Четырех ручьевой трайб-аппарат подачи проволоки для внепечной обработки металла
Номер патента: U 4916
Опубликовано: 30.12.2008
Авторы: Сидоров Эдуард Анатольевич, Сурунович Алексей Викторович, Путеев Вячеслав Станиславович, Маточкин Виктор Аркадьевич, Фоменок Александр Фёдорович, Ковалёв Александр Викторович, Муриков Максим Анатольевич
Текст
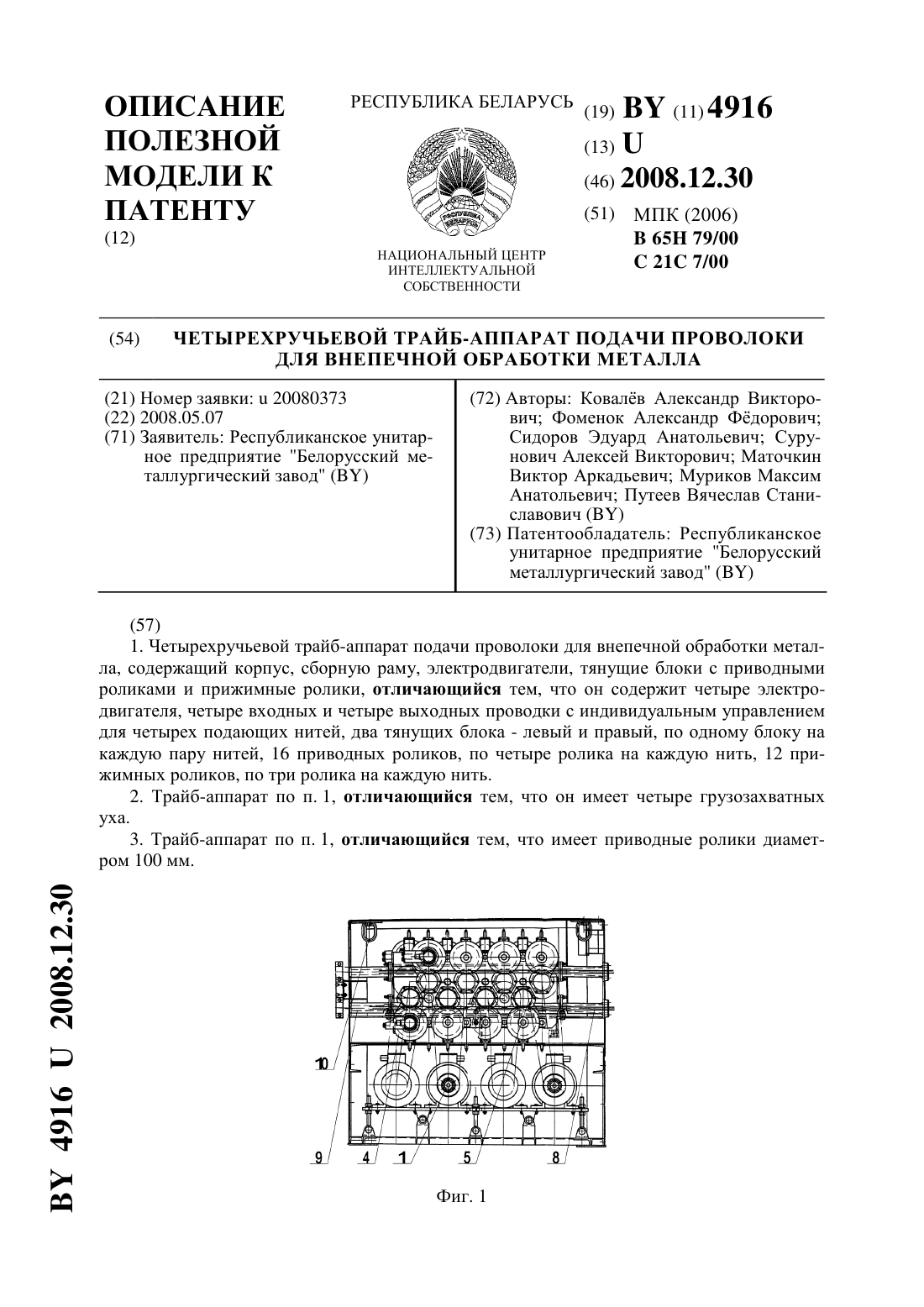
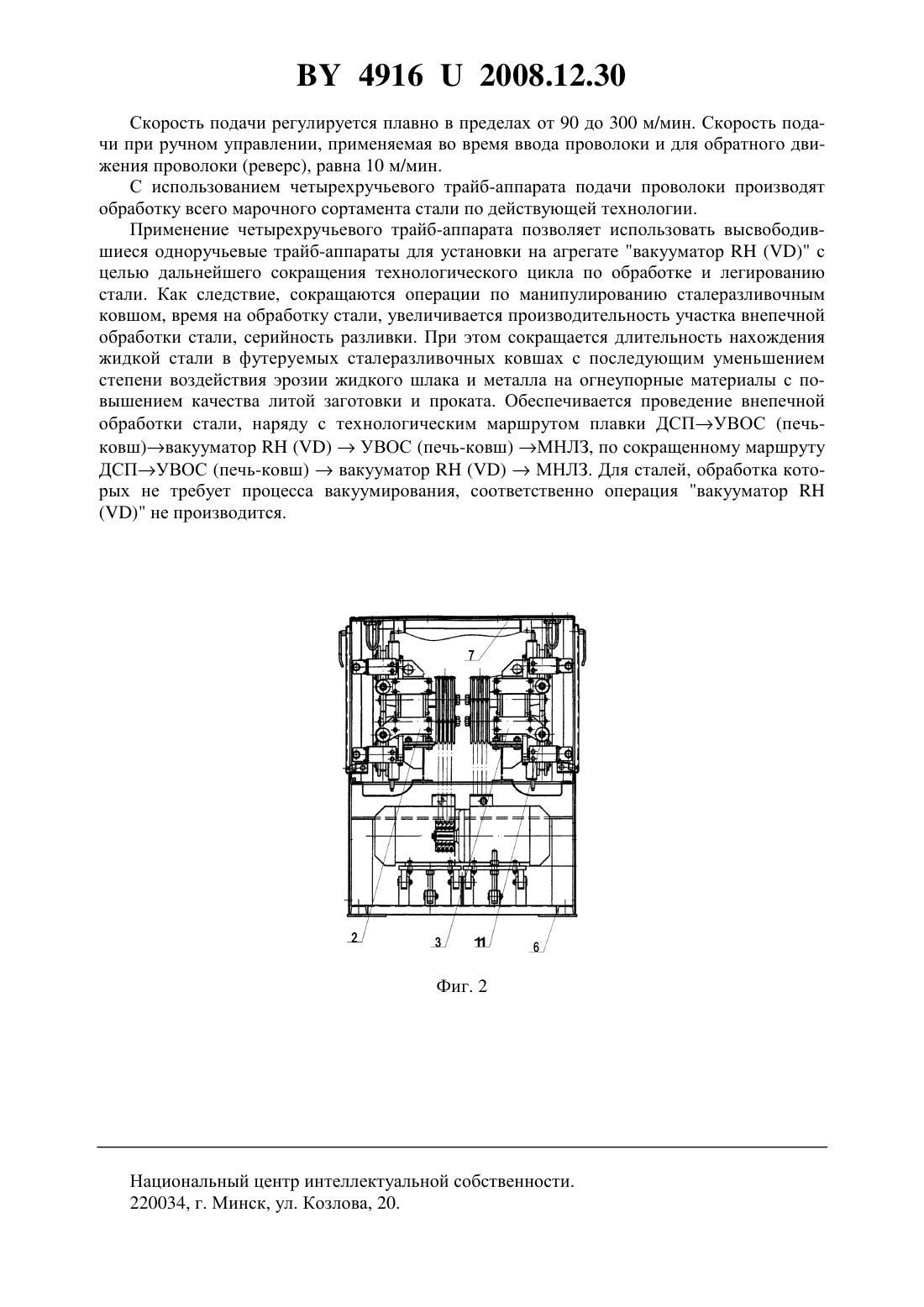
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЧЕТЫРЕХРУЧЬЕВОЙ ТРАЙБ-АППАРАТ ПОДАЧИ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛА(71) Заявитель Республиканское унитарное предприятие Белорусский металлургический завод(72) Авторы Ковалв Александр Викторович Фоменок Александр Фдорович Сидоров Эдуард Анатольевич Сурунович Алексей Викторович Маточкин Виктор Аркадьевич Муриков Максим Анатольевич Путеев Вячеслав Станиславович(73) Патентообладатель Республиканское унитарное предприятие Белорусский металлургический завод(57) 1. Четырехручьевой трайб-аппарат подачи проволоки для внепечной обработки металла, содержащий корпус, сборную раму, электродвигатели, тянущие блоки с приводными роликами и прижимные ролики, отличающийся тем, что он содержит четыре электродвигателя, четыре входных и четыре выходных проводки с индивидуальным управлением для четырех подающих нитей, два тянущих блока - левый и правый, по одному блоку на каждую пару нитей, 16 приводных роликов, по четыре ролика на каждую нить, 12 прижимных роликов, по три ролика на каждую нить. 2. Трайб-аппарат по п. 1, отличающийся тем, что он имеет четыре грузозахватных уха. 3. Трайб-аппарат по п. 1, отличающийся тем, что имеет приводные ролики диаметром 100 мм. 49162008.12.30 4. Трайб-аппарат по п. 1, отличающийся тем, что имеет прижимные ролики диаметром 150 мм. 5. Трайб-аппарат по п. 1, отличающийся тем, что устроен таким образом, что обеспечивает бесступенчатое регулирование скорости подачи проволоки от 90 до 300 м/мин и подачу проволоки вперед и назад. 6. Трайб-аппарат по п. 1, отличающийся тем, что устроен таким образом, что обеспечивает возможность подачи проволоки диаметром 5-21 мм и максимальным сопротивлением растяжению 120 МПа.(56) 1. Внепечная обработка расплава порошковыми проволоками / Д.А. Дюдкин, С.Ю. Бать,С.Е. Гринберг, В.В. Кисиленко, В.П. Онищук. - ООО Юго-Восток, 2002. - . 37-43(прототип). 2. Внепечная обработка стали / Д.Я. Поволоцкий, В.А. Кудрин, А.Ф. Вишкарев. М. МИСИС, 1995. - . 145-150. Полезная модель относится к оборудованию для черной металлургии, а именно к конструкциям трайб-аппаратов, используемых для подачи порошковой проволоки при внепечной обработке металлургических расплавов порошковыми реагентами. В качестве прототипа принят двухручьевой трайб-аппарат для ввода порошковой проволоки в жидкий расплав 1. При использовании данного устройства обеспечивается высокая повторяемость и воспроизводимость технологического процесса. Однако отсутствует возможность широкого комплексного легирования и обработки расплава реагентами по причине аппаратной невозможности использования более двух видов порошковой проволоки. Данный фактор ограничивает производственные мощности агрегатов обработки стали, не обеспечивает необходимую интенсивность передачи жидкой стали для дальнейшей разливки. Двухручьевые трайб-аппараты изготавливают с двумя индивидуальными приводами, обеспечивающими одновременную работу двух ручьев и возможность использования порошковой проволоки двух видов. Задача, решаемая полезной моделью, состоит в использовании четырехручьевого трайб-аппарата подачи проволоки для внепечной обработки металла. Технический результат, достигаемый при использовании четырехручьевого трайбаппарата подачи проволоки, состоит в возможности проведения комплексной обработки реагентами и легирование жидкой стали элементами в количестве более двух. Решение поставленной задачи обеспечивается тем, что четырехручьевой трайбаппарат подачи проволоки для внепечной обработки металла содержит корпус, сборную раму, электродвигатели, тянущие блоки с приводными роликами и прижимные ролики. Согласно полезной модели, трайб-аппарат содержит четыре электродвигателя, четыре входных и четыре выходных проводки с индивидуальным управлением для четырех подающих нитей, два тянущих блока - левый и правый, по одному блоку на каждую пару нитей, 16 приводных роликов, по четыре ролика на каждую нить, 12 прижимных роликов,по три ролика на каждую нить. Диаметр приводных роликов составляет 100 мм. Диаметр прижимных роликов составляет 150 мм. Трайб-аппарат устроен таким образом, что обеспечивает бесступенчатое регулирование скорости подачи проволоки от 90 до 300 м/мин, подачу проволоки вперед и назад и возможность подачи проволоки диаметром 5-21 мм с максимальным сопротивлением растяжению 120 МПа одновременно по четырем ручьям. Трайб-аппарат имеет четыре грузозахватных уха. 2 49162008.12.30 Полезная модель поясняется чертежами, где на фиг. 1 показан симметричный вертикальный разрез четырехручьевого трайб-аппарата подачи проволоки для внепечной обработки металла, а на фиг. 2 показан вид спереди трайб-аппарата. Основой трайб-аппарата является рама, сваренная из уголков, швеллеров и двутавров. Четырехручьевой трайб-аппарат подачи проволоки для внепечной обработки металла включает корпус 7, четыре электродвигателя 1, установленные в нижней части рамы 6,два тянущих блока - левый 2 и правый 3, по одному блоку на две нитки. Блоки имеют шестнадцать приводных роликов 4, по четыре ролика на каждую нитку, и двенадцать прижимных роликов 5, по три ролика на каждую нитку. Трайб-аппарат включает четыре входных проводки 8, служащие для приема проволоки из бухтоприемника и подачи ее в тянущий блок трайб-аппарата, и четыре выходных проводки 9, четыре подающих нити(ручья) 11 и четыре грузозахватных уха 10. Подающие нити - это отверстия между валками, через которое проходит проволока. Пример конкретного использования В дуговой электросталеплавильной печи выплавляют сталь, выпускают ее в 100 тонный ковш и передают на установку внепечной обработки (печь-ковш), где производят раскисление, усреднительную продувку, обработку стали проволоками. При выплавке стали, как правило, на завершающем этапе плавки включают трайб-аппарат, который производит размотку проволоки. Автоматическое управление трайб-аппаратом осуществляется с пульта управления, который обеспечивает плавный пуск, а также задание, измерение длины и скорости подачи проволоки. Проволока в бухтах поступает на рабочую площадку. Бухты заправляют в стенд статической размотки. Конец проволоки из бухты заправляют в трайб-аппарат. Проволока подается через четыре входные проводки 8 и направляется в тянущий блок трайбаппарата. Четыре электродвигателя 1, установленные в нижней части рамы 6 трайбаппарата, посредством ременной передачи приводят во вращение приводные ролики тянущих блоков 2 и 3. Приводные ролики обеспечивают движение проволоки по каждой из четырех подающих ниток 11. Приводные ролики 4 тянущих блоков 2 и 3 имеют рифленую поверхность, что обеспечивает подачу проволоки без скольжения даже при незначительной силе воздействия прижимных роликов 5. Через выходную проводку 9 проволока выходит из трайб-аппарата и подается через направляющие к приемной воронке свода печи - ковша. В зависимости от выплавляемой марки стали одновременно работают две, три или все четыре нитки (ручья) трайб-аппарата. Тянущие блоки обеспечивают подачу проволоки без скольжения даже при незначительной силе воздействия прижимных роликов. Усилие прижима прижимных роликов регулируется винтами через пружины. Цифровое измерение количества введенной проволоки осуществляется с помощью четырех датчиков, возбуждаемых непосредственно от вращающихся без скольжения четырех измерительных роликов. Это обеспечивает высокую точность измерения. Корпус трайб-аппарата 7, установленный на раме 6, имеет четыре грузозахватных уха 10, которые используются для транспортировки и установки трайб-аппарата. Четырехручьевой трайб-аппарат подачи проволоки имеет четыре независимые подающие нитки, которые позволяют подавать каркасную (порошковую) от 9 мм до 21 мм или алюминиевую проволоку от 5 мм до 13 мм. В трайб-аппарате может находиться четыре вида проволок, таким образом не требуется перепуск и заправка механизмов под необходимый для легирования или реагентной обработки вид проволоки. В случае крупносерийного производства с обработкой стали однотипной проволокой может производиться заправка трайб-аппарата одним видом проволоки во все четыре нитки. Обеспечивается стабильность процесса обработки ввиду гарантированной отдачи проволоки по одной из ниток. 3 49162008.12.30 Скорость подачи регулируется плавно в пределах от 90 до 300 м/мин. Скорость подачи при ручном управлении, применяемая во время ввода проволоки и для обратного движения проволоки (реверс), равна 10 м/мин. С использованием четырехручьевого трайб-аппарата подачи проволоки производят обработку всего марочного сортамента стали по действующей технологии. Применение четырехручьевого трайб-аппарата позволяет использовать высвободившиеся одноручьевые трайб-аппараты для установки на агрегате вакууматорс целью дальнейшего сокращения технологического цикла по обработке и легированию стали. Как следствие, сокращаются операции по манипулированию сталеразливочным ковшом, время на обработку стали, увеличивается производительность участка внепечной обработки стали, серийность разливки. При этом сокращается длительность нахождения жидкой стали в футеруемых сталеразливочных ковшах с последующим уменьшением степени воздействия эрозии жидкого шлака и металла на огнеупорные материалы с повышением качества литой заготовки и проката. Обеспечивается проведение внепечной обработки стали, наряду с технологическим маршрутом плавки ДСПУВОС (печьковш)вакууматорУВОС (печь-ковш) МНЛЗ, по сокращенному маршруту ДСПУВОС (печь-ковш)вакууматорМНЛЗ. Для сталей, обработка которых не требует процесса вакуумирования, соответственно операция вакууматор Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B65H 79/00, C21C 7/00
Метки: проволоки, трайб-аппарат, обработки, ручьевой, внепечной, подачи, четырех, металла
Код ссылки
<a href="https://by.patents.su/4-u4916-chetyreh-ruchevojj-trajjb-apparat-podachi-provoloki-dlya-vnepechnojj-obrabotki-metalla.html" rel="bookmark" title="База патентов Беларуси">Четырех ручьевой трайб-аппарат подачи проволоки для внепечной обработки металла</a>
Способ внепечной обработки стали
Номер патента: 6183
Опубликовано: 30.06.2004
Авторы: Паршиков Анатолий Николаевич, Кушнарев Николай Николаевич, Дюдкин Дмитрий Александрович, Онищук Виталий Прохорович, Кисиленко Владимир Васильевич, Иванов Эдуард Владимирович, Годинский Николай Анатольевич
МПК: C21C 7/06
Метки: обработки, внепечной, способ, стали
Текст:
...полной глобуляризации неметаллических включений и хороших литейных и механических свойств стали. Решение поставленной задачи обеспечивается тем, что способ внепечной обработки стали включает ввод в расплав порошковой проволоки, содержащей смесь алюминия и кальция,причем используют проволоку со следующим соотношением алюминия и кальция, мас.алюминий 55-62 кальций 38-45,а массовая скорость поступления кальция составляет 130-220 г/с. По мере...
Способ внепечной обработки кордовой стали
Номер патента: 4756
Опубликовано: 30.12.2002
Авторы: Фетисов Василий Павлович, Фоменко Александр Петрович, Онищук Виталий Прохорович, Титиевский Владимир Маркович, Кушнарев Николай Николаевич, Дюдкин Дмитрий Александрович, Бать Юрий Израилевич, Эндерс Владимир Владимирович
МПК: C21C 7/06
Метки: способ, внепечной, стали, кордовой, обработки
Текст:
...обработку кислым шлаком. В качестве кислого шлака используют шлак, содержащий 1015 окислов щелочных металлов, при этом шлак вводят в расплав в виде порошковой проволоки. Наличие в составе кислого шлака окислов щелочных металлов в количестве 1015 значительно уменьшает вязкость шлака. Использование шлака в виде порошковой проволоки, т.е. проволоки, сердечник которой состоит из порошка кислого шлака, позволяет вводить шлак вглубь металла. Там...
Способ внепечной обработки стали
Номер патента: 3463
Опубликовано: 30.09.2000
Авторы: Кушнарев Николай Николаевич, Дюдкин Дмитрий Александрович, Гуляев Михаил Павлович, Фетисов Василий Павлович, Кочевенко Иван Иванович, Фоменко Александр Петрович, Квашнин Сергей Анатольевич, Онищук Виталий Прохорович, Бать Юрий Израилевич, Феоктистов Юрий Васильевич
Метки: внепечной, обработки, стали, способ
Текст:
...металле 0,017 и более,где Са - содержание кальция в металле,- содержание алюминия в металле,- содержание серы в металле перед обработкой, . В качестве кальцийсодержащих материалов предпочтительно использовать силикокальций, который целесообразно вводить в ковш в виде порошковой проволоки. Такой способ ввода силикокальция в металл обеспечивает возможность тонкого регулирования количества вводимого кальция в зависимости от содержания алюминия и...
Способ внепечной обработки высокоуглеродистой стали

Номер патента: 3462
Опубликовано: 30.09.2000
Авторы: Фоменко Александр Петрович, Фетисов Василий Павлович, Бать Юрий Израилевич, Дюдкин Дмитрий Александрович, Паршиков Анатолий Николаевич, Кисиленко Владимир Васильевич, Гуляев Михаил Павлович, Онищук Виталий Прохорович
Метки: способ, обработки, внепечной, высокоуглеродистой, стали
Текст:
...на усвоенный металлом кальций устанавливают из соотношения Са(0,0030,005) (21,2 ),где Са - содержание кальция, усвоенного металлом, мас. , - содержание кремния в металле перед вводом модификатора, , - содержание алюминия в металле перед вводом модификатора, . Кальцийсодержащие материалы вводят в ковш в виде порошковой проволоки. Между существенными признаками и техническим результатом - более полным и стабильным модифицированием...
Способ внепечной обработки стали
Номер патента: 3464
Опубликовано: 30.09.2000
Авторы: Феоктистов Юрий Васильевич, Гуляев Михаил Павлович, Кушнарев Николай Николаевич, Титиевский Владимир Маркович, Кисиленко Владимир Васильевич, Бать Юрий Израилевич, Квашнин Сергей Анатольевич, Фоменко Александр Петрович, Онищук Виталий Прохорович, Дюдкин Дмитрий Александрович
МПК: B21C 7/06, B21C 7/00, B21C 7/064...
Метки: внепечной, стали, способ, обработки
Текст:
...Между существенными признаками изобретения и техническим результатом - повышением степени десульфурации, удалением неметаллических включений и глобуляризацией оставшихся в металле включений существует причинно-следственная связь, которая поясняется следующим. Удаление серы возможно, как известно, при низкой активности кислорода. При вводе же кальция в жидкую сталь, раскисленную алюминием, реакция взаимодействия алюминия с кислородом...
Предыдущий патент: Пинцет
Следующий патент: Плита многопустотная
Случайный патент: Машина для электрической стыковой сварки оплавлением рельсов