Способ автоматического управления резонансным режимом работы ультразвуковой колебательной системы
Номер патента: 9060
Опубликовано: 30.04.2007
Авторы: Гуринович Виктор Николаевич, Шелег Валерий Константинович, Стукин Станислав Антонович, Шиляев Алексей Семенович, Стукин Алексей Станиславович

Текст
(51)23 20/10 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕЗОНАНСНЫМ РЕЖИМОМ РАБОТЫ УЛЬТРАЗВУКОВОЙ КОЛЕБАТЕЛЬНОЙ СИСТЕМЫ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Шелег Валерий Константинович Шиляев Алексей Семенович Гуринович Виктор Николаевич Стукин Станислав Антонович Стукин Алексей Станиславович(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(56) Источники мощного ультразвука / Под ред. Розенберга Л.Д. - М. Наука, 1967. С. 236.1764898 1, 1992.1580531 1, 1990.1447613 1, 1988.(57) Способ автоматического управления резонансным режимом работы ультразвуковой колебательной системы, преимущественно с волноводом-излучателем, путем определения перемещения узловой плоскости волновода-излучателя относительно заданного положения и изменения положения волновода-излучателя в случае перемещения его узловой плоскости в одну из двух точек, расположенных по обе стороны от заданного положения,отличающийся тем, что определение перемещения узловой плоскости производят посредством измерения ее положения непрерывно во всем диапазоне между двумя равноудаленными от заданного положения точками, а перемещение волновода-излучателя осуществляют на величину и в направлении, определяемыми разностью значений и знаков сигналов о положении его узловой плоскости, снятых в двух точках. 9060 1 2007.04.30 Изобретение относится к технической акустике, в частности к ультразвуковой обработке расплавов металлов и сплавов, и может быть использовано в металлургии, в литейном, сварочно-наплавочном производстве при металлизации и пайке металлических и неметаллических материалов. Известны способы автоматической стабилизации резонансного режима ультразвуковых систем 1, 2, в которых подстраивают частоту ультразвукового генератора под изменяющуюся в процессе работы резонансную частоту волновода-излучателя. К недостаткам известных способов относится их малая эффективность при ультразвуковой обработке расплавленных металлов и сплавов, так как они не обеспечивают автоматического восстановления первоначальных резонансных размеров волновода-излучателя,который в процессе обработки быстро разрушается и выходит из строя, а ультразвуковая колебательная система становится неработоспособной. Наиболее близким по технической сущности является способ автоматической стабилизации резонансного режима работы волновода-излучателя 3, преимущественно с волноводом-излучателем путем определения перемещения узловой плоскости волноводаизлучателя относительно заданного положения и изменения положения волноводаизлучателя в случае перемещения его узловой плоскости в одну из двух точек, расположенных по обе стороны от заданного положения. Однако этот способ имеет ряд существенных недостатков. Одним из них является то, что сигнал об изменении длины волновода-излучателя и его резонансной частоты передается с помощью кольца (датчика), контактно связанного силами трения с поверхностью волновода, что приводит к быстрому износу системы кольцо-волновод, потере контакта и выходу системы регулирования из строя. Кроме того, кольцо (датчик) является дополнительной нагрузкой на волновод при выходе его из узловой плоскости, что приводит к дополнительному нарушению его резонансного режима работы и снижению эффективности обработки металлов ультразвуком. Известно, что при контактных измерениях часть измерительного устройства, механически соединенного с исследуемой поверхностью, влияет на параметры колебательной системы. Технической задачей изобретения является автоматическое восстановление резонансной длины ультразвукового волновода-излучателя в процессе обработки повышение качества и стабилизация резонансного режима работы ультразвуковой колебательной системы повышение качества ультразвуковой обработки расплавов металлов и сплавов. Технический результат достигается тем, что в способе автоматического управления резонансным режимом работы ультразвуковой колебательной системы, преимущественно с волноводом-излучателем путем определения перемещения узловой плоскости волновода-излучателя относительно заданного положения и изменения положения волноводаизлучателя в случае перемещения его узловой плоскости в одну из двух точек, расположенных по обе стороны от заданного положения, при этом определение перемещения узловой плоскости производят посредством измерения ее положения непрерывно во всем диапазоне между двумя равноудаленными от заданного положения точками, а перемещение волновода-излучателя осуществляют на величину и в направлении, определяемыми разностью значений и знаков сигналов о положении его узловой плоскости, снятых в двух точках. Сопоставительный анализ заявляемого решения показывает, что заявляемый способ отличается от известного тем, что сигналы об изменении первоначальной резонансной длины волновода-излучателя снимают непрерывно на всем диапазоне между двумя точками, расположенными на одинаковом расстоянии от заданного по технологии значения узловой плоскости и поразности уровня величин и направления (знака) этих сигналов 2 9060 1 2007.04.30 определяют направления и величину, на которую необходимо поднять или опустить волновод-излучатель, чтобы путем дополнительного оплавления или намораживания восстановить его первоначальную резонансную длину. На чертеже представлена блок-схема устройства, реализующего предлагаемый способ. Устройство содержит магнитострикционный преобразователь 1, волновод-излучатель 2, датчики 3 и 4, расположенные на одинаковом расстоянии от узловой плоскости 5 (линия показана условно), элемент сравнения 6, усилитель 7, командоаппарат 8, исполнительный механизм 9, ультразвуковой генератор 10 и ванны с расплавленным металлом 11. Способ осуществляют следующим образом. При включении ультразвукового генератора 10 начинает работать магнитострикционный преобразователь 1 и волновод-излучатель 2, настроенный на резонансный режим работы, нижний конец которого входит в ванну с расплавленным металлом 11, и производит его обработку ультразвуком. При резонансном режиме работы волновода-излучателя 2 датчики 3 и 4, расположенные на одинаковом расстоянии от узловой плоскости 5, снимают одинаковые по величине сигналы. При этом разность уровня сигналов равна нулю и система автоматической подстройки не работает. В случае уменьшения длины волновода-излучателя 2 за счет его оплавления, кавитационной эрозии нижнего конца в ванне с расплавленным металлом 11 величина сигнала на датчике 3 увеличивается, а на датчике 4 уменьшается. Возникает разность уровня сигналов, которая фиксируется и расшифровывается элементом сравнения 6, усиливается усилителем 7 и передается командоаппаратом 8 на исполнительный механизм 9. В качестве исполнительного механизма 9, например, служит электродвигатель с винтовым перемещением механизма, связанного с магнитострикционным преобразователем 1. Исполнительный механизм 9 приподнимает магнитострикционный преобразователь 1 вместе с волноводом-излучателем 2 на величину, дающую возможность намораживания металла на его нижний конец. Процесс намораживания происходит за счет одновременной подачи в полость волновода-излучателя 2 охлаждающей жидкости (на чертеже не показана). После восстановления резонансной длины волновода-излучателя 2 разность уровня сигналов на датчиках 3 и 4 становится равной нулю и система автоматической подстройки отключается. В случае увеличения длины волновода-излучателя 2 за счет намораживания (это происходит при интенсивной подаче охлаждающей жидкости) величина сигнала на датчике 4 возрастает, а на датчике 3 уменьшается, по разности уровня элемент сравнения 6 через усилитель 7 и командоаппарат 8 даст команду исполнительному механизму 9 на дополнительное погружение волновода-излучателя 2 в ванну с расплавленным металлом 11 и происходит оплавление его нижнего конца до восстановления резонансной длины. Таким образом, при помощи предлагаемого способа, ультразвуковая колебательная система чувствительно реагирует на малейшие изменения резонансной длины волноводаизлучателя и, при необходимости, оперативно восстанавливает ее и вся система постоянно работает в резонансном режиме. Эффективность предлагаемого способа подтверждается лабораторными испытаниями. В качестве обрабатываемого материала использовался алюминиевый сплав АК 7. Из этого же сплава был изготовлен волновод-излучатель, внутренняя полость которого охлаждалась водой. Расплав обрабатывался ультразвуком частотой 20,0 кГц. Для корректировки размера волновода-излучателя бралась разность уровня сигналов двух датчиков, установленных на одинаковом расстоянии от узловой плоскости. Испытания показали надежность работы предложенной схемы и хорошее качество обработки расплавленного сплава алюминия. 3 9060 1 2007.04.30 В течение 8 часов работы ультразвуковая колебательная система не выходила из строя, происходило постоянное восстановление резонансного режима работы. Улучшилась структура образцов, снизилось количество неметаллических и газовых включений на 15 . Применение предложенного способа в металлургической промышленности и литейном производстве, при литье слитков и отливок, при пайке, металлизации, сварке и наплавке различных расплавов металлов и сплавов, позволит производить более эффективную обработку расплавов ультразвуком, снизить брак по шлаковым и газовым включениям на 15-20 , улучшить структуру и механические свойства получаемых отливок. Источники информации 1. А.с. СССР 246172, МПК В 06 В 1/100. 2. А.с. СССР 676256, МПК В 06 В 1/10. 3. Розенберг Л.Д. Источники мощного ультразвука. - М., 1967. - С. 236. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23K 20/10
Метки: способ, ультразвуковой, колебательной, режимом, резонансным, управления, системы, автоматического, работы
Код ссылки
<a href="https://by.patents.su/4-9060-sposob-avtomaticheskogo-upravleniya-rezonansnym-rezhimom-raboty-ultrazvukovojj-kolebatelnojj-sistemy.html" rel="bookmark" title="База патентов Беларуси">Способ автоматического управления резонансным режимом работы ультразвуковой колебательной системы</a>
Способ автоматического управления параллельно работающими сушильными агрегатами
Номер патента: 106
Опубликовано: 30.09.1994
Авторы: Бурштейн С. М., Волчок С. Ф., Аношин А. И., Вишняк Б. А., Сорокин В. Г.
МПК: F26B 25/22
Метки: работающими, агрегатами, автоматического, параллельно, способ, сушильными, управления
Текст:
...25 и регули рующие органы 20. 26. обеспечивающие изме нение расхода топлива и исходноГО МЭТЕРИЭЛЭ. компенсирующихотклонениятекущихзначений. Ълажностей высушенного материала от заданного значения на каждом сушильном агрегате. Способ управления испытан в промышленных условиях на трех параллельно работающих барабанных сушилках на СОФ 4 РУ но. Бепорускалий. в Схема автоматизации смонтирована на базе микропроцессорного контроллера Р 110 и...
Способ автоматического управления процессом сушки
Номер патента: 674
Опубликовано: 30.06.1995
Авторы: Вишняк Б. А., Аношин А. И., Бурштейн С. М.
МПК: F26B 21/06
Метки: процессом, способ, управления, автоматического, сушки
Текст:
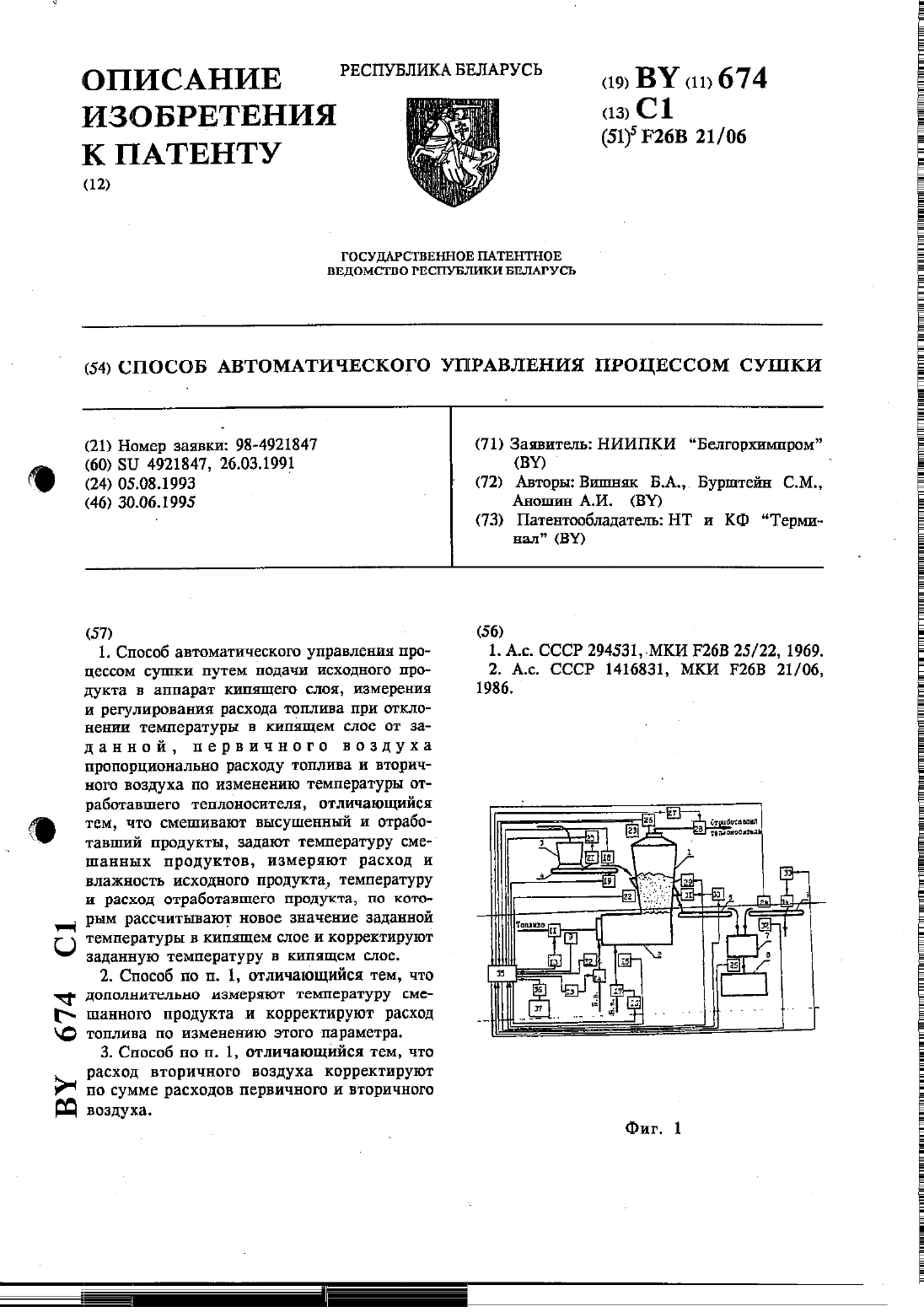
...на последующем технологическом процессе продукта с учетом сигнала расхода высушенного продукта и заданного значения сигнала температуры смешанного продуктаСуть решения задачи управления температурой в кипящем слое сводится к следУЮЩему. Уравнение теплового баланса процесса смешивания по текущим значениям расходов высушенного продукта Рви и отработавшего на последующем технологическом процессе продукта Бди с учетом их температур, расхода и...
Способ автоматического управления процессом непрерывного аэробного культивирования микроорганизмов

Номер патента: 5279
Опубликовано: 30.06.2003
Авторы: Абаев Генрих Николаевич, Шестопалова Ольга Евгеньевна
МПК: C12Q 3/00
Метки: управления, микроорганизмов, непрерывного, аэробного, процессом, автоматического, культивирования, способ
Текст:
...процессы сопровождаются расходом субстрата и кислорода и приводят к снижению выход субстрата по конструктивному обмену, что требует коррекции путем дополнительной подачи субстрата в зависимости от величины рассогласования. На фиг. 1 представлена схема устройства для осуществления заявляемого способа, на фиг. 2 - кривая зависимости(доли субстрата, израсходованного на конструктивный обмен, равной отношению субстрата,...
Способ автоматического управления процессом выщелачивания спека в мельницах мокрого помола
Номер патента: 3129
Опубликовано: 30.12.1999
Авторы: Бурштейн Семен Михайлович, Вишняк Борис Андреевич, Сорокин Владимир Германович
Метки: управления, спека, автоматического, процессом, выщелачивания, помола, способ, мокрого, мельницах
Текст:
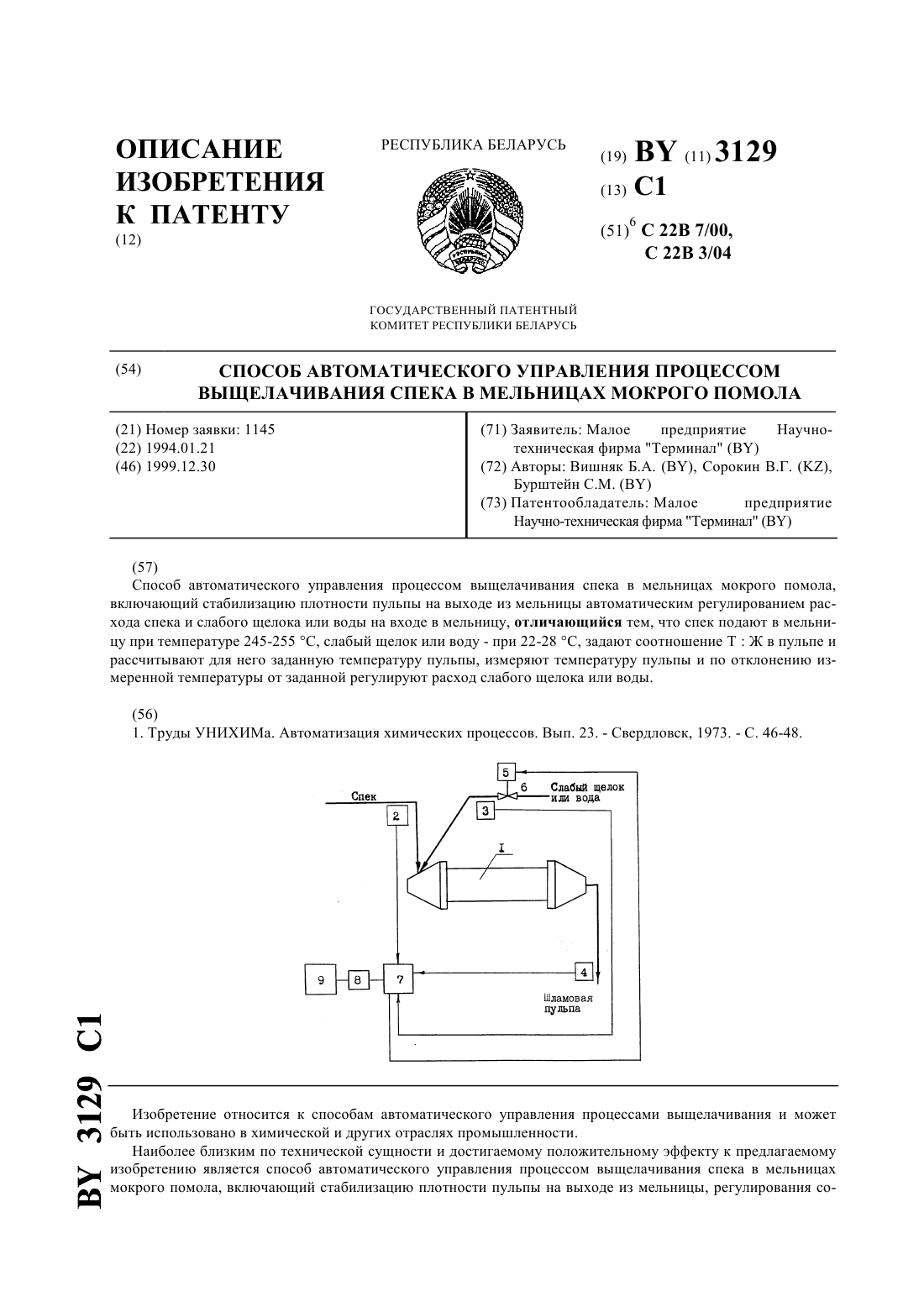
...мельницы мокрого помола сп сп спсщ сщ сщшп шп шп ,(1) где п, сщ, шп - соответственно расходы спека, слабого щелока или воды и пульпы, кг/ч Ссп, Ссщ, Сшп - соответственно удельные теплоемкости спека, слабого щелока или воды и пульпы, ккал/кг град. сп, сщ, шп - соответственно температуры спека, слабого щелока или воды и пульпы, С. Учитывая, что шпспсщ , уравнение для определения шп имеет вид спспспсщсщсщ гдеЖ - заданное отношение твердой и...
Способ управления режимами работы нелинейного интерферометра Фабри-Перо
Номер патента: 2457
Опубликовано: 30.12.1998
Авторы: Толстик Алексей Леонидович, Карпук Сергей Михайлович, Агишев Игорь Николаевич, Рубанов Александр Сергеевич
МПК: G01F 3/26
Метки: фабри-перо, интерферометра, управления, способ, работы, нелинейного, режимами
Текст:
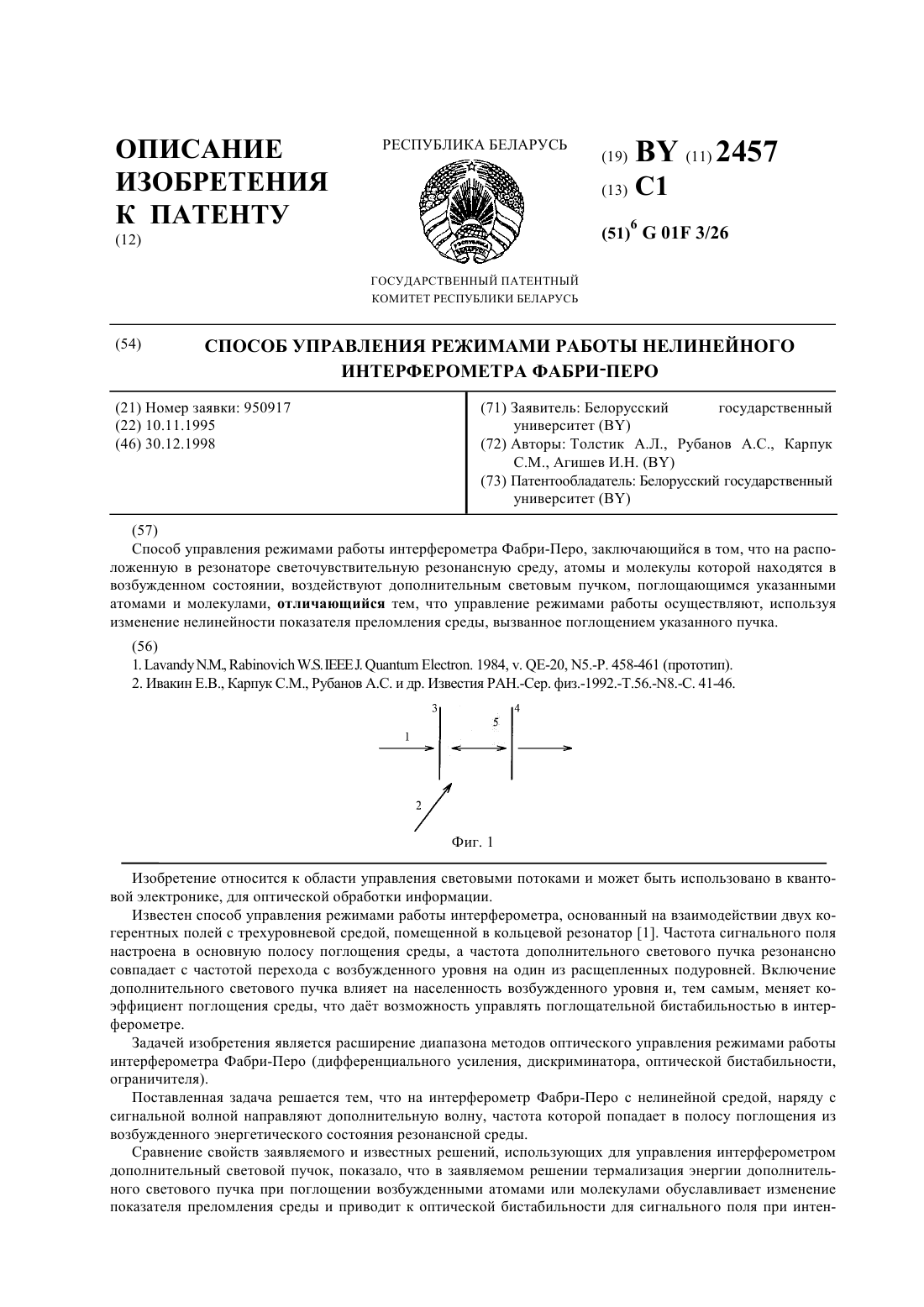
...термализации части поглощенной энергии и изменения показателя преломления среды, оказывая влияние на характер взаимодействия сигнальной волны с нелинейным интерферометром. При этом появляется возможность усилить нелинейность среды, вызванную слабым сигнальным пучком. Для сигнального светового пучка связь между интенсивностью поля в средес интенсивностью падающего на интерферометр светового потока 0 можно представить в виде 0 (1)(1) Здесьехр(-)...
Предыдущий патент: Напиток сухой яблочный витаминизированный
Следующий патент: Способ монтажа каркаса башни подращиванием
Случайный патент: Летательный аппарат