Инструмент для отделочно-упрочняющей обработки плоских поверхностей
Номер патента: 15263
Опубликовано: 30.12.2011
Авторы: Сухоцкий Сергей Александрович, Свирепа Дмитрий Михайлович, Рыжанков Дмитрий Михайлович, Довгалев Александр Михайлович
Текст
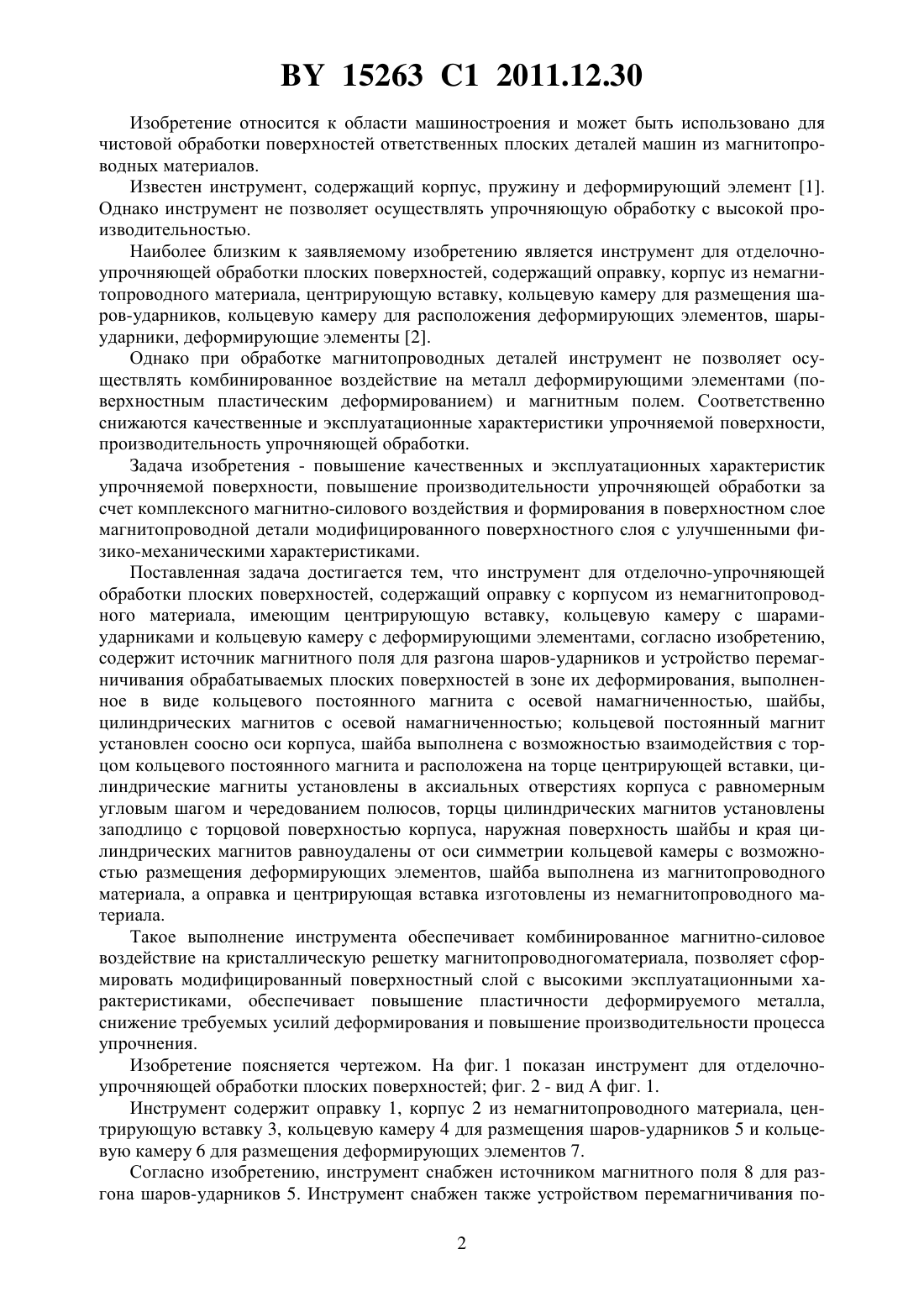
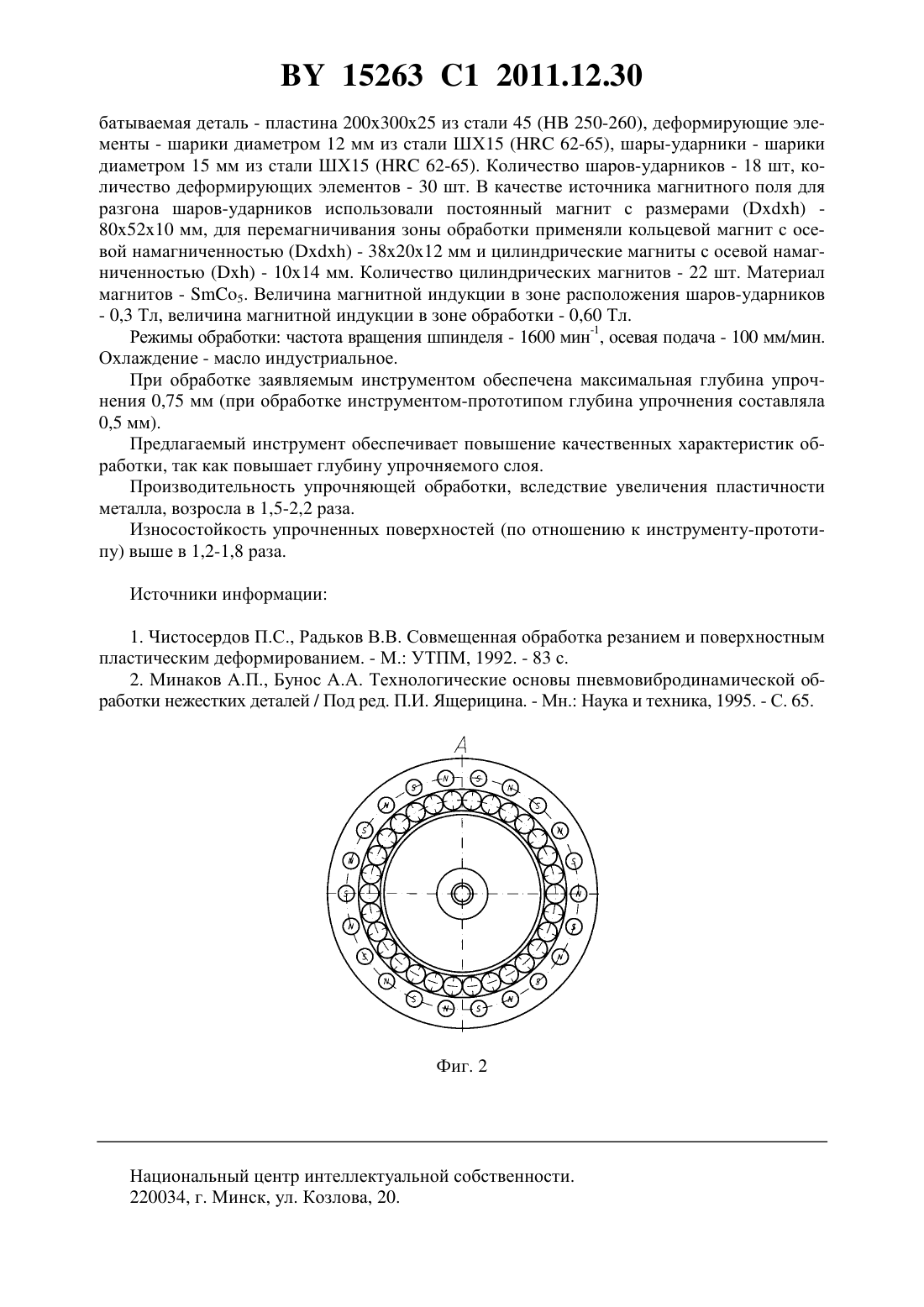
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Довгалев Александр Михайлович Сухоцкий Сергей Александрович Свирепа Дмитрий Михайлович Рыжанков Дмитрий Михайлович(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(56) МИНАКОВ А.П. и др. Технологические основы пневмовибродинамической обработки нежестких деталей / Под ред. П.И. Ящерицына. - Минск Наука и техника, 1995. - С. 65.11531 1, 2009.10065 1, 2007.1801732 1, 1993.2047470 1, 1995.(57) Инструмент для отделочно-упрочняющей обработки плоских поверхностей, содержащий оправку с корпусом из немагнитопроводного материала, имеющим центрирующую вставку,кольцевую камеру с шарами-ударниками и кольцевую камеру с деформирующими элементами, отличающийся тем, что содержит источник магнитного поля для разгона шаровударников и устройство перемагничивания обрабатываемых плоских поверхностей в зоне их деформирования, выполненное в виде кольцевого постоянного магнита с осевой намагниченностью, шайбы, цилиндрических магнитов с осевой намагниченностью кольцевой постоянный магнит установлен соосно оси корпуса, шайба выполнена с возможностью взаимодействия с торцом кольцевого постоянного магнита и расположена на торце центрирующей вставки, цилиндрические магниты установлены в аксиальных отверстиях корпуса с равномерным угловым шагом и чередованием полюсов, торцы цилиндрических магнитов установлены заподлицо с торцовой поверхностью корпуса, наружная поверхность шайбы и края цилиндрических магнитов равноудалены от оси симметрии кольцевой камеры с возможностью размещения деформирующих элементов, шайба выполнена из магнитопроводного материала, а оправка и центрирующая вставка изготовлены из немагнитопроводного материала. 15263 1 2011.12.30 Изобретение относится к области машиностроения и может быть использовано для чистовой обработки поверхностей ответственных плоских деталей машин из магнитопроводных материалов. Известен инструмент, содержащий корпус, пружину и деформирующий элемент 1. Однако инструмент не позволяет осуществлять упрочняющую обработку с высокой производительностью. Наиболее близким к заявляемому изобретению является инструмент для отделочноупрочняющей обработки плоских поверхностей, содержащий оправку, корпус из немагнитопроводного материала, центрирующую вставку, кольцевую камеру для размещения шаров-ударников, кольцевую камеру для расположения деформирующих элементов, шарыударники, деформирующие элементы 2. Однако при обработке магнитопроводных деталей инструмент не позволяет осуществлять комбинированное воздействие на металл деформирующими элементами (поверхностным пластическим деформированием) и магнитным полем. Соответственно снижаются качественные и эксплуатационные характеристики упрочняемой поверхности,производительность упрочняющей обработки. Задача изобретения - повышение качественных и эксплуатационных характеристик упрочняемой поверхности, повышение производительности упрочняющей обработки за счет комплексного магнитно-силового воздействия и формирования в поверхностном слое магнитопроводной детали модифицированного поверхностного слоя с улучшенными физико-механическими характеристиками. Поставленная задача достигается тем, что инструмент для отделочно-упрочняющей обработки плоских поверхностей, содержащий оправку с корпусом из немагнитопроводного материала, имеющим центрирующую вставку, кольцевую камеру с шарамиударниками и кольцевую камеру с деформирующими элементами, согласно изобретению,содержит источник магнитного поля для разгона шаров-ударников и устройство перемагничивания обрабатываемых плоских поверхностей в зоне их деформирования, выполненное в виде кольцевого постоянного магнита с осевой намагниченностью, шайбы,цилиндрических магнитов с осевой намагниченностью кольцевой постоянный магнит установлен соосно оси корпуса, шайба выполнена с возможностью взаимодействия с торцом кольцевого постоянного магнита и расположена на торце центрирующей вставки, цилиндрические магниты установлены в аксиальных отверстиях корпуса с равномерным угловым шагом и чередованием полюсов, торцы цилиндрических магнитов установлены заподлицо с торцовой поверхностью корпуса, наружная поверхность шайбы и края цилиндрических магнитов равноудалены от оси симметрии кольцевой камеры с возможностью размещения деформирующих элементов, шайба выполнена из магнитопроводного материала, а оправка и центрирующая вставка изготовлены из немагнитопроводного материала. Такое выполнение инструмента обеспечивает комбинированное магнитно-силовое воздействие на кристаллическую решетку магнитопроводногоматериала, позволяет сформировать модифицированный поверхностный слой с высокими эксплуатационными характеристиками, обеспечивает повышение пластичности деформируемого металла,снижение требуемых усилий деформирования и повышение производительности процесса упрочнения. Изобретение поясняется чертежом. На фиг. 1 показан инструмент для отделочноупрочняющей обработки плоских поверхностей фиг. 2 - вид А фиг. 1. Инструмент содержит оправку 1, корпус 2 из немагнитопроводного материала, центрирующую вставку 3, кольцевую камеру 4 для размещения шаров-ударников 5 и кольцевую камеру 6 для размещения деформирующих элементов 7. Согласно изобретению, инструмент снабжен источником магнитного поля 8 для разгона шаров-ударников 5. Инструмент снабжен также устройством перемагничивания по 2 15263 1 2011.12.30 верхностного слоя магнитопроводной детали в зоне деформирования, выполненным в виде кольцевого постоянного магнита 9 с осевой намагниченностью, шайбы 10, цилиндрических магнитов 11 с осевой намагниченностью. Кольцевой постоянный магнит 9 установлен соосно оси 12 инструмента. Шайба 10 взаимодействует с торцем 13 кольцевого постоянного магнита 9 и расположена на торце 14 центрирующей вставки 3. Цилиндрические магниты 11 установлены в аксиально-расположенных отверстиях 15 корпуса 2 с равномерным угловым шагом, чередованием полюсови . Торцы 16 цилиндрических магнитов 11 установлены заподлицо с торцовой поверхностью 17 корпуса 2. Наружная поверхность 18 шайбы 10 и края 19 цилиндрических магнитов 11 равноудалены от оси симметрии 20 кольцевой камеры 6 для размещения деформирующих элементов 7, что обеспечивает намагничивание поверхностного слоя магнитопроводной детали 21 непосредственно в зоне деформирования (под деформирующим элементом). Шайба 10 выполнена из магнитопроводного, а оправка 1 и центрирующая вставка 3 - из немагнитопроводного материала. Инструмент работает следующим образом. Оправку 1 закрепляют в шпинделе, а магнитопроводную плоскую деталь 21 - на столе станка. Оправке 1 сообщают вращение, а детали 21 - движение продольной подачи. При вращении инструмента механическая энергия вращения оправки 1 с корпусом 2 передается шарам-ударникам 5 посредством магнитного поля, создаваемого магнитом 8. В результате шары-ударники 5 разгоняются в окружном направлении с угловой скоростью 1, перемещаясь вдоль кольцевой камеры 4. Шары-ударники 5 сталкиваются с деформирующими элементами 7. Деформирующие элементы 7 под действием динамической силы от шаров-ударников 5 внедряются в поверхность детали 21 и осуществляют ее поверхностное пластическое деформирование. Одновременно с поверхностным пластическим деформированием на поверхностный слой обрабатываемой детали действует магнитное поле, причем как со стороны цилиндрических магнитов 11, так и от кольцевого постоянного магнита 9 инструмента. При этом на элементарный участок обрабатываемой поверхности периодически действует магнитное поле разной полярности, обусловленное вращением цилиндрических магнитов 11, расположенных в корпусе 2 инструмента с равномерным угловым шагом и чередованием полюсови . В результате смены полярности магнитного поля, действующего на элементарный участок детали, происходит изменение направления линий индукции магнитных полей, находящихся между цилиндрическими магнитами 11 и наружной поверхностью шайбы 10 (шайба 10 выполняет функцию магнитопровода и подводит магнитное поле в зону обработки от кольцевого постоянного магнита 9), что и обеспечивает перемагничивание поверхностного слоя магнитопроводной детали 21. Перемагничивание поверхностного слоя детали в зоне обработки благоприятно влияет на процесс поверхностного пластического деформирования способствует увеличению числа дислокаций в структуре металла снижает коэффициент трения на границах зерен деформируемого металла приводит к изменению структуры металла на уровне кристаллической решетки, в том числе к возбуждению атомов кристаллической решетки и сообщению им дополнительных колебаний обеспечивает повышение пластичности деформируемого металла, снижение требуемого усилия деформирования и повышение производительности обработки. Одновременное силовое и магнитное воздействие на деформируемый слой металла также способствует протеканию процессов диффузии и вызываемых ею фазовых и структурных преобразований в модифицируемом поверхностном слое упрочняемой детали. В результате упрочняющей обработки детали формируется модифицированный поверхностный слой с высокими качественными и эксплуатационными характеристиками. В качестве примера конкретного выполнения можно привести отделочноупрочняющую обработку детали на вертикально-фрезерном станке модели ВФ 130. Обра 3 15263 1 2011.12.30 батываемая деталь - пластина 20030025 из стали 45 ( 250-260), деформирующие элементы - шарики диаметром 12 мм из стали ШХ 15 ( 62-65), шары-ударники - шарики диаметром 15 мм из стали ШХ 15 ( 62-65). Количество шаров-ударников - 18 шт, количество деформирующих элементов - 30 шт. В качестве источника магнитного поля для разгона шаров-ударников использовали постоянный магнит с размерами 805210 мм, для перемагничивания зоны обработки применяли кольцевой магнит с осевой намагниченностью- 382012 мм и цилиндрические магниты с осевой намагниченностью- 1014 мм. Количество цилиндрических магнитов - 22 шт. Материал магнитов - 5. Величина магнитной индукции в зоне расположения шаров-ударников- 0,3 Тл, величина магнитной индукции в зоне обработки - 0,60 Тл. Режимы обработки частота вращения шпинделя - 1600 мин-1, осевая подача - 100 мм/мин. Охлаждение - масло индустриальное. При обработке заявляемым инструментом обеспечена максимальная глубина упрочнения 0,75 мм (при обработке инструментом-прототипом глубина упрочнения составляла 0,5 мм). Предлагаемый инструмент обеспечивает повышение качественных характеристик обработки, так как повышает глубину упрочняемого слоя. Производительность упрочняющей обработки, вследствие увеличения пластичности металла, возросла в 1,5-2,2 раза. Износостойкость упрочненных поверхностей (по отношению к инструменту-прототипу) выше в 1,2-1,8 раза. Источники информации 1. Чистосердов П.С., Радьков В.В. Совмещенная обработка резанием и поверхностным пластическим деформированием. - М. УТПМ, 1992. - 83 с. 2. Минаков А.П., Бунос А.А. Технологические основы пневмовибродинамической обработки нежестких деталей / Под ред. П.И. Ящерицина. - Мн. Наука и техника, 1995. - С. 65. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B24B 39/06
Метки: обработки, плоских, отделочно-упрочняющей, инструмент, поверхностей
Код ссылки
<a href="https://by.patents.su/4-15263-instrument-dlya-otdelochno-uprochnyayushhejj-obrabotki-ploskih-poverhnostejj.html" rel="bookmark" title="База патентов Беларуси">Инструмент для отделочно-упрочняющей обработки плоских поверхностей</a>
Инструмент для отделочно-упрочняющей обработки плоских поверхностей
Номер патента: 15262
Опубликовано: 30.12.2011
Авторы: Свирепа Дмитрий Михайлович, Сухоцкий Сергей Александрович, Рыжанков Дмитрий Михайлович, Довгалев Александр Михайлович
МПК: B24B 39/06
Метки: поверхностей, отделочно-упрочняющей, плоских, обработки, инструмент
Текст:
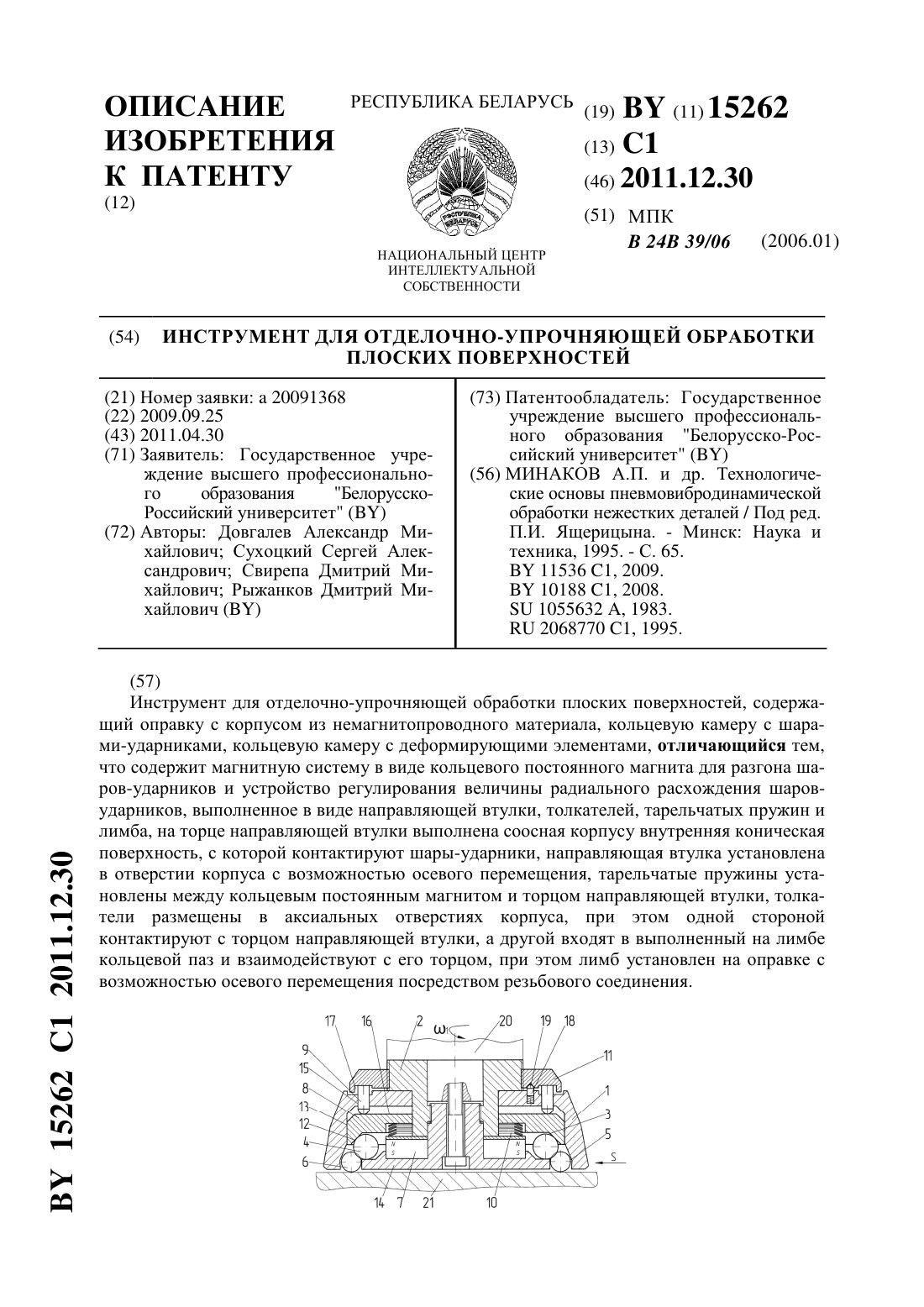
...поверхностей. Инструмент содержит корпус 1 из немагнитопроводного материала, оправку 2, кольцевую камеру 3 для шаров-ударников 4, кольцевую камеру 5 для деформирующих элементов 6. Согласно изобретению, инструмент снабжен магнитной системой в виде кольцевого постоянного магнита 7 для разгона шаров-ударников 4. Инструмент снабжен также устройством регулирования величины радиального расхождения шаров-ударников 4, выполненным в виде направляющей...
Инструмент для отделочно-упрочняющей обработки плоских поверхностей
Номер патента: 14287
Опубликовано: 30.04.2011
Авторы: Свирепа Дмитрий Михайлович, Сухоцкий Сергей Александрович, Рыжанков Дмитрий Михайлович, Довгалев Александр Михайлович
МПК: B24B 39/00
Метки: инструмент, обработки, отделочно-упрочняющей, плоских, поверхностей
Текст:
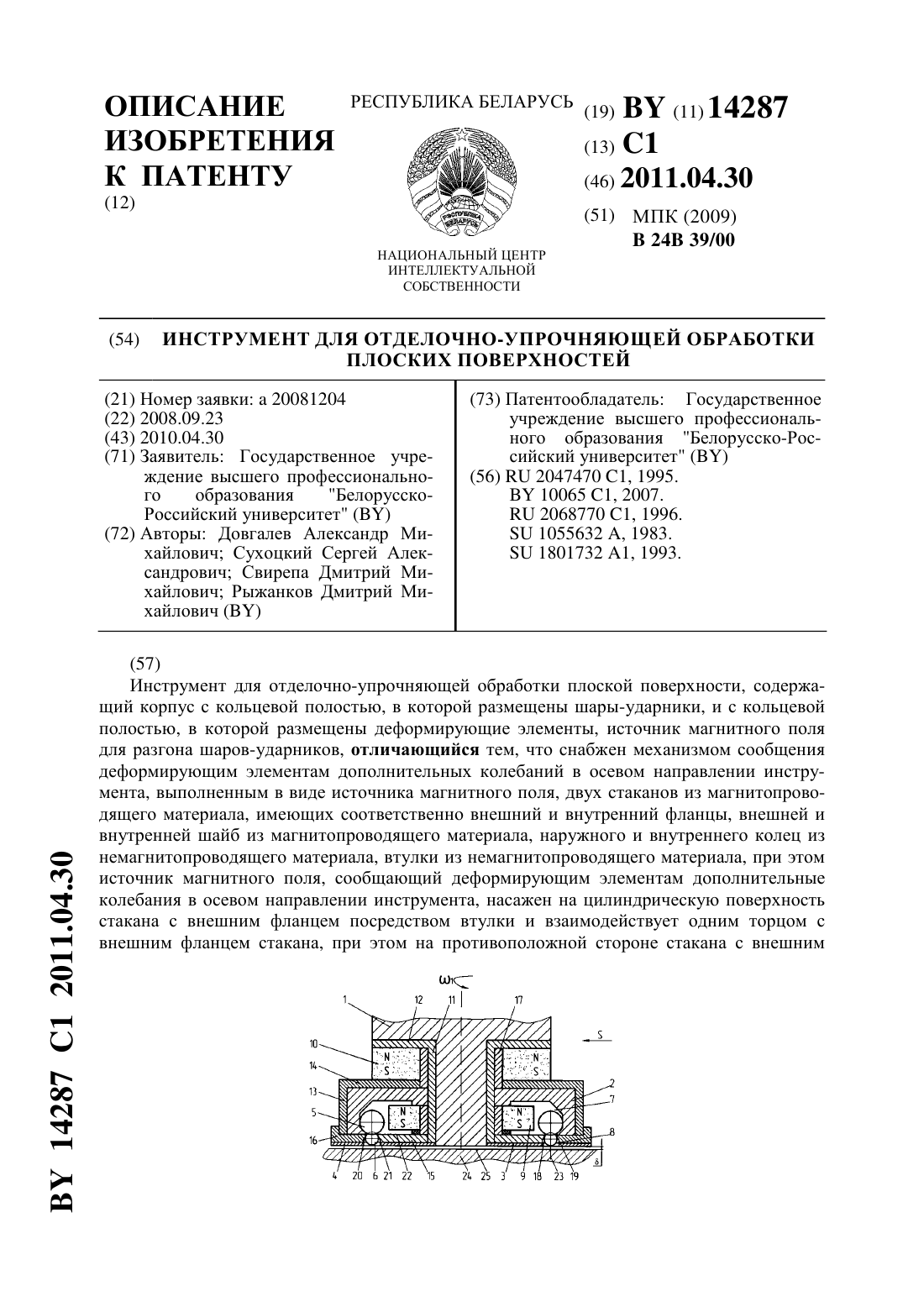
...деформирующие элементы 6, кольцевую полость 7 для размещения шаров-ударников 5, кольцевую полость 8 для размещения элементов 6. Кольцевая полость 8 образована внутренним кольцом 3 и наружным кольцом 4. Одна сторона кольцевой полости 8 открыта в осевом направлении и пересекается с торцом колец 3, 4. Другая сторона кольцевой полости 8 выходит в кольцевую полость 7. В инструменте имеется источник магнитного поля 9 в виде постоянного магнита....
Инструмент для упрочняющей обработки плоских поверхностей
Номер патента: 14014
Опубликовано: 28.02.2011
Авторы: Свирепа Дмитрий Михайлович, Рыжанков Дмитрий Михайлович, Довгалев Александр Михайлович, Сухоцкий Сергей Александрович
МПК: B24B 39/00
Метки: плоских, поверхностей, упрочняющей, инструмент, обработки
Текст:
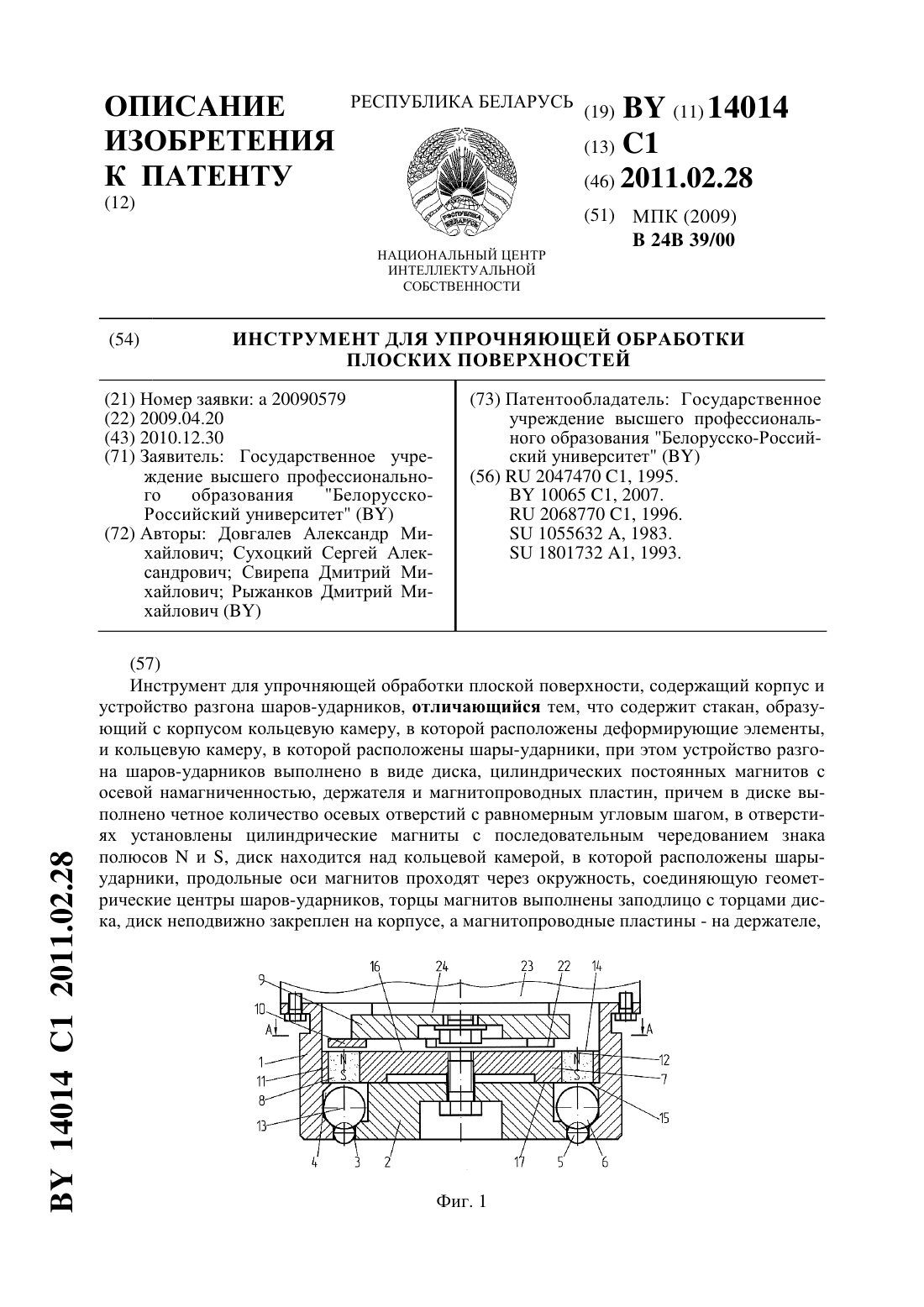
...уменьшение момента инерции вращающихся частей инструмента, что снижает энергоемкость процесса упрочнения повышение производительности поверхностного пластического деформирования за счет увеличения частоты воздействия деформирующих элементов на поверхность детали в единицу времени и придания деформирующим элементам дополнительных высокочастотных колебаний посредством шаров-ударников. Изобретение поясняется фигурами. На фиг. 1, 2 показан...
Инструмент для отделочно-упрочняющей обработки

Номер патента: 15022
Опубликовано: 30.10.2011
Авторы: Свирепа Дмитрий Михайлович, Рыжанков Дмитрий Михайлович, Сухоцкий Сергей Александрович, Довгалев Александр Михайлович
МПК: B24B 39/02
Метки: инструмент, отделочно-упрочняющей, обработки
Текст:
...инструмента. Одновременно инструмент позволяет придать магнитопроводной детали магнитные свойства. В результате деталь притягивает к себе с магнитной силой деформирующие элементы и снижает амплитуду их радиальных магнитных высокочастотных колебаний. Это приводит к снижению шероховатости поверхности и повышению качественных характеристик упрочняющей обработки. Изобретение поясняется фигурой. Инструмент содержит оправку 1 из...
Инструмент для отделочно-упрочняющей обработки плоской поверхности
Номер патента: 14651
Опубликовано: 30.08.2011
Авторы: Свирепа Дмитрий Михайлович, Сухоцкий Сергей Александрович, Довгалев Александр Михайлович, Рыжанков Дмитрий Михайлович
МПК: B24B 39/02
Метки: отделочно-упрочняющей, поверхности, инструмент, обработки, плоской
Текст:
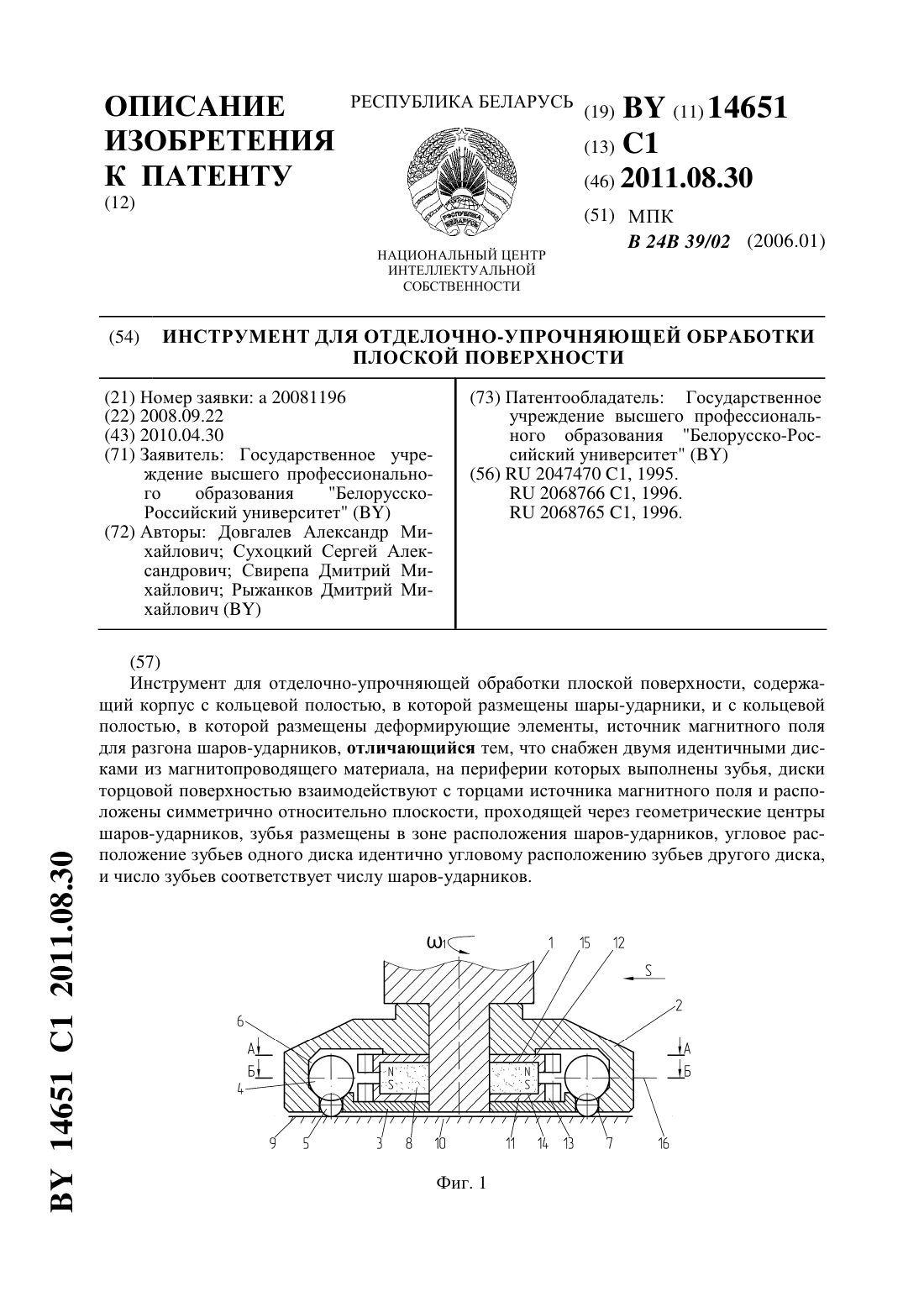
...поверхности содержит оправку 1, корпус 2, шайбу 3, шары-ударники 4, деформирующие элементы 5, кольцевую полость 6 для шаров-ударников 4, а также осевую кольцевую полость 7 для деформирующих элементов 5. На оправке 1 закреплен источник магнитного поля 8 в виде постоянного магнита с осевой намагниченностью, предназначенный для разгона шаров-ударников 4. Деформирующие элементы 5, располагаясь в осевой кольцевой полости 7, выходят в кольцевую...
Предыдущий патент: Поршень двигателя внутреннего сгорания
Следующий патент: Способ изготовления полупроводниковой кремниевой пластины ориентации (111)
Случайный патент: Способ изготовления металлизации интегральных микросхем