Устройство для лазерной обработки тонких листовых материалов
Номер патента: U 3550
Опубликовано: 30.06.2007
Авторы: Рогачев Александр Владимирович, Федосенко Николай Николаевич, Купо Александр Николаевич
Текст
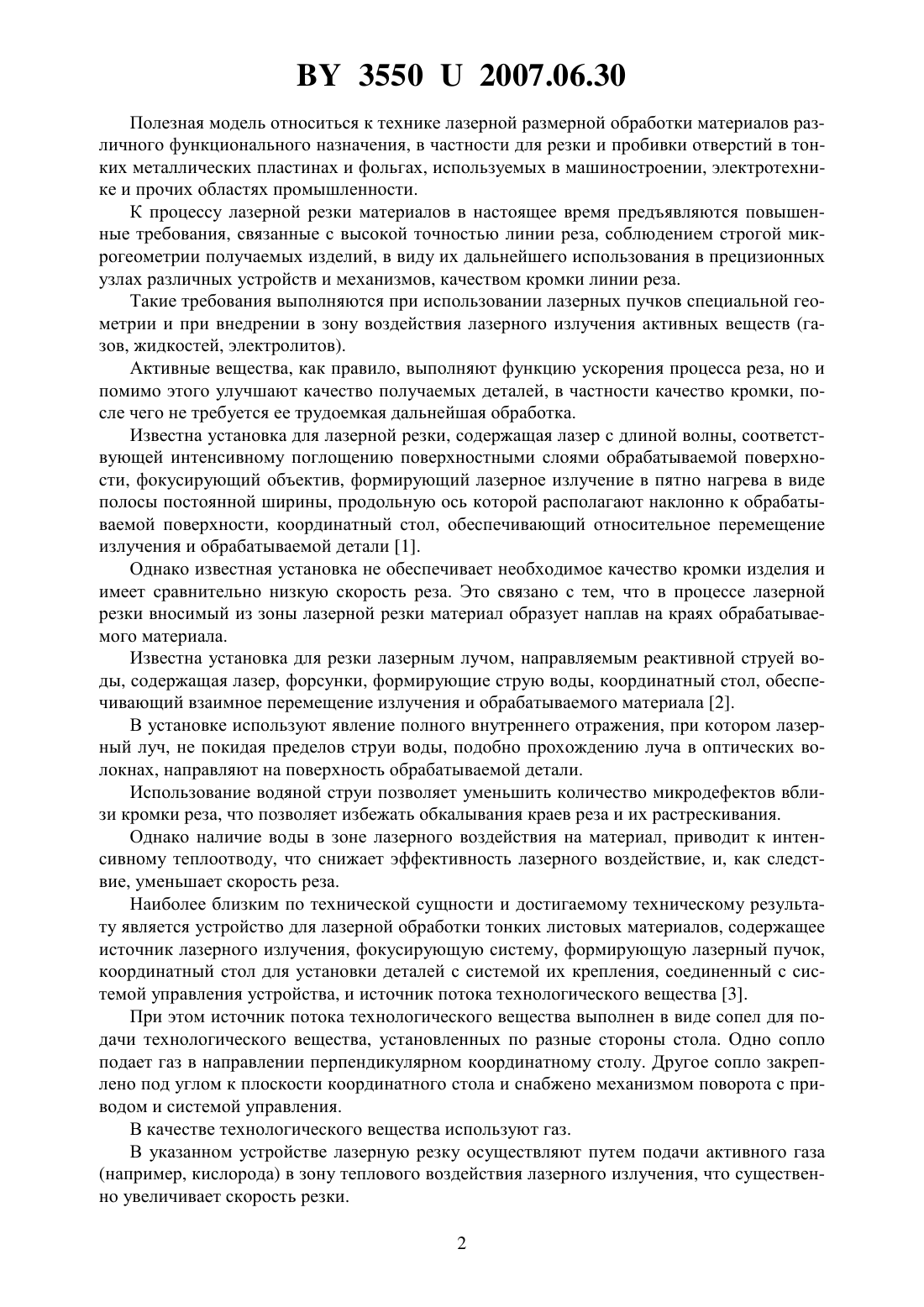
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ТОНКИХ ЛИСТОВЫХ МАТЕРИАЛОВ(71) Заявитель Учреждение образования Гомельский государственный университет имени Франциска Скорины(72) Авторы Рогачев Александр Владимирович Федосенко Николай Николаевич Купо Александр Николаевич(73) Патентообладатель Учреждение образования Гомельский государственный университет имени Франциска Скорины(57) Устройство для лазерной обработки тонких листовых материалов, содержащее источник лазерного излучения, фокусирующую систему, формирующую лазерный пучок, координатный стол для установки деталей с системой их крепления, соединенный с системой управления, и источник потока технологического вещества, отличающееся тем, что дополнительно содержит перемещаемую относительно координатного стола и размещаемую над ним ванну с жидкостью, прозрачной для лазерного излучения, и нагреватель технологического вещества, установленный в сквозном канале, выполненном в координатном столе, по оси действия лазерного излучения, при этом диаметр канала равен 1-1,5 диаметрам лазерного пучка.(56) 1.1575464, МПК 6 В 23 К 26/00, заявл. 1988.11.10, опубл. 1999.05.27. 2. Процесс разделения кристаллов лазерным лучом, направляемым водой. 35502007.06.30 Полезная модель относиться к технике лазерной размерной обработки материалов различного функционального назначения, в частности для резки и пробивки отверстий в тонких металлических пластинах и фольгах, используемых в машиностроении, электротехнике и прочих областях промышленности. К процессу лазерной резки материалов в настоящее время предъявляются повышенные требования, связанные с высокой точностью линии реза, соблюдением строгой микрогеометрии получаемых изделий, в виду их дальнейшего использования в прецизионных узлах различных устройств и механизмов, качеством кромки линии реза. Такие требования выполняются при использовании лазерных пучков специальной геометрии и при внедрении в зону воздействия лазерного излучения активных веществ (газов, жидкостей, электролитов). Активные вещества, как правило, выполняют функцию ускорения процесса реза, но и помимо этого улучшают качество получаемых деталей, в частности качество кромки, после чего не требуется ее трудоемкая дальнейшая обработка. Известна установка для лазерной резки, содержащая лазер с длиной волны, соответствующей интенсивному поглощению поверхностными слоями обрабатываемой поверхности, фокусирующий объектив, формирующий лазерное излучение в пятно нагрева в виде полосы постоянной ширины, продольную ось которой располагают наклонно к обрабатываемой поверхности, координатный стол, обеспечивающий относительное перемещение излучения и обрабатываемой детали 1. Однако известная установка не обеспечивает необходимое качество кромки изделия и имеет сравнительно низкую скорость реза. Это связано с тем, что в процессе лазерной резки вносимый из зоны лазерной резки материал образует наплав на краях обрабатываемого материала. Известна установка для резки лазерным лучом, направляемым реактивной струей воды, содержащая лазер, форсунки, формирующие струю воды, координатный стол, обеспечивающий взаимное перемещение излучения и обрабатываемого материала 2. В установке используют явление полного внутреннего отражения, при котором лазерный луч, не покидая пределов струи воды, подобно прохождению луча в оптических волокнах, направляют на поверхность обрабатываемой детали. Использование водяной струи позволяет уменьшить количество микродефектов вблизи кромки реза, что позволяет избежать обкалывания краев реза и их растрескивания. Однако наличие воды в зоне лазерного воздействия на материал, приводит к интенсивному теплоотводу, что снижает эффективность лазерного воздействие, и, как следствие, уменьшает скорость реза. Наиболее близким по технической сущности и достигаемому техническому результату является устройство для лазерной обработки тонких листовых материалов, содержащее источник лазерного излучения, фокусирующую систему, формирующую лазерный пучок,координатный стол для установки деталей с системой их крепления, соединенный с системой управления устройства, и источник потока технологического вещества 3. При этом источник потока технологического вещества выполнен в виде сопел для подачи технологического вещества, установленных по разные стороны стола. Одно сопло подает газ в направлении перпендикулярном координатному столу. Другое сопло закреплено под углом к плоскости координатного стола и снабжено механизмом поворота с приводом и системой управления. В качестве технологического вещества используют газ. В указанном устройстве лазерную резку осуществляют путем подачи активного газа(например, кислорода) в зону теплового воздействия лазерного излучения, что существенно увеличивает скорость резки. 2 35502007.06.30 Недостатком является невысокое качество кромки получаемых изделий. Необходимое качество изделий достигают путем их последующей обработки (например, шлифовки),что существенно увеличивает энергозатраты и время обработки. В силу изложенных причин устройства для лазерной обработки тонких металлических материалов требуют дополнительного улучшения. Техническая задача, решаемая заявляемой полезной моделью, заключается в повышении качества деталей, получаемых в результате лазерной обработки тонких листовых материалов. Технический результат, достигаемый полезной моделью, заключается в увеличении скорости реза в улучшении прочностных характеристик кромки полученных деталей в снижении энергозатрат на производство деталей. Технический результат достигается тем, что устройство для лазерной обработки тонких листовых материалов, содержащее источник лазерного излучения, фокусирующую систему, формирующую лазерный пучок, координатный стол для установки деталей с системой их крепления, соединенный с системой управления, и источник потока технологического вещества, дополнительно содержит перемещаемую относительно координатного стола и размещаемую над ним ванну с жидкостью, прозрачной для лазерного излучения, и нагреватель технологического вещества, установленный в сквозном канале,выполненном в координатном столе, по оси действия лазерного излучения, при этом диаметр канала равен 1-1,5 диаметрам лазерного пучка. В отличие от прототипа, подача нагретого технологического вещества по каналу к обрабатываемому материалу со стороны противоположной воздействию лазерного излучения, во-первых, способствует увеличению скорости обработки, а во-вторых, исключает поглощение лазерного излучения технологическим веществом, что увеличивает эффективность лазерного воздействия. Диаметр сквозного канала равный 1-1,5 диаметрам лазерного пучка должен обеспечивать локальность воздействия на материал. Увеличение ширины канала снижает точность обработки. Снабжение устройства для лазерной обработки тонких листовых материалов ванной с жидкостью прозрачной для лазерного излучения, обеспечивает защитную функцию для случая получения сквозного отверстия в обрабатываемом материале, не позволяя технологическому веществу попадать в зону воздействия лазерного излучения. Кроме того, жидкость ванны осуществляет теплоотвод из зоны теплового воздействия лазерного излучения на обрабатываемом материале, что приводит к снижению микродефектов вблизи зоны воздействия лазерного излучения, благодаря чему существенно повышается качество кромки реза обрабатываемого материала. На фигуре представлена схема устройства для лазерной обработки тонких листовых материалов. Устройство для лазерной обработки тонких листовых материалов содержит источник 1 лазерного излучения, фокусирующую систему 2, ванну 3 с жидкостью прозрачной для лазерного излучения, перемещаемую над координатным столом 4, канал 5, в котором установлен нагреватель 6, источник 7 технологического вещества. Установка также содержит блок управления координатным столом (не изображен), управляемый с помощью компьютера. Обрабатываемый материал обозначен цифрой 8. Технологическое вещество 3 - химически активная жидкость или газ. Устройство для лазерной обработки тонких листовых материалов работает следующим образом. Обрабатываемый материал 8 размещают на координатном столе 4 и на материале 8 устанавливают ванну 3 с прозрачной для лазерного излучения жидкостью. Лазерное излу 3 35502007.06.30 чение от источника 1, сформированное в пучок фокусирующей системой 2, направляют через ванну 3 на поверхность обрабатываемого материала 8. Жидкость в ванне 3 осуществляет теплоотвод с поверхности обрабатываемого материала 8 и препятствует образованию дефектов вблизи кромки реза. Одновременно к обратной от воздействия лазерного излучения стороне обрабатываемого материала 8 источник 7 подает технологическое вещество по каналу 5, при этом нагреватель 6 осуществляет его нагрев до требуемой температуры. Компьютер в соответствии с заданной программой координирует работу блока управления и задает перемещение координатного стола 5 в горизонтальной плоскости с необходимой скоростью по требуемым координатам. Скорость перемещения координатного стола можно варьировать в зависимости от вида и толщины обрабатываемого материала. После завершения процесса обработки материала прекращают подачу лазерного излучения и технологического вещества. При этом компьютер при помощи блока управления выводит координатный стол 4 в исходное положение. Осуществление обработки материала при одновременном воздействии лазерного излучения и горячего потока технологического вещества обеспечивает увеличение скорости реза и благодаря выносу продуктов реза из зоны лазерного воздействия улучшает качество кромки. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23K 26/00
Метки: листовых, обработки, устройство, лазерной, тонких, материалов
Код ссылки
<a href="https://by.patents.su/4-u3550-ustrojjstvo-dlya-lazernojj-obrabotki-tonkih-listovyh-materialov.html" rel="bookmark" title="База патентов Беларуси">Устройство для лазерной обработки тонких листовых материалов</a>
Устройство для фиксации листовых материалов
Номер патента: U 504
Опубликовано: 30.03.2002
Автор: Латышева Тамара Николаевна
МПК: A44B 21/00
Метки: устройство, материалов, фиксации, листовых
Текст:
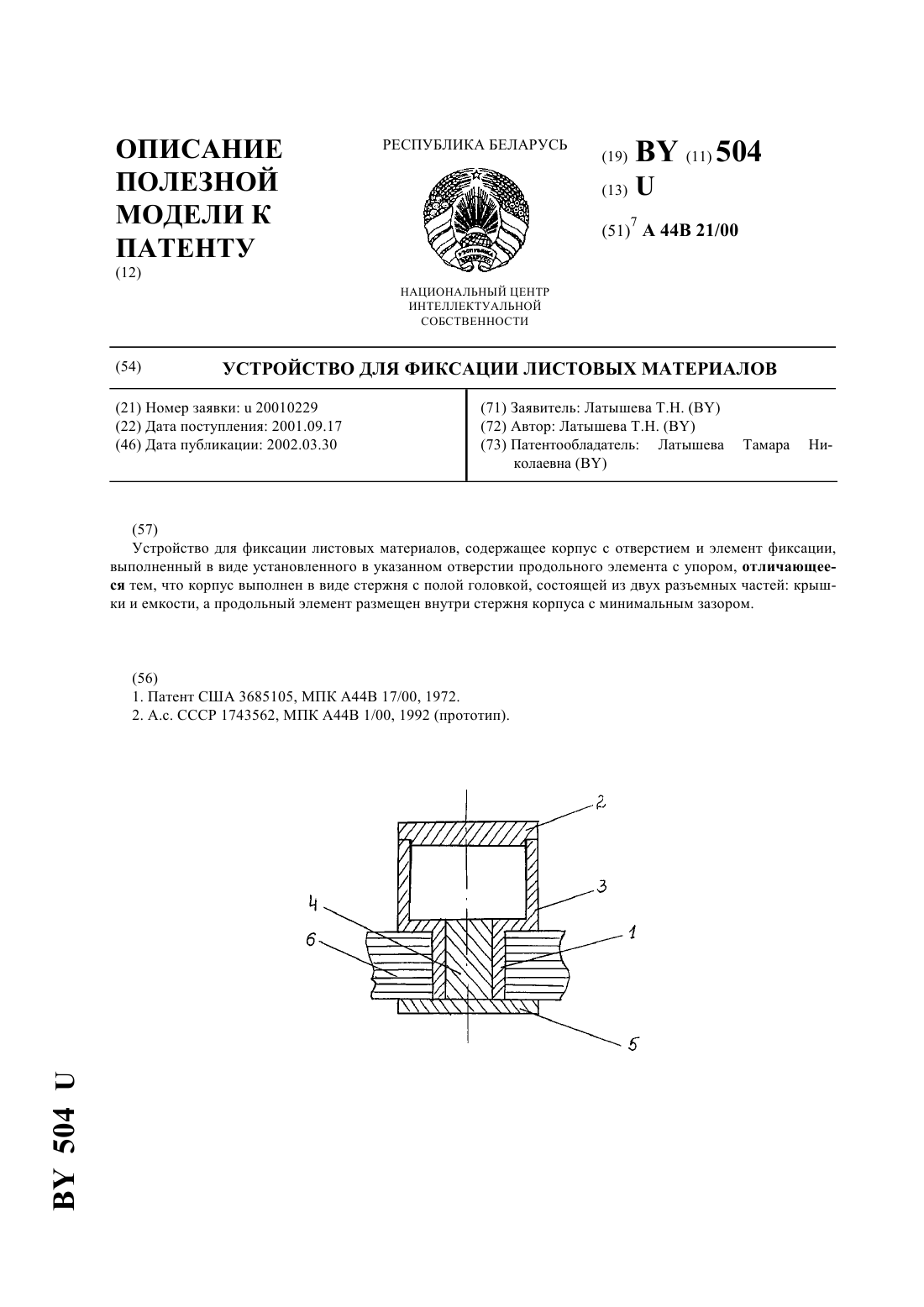
...в указанном отверстии продольного элемента с упором, причем упорный элемент выполнен в виде согнутого стержня, концы которого параллельны друг другу. Недостатком этого устройства является низкая технологичность его изготовления и использования 2. Задачей полезной модели является использование устройства для фиксации листов различных материалов, например металлических, картона, бумаги, ткани, а так же применять в качестве футляра, для...
Способ лазерной обработки кристаллических сверхтвердых материалов
Номер патента: 5706
Опубликовано: 30.12.2003
Авторы: Макеев Владимир Васильевич, Драенков Юрий Александрович, Старовойтов Александр Семенович, Шершнев Евгений Борисович, Зайцев Валентин Алексеевич, Ретюхин Георгий Евгеньевич
МПК: B28D 5/00
Метки: обработки, материалов, способ, сверхтвердых, лазерной, кристаллических
Текст:
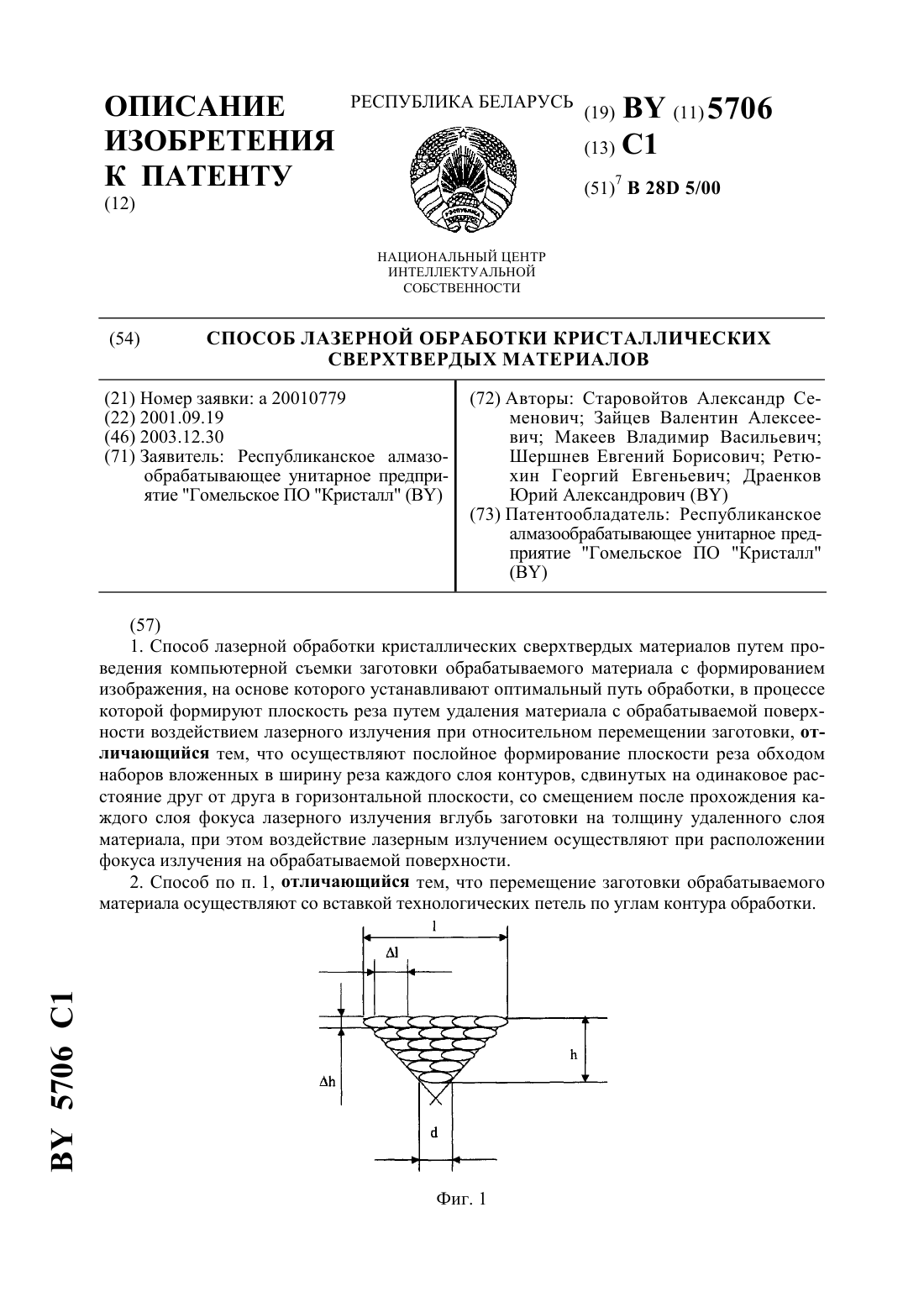
...обработка последующими наборами вложенных в ширину реза и сдвинутых на одинаковое расстояние ходов со смещением фокуса лазерного луча вглубь заготовки на толщину удаленного слоя материала до тех пор, пока не произойдет полное удаление материала из зоны реза. При этом воздействие лазерным излучением осуществляют при расположении фокуса излучения на обрабатываемой поверхности заготовки. Поверхность материала в области расположения...
Оптическая головка для лазерной обработки
Номер патента: U 1015
Опубликовано: 30.09.2003
Авторы: Шалупаев Сергей Викентьевич, Мышковец Виктор Николаевич, Рыбин Владимир Иванович, Максименко Александр Васильевич, Тучин Андрей Николаевич, Юркевич Сергей Николаевич
МПК: B23K 26/00
Метки: обработки, лазерной, головка, оптическая
Текст:
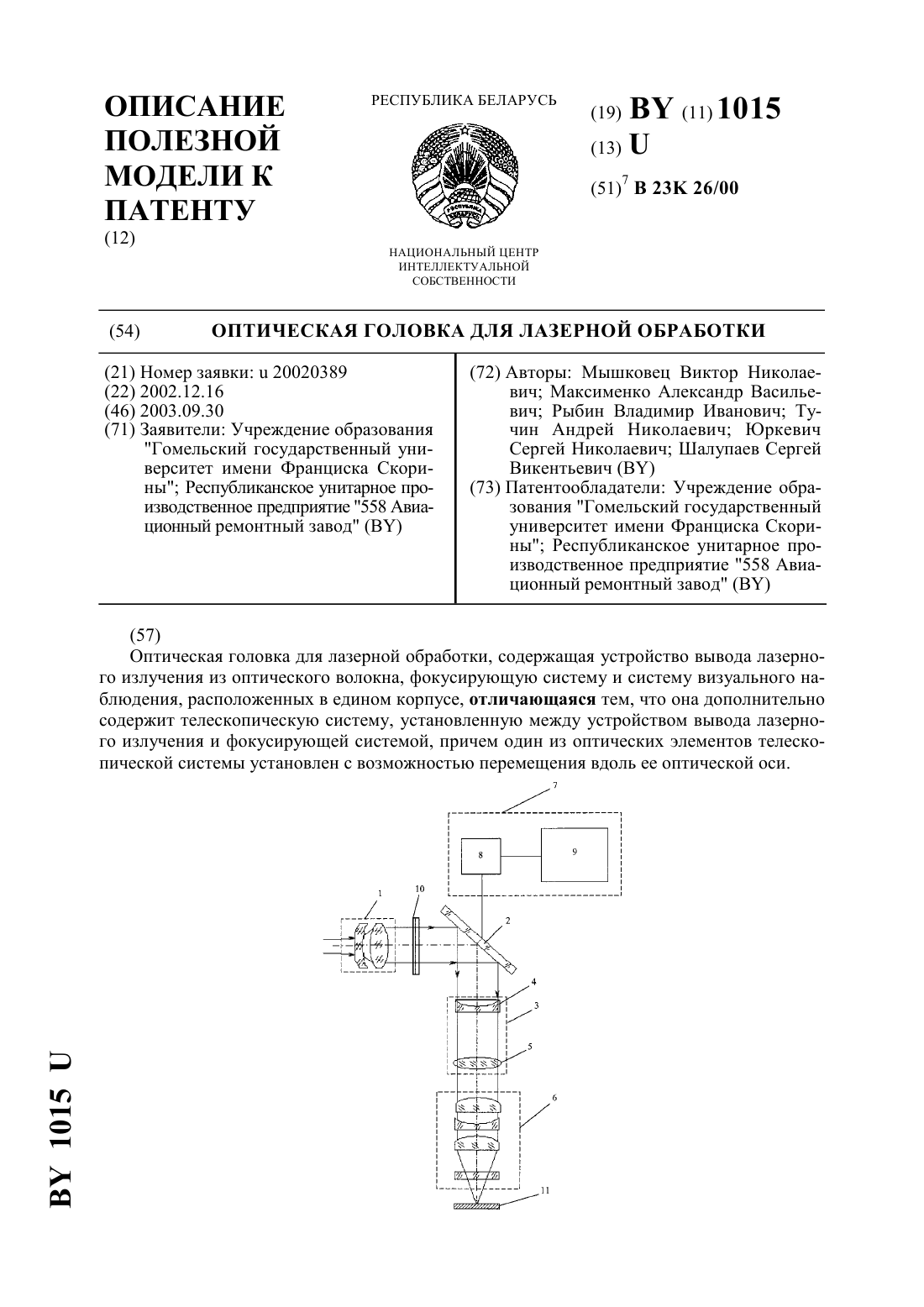
...обработки, что снижает технологические возможности и сужает область ее применения. Заявляемая полезная модель решает задачу создания оптической головки для лазерной обработки. Технический результат полезной модели заключается в обеспечении более широкого подбора оптимальных плотностей мощности излучения при дистанционной лазерной обработке. Достижение указанного технического результата обеспечивается тем, что оптическая головка для лазерной...
Установка для лазерной обработки
Номер патента: U 1036
Опубликовано: 30.09.2003
Авторы: Мышковец Виктор Николаевич, Юркевич Сергей Николаевич, Тучин Андрей Николаевич, Прищепов Евгений Григорьевич, Рыбин Владимир Иванович, Бренько Анатолий Анатольевич, Максименко Александр Васильевич
МПК: B23K 26/00
Метки: лазерной, установка, обработки
Текст:
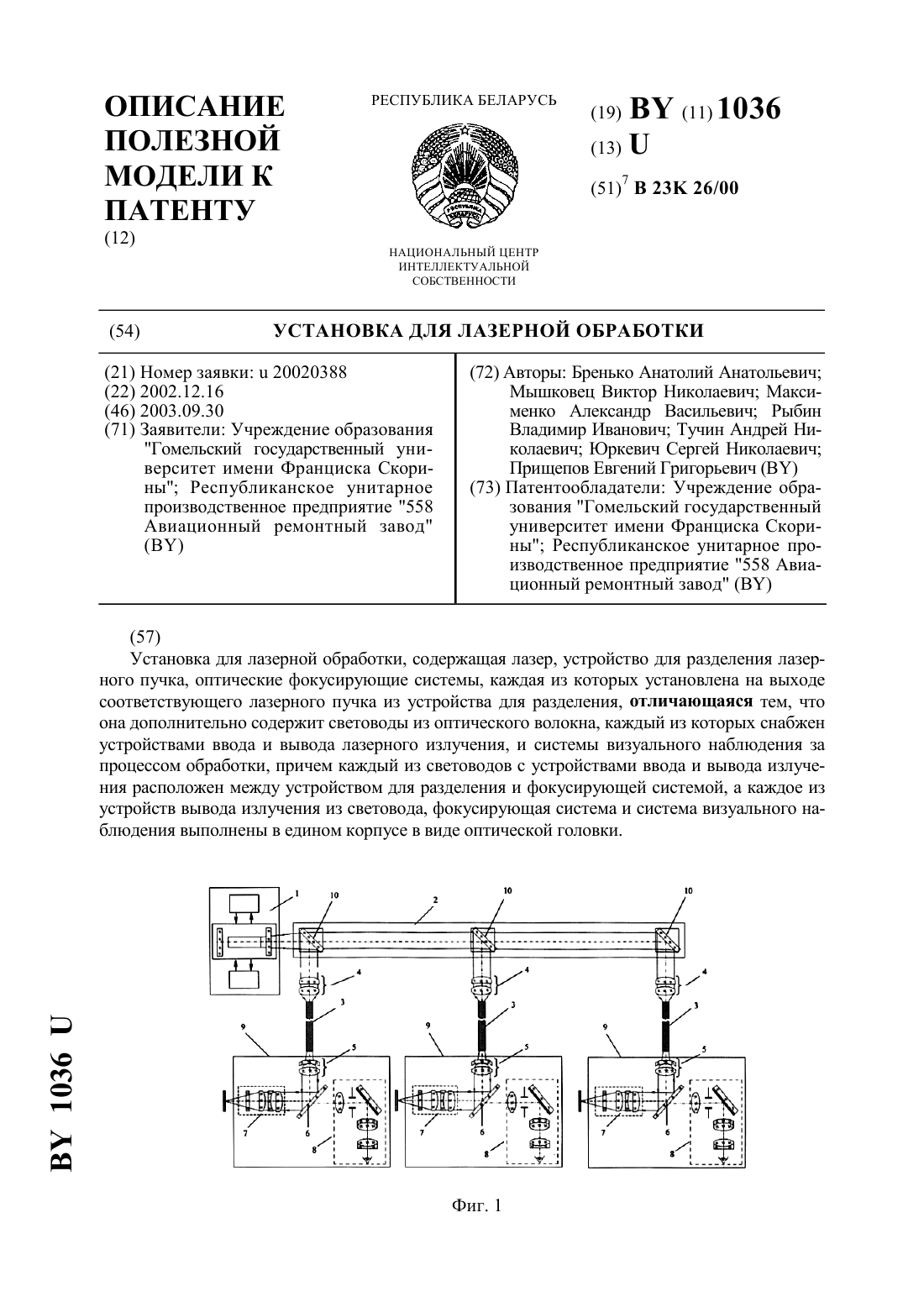
...создания установки для лазерной обработки, преимущественно многопозиционной обработки материалов и изделий. Технический результат полезной модели заключается в расширении технологических возможностей за счет многопозиционной и дистанционной обработки, обеспечения подвода лазерного излучения к труднодоступным местам и в повышении качества обработки за счет контроля за процессом обработки. Достижение указанного технического результата...
Установка для лазерной резки хрупких неметаллических материалов
Номер патента: U 2164
Опубликовано: 30.09.2005
Авторы: Шалупаев Сергей Викентьевич, Середа Андрей Александрович, Никитюк Юрий Валерьевич, Шершнев Евгений Борисович, Евтухов Андрей Михайлович
МПК: C03B 33/02
Метки: материалов, неметаллических, лазерной, хрупких, резки, установка
Текст:
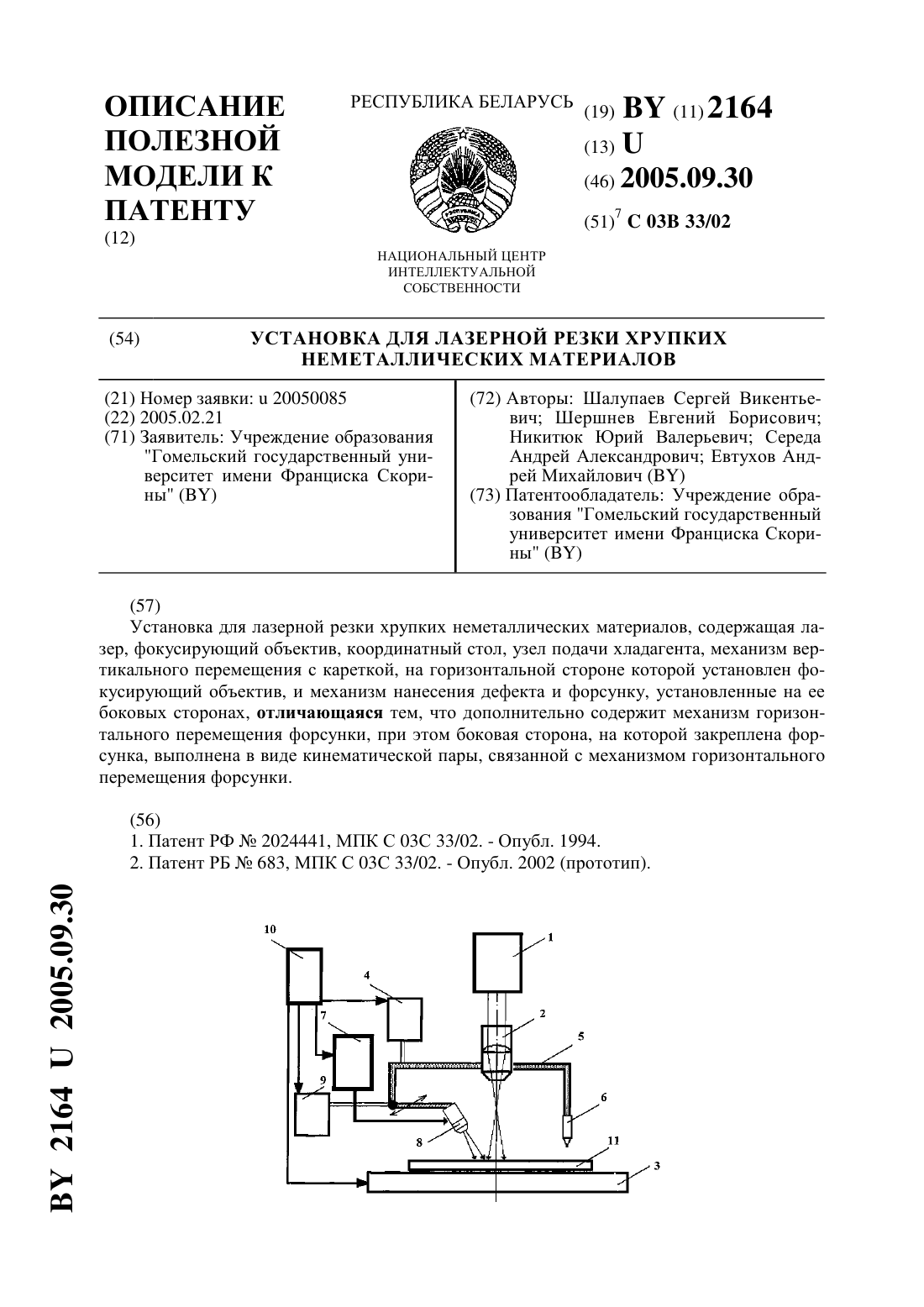
...осуществлять подачу хладагента непосредственно по линии воздействия лазерного излучения, что в свою очередь обеспечивает строгую ориентацию разделяющей трещины вдоль линии воздействия лазерного излучения. На фигуре схематически изображена заявляемая полезная модель, вид сбоку. Установка для лазерного термораскалывания хрупких неметаллических материалов содержит лазер 1, фокусирующий объектив 2, координатный стол 3, механизм вертикального...
Предыдущий патент: Гидравлический перфоратор
Следующий патент: Стенд для испытаний дифференциалов
Случайный патент: Способ определения содержания диметилового эфира терефталевой кислоты в модельных средах, имитирующих пищевые продукты