Способ формирования фаски на торцевой поверхности трубы или трубного изделия, размеры которой привязаны к необрабатываемой поверхности трубы или трубного изделия
Номер патента: 17547
Опубликовано: 30.10.2013
Авторы: Раптунович Александр Соломонович, Гоман Михаил Герасимович

Текст
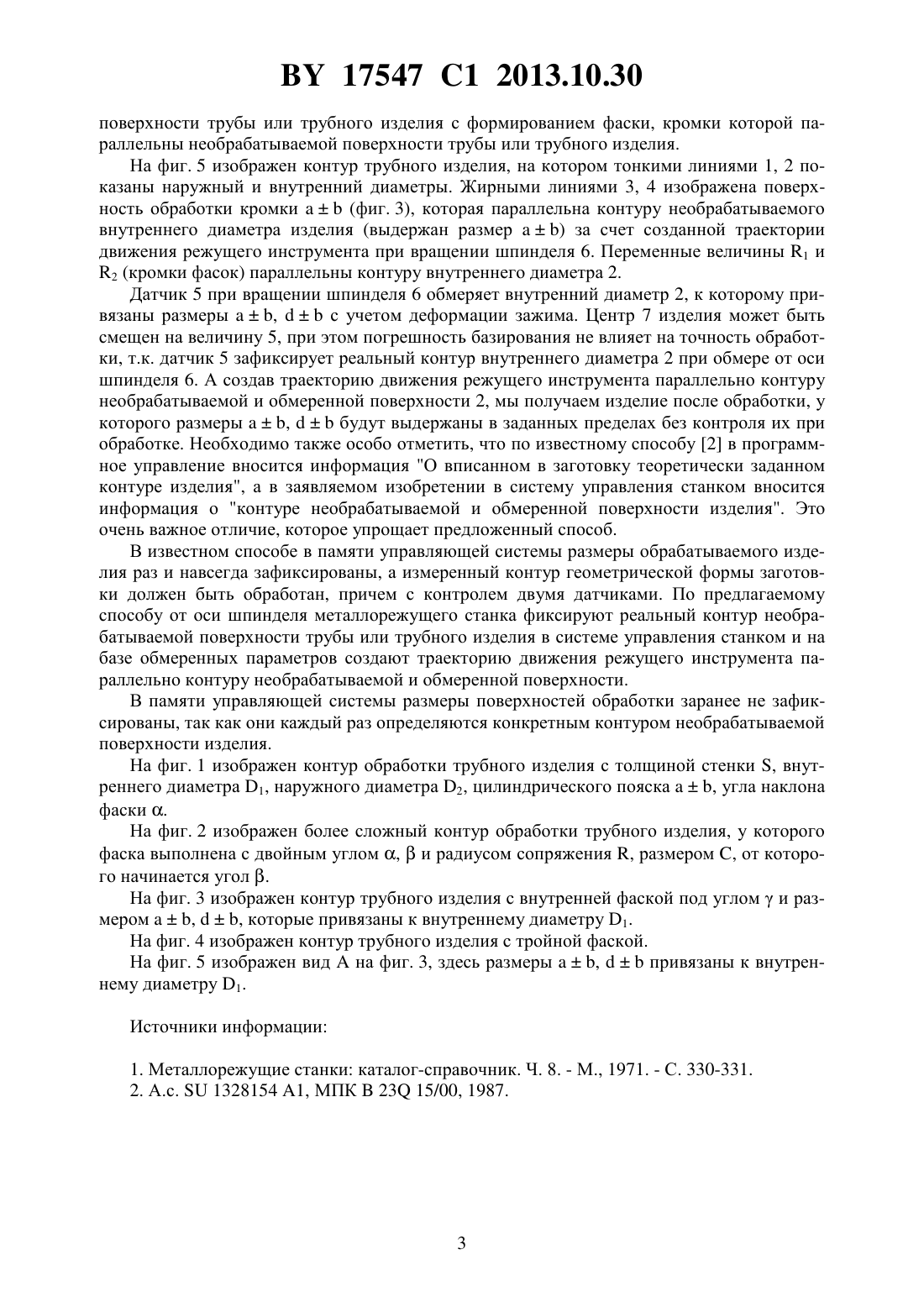
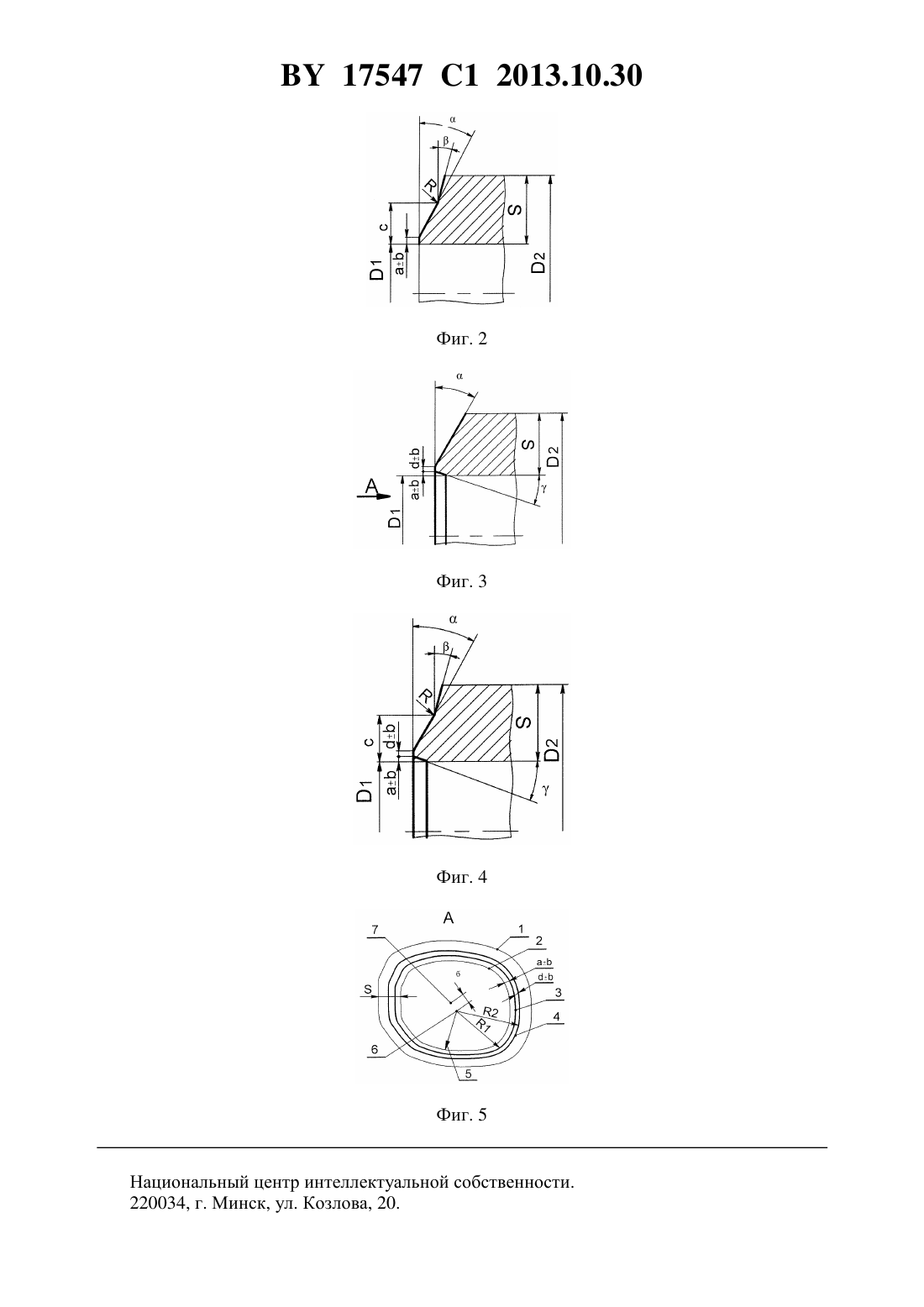
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ФОРМИРОВАНИЯ ФАСКИ НА ТОРЦЕВОЙ ПОВЕРХНОСТИ ТРУБЫ ИЛИ ТРУБНОГО ИЗДЕЛИЯ, РАЗМЕРЫ КОТОРОЙ ПРИВЯЗАНЫ К НЕОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТИ ТРУБЫ ИЛИ ТРУБНОГО ИЗДЕЛИЯ(71) Заявитель Открытое акционерное общество Минский завод автоматических линий имени П.М.Машерова(72) Авторы Гоман Михаил Герасимович Раптунович Александр Соломонович(73) Патентообладатель Открытое акционерное общество Минский завод автоматических линий имени П.М.Машерова(57) Способ формирования фаски на торцевой поверхности трубы или трубного изделия,размеры которой привязаны к необрабатываемой поверхности трубы или трубного изделия, при котором обрабатываемую трубу или трубное изделие устанавливают в металлорежущий станок, базируют, зажимают, обмеряют датчиком необрабатываемую поверхность трубы или трубного изделия от оси шпинделя металлорежущего станка, фиксируют реальный контур необрабатываемой поверхности трубы или трубного изделия в системе управления станком, на базе обмеренных параметров создают траекторию движения режущего инструмента, параллельную контуру необрабатываемой и обмеренной поверхности, и производят обработку торцевой поверхности трубы или трубного изделия с формированием фаски, кромки которой параллельны необрабатываемой поверхности трубы или трубного изделия. 17547 1 2013.10.30 Изобретение относится к станкостроению и может быть использовано на машиностроительных заводах, изготавливающих, например, трубы или трубные изделия (отводы,переходы, тройники), рамы и другие изделия, на торцевых поверхностях которых необходимо обработать поверхность, привязанную к контуру необрабатываемой поверхности изделия. На фиг. 14 изображены некоторые типы таких обрабатываемых поверхностей на трубах или трубных изделиях с толщиной стенки , углами , , , радиусом сопряженияуглов , , размерами,, . Формы обрабатываемых поверхностей могут быть и другими. Здесь поверхности ,,привязаны к внутреннему диаметру трубы 1 с допуском. Трудность обработки таких поверхностей заключается в том, что труба или трубное изделие по диаметру 1 или 2 не имеет правильной цилиндрической формы, а присутствует всегда овал, который составляет от 1 до 6 от диаметра заготовки. Например, для отводов и тройников размеры,чаще всего равны 1,80,8 мм, а овальность при этом составляет 420 мм в зависимости от диаметра трубной части изделия. Поэтому обработку таких поверхностей ведут с помощью механических копирных устройств 1. Способ обработки изделий с помощью механических копирных устройств имеет ряд недостатков. Из-за сложности копирных устройств не представляется возможным обработать фасонные поверхности на одном станке с одной установки заготовки. Кроме того, у сварных труб требуется предварительная обработка сварного шва заподлицо с поверхностью трубы, чтобы копирный ролик мог обкатываться по поверхности трубы без ударов и прыжков. Следовательно, требуются дополнительные технологические операции, а для их выполнения - специальные станки. Известен также способ управления процессом механической обработки 2, целью которого является повышение точности обработки. Способ заключается в том, что производят предварительный замер геометрической формы заготовки на отдельном стенде,полученную информацию передают в запоминающее устройство вычислительного комплекса, устанавливают заготовку на станке путем совмещения координат обрабатываемой поверхности и координат установочных элементов станка, задают текущие координаты геометрической формы точной готовой поверхности, измеряют двумя датчиками, установленными на резце, фактическую глубину резания, сравнивают необходимую глубину резания и фактическую, по разности сравнения корректируют положение инструмента. Такой способ управления процессом механической обработки имеет ряд недостатков. Прежде всего требуется отдельный измерительный стенд, на котором обмеряют заготовку, а затем ее переносят на станок, при этом нужно заготовку установить в ориентированном положении, что будет приводить к дополнительной погрешности базирования. При зажиме заготовки она будет деформироваться, а это приведет к еще большей погрешности, которую уже невозможно учесть. При обработке постоянно требуются два датчика, которые контролируют как величину снимаемого припуска, так и точность обработки. Целью предлагаемого способа механической обработки является устранение недостатков известных способов, их упрощение и расширение технологических возможностей. Для этого трубу или трубное изделие устанавливают на станок, базируют, зажимают,обмеряют датчиком необрабатываемую поверхность трубы или трубного изделия от оси шпинделя металлорежущего станка, фиксируют реальный контур необрабатываемой поверхности трубы или трубного изделия в системе управления станком, на базе обмеренных параметров создают траекторию движения режущего инструмента параллельно контуру необрабатываемой и обмеренной поверхности и производят обработку торцовой 17547 1 2013.10.30 поверхности трубы или трубного изделия с формированием фаски, кромки которой параллельны необрабатываемой поверхности трубы или трубного изделия. На фиг. 5 изображен контур трубного изделия, на котором тонкими линиями 1, 2 показаны наружный и внутренний диаметры. Жирными линиями 3, 4 изображена поверхность обработки кромки(фиг. 3), которая параллельна контуру необрабатываемого внутреннего диаметра изделия (выдержан размер) за счет созданной траектории движения режущего инструмента при вращении шпинделя 6. Переменные величины 1 и 2 (кромки фасок) параллельны контуру внутреннего диаметра 2. Датчик 5 при вращении шпинделя 6 обмеряет внутренний диаметр 2, к которому привязаны размеры,с учетом деформации зажима. Центр 7 изделия может быть смещен на величину 5, при этом погрешность базирования не влияет на точность обработки, т.к. датчик 5 зафиксирует реальный контур внутреннего диаметра 2 при обмере от оси шпинделя 6. А создав траекторию движения режущего инструмента параллельно контуру необрабатываемой и обмеренной поверхности 2, мы получаем изделие после обработки, у которого размеры,будут выдержаны в заданных пределах без контроля их при обработке. Необходимо также особо отметить, что по известному способу 2 в программное управление вносится информация О вписанном в заготовку теоретически заданном контуре изделия, а в заявляемом изобретении в систему управления станком вносится информация о контуре необрабатываемой и обмеренной поверхности изделия. Это очень важное отличие, которое упрощает предложенный способ. В известном способе в памяти управляющей системы размеры обрабатываемого изделия раз и навсегда зафиксированы, а измеренный контур геометрической формы заготовки должен быть обработан, причем с контролем двумя датчиками. По предлагаемому способу от оси шпинделя металлорежущего станка фиксируют реальный контур необрабатываемой поверхности трубы или трубного изделия в системе управления станком и на базе обмеренных параметров создают траекторию движения режущего инструмента параллельно контуру необрабатываемой и обмеренной поверхности. В памяти управляющей системы размеры поверхностей обработки заранее не зафиксированы, так как они каждый раз определяются конкретным контуром необрабатываемой поверхности изделия. На фиг. 1 изображен контур обработки трубного изделия с толщиной стенки , внутреннего диаметра 1, наружного диаметра 2, цилиндрического пояска, угла наклона фаски . На фиг. 2 изображен более сложный контур обработки трубного изделия, у которого фаска выполнена с двойным углом ,и радиусом сопряжения , размером , от которого начинается угол . На фиг. 3 изображен контур трубного изделия с внутренней фаской под угломи размером,, которые привязаны к внутреннему диаметру 1. На фиг. 4 изображен контур трубного изделия с тройной фаской. На фиг. 5 изображен видна фиг. 3, здесь размеры,привязаны к внутреннему диаметру 1. Источники информации 1. Металлорежущие станки каталог-справочник. Ч. 8. - М., 1971. - С. 330-331. 2. А.с.1328154 1, МПК 23 15/00, 1987. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B23Q 15/22, B15Q 35/04
Метки: привязаны, формирования, фаски, размеры, поверхности, трубного, или, способ, необрабатываемой, изделия, торцевой, которой, трубы
Код ссылки
<a href="https://by.patents.su/4-17547-sposob-formirovaniya-faski-na-torcevojj-poverhnosti-truby-ili-trubnogo-izdeliya-razmery-kotorojj-privyazany-k-neobrabatyvaemojj-poverhnosti-truby-ili-trubnogo-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Способ формирования фаски на торцевой поверхности трубы или трубного изделия, размеры которой привязаны к необрабатываемой поверхности трубы или трубного изделия</a>
Станок для обработки трубы или трубного изделия
Номер патента: 9082
Опубликовано: 30.04.2007
Авторы: Лысенков Александр Иванович, Чаадаев Руслан Григорьевич, Гоман Михаил Герасимович, Воложинок Юрий Викторович, Маршак Эдуард Ефимович, Костян Василий Владимирович, Щекин Евгений Иванович, Резниченко Владимир Иванович
МПК: B23D 79/12
Метки: станок, трубного, обработки, изделия, или, трубы
Текст:
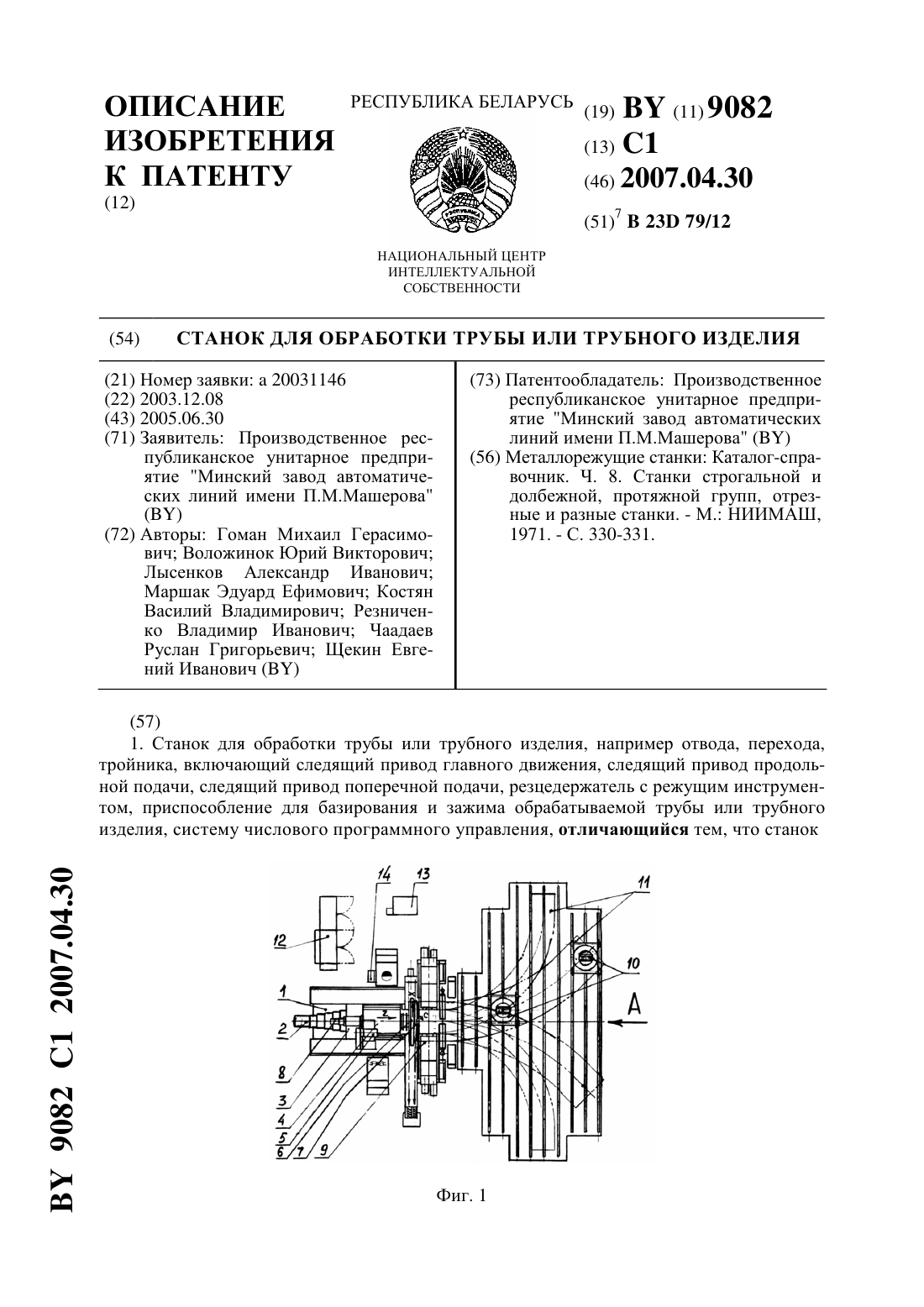
...управления (СЧПУ) размещены в шкафах 12, а гидроаппаратура - на гидростанции 13. Для управления станком имеется центральный пульт управления 14. Резцы 15, 16 (фиг. 5) закреплены в резцедержателе 17. Измерительное устройство включает державку 18 (фиг. 4, 5), измерительный щуп 19,пружину 20, гайку 21, торцовый бесконтактный переключатель 22, кабель 23, трубу 24(фиг. 3) со штепсельными разъемами, винт 25 для крепления трубы 24 к...
Способ импульсного магнитного контроля температуры, при которой проводилась термообработка ферромагнитного изделия
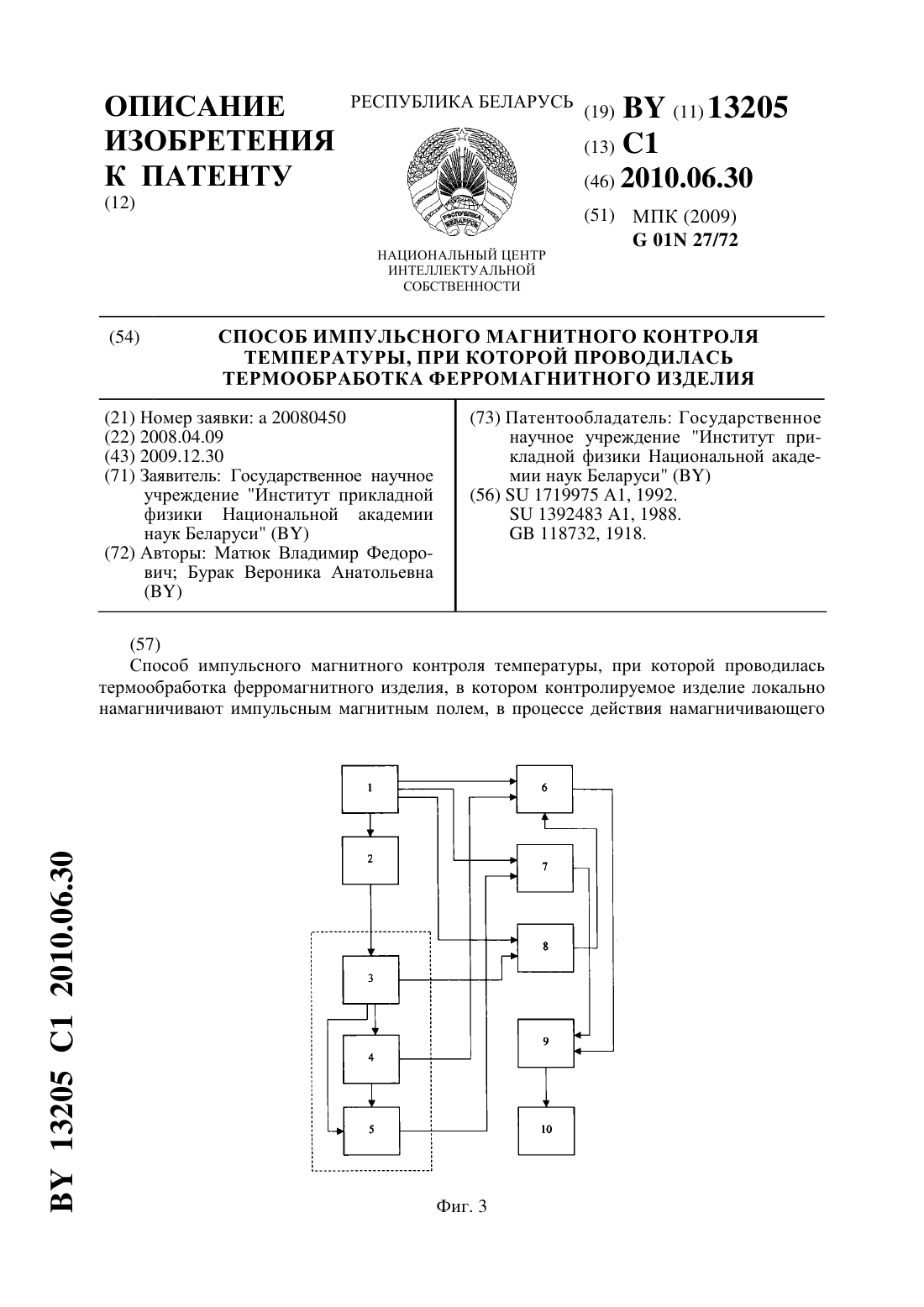
Номер патента: 13205
Опубликовано: 30.06.2010
Авторы: Бурак Вероника Анатольевна, Матюк Владимир Федорович
МПК: G01N 27/72
Метки: способ, температуры, контроля, магнитного, импульсного, ферромагнитного, проводилась, термообработка, изделия, которой
Текст:
...0, а 1, а 2 и а 3 - коэффициенты уравнения корреляции. При этом полностью исключена операция приложения к изделию упругой механической нагрузки. Это позволяет повысить производительность контроля и расширить сортамент изделий,на которых возможен контроль за счет устранения операции приложения к изделию упругой механической нагрузки, измерения градиентанормальной составляющей напряженности поля остаточной намагниченности в центре...
Способ очистки поверхности изделия
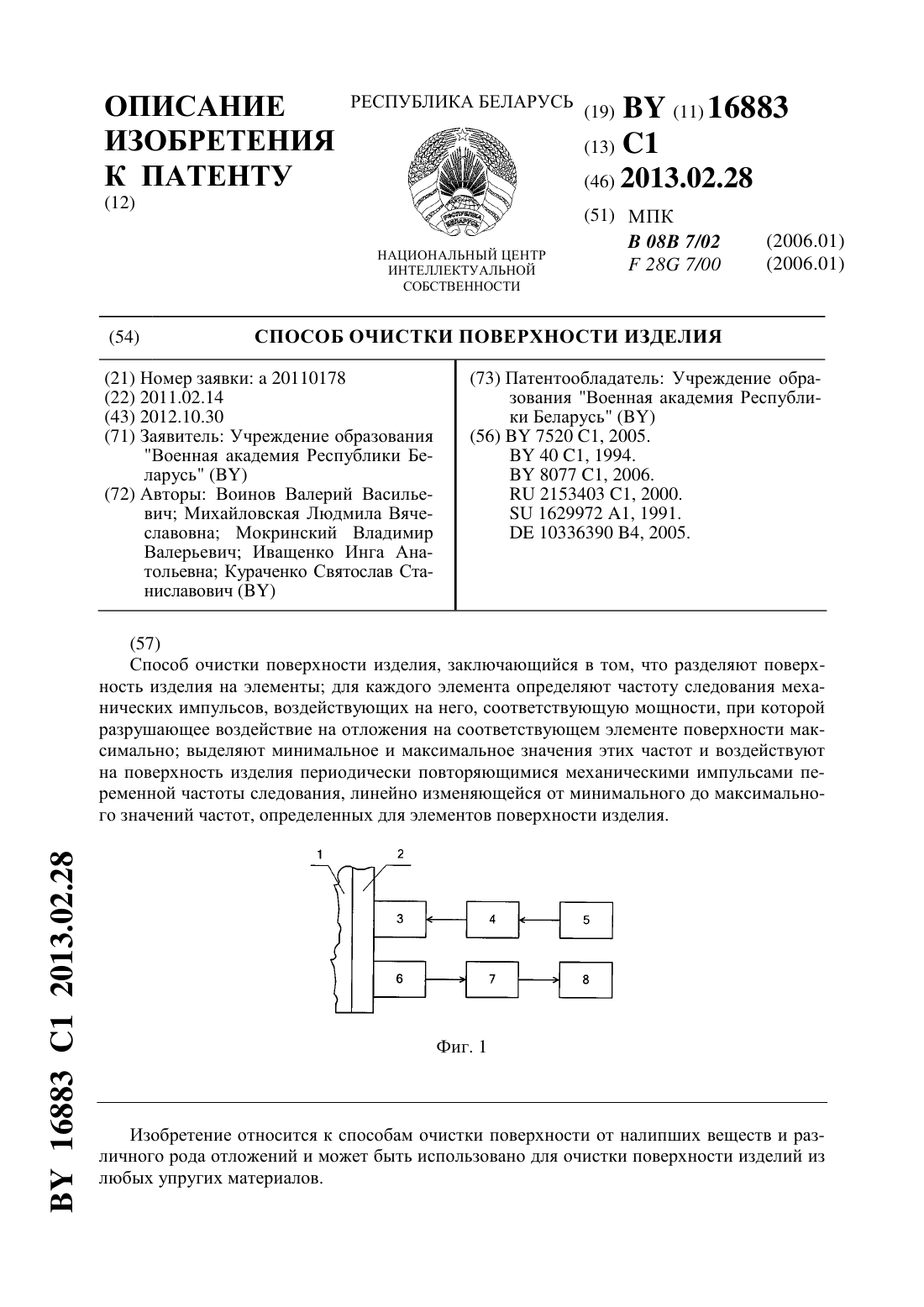
Номер патента: 16883
Опубликовано: 28.02.2013
Авторы: Мокринский Владимир Валерьевич, Воинов Валерий Васильевич, Кураченко Святослав Станиславович, Михайловская Людмила Вячеславовна, Иващенко Инга Анатольевна
Метки: изделия, поверхности, очистки, способ
Текст:
...- спектроанализатор мощности сигнала 8 - индикатор. На фиг. 2 показана эпюра напряжения , подаваемого с выхода управляемого генератора 4 на вход вибратора 3 в течение времени очистки . На фиг. 2 обозначено- период повторения линейного изменения частоты (девиации частоты). Способ осуществляется следующим образом. Вибратор 3 (фиг. 1) создает в стенке корпуса 2 очищаемого изделия упругую деформацию, форма которой повторяет эпюру напряжения,...
Способ очистки поверхности изделия из ферромагнитного материала
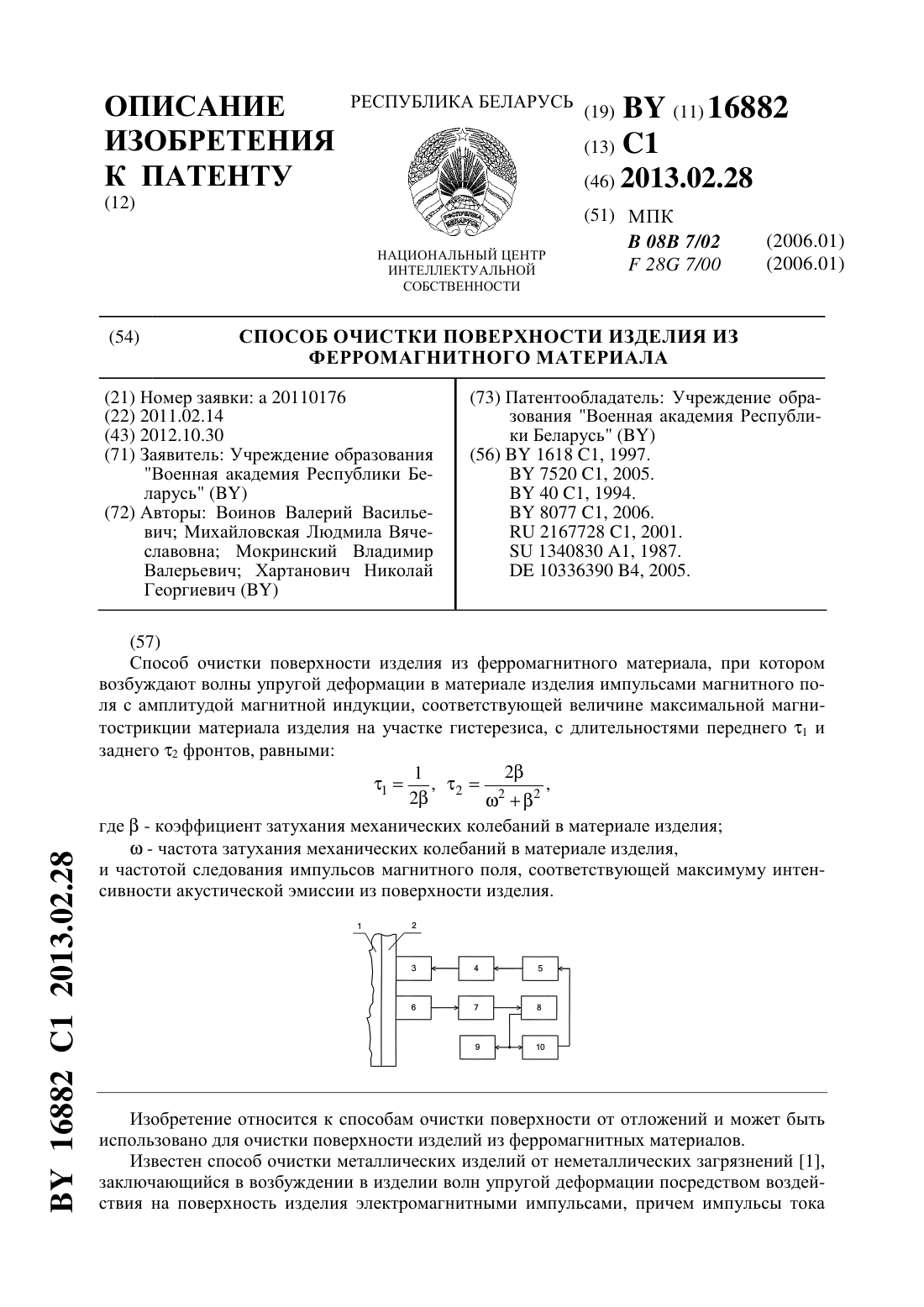
Номер патента: 16882
Опубликовано: 28.02.2013
Авторы: Хартанович Николай Георгиевич, Воинов Валерий Васильевич, Михайловская Людмила Вячеславовна, Мокринский Владимир Валерьевич
Метки: поверхности, изделия, очистки, способ, материала, ферромагнитного
Текст:
...переднего 1 и заднего 2 фронтов, равными 2 1 1,2 где- коэффициент затухания механических колебаний в материале изделия- частота затуханий механических колебаний в материале изделия, и частотой следования импульсов магнитного поля, соответствующей максимуму интенсивности акустической эмиссии из поверхности изделия. На фигуре показан пример практической реализации способа. Обозначения на фигуре следующие 1 - стенка очищаемого изделия 2 - слой...
Способ очистки поверхности изделия из ферромагнитного материала

Номер патента: 16884
Опубликовано: 28.02.2013
Авторы: Чопко Дмитрий Александрович, Воинов Валерий Васильевич, Мокринский Владимир Валерьевич, Михайловская Людмила Вячеславовна
Метки: способ, очистки, ферромагнитного, поверхности, изделия, материала
Текст:
...следующим образом. В ограниченном объеме корпуса очищаемого изделия из ферромагнитного материала создаются 1-й импульсные магнитные поля электромагнитами 3.13. соответственно, устанавливаемыми на внешней чистой поверхности очищаемого изделия. Они вызывают магнитострикционный эффект, то есть упругую деформацию материалов корпуса различными частотами, соответствующими резонансным частотам различных элементов корпуса. Эти деформации,...
Предыдущий патент: Станок для магнитно-абразивной обработки сферического торца бочкообразного ролика
Следующий патент: Способ повышения тренированности спортсмена при выполнении физической нагрузки
Случайный патент: Способ получения композиционного гранулированного гуминового сорбента тяжелых металлов на минеральном носителе