Способ обработки газотермических композиционных покрытий
Номер патента: 8478
Опубликовано: 30.10.2006
Авторы: Оковитый Вячеслав Александрович, Буйкус Кястас Вито, Асташинский Валентин Миронович, Ильющенко Александр Федорович, Шевцов Александр Иванович
Текст
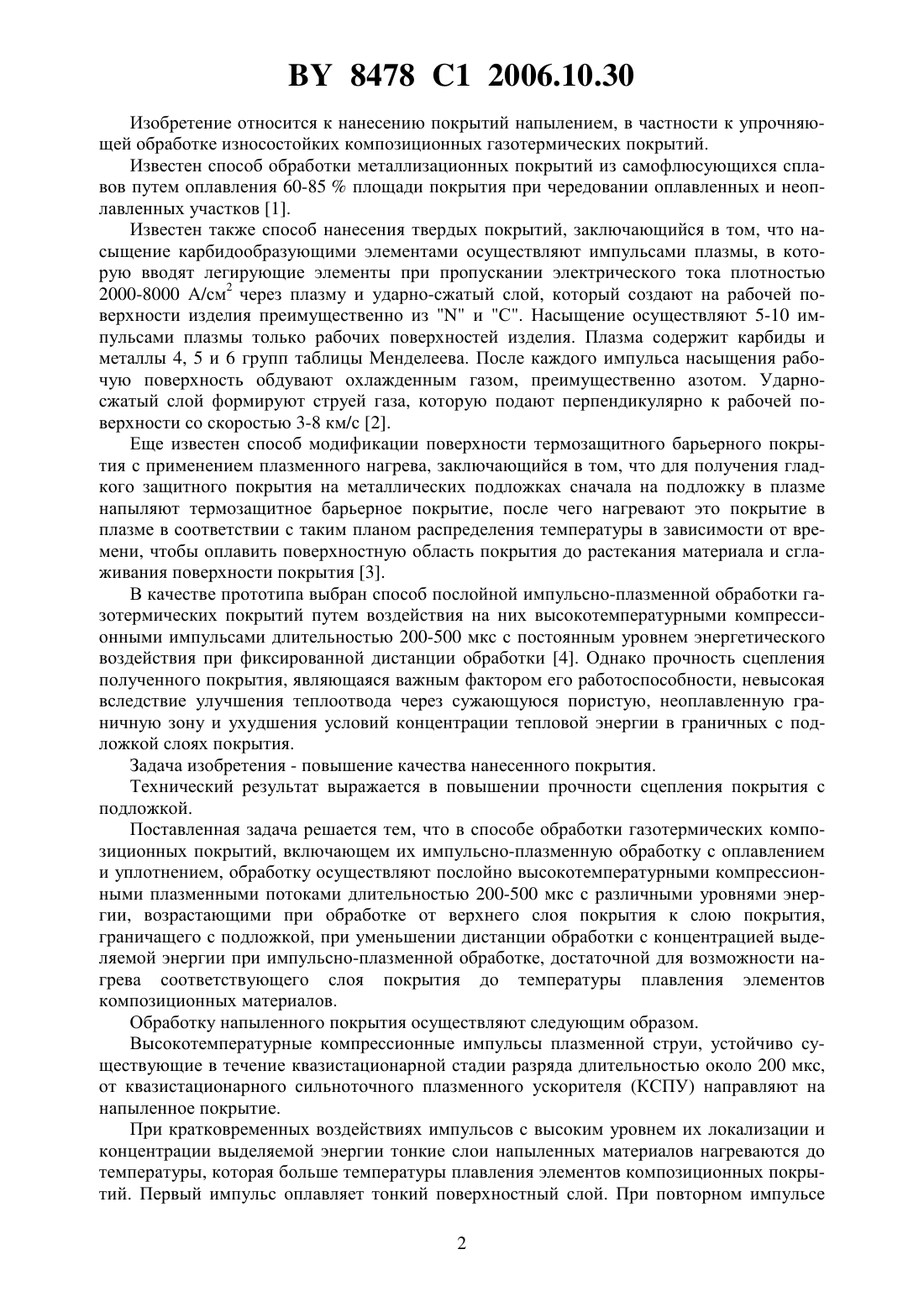
(51)23 4/18, 4/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ ГАЗОТЕРМИЧЕСКИХ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Ильющенко Александр Федорович Шевцов Александр Иванович Асташинский Валентин Миронович Оковитый Вячеслав Александрович Буйкус Кястас Вито(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(56) Волошин М.Н., Гасин Д.А., Ищенко Е.С. Повышение долговечности турбинных лопаток методом импульсно-плазменной обработки // Физика и химия обработки материалов. - 1995. -3. С.62-66.20010081, 2002.2115763 1, 1998.2105826 1, 1998.2042738 1, 1995.61159566 , 1986.55018575 , 1980.6340960 , 1994.5576069 , 1996.6197386 1, 2001.(57) Способ обработки газотермических композиционных покрытий, включающий их импульсно-плазменную обработку с оплавлением и уплотнением, отличающийся тем, что обработку осуществляют послойно высокотемпературными компрессионными плазменными потоками длительностью 200-500 мкс с различными уровнями энергии, возрастающими при обработке от верхнего слоя покрытия к слою покрытия, граничащего с подложкой, при уменьшении дистанции обработки с концентрацией выделяемой энергии при импульсноплазменной обработке, достаточной для возможности нагрева соответствующего слоя покрытия до температуры плавления элементов композиционных материалов. 8478 1 2006.10.30 Изобретение относится к нанесению покрытий напылением, в частности к упрочняющей обработке износостойких композиционных газотермических покрытий. Известен способ обработки металлизационных покрытий из самофлюсующихся сплавов путем оплавления 60-85 площади покрытия при чередовании оплавленных и неоплавленных участков 1. Известен также способ нанесения твердых покрытий, заключающийся в том, что насыщение карбидообразующими элементами осуществляют импульсами плазмы, в которую вводят легирующие элементы при пропускании электрического тока плотностью 2000-8000 А/см 2 через плазму и ударно-сжатый слой, который создают на рабочей поверхности изделия преимущественно изи С. Насыщение осуществляют 5-10 импульсами плазмы только рабочих поверхностей изделия. Плазма содержит карбиды и металлы 4, 5 и 6 групп таблицы Менделеева. После каждого импульса насыщения рабочую поверхность обдувают охлажденным газом, преимущественно азотом. Ударносжатый слой формируют струей газа, которую подают перпендикулярно к рабочей поверхности со скоростью 3-8 км/с 2. Еще известен способ модификации поверхности термозащитного барьерного покрытия с применением плазменного нагрева, заключающийся в том, что для получения гладкого защитного покрытия на металлических подложках сначала на подложку в плазме напыляют термозащитное барьерное покрытие, после чего нагревают это покрытие в плазме в соответствии с таким планом распределения температуры в зависимости от времени, чтобы оплавить поверхностную область покрытия до растекания материала и сглаживания поверхности покрытия 3. В качестве прототипа выбран способ послойной импульсно-плазменной обработки газотермических покрытий путем воздействия на них высокотемпературными компрессионными импульсами длительностью 200-500 мкс с постоянным уровнем энергетического воздействия при фиксированной дистанции обработки 4. Однако прочность сцепления полученного покрытия, являющаяся важным фактором его работоспособности, невысокая вследствие улучшения теплоотвода через сужающуюся пористую, неоплавленную граничную зону и ухудшения условий концентрации тепловой энергии в граничных с подложкой слоях покрытия. Задача изобретения - повышение качества нанесенного покрытия. Технический результат выражается в повышении прочности сцепления покрытия с подложкой. Поставленная задача решается тем, что в способе обработки газотермических композиционных покрытий, включающем их импульсно-плазменную обработку с оплавлением и уплотнением, обработку осуществляют послойно высокотемпературными компрессионными плазменными потоками длительностью 200-500 мкс с различными уровнями энергии, возрастающими при обработке от верхнего слоя покрытия к слою покрытия,граничащего с подложкой, при уменьшении дистанции обработки с концентрацией выделяемой энергии при импульсно-плазменной обработке, достаточной для возможности нагрева соответствующего слоя покрытия до температуры плавления элементов композиционных материалов. Обработку напыленного покрытия осуществляют следующим образом. Высокотемпературные компрессионные импульсы плазменной струи, устойчиво существующие в течение квазистационарной стадии разряда длительностью около 200 мкс,от квазистационарного сильноточного плазменного ускорителя (КСПУ) направляют на напыленное покрытие. При кратковременных воздействиях импульсов с высоким уровнем их локализации и концентрации выделяемой энергии тонкие слои напыленных материалов нагреваются до температуры, которая больше температуры плавления элементов композиционных покрытий. Первый импульс оплавляет тонкий поверхностный слой. При повторном импульсе 2 8478 1 2006.10.30 теплопередача через этот слой облегчается, тепловая энергия концентрируется в следующем по толщине покрытия слое, который в свою очередь оплавляется, и так далее до полного оплавления покрытия. Поверхностные слои покрытий обрабатывают импульсами плазменной струи (для покрытий -5032 дистанция обработки и количество импульсов составляют соответственно 0,13 м и 8 воздействий, для покрытий 12,5255,12,5255 - 0,11 м и 7 воздействий). Оптимальная дистанция импульсно-плазменной обработки граничных с подложкой слоев находится в пределах 0,07-0,08 м. Необходимое и достаточное количество импульсов для полной обработки граничных слоев покрытий составляет 6 воздействий. Показателем, характеризующим адгезионную прочность, служит деформация изгиба,при которой происходит разрушение покрытия с возникновением в нем трещин. Испытание основано на следующих теоретических предпосылках. При изгибе стального пластинчатого образца (40103 мм, напыленный материал толщиной 0,5-0,6 мм) покрытие и контактирующая с ним поверхность подложки подвергаются растяжению с различной степенью деформации. Покрытие стремится к сдвигу относительно поверхности подложки. При достижении критических касательных напряжений, соответствующих адгезионной прочности покрытия на сдвиг, происходит разрушение контакта между напыленным материалом и подложкой. Покрытие, отделенное от подложки, не выдерживает растягивающих напряжений и разрушается с возникновением трещин. Указанная методика испытаний реализуется на установке 1195. При этом возрастание деформации изгиба пластинчатого образца с увеличением нагрузки фиксируется записывающим прибором установки с построением графической зависимости. По характерной точке экспериментальной кривой, соответствующей увеличению скорости возрастания деформации, судят о начале процесса разрушения покрытия с возникновением в нем трещины. Зависимости между деформацией изгиба и нагрузкой на образец обработанных композиционных покрытий по способу-прототипу и предлагаемому способу представлены на графике 1, 2, 3 - газотермические покрытия 12,5255,12,5255, -5032, обработанные при постоянных импульсах 5, 4, 6 - покрытия в той же последовательности, обработанные импульсами с различной концентрацией энергии (при ужесточении режима для граничных слоев). В соответствии с графиком кривые увеличения изгиба для покрытий 12,5255,12,5255, -5032, обработанных при постоянных импульсах (зависимости 1-3), имеют характерные точки с координатами (0,8 мм 1800 Н), (0,82 мм 1990 Н), (0,85 мм 2100 Н). Аналогичные кривые для покрытий в указанной последовательности, послойно обработанных импульсами плазменных потоков с различной концентрацией энергии при ужесточении режима для граничных слоев (зависимости 5, 4, 6), имеют характерные точки с координатами (0,92 мм 2250 Н), (0,89 мм 2200 Н), (0,96 мм 2350 Н). Таким образом, ужесточение режима для граничных слоев вызывает увеличение критических деформаций изгиба образцов,при которых исследуемые композиционные покрытия отделяются от подложки и разрушаются с возникновением трещин. Для покрытий 12,5255,12,5255, -5032 увеличение критических деформаций соответственно составляет 0,12 мм, 0,07 мм и 0,11 мм. Увеличение критических деформаций свидетельствует о возрастании прочности сцепления покрытий, обработанных импульсами плазменных потоков с различной концентрацией энергии (при ужесточении режима для граничных слоев), в сравнении с обработкой при постоянных импульсах. Таким образом, обработка покрытий импульсами плазменных потоков с различной концентрацией энергии компенсирует ухудшение условий концентрации тепловой энергии в граничных с подложкой слоях покрытия за счет возрастания уровня энергетиче 3 8478 1 2006.10.30 ских воздействий, увеличивая степень оплавления и уплотнения граничных слоев с повышением прочности сцепления покрытий, что ведет к повышению качества нанесенного покрытия. Источники информации 1. А.с. СССР 645984, МПК С 23 С 7/00, 1979. 2. Патент 2197556, МПК С 23 С 4/10, 2003. 3. Патент 3103315, МПК С 23 С 4/18, 1998. 4. Волошин М.Н., Гасин Д.А., Ищенко Е.С. Повышение долговечности турбинных лопаток методом импульсно-плазменной обработки // Физика и химия обработки материалов. - 1995. -3. - С. 62-66. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
Метки: композиционных, покрытий, способ, газотермических, обработки
Код ссылки
<a href="https://by.patents.su/4-8478-sposob-obrabotki-gazotermicheskih-kompozicionnyh-pokrytijj.html" rel="bookmark" title="База патентов Беларуси">Способ обработки газотермических композиционных покрытий</a>
Способ получения порошкообразных композиционных материалов для газотермических покрытий
Номер патента: 1988
Опубликовано: 30.12.1997
Авторы: Колесников Андрей Андреевич, Куприянов Игорь Львович, Верстак Андрей Александрович, Ильющенко Александр Федорович, Соболевский Сергей Борисович
МПК: C04B 41/50
Метки: порошкообразных, покрытий, способ, газотермических, получения, композиционных, материалов
Текст:
...и спой покрытий и на ТРИтолько подслой из нхрома. Пористость подслоя и слоя покрытия определяют как среднее из трех значений. пористость слоя покрытия определяют как разность-между пористостью слоя покрытия с подслоем и пористостью подслоя.Испытания покрыти на износостой кость в режиме сухого трения проводят в течение 5,ч на машине торцовоготреии МТФ 1 в паре с контртелом из стали 45 при удельном давлени 5 МПа и скорости скольжения 0,2 М/0...
Способ нанесения композиционных покрытий
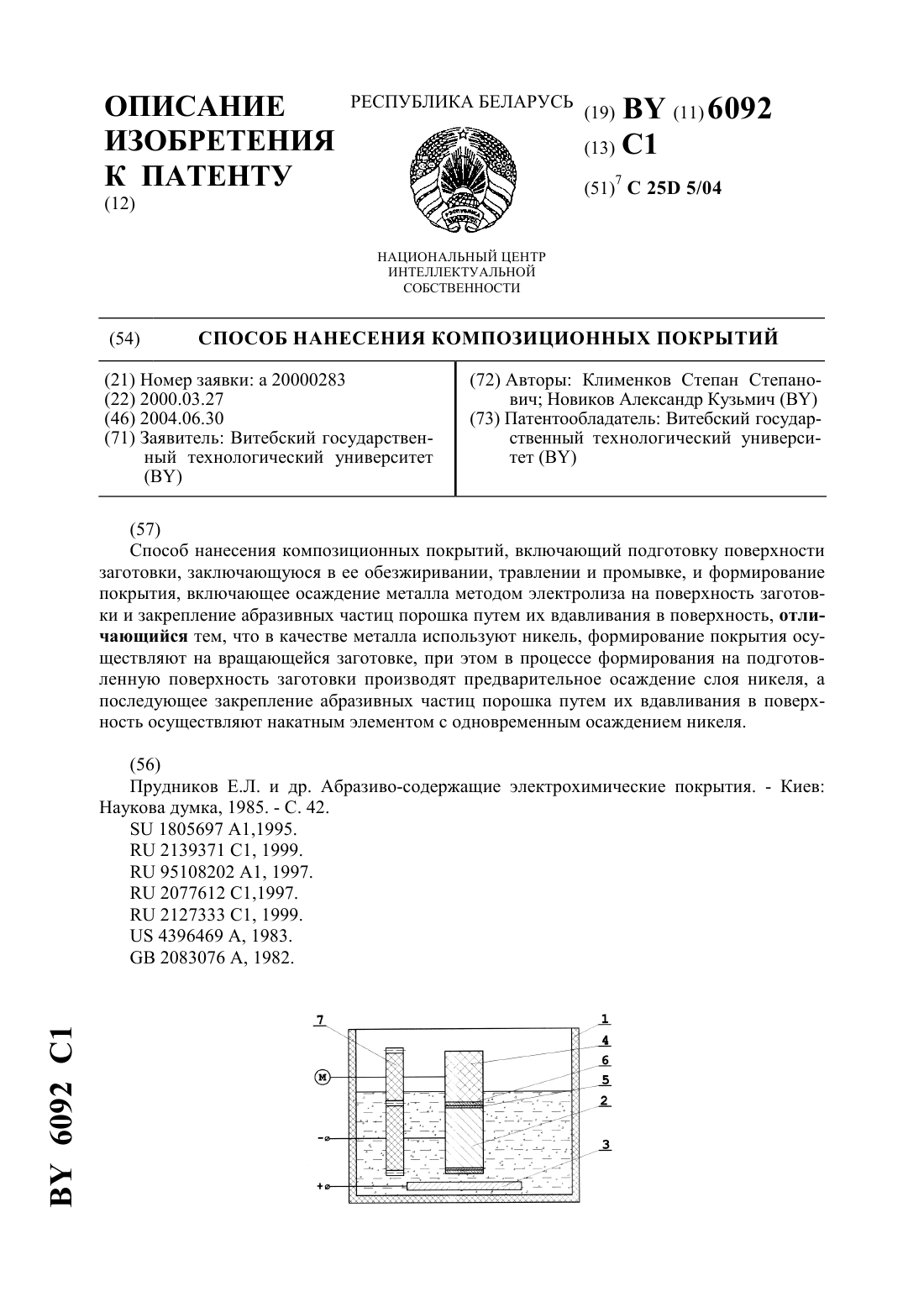
Номер патента: 6092
Опубликовано: 30.06.2004
Авторы: Клименков Степан Степанович, Новиков Александр Кузьмич
МПК: C25D 5/04
Метки: нанесения, способ, композиционных, покрытий
Текст:
...порошка путем их вдавливания в поверхность, которое осуществляют накатным элементом. Образование композиционного материала осуществляется при использовании двух одновременно протекающих процессов процесса электрохимического осаждения слоя металла из электролита на изделие-катод и процесса вдавливания керамических частиц в осажденный слой металла накатным элементом. Одновременно происходит упрочнение слоя композиционного материала за счет...
Способ получения композиционных электрохимических покрытий
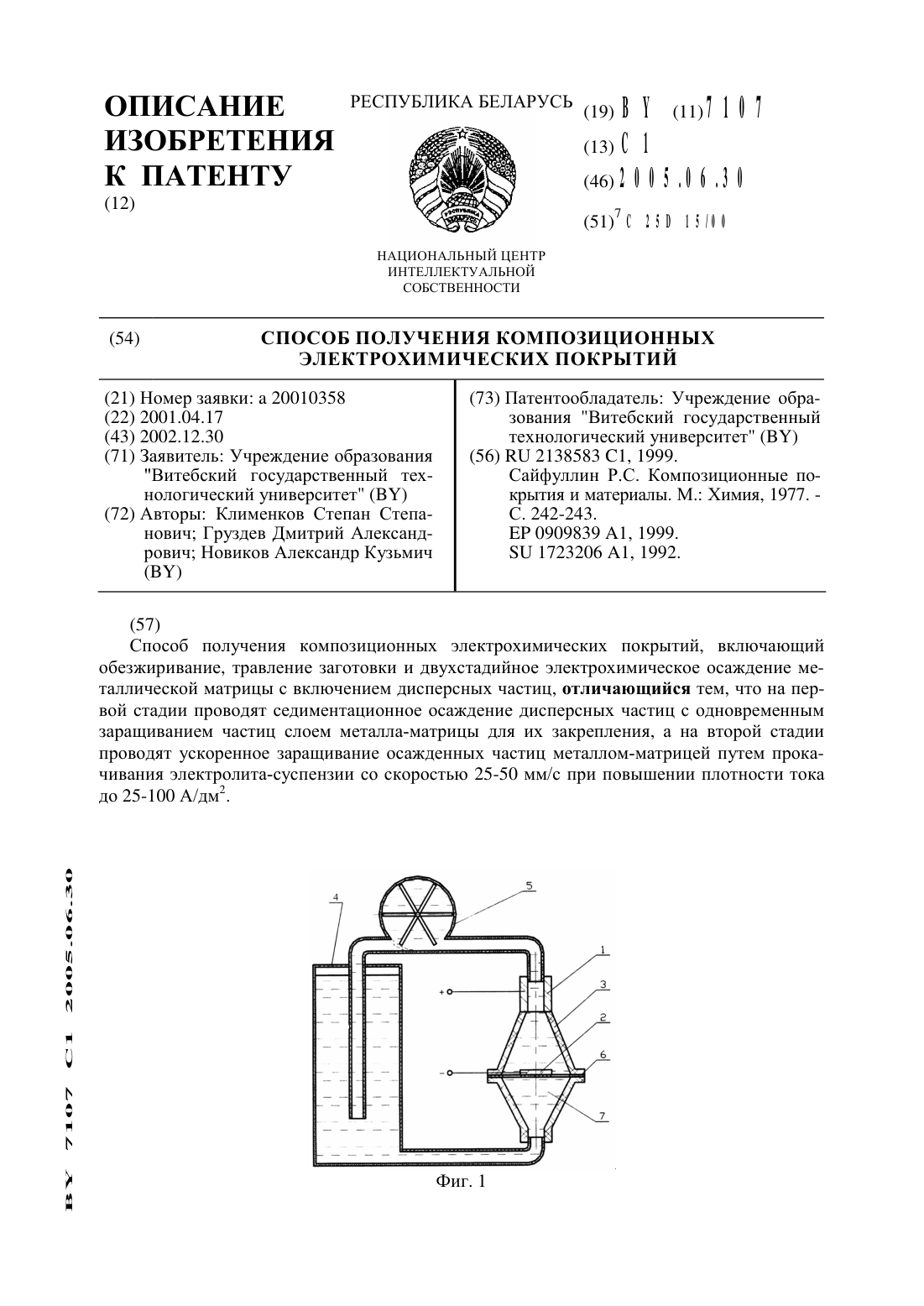
Номер патента: 7107
Опубликовано: 30.06.2005
Авторы: Груздев Дмитрий Александрович, Новиков Александр Кузьмич, Клименков Степан Степанович
МПК: C25D 15/00
Метки: получения, электрохимических, композиционных, способ, покрытий
Текст:
...что приводит К получению покрытий с низким содержанием дисперсной фазы.Таким образом, при совместном осаждении Металлов с частицами различной электропроводности действуют два противоположно направленных фактора с одной стороны,депассивация поверхности за счет абразивных частиц, счищающих поверхность катода от пассивных пленок, окислов, газов, которая увеличивает их активную поверхность с другой стороны, экранирование поверхности катода,...
Устройство для определения адгезии газотермических покрытий
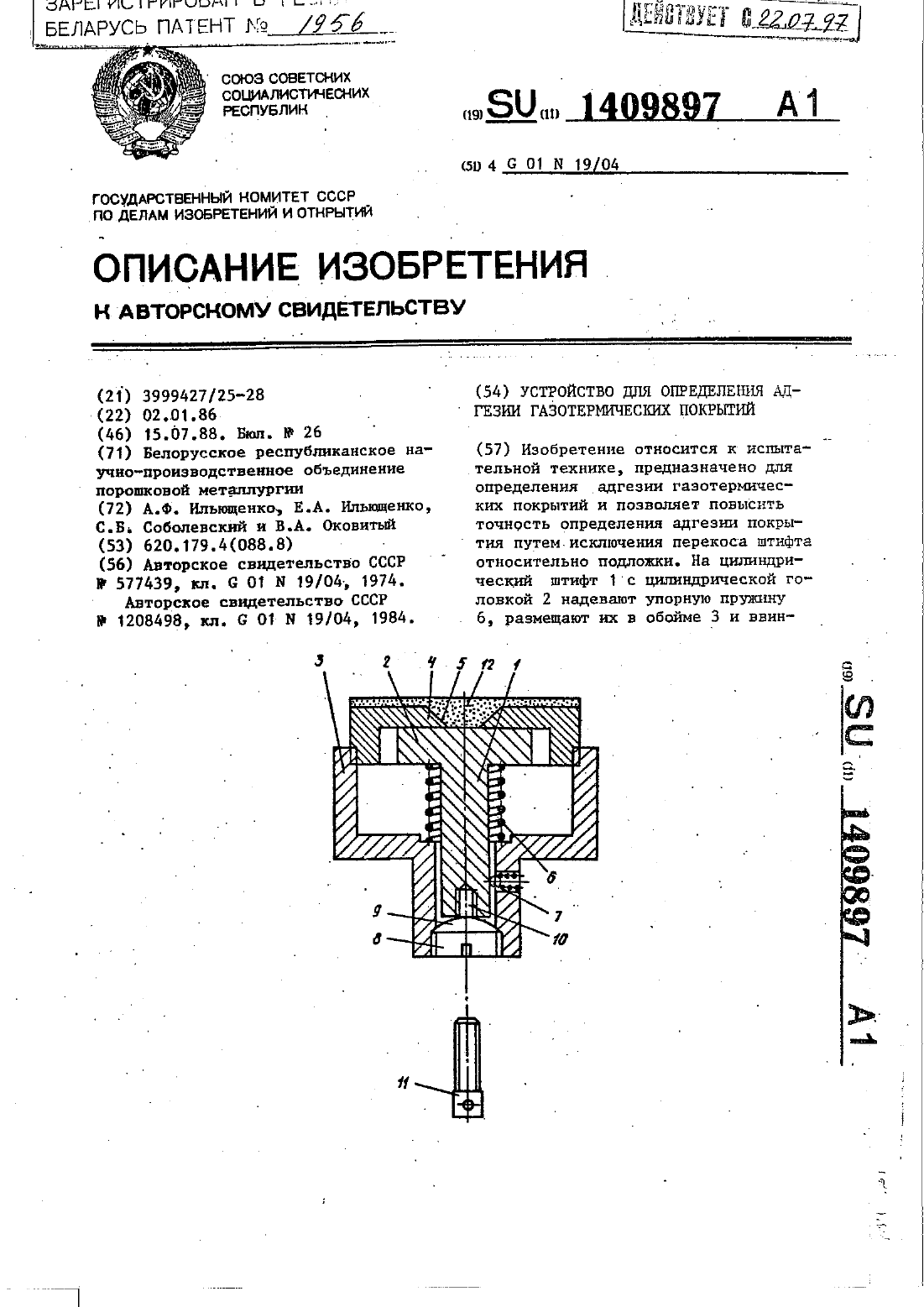
Номер патента: 1956
Опубликовано: 30.12.1997
Авторы: Ильющенко Александр Федорович, Соболевский Сергей Борисович, Илющенко Елена Александровна, Оковитый Вячеслав Александрович
МПК: G01N 19/04
Метки: газотермических, устройство, определения, покрытий, адгезии
Текст:
...газотермнческим способом покрытия 12. После нанесения покрытия 12 Удаляют ВИНТ 8, обойму 3 и пружину .б и прикладывают к штифту 1 и подложке 4 ОТРЫ вающую нагрузку, по величине которой по известной формуле Определяют адгет вию покрытия 12. 1 кпдкамн 7. Подложку 9 ввинчнвают в обойт му 3 до плотного поджатия головки 2 штифта 1 к подложке 4. При этом подпружиненные шарики 7 центрируют штифт 1 относительно обоим 3 и подложки 4. Устанавливают в...
Устройство для получения композиционных электрохимических покрытий
Номер патента: U 2219
Опубликовано: 30.09.2005
Авторы: Мачнев Вячеслав Петрович, Бакаев Александр Григорьевич, Кузей Анатолий Михайлович
МПК: C25D 19/00
Метки: устройство, электрохимических, композиционных, получения, покрытий
Текст:
...и имеют надежный гальванический контакт. Кроме того, платформа за счет упругой подвески и гибкого вала имеет, в процессе круговых перемещений (радиус которых зависит от величины дисбаланса ротора), еще и возвратно-поступательные перемещения вдоль ее оси. Это делает такое перемещение мелких деталей в ванне, при котором их контактная поверхность непрерывно меняется,что обеспечивает равномерное нанесение электрохимических покрытий...
Предыдущий патент: Комбинированный пылеуловитель
Следующий патент: Привод исполнительного органа проходческого комбайна
Случайный патент: Привод