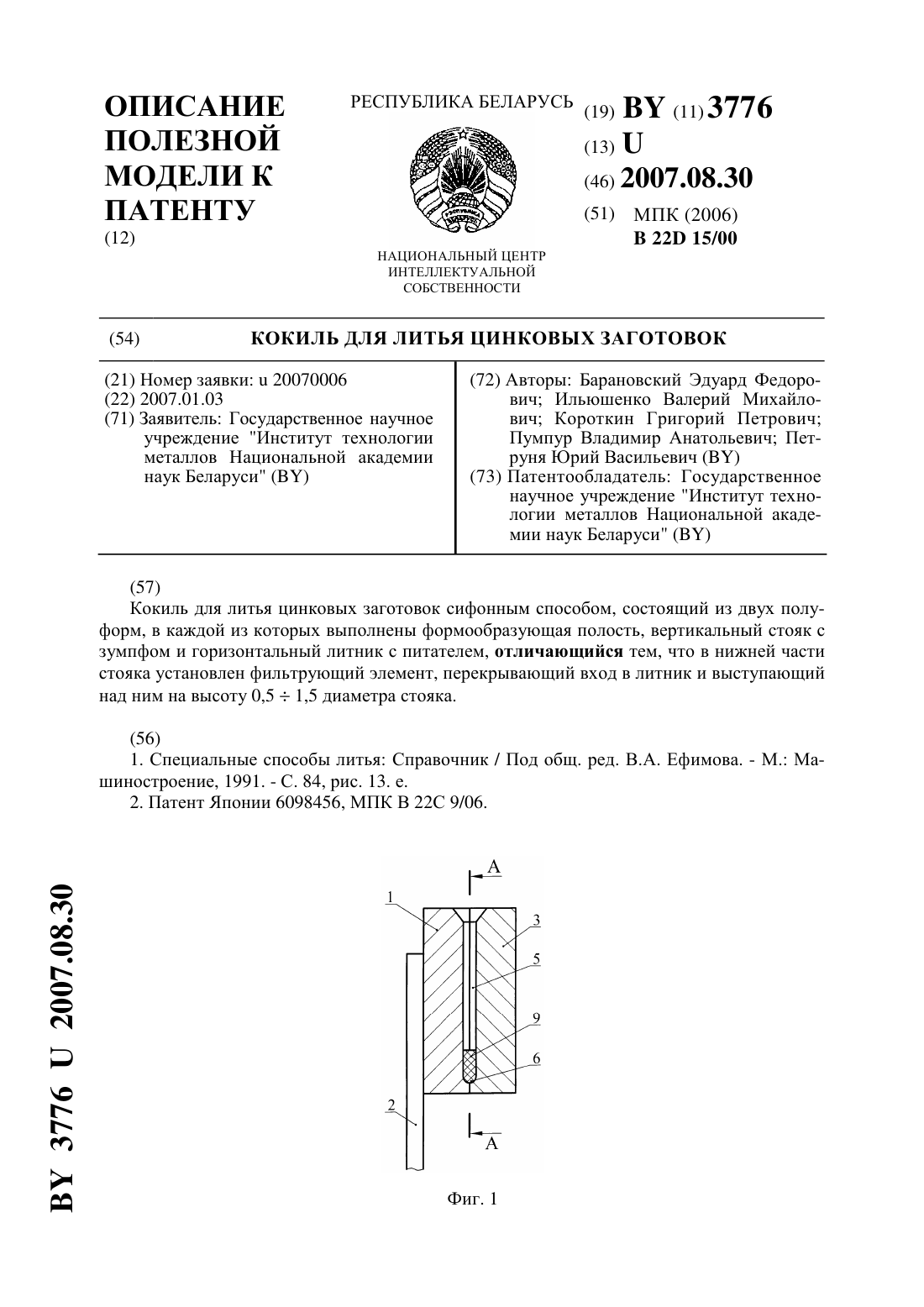
...металла и на боковые поверхности отливок, что ухудшает их качество. Технической задачей, на решение которой направлена заявляемая полезная модель является уменьшение кинетической энергии и турбулентности струи расплава. Технический результат заключается в улучшении качества литья цинковых анодных заготовок, предназначенных под прокатку, повышение стабильности процесса литья и улучшение качества поверхностей отливок. Задача решается следующим...
Кокиль для отливки элемента формообразующего
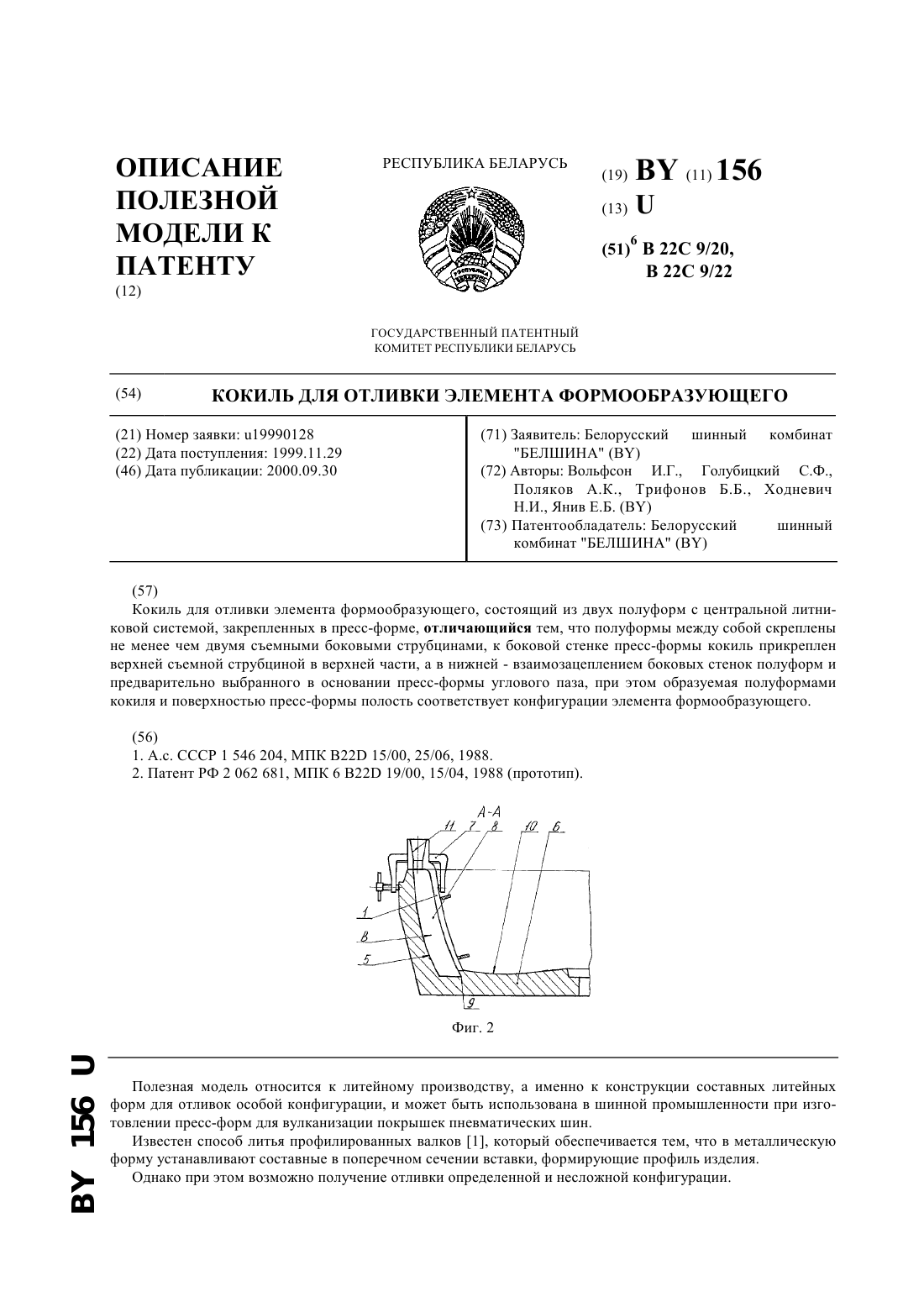
Номер патента: U 156
Опубликовано: 30.09.2000
Авторы: Ходневич Николай Иванович, Трифонов Борис Борисович, Голубицкий Станислав Федорович, Вольфсон Иосиф Григорьевич, Поляков Аркадий Кириллович, Янив Евгений Болеславович
Метки: формообразующего, элемента, кокиль, отливки
Текст:
...скреплены не менее чем двумя съемными боковыми струбцинами. К боковой стенке пресс-формы кокиль прикреплен верхней съемной струбциной в верхней части, а в нижней - взаимозацеплением боковых стенок полуформ и предварительно выбранного в основании пресс-формы углового паза. Полость, образуемая полуформами кокиля и поверхностью пресс-формы,строго соответствует конфигурации элемента формообразующего. Полезная модель поясняется чертежами. На фиг. 1...
Кокиль для литья заготовок цинковых анодов
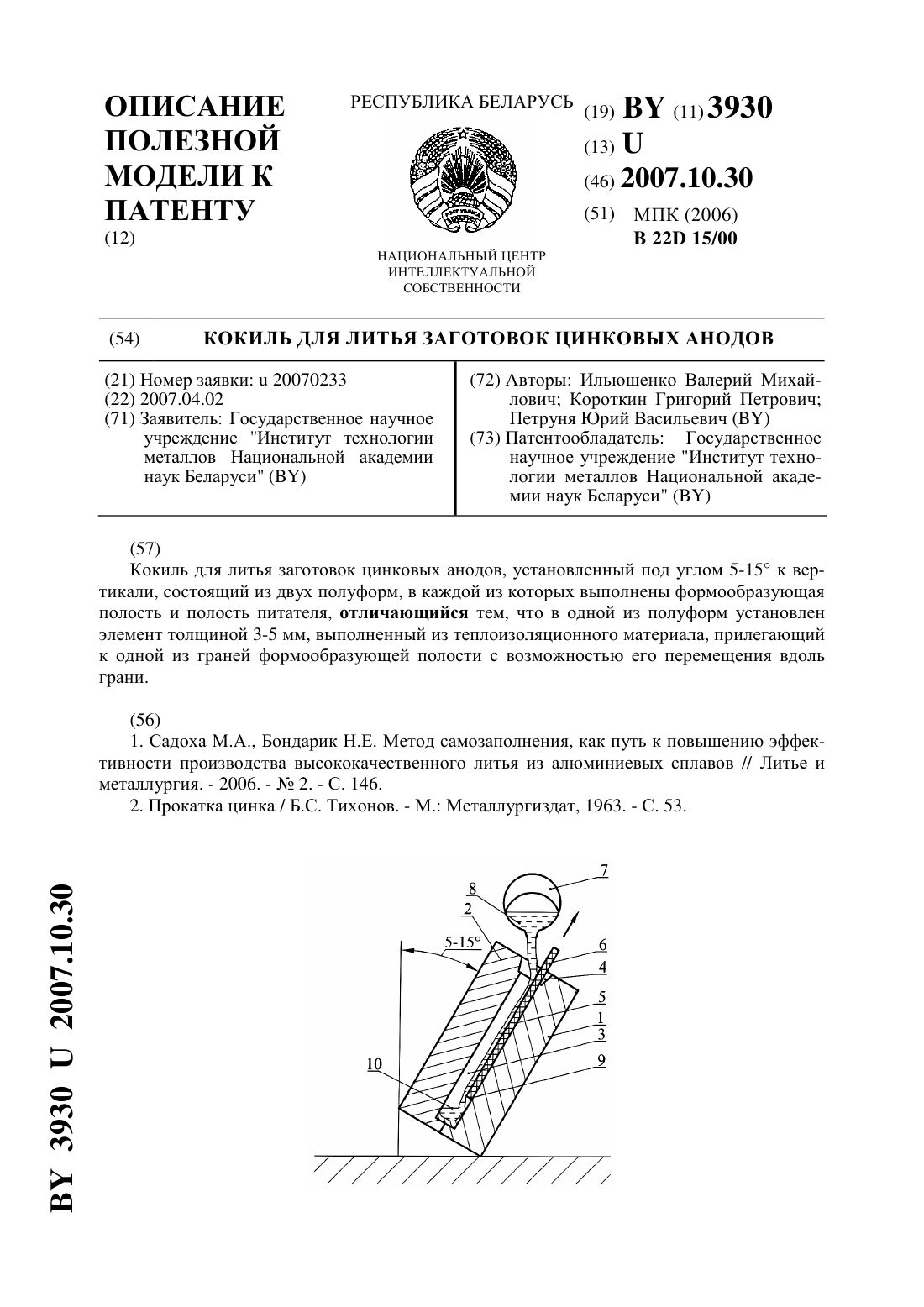
Номер патента: U 3930
Опубликовано: 30.10.2007
Авторы: Короткин Григорий Петрович, Петруня Юрий Васильевич, Ильюшенко Валерий Михайлович
МПК: B22D 15/00
Метки: заготовок, анодов, литья, кокиль, цинковых
Текст:
...контактирует с формообразующей поверхностью полуформы, что приводит к локальному перегреву поверхности кокиля и неравномерности затвердевания отливки, что служит образованию не только чисто усадочных дефектов в теле отливки, но и таких дефектов отливок, которые принято называть потоками, по причине образования специфических узоров на поверхности отливки. Технической задачей, на решение которой направлена заявляемая полезная модель...
Устройство для получения отливок слитков
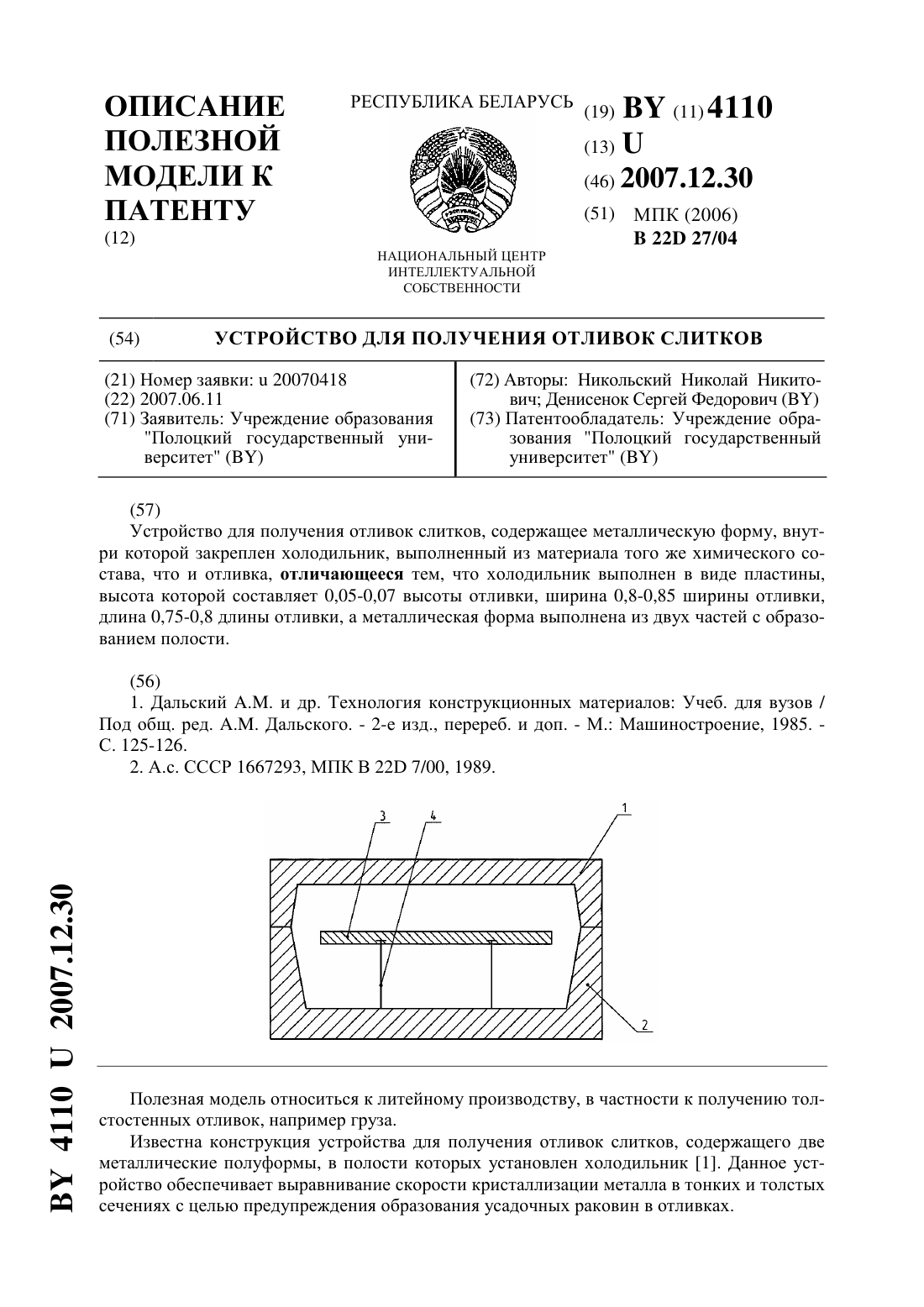
Номер патента: U 4110
Опубликовано: 30.12.2007
Авторы: Денисенок Сергей Федорович, Никольский Николай Никитович
МПК: B22D 27/04
Метки: получения, слитков, отливок, устройство
Текст:
...металлической формы. Задачей полезной модели является увеличение стойкости путем снятия термических напряжений с рабочей поверхности металлической формы. Поставленная задача решается тем, что устройство для получения отливок слитков содержит металлическую форму, внутри которой закреплен холодильник, выполненный из материала того же химического состава, что и отливка. Холодильник выполнен в виде пластины, высота которой составляет...
Устройство для получения отливок
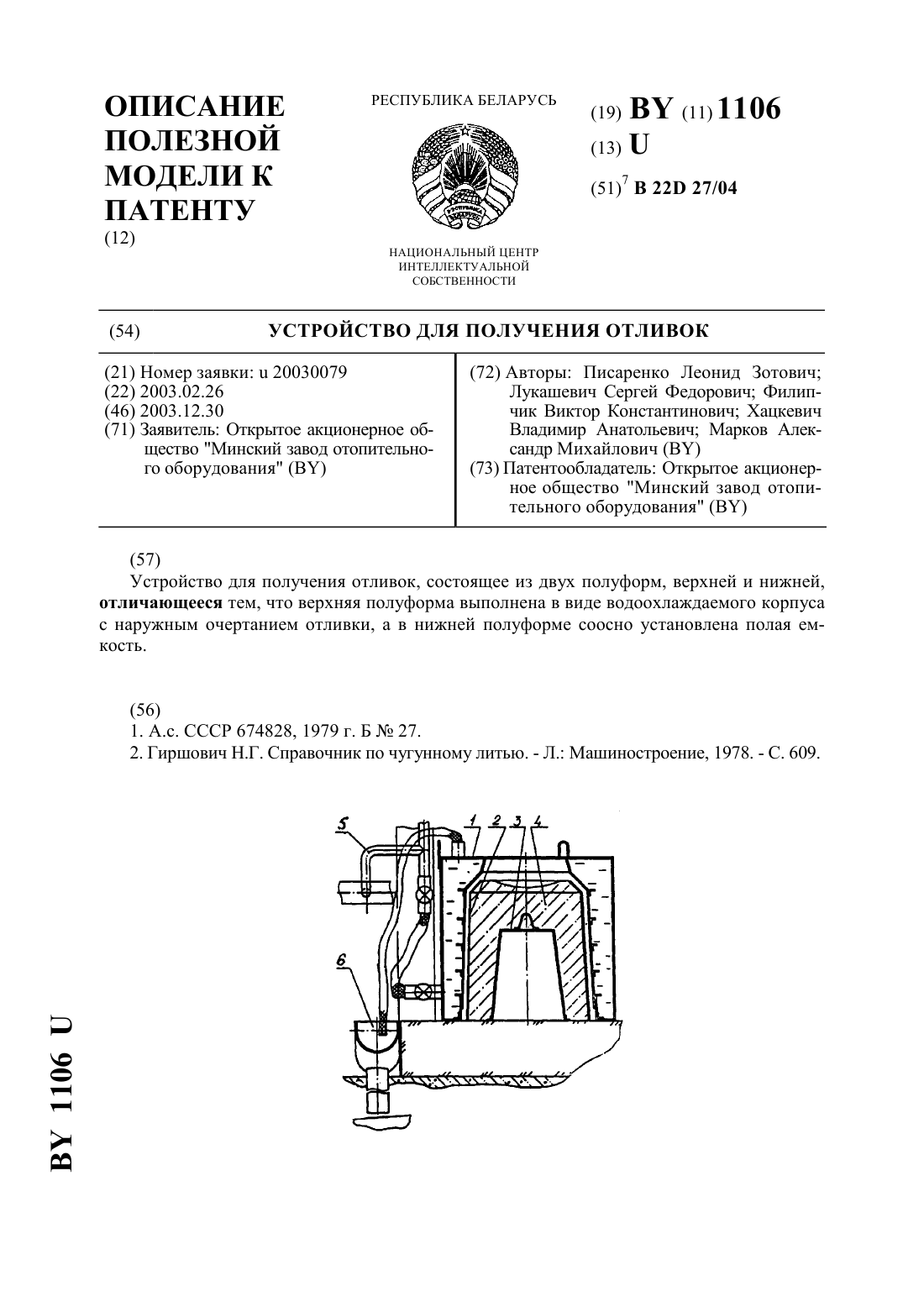
Номер патента: U 1106
Опубликовано: 30.12.2003
Авторы: Хацкевич Владимир Анатольевич, Лукашевич Сергей Федорович, Филипчик Виктор Константинович, Писаренко Леонид Зотович, Марков Александр Михайлович
МПК: B22D 27/04
Метки: устройство, получения, отливок
Текст:
...обеспечения повышенной термической стойкости и окалиностойкости отливок, большой расход металла, в том числе и дорогостоящего алюминия, используемого в качестве материала модели и как добавка в жаростойкий чугун. Задачей полезной модели является обеспечение направленности затвердевания для получения повышенной термостойкости и окалиностойкости отливок, экономия металла,в том числе и дорогостоящего, упрощение технологии изготовления форм,...
Предыдущий патент: Механизированный комплекс для выемки мощного калийного пласта с породным прослоем
Следующий патент: Парогазогенератор
Случайный патент: Устройство учета жидкости в подземном резервуаре