Станок для комбинированной обработки поверхностей конического ролика подшипника
Номер патента: 17678
Опубликовано: 30.10.2013
Авторы: Акулович Леонид Михайлович, Сергеев Леонид Ефимович, Ермаков Николай Иванович, Агейчик Валерий Александрович
Текст
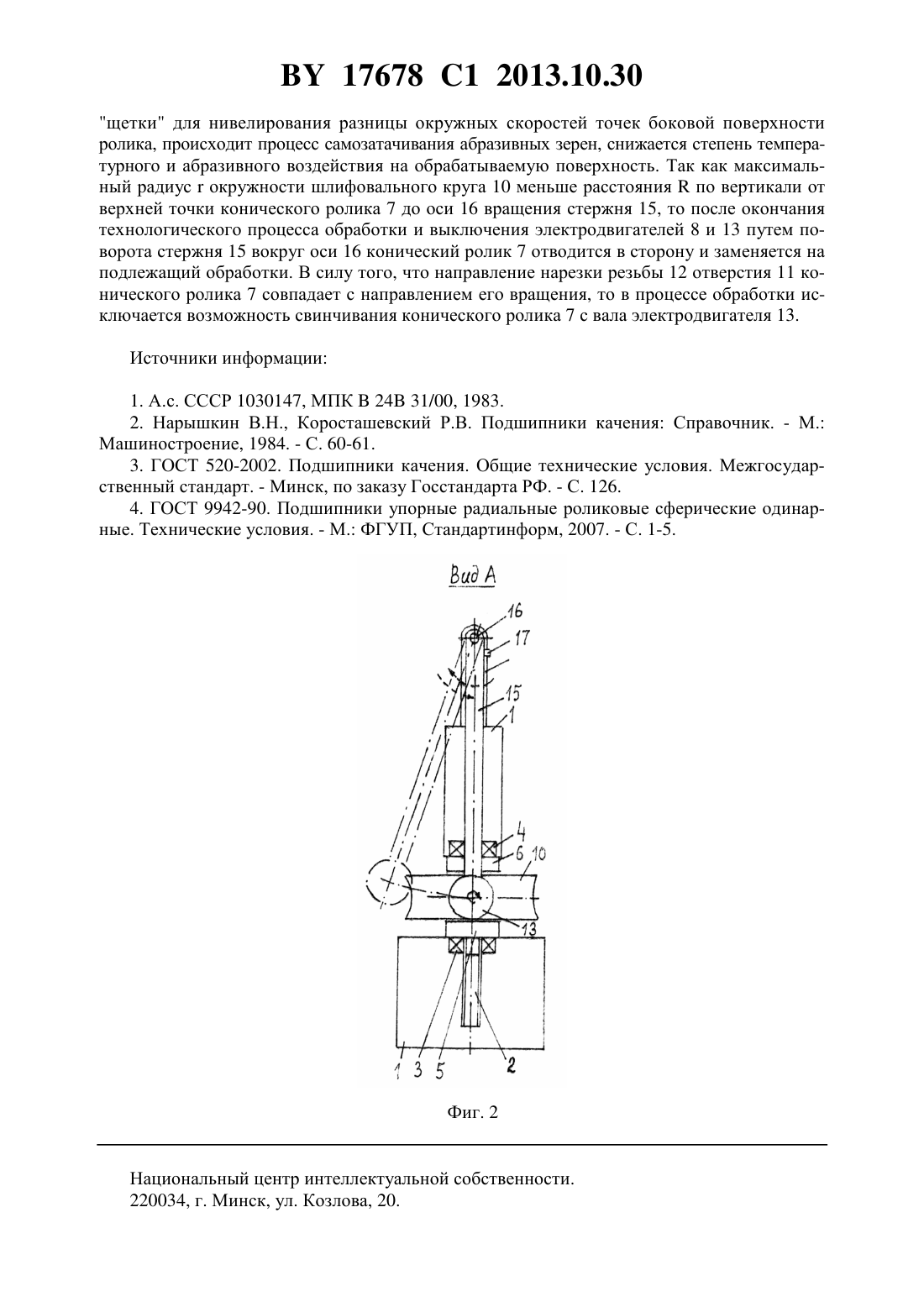
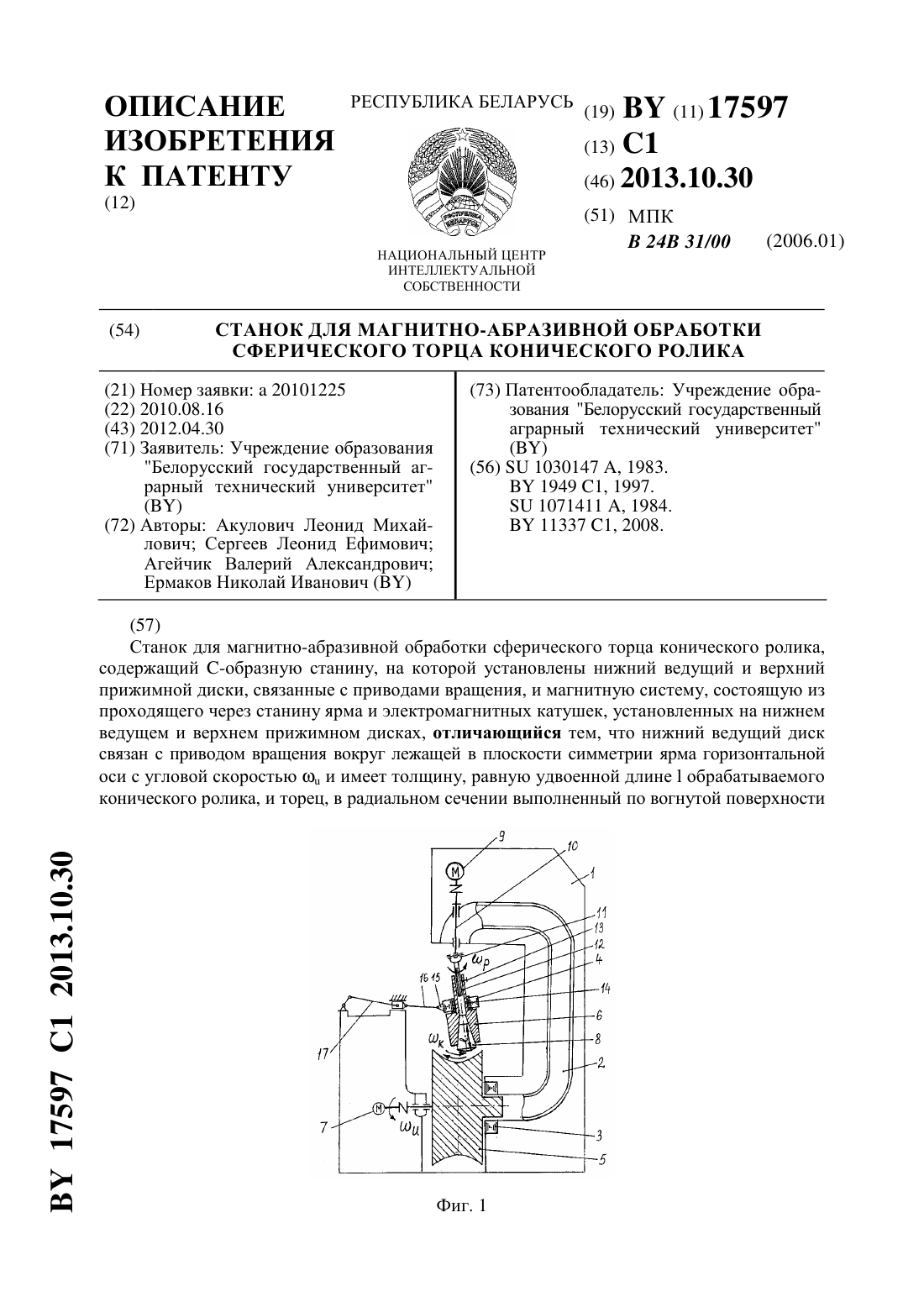
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАНОК ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КОНИЧЕСКОГО РОЛИКА ПОДШИПНИКА(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Станок для комбинированной обработки поверхностей конического ролика подшипника, содержащий -образную станину, шлифовальный диск с вертикальной осью вращения, причем торец шлифовального диска выполнен радиусным с возможностью охвата сферического торца обрабатываемого конического ролика подшипника, установленный на нижнем конце стержня, закрепленного на -образной станине с возможностью вращения 17678 1 2013.10.30 в вертикальной плоскости, приводной электродвигатель с валом, выполненным с возможностью навинчивания на него обрабатываемого конического ролика подшипника со стороны малого основания, упор, закрепленный на -образной станине в направлении вращения шлифовального диска, ограничивающий перемещение стержня, и магнитную систему, содержащую установленное в -образной станине ярмо, электромагнитные катушки, расположенные в плоскости симметрии ярма на равновеликих нижнем и верхнем горизонтальных дисках, установленных соосно с возможностью размещения между ними вдоль горизонтальной оси обрабатываемого конического ролика подшипника. Изобретение относится к комбинированной одновременной шлифовальной обработке и чистовой обработке изделий ферроабразивным порошком (ФАП) в магнитном поле и может быть использовано в различных отраслях машиностроения при обработке поверхностей роликов подшипников качения. Известен 1 станок для магнитно-абразивной обработки шариков, содержащий С-образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек, установленных на ведущем и прижимном дисках, первый из которых связан с приводом вращения вокруг вертикальной оси, а второй - с приводом возвратно-поступательных перемещений вдоль той же оси, причем на обращенных друг к другу торцах дисков выполнены канавки полукруглого профиля, а в канавке каждого диска установлены вставки из диамагнитного материала, которые расположены поочередно по обе стороны от оси симметрии полукруглого профиля канавки. Такое устройство не позволяет производить качественную и производительную шлифовальную обработку поверхностей сферических торцов и магнитно-абразивную обработку боковых поверхностей конических роликов роликовых упорных сферических одинарных подшипников, например номер 9039436 2, 3, 4. Задачей, которую решает изобретение, является повышение качества и производительности одновременной шлифовальной обработки поверхности большого сферического торца и магнитно-абразивной обработки боковой поверхности конического ролика роликовых упорных сферических одинарных подшипников. Поставленная задача решается с помощью станка для комбинированной обработки поверхностей конического ролика подшипника, содержащего С-образную станину, шлифовальный диск с вертикальной осью вращения, причем торец шлифовального диска выполнен радиусным с возможностью охвата сферического торца обрабатываемого конического ролика подшипника, установленный на нижнем конце стержня, закрепленного на Собразной станине с возможностью вращения в вертикальной плоскости, приводной электродвигатель с валом, выполненным с возможностью навинчивания на него обрабатываемого конического ролика подшипника со стороны малого основания, упор, закрепленный на С-образной станине в направлении вращения шлифовального диска, ограничивающий перемещение стержня, и магнитную систему, содержащую установленное в С-образной станине ярмо, электромагнитные катушки, расположенные в плоскости симметрии ярма на равновеликих нижнем и верхнем горизонтальных дисках, установленных соосно с возможностью размещения между ними вдоль горизонтальной оси обрабатываемого конического ролика подшипника. На фиг. 1 изображен общий вид станка на фиг. 2 - вид А на фиг. 1. Станок для комбинированной обработки поверхностей конических роликов подшипников содержит С-образную станину 1 и магнитную систему, состоящую из проходящего через станину 1 ярма 2 и электромагнитных катушек 3 и 4, установленных соответственно на равновеликих нижнем 5 и верхнем 6 горизонтальных дисках с совпадающими вертикальными осями симметрии, находящимися в плоскости симметрии ярма 1. Между нижним 5 и верхним 6 горизонтальным дисками установлен своей боковой конической поверхностью конический ролик 7, боковая поверхность которого является боковой по 2 17678 1 2013.10.30 верхностью усеченного прямого кругового конуса, а большее основание выполнено в виде соосного с конусной частью шарового сегмента, образующего большой сферический торец, ось симметрии которого находится в плоскости симметрии ярма 1 и располагается горизонтально, причем большой сферический торец конического ролика 7 расположен за пределами горизонтальной проекции верхнего диска 6 со стороны неразрывной вертикальной части ярма 1. Большой сферический торец конического ролика 7 соприкасается с торцом расположенного между неразрывной вертикальной частью ярма 1 и коническим роликом 7 симметрично плоскости симметрии ярма 1 с возможностью вращения с помощью электродвигателя 8 вместе с расположенной симметрично этой плоскости вертикальной осью 9 шлифовального диска 10, симметричного относительно проходящей через ось симметрии конического ролика 7 горизонтальной плоскости. В осевом вертикальном сечении большой сферический торец конического ролика 7 полностью охватывается контуром соответствующего ему по форме и одного с ним радиуса кривизны торца шлифовального диска 10. Со стороны малого основания конического ролика 7 по его оси выполнено установочное технологическое отверстие 11 с резьбой 12, с помощью которого конический ролик 7 навинчен на соосный с ним вал приводного электродвигателя 13. Глубина навинчивания регулируется с помощью регулировочных прокладок 14 различной толщины, установленных между торцевым пояском вала электродвигателя 13 и малым торцом ролика 7. Электродвигатель 13 жестко закреплен на нижнем конце стержня 15,расположенного своей осью симметрии в перпендикулярной оси конического ролика 7 вертикальной плоскости, причем верхний конец стержня 15 присоединен с возможностью вращения в этой вертикальной плоскости к станине 1 с помощью шарнира с горизонтальной осью 16, расположенной в плоскости симметрии ярма 1. В вертикальном положении стержень 15 своей расположенной в перпендикулярной оси конического ролика 7 вертикальной плоскости частью упирается в упор 17, закрепленный на станине 1 со стороны направления окружных скоростей торца шлифовального круга 10 в точках его касания с большим сферическим торцом конического ролика 7. Вращение вала электродвигателя 13 направлено таким образом, что при вращении конического ролика 7 в рабочем положении в верхней части его большого сферического торца в точках касания с торцом шлифовального круга 10 направления их скоростей совпадают, а максимальный радиусокружности шлифовального круга 10 меньше расстоянияпо вертикали от верхней точки конического ролика 7 до оси симметрии оси 16 вращения стержня 15, а направление нарезки резьбы 12 отверстия 11 конического ролика 7 совпадает с направлением его вращения. Станок работает следующим образом. Перед началом работы после навинчивания на регулируемую прокладками 14 глубину обрабатываемого конического ролика 7 на вал электродвигателя 13 и опускания стержня 15 в вертикальное рабочее положение между конической поверхностью ролика 7 и поверхностями нижнего 5 и верхнего диска 6 помещается ФАП (на фигурах не показано). Конический ролик 7 своим большим сферическим торцом входит в контакт с соответствующим ему по форме и одного с ним радиуса кривизны торцом шлифовального диска 10. При включении в работу электродвигателей 8 и 13 шлифовальный круг 10 и конический ролик 7 вращаются в указанных на фиг. 1 и 2 направлениях. При этом действующая со стороны шлифовального круга 10 на конический ролик 7 сила трения прижимает стержень 15 к упору 17, сохраняя постоянным его вертикальное положение. Направление вращения конического ролика 7 выбрано таким образом, что возникающая при этом разность моментов трения его верхней и нижней частей о торцевую поверхность шлифовального круга 10 также способствует прижатию стержня 15 к упору 17. Шлифовальный круг 10 шлифует поверхность большого сферического торца конического ролика 7, которая в дальнейшем подвергается дополнительной магнитно-абразивной обработке на специализированном станке, а боковая поверхность конического ролика подвергается чистовой магнитно-абразивной обработке. При этом обеспечивается подвижность ферроабразивной 3 17678 1 2013.10.30 щетки для нивелирования разницы окружных скоростей точек боковой поверхности ролика, происходит процесс самозатачивания абразивных зерен, снижается степень температурного и абразивного воздействия на обрабатываемую поверхность. Так как максимальный радиусокружности шлифовального круга 10 меньше расстоянияпо вертикали от верхней точки конического ролика 7 до оси 16 вращения стержня 15, то после окончания технологического процесса обработки и выключения электродвигателей 8 и 13 путем поворота стержня 15 вокруг оси 16 конический ролик 7 отводится в сторону и заменяется на подлежащий обработки. В силу того, что направление нарезки резьбы 12 отверстия 11 конического ролика 7 совпадает с направлением его вращения, то в процессе обработки исключается возможность свинчивания конического ролика 7 с вала электродвигателя 13. Источники информации 1. А.с. СССР 1030147, МПК 24 31/00, 1983. 2. Нарышкин В.Н., Коросташевский Р.В. Подшипники качения Справочник. - М. Машиностроение, 1984. - С. 60-61. 3. ГОСТ 520-2002. Подшипники качения. Общие технические условия. Межгосударственный стандарт. - Минск, по заказу Госстандарта РФ. - С. 126. 4. ГОСТ 9942-90. Подшипники упорные радиальные роликовые сферические одинарные. Технические условия. - М. ФГУП, Стандартинформ, 2007. - С. 1-5. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 31/112, B24B 11/00
Метки: поверхностей, станок, комбинированной, ролика, конического, обработки, подшипника
Код ссылки
<a href="https://by.patents.su/4-17678-stanok-dlya-kombinirovannojj-obrabotki-poverhnostejj-konicheskogo-rolika-podshipnika.html" rel="bookmark" title="База патентов Беларуси">Станок для комбинированной обработки поверхностей конического ролика подшипника</a>
Станок для магнитно-абразивной обработки сферического торца конического ролика
Номер патента: 17597
Опубликовано: 30.10.2013
Авторы: Акулович Леонид Михайлович, Ермаков Николай Иванович, Сергеев Леонид Ефимович, Агейчик Валерий Александрович
МПК: B24B 31/00
Метки: ролика, сферического, обработки, магнитно-абразивной, конического, станок, торца
Текст:
...оси 10 с угловой скоростью р. Одновременно патрон 6 осуществляет качательное движение с максимальной угловой скоростью к во время его поворота симметрично вертикальной оси 10 в плоскости ярма 2 вокруг расположенной в центре кривизны сферического торца конического ролика 8 перпендикулярной плоскости ярма 2 оси за счет находящейся в этом центре соединяющей верхнюю и нижнюю части вертикальной оси 10 шарнирной муфты 11. Нижняя часть вертикальной...
Станок для комбинированной обработки поверхностей конических роликов подшипников
Номер патента: U 7371
Опубликовано: 30.06.2011
Авторы: Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Акулович Леонид Михайлович, Ермаков Николай Иванович
МПК: B24B 31/00
Метки: конических, роликов, обработки, комбинированной, поверхностей, станок, подшипников
Текст:
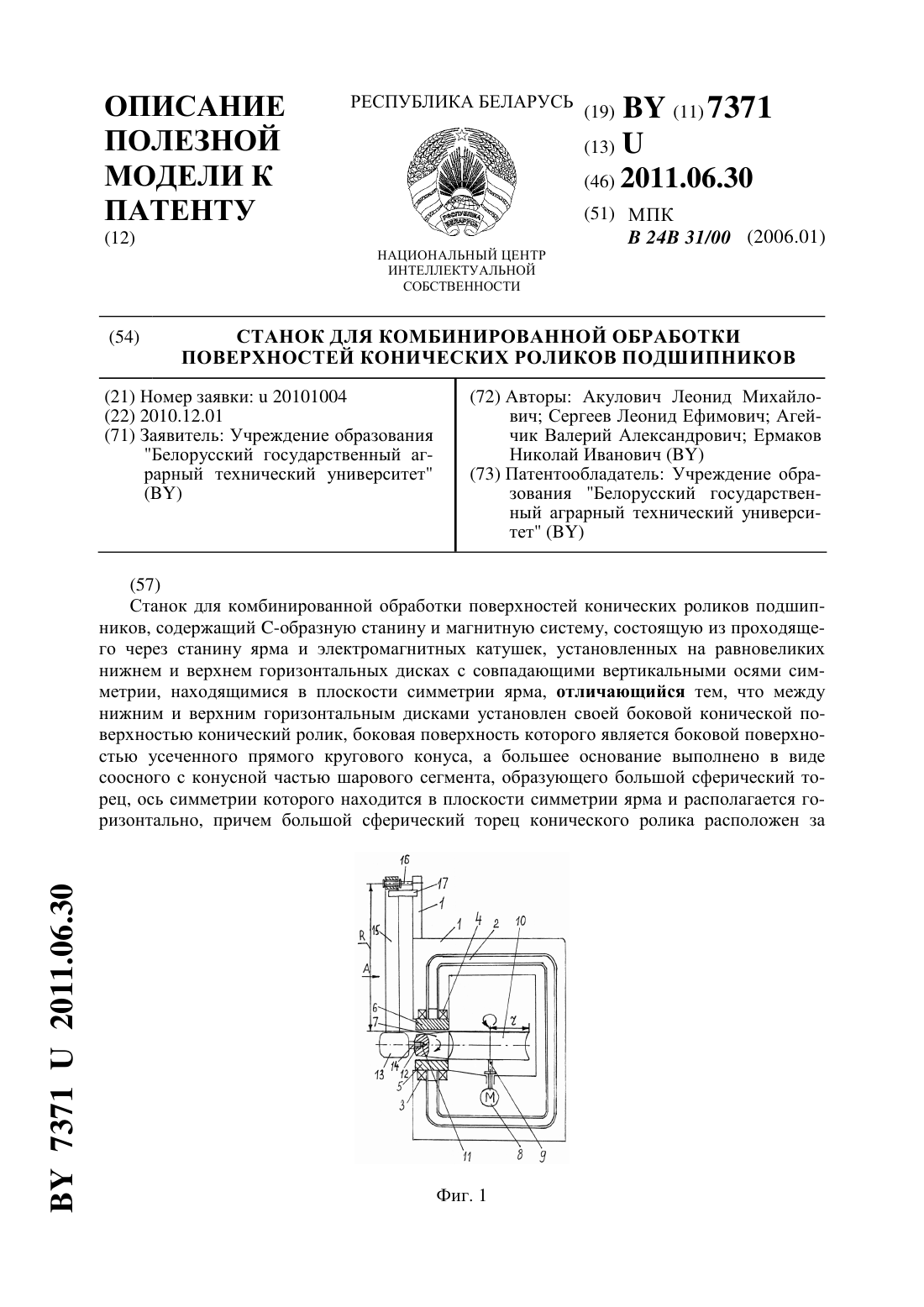
...сечении большой сферический торец ролика полностью охватывается контуром соответствующего ему по форме и одного с ним радиуса кривизны торца шлифовального диска, при этом со стороны малого основания конического ролика по его оси выполнено установочное технологическое отверстие с резьбой, с помощью которого конический ролик навинчен на соосный с ним вал приводного электродвигателя, жестко закрепленного на нижнем конце стержня, расположенного...
Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников

Номер патента: U 7471
Опубликовано: 30.08.2011
Авторы: Сергеев Леонид Ефимович, Ермаков Николай Иванович, Акулович Леонид Михайлович, Агейчик Валерий Александрович
МПК: B24B 31/00
Метки: подшипников, роликов, станок, обработки, комбинированной, поверхностей, бочкообразных
Текст:
...параллелепипеда угол 45, при этом к нижнему основанию ферромагнитного параллелепипеда прикреплен,например, с помощью клея своим меньшим верхним основанием выполненный из, например, фторопласта диамагнитный параллелепипед, три боковые грани которого параллельны ближайшим боковым граням ферромагнитного параллелепипеда, а наиболее удаленная от неразрывной вертикальной части ярма, перпендикулярная его оси симметрии наклонная грань...
Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников

Номер патента: U 8413
Опубликовано: 30.08.2012
Авторы: Акулович Леонид Михайлович, Ермаков Николай Иванович, Ворошухо Олег Николаевич, Агейчик Валерий Александрович, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: роликов, подшипников, обработки, бочкообразных, станок, комбинированной, поверхностей
Текст:
...выполнен с выемкой в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45, а верхний горизонтальный диск выполнен в виде ферромагнитного, например железного, параллелепипеда с установленной сверху электромагнитной катушкой с параллельно и перпендикулярно плоскости симметрии ярма расположенными боковыми гранями, причем наиболее удаленная от неразрывной вертикальной...
Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников

Номер патента: U 7840
Опубликовано: 30.12.2011
Авторы: Ворошухо Олег Николаевич, Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Акулович Леонид Михайлович, Ермаков Николай Иванович
МПК: B24B 31/00
Метки: поверхностей, подшипников, комбинированной, станок, бочкообразных, обработки, роликов
Текст:
...со стороны меньшего основания технологическим отверстием бочкообразный ролик, причем зазоры между боковой поверхностью бочкообразного ролика и наклонной гранью ферромагнитного параллелепипеда, а также внутренней конусной поверхностью нижнего горизонтального диска равны 13 мм, при этом на станине установлен с возможностью вращения вокруг своей находящейся в плоскости симметрии ярма вертикальной оси симметрии шлифовальный круг, выполненный...
Предыдущий патент: Способ доклинической диагностики нефропатии у новорожденного
Следующий патент: Способ хирургического лечения варусной деформации первого пальца стопы
Случайный патент: Устройство для удаления окалины с поверхности проволочных изделий