Способ диффузионного насыщения стальной проволоки
Номер патента: 13370
Опубликовано: 30.06.2010
Авторы: Губанов Александр Семенович, Дашкевич Владимир Георгиевич, Семенченко Марина Владимировна, Константинов Валерий Михайлович
Текст
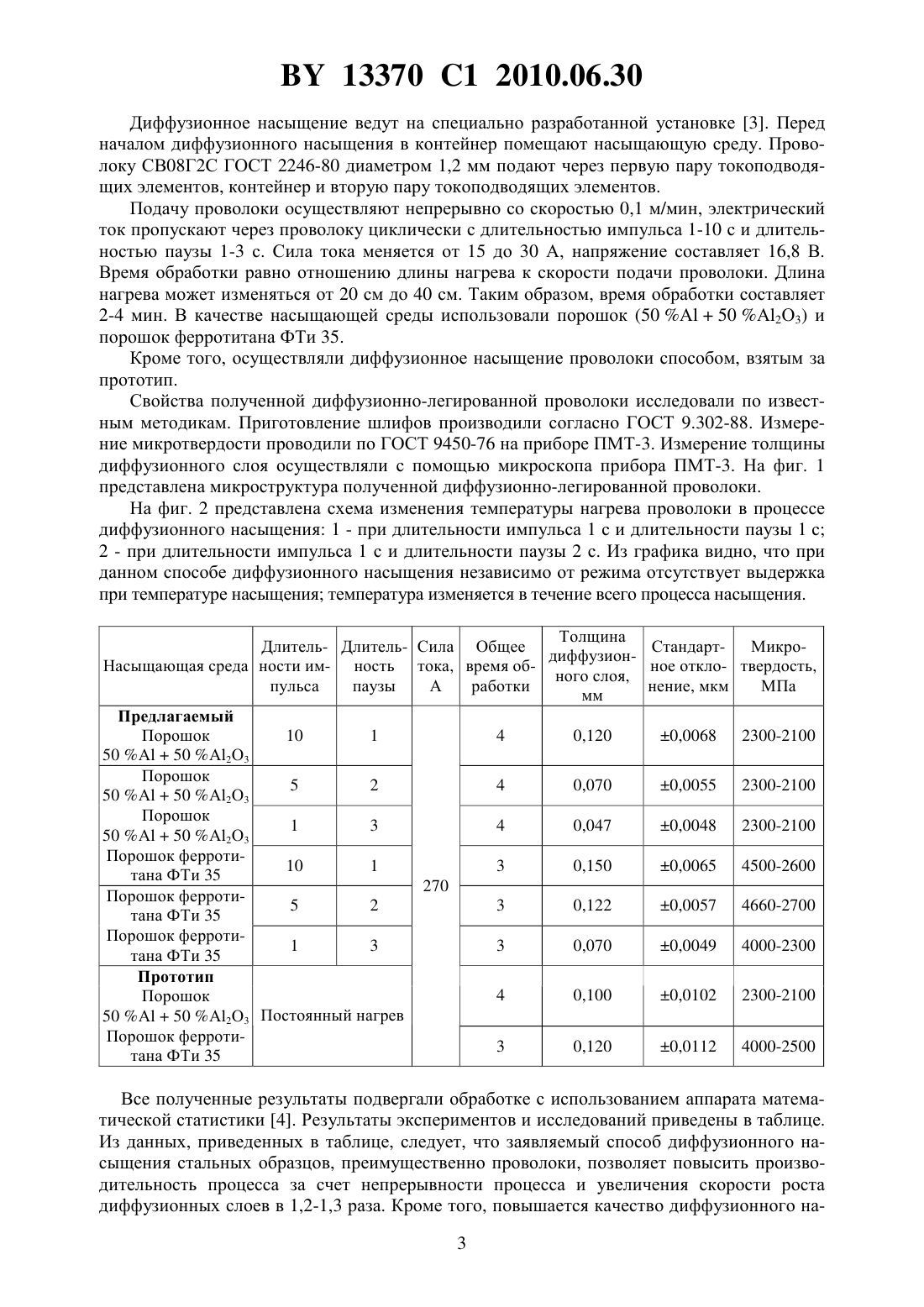
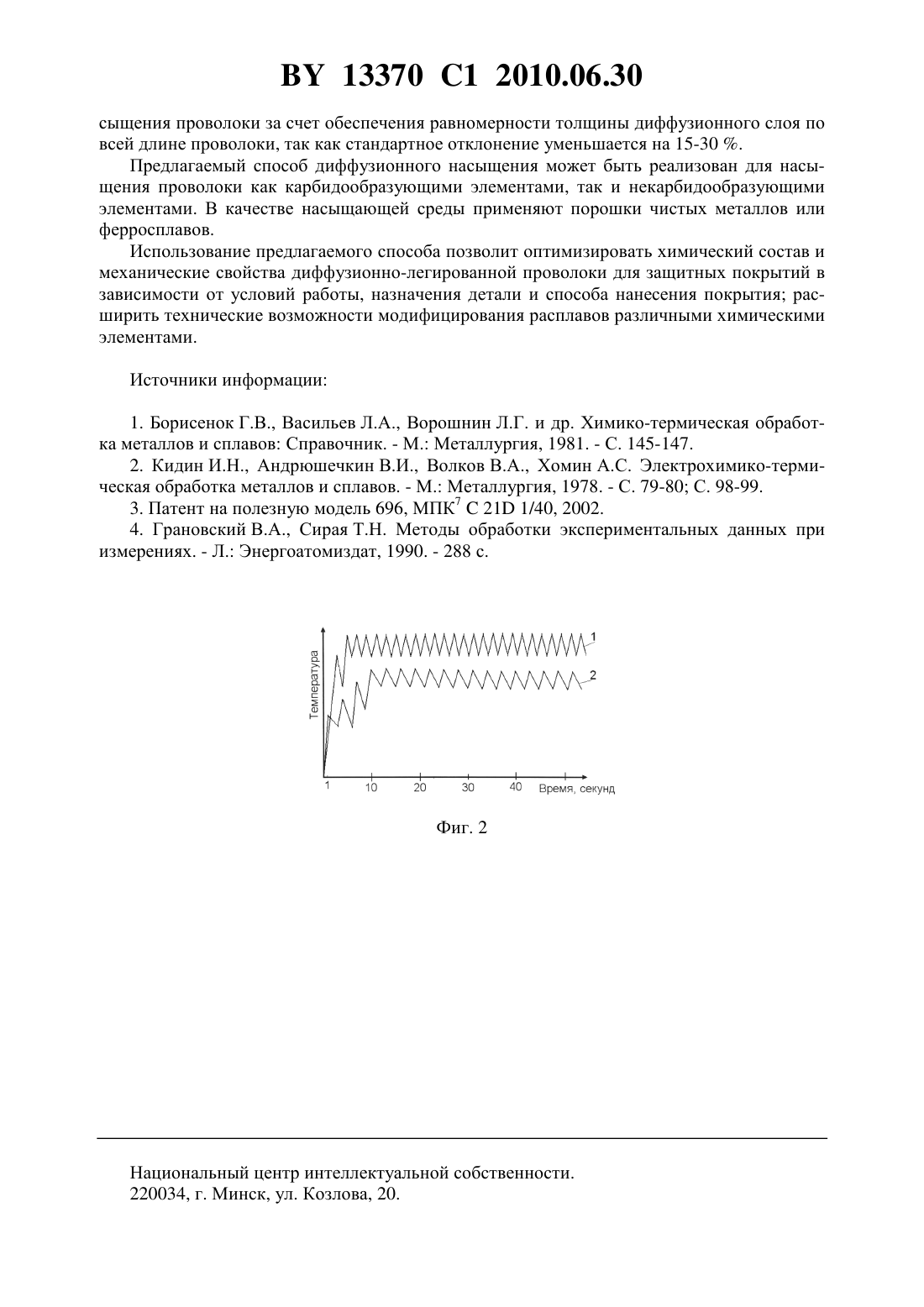
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ДИФФУЗИОННОГО НАСЫЩЕНИЯ СТАЛЬНОЙ ПРОВОЛОКИ(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Авторы Константинов Валерий Михайлович Семенченко Марина Владимировна Дашкевич Владимир Георгиевич Губанов Александр Семенович(73) Патентообладатель Учреждение образования Полоцкий государственный университет(56) КИДИН И.Н. и др. Электрохимикотермическая обработка металлов и сплавов. М. Металлургия, 1978.- С. 78-80,98-99.6720 С 1, 2004.2098509 1, 1997.2195512 1, 2002.298699, 1971.462897, 1975.1759953 1, 1992.914969 , 1963.(57) Способ диффузионного насыщения стальной проволоки, включающий подачу проволоки, через которую пропускают электрический ток, в контейнер с насыщающей средой,отличающийся тем, что подачу проволоки осуществляют непрерывно, электрический ток пропускают через проволоку циклически с длительностью импульса 1-10 с и длительностью паузы 1-3 с, а в качестве насыщающей среды применяют порошок, содержащий чистый металл или ферросплав. 13370 1 2010.06.30 Изобретение относится к области химико-термической обработки металлов и сплавов,в частности к способу диффузионного насыщения проволоки. Преимущественной областью использования изобретения является область восстановления, упрочнения поверхностей деталей, модифицирования расплавов. Известны способы химико-термической обработки стальных образцов, осуществляемые посредством нагрева в печах 1. Образцы помещают в контейнер с насыщающей средой. Упакованный контейнер загружают в печь и нагревают по заданному режиму. Насыщение осуществляется при высоких температурах (850-1050 С) с выдержкой в течение 2-15 ч, что вызывает низкую производительность процесса. Кроме того, данные способы отличаются трудоемкостью автоматизации и организации непрерывной работы. Наиболее близким техническим решением является способ диффузионного насыщения проволоки алюминием (электроалитирование), включающий подачу проволоки, через которую пропускают электрический ток, в контейнер с насыщающей средой, с изотермической выдержкой при температуре насыщения от 1 до 10 мин 2. Проволоку подают прерывисто. Насыщающая среда представляет собой порошкообразные смеси, содержащие ферроалюминий (алюминиевую пудру), криолит и другие компоненты в различных количествах, разведенные гидролизованным этилсиликатом. Данный способ диффузионного насыщения позволяет получать алитированные слои толщиной 0,015-0,2 мм за 15 мин. Однако известный способ имеет следующие недостатки. В связи с тем, что процесс диффузионного насыщения осуществляется прерывисто, то это приводит к низкой производительности процесса. Так как обрабатывается только небольшой отрезок неподвижной проволоки, то неравномерность прогрева по длине и тепловая деформация проволоки в процессе диффузионного насыщения способствует неравномерности толщины диффузионного слоя по длине проволоки и снижению качества. Задачей предложенного способа является повышение производительности и качества диффузионного насыщения проволоки за счет обеспечения равномерности толщины диффузионного слоя по всей длине проволоки. Указанная задача достигается за счет того, что способ включает непрерывную подачу проволоки в контейнер с насыщающей средой, циклическое пропускание электрического тока через проволоку циклически с длительностью импульса 1-10 с и длительностью паузы 1-3 с, а в качестве насыщающей среды применяют порошки чистых металлов или ферросплавов. Сопоставительный анализ с прототипом указывает на следующие отличия иные режимы осуществления процесса диффузионного насыщения (непрерывная подача проволоки режим пропускания электрического тока) применение иного вида насыщающей среды. Благодаря непрерывной подаче обеспечивается равномерность прогрева проволоки по длине в процессе диффузионного насыщения, что устраняет неравномерность толщины диффузионного слоя по длине проволоки и повышает качество. Выбранные режимы пропускания электрического тока вызывают ускорение диффузионных процессов за счет измельчения зерна в результате высокой скорости нагрева возникновения градиента термических напряжений в результате многократной фазовой перекристаллизации, что способствует повышению производительности процесса. Применение в качестве насыщающей среды порошков, содержащих чистые металлы или ферросплавы, позволяет повысить производительность процесса, так как в этом случае получение активных атомов для осуществления процесса диффузионного насыщения не требует значительного времени и температур. Предлагаемый способ диффузионного насыщения проволоки реализован следующим образом. 13370 1 2010.06.30 Диффузионное насыщение ведут на специально разработанной установке 3. Перед началом диффузионного насыщения в контейнер помещают насыщающую среду. Проволоку СВ 08 Г 2 С ГОСТ 2246-80 диаметром 1,2 мм подают через первую пару токоподводящих элементов, контейнер и вторую пару токоподводящих элементов. Подачу проволоки осуществляют непрерывно со скоростью 0,1 м/мин, электрический ток пропускают через проволоку циклически с длительностью импульса 1-10 с и длительностью паузы 1-3 с. Сила тока меняется от 15 до 30 А, напряжение составляет 16,8 В. Время обработки равно отношению длины нагрева к скорости подачи проволоки. Длина нагрева может изменяться от 20 см до 40 см. Таким образом, время обработки составляет 2-4 мин. В качестве насыщающей среды использовали порошок (50 А 50 А 2 О 3) и порошок ферротитана ФТи 35. Кроме того, осуществляли диффузионное насыщение проволоки способом, взятым за прототип. Свойства полученной диффузионно-легированной проволоки исследовали по известным методикам. Приготовление шлифов производили согласно ГОСТ 9.302-88. Измерение микротвердости проводили по ГОСТ 9450-76 на приборе ПМТ-3. Измерение толщины диффузионного слоя осуществляли с помощью микроскопа прибора ПМТ-3. На фиг. 1 представлена микроструктура полученной диффузионно-легированной проволоки. На фиг. 2 представлена схема изменения температуры нагрева проволоки в процессе диффузионного насыщения 1 - при длительности импульса 1 с и длительности паузы 1 с 2 - при длительности импульса 1 с и длительности паузы 2 с. Из графика видно, что при данном способе диффузионного насыщения независимо от режима отсутствует выдержка при температуре насыщения температура изменяется в течение всего процесса насыщения. Толщина Длитель- Длитель- Сила Общее СтандартдиффузионНасыщающая среда ности им- ность тока, время обное отклоного слоя,пульса паузы А работки нение, мкм мм Предлагаемый Порошок 10 1 4 0,120 0,0068 50 А 50 А 2 О 3 Порошок 5 2 4 0,070 0,0055 50 А 50 А 2 О 3 Порошок 1 3 4 0,047 0,0048 50 А 50 А 2 О 3 Порошок ферроти 10 1 3 0,150 0,0065 тана ФТи 35 270 Порошок ферроти 5 2 3 0,122 0,0057 тана ФТи 35 Порошок ферроти 1 3 3 0,070 0,0049 тана ФТи 35 Прототип 4 0,100 0,0102 Порошок 50 А 50 А 2 О 3 Постоянный нагрев Порошок ферроти 3 0,120 0,0112 тана ФТи 35 Все полученные результаты подвергали обработке с использованием аппарата математической статистики 4. Результаты экспериментов и исследований приведены в таблице. Из данных, приведенных в таблице, следует, что заявляемый способ диффузионного насыщения стальных образцов, преимущественно проволоки, позволяет повысить производительность процесса за счет непрерывности процесса и увеличения скорости роста диффузионных слоев в 1,2-1,3 раза. Кроме того, повышается качество диффузионного на 3 13370 1 2010.06.30 сыщения проволоки за счет обеспечения равномерности толщины диффузионного слоя по всей длине проволоки, так как стандартное отклонение уменьшается на 15-30 . Предлагаемый способ диффузионного насыщения может быть реализован для насыщения проволоки как карбидообразующими элементами, так и некарбидообразующими элементами. В качестве насыщающей среды применяют порошки чистых металлов или ферросплавов. Использование предлагаемого способа позволит оптимизировать химический состав и механические свойства диффузионно-легированной проволоки для защитных покрытий в зависимости от условий работы, назначения детали и способа нанесения покрытия расширить технические возможности модифицирования расплавов различными химическими элементами. Источники информации 1. Борисенок Г.В., Васильев Л.А., Ворошнин Л.Г. и др. Химико-термическая обработка металлов и сплавов Справочник. - М. Металлургия, 1981. - С. 145-147. 2. Кидин И.Н., Андрюшечкин В.И., Волков В.А., Хомин А.С. Электрохимико-термическая обработка металлов и сплавов. - М. Металлургия, 1978. - С. 79-80 С. 98-99. 3. Патент на полезную модель 696, МПК 721 1/40, 2002. 4. Грановский В.А., Сирая Т.Н. Методы обработки экспериментальных данных при измерениях. - Л. Энергоатомиздат, 1990. - 288 с. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C23C 8/00, C23C 10/00, C21D 1/34
Метки: способ, стальной, диффузионного, насыщения, проволоки
Код ссылки
<a href="https://by.patents.su/4-13370-sposob-diffuzionnogo-nasyshheniya-stalnojj-provoloki.html" rel="bookmark" title="База патентов Беларуси">Способ диффузионного насыщения стальной проволоки</a>
Смесь для комплексного диффузионного насыщения стальных деталей
Номер патента: 12795
Опубликовано: 28.02.2010
Автор: Ситкевич Михаил Васильевич
МПК: C23C 12/00
Метки: диффузионного, деталей, насыщения, комплексного, смесь, стальных
Текст:
...25-82 древесные опилки 4-10. Данная смесь имеет пониженную спекаемость и при ее использовании образуются диффузионные слои повышенной износостойкости и разгаростойкости. Однако при ее использовании на диффузионнонасыщенных поверхностях деталей после ХТО имеет место существенное налипание неотделившихся остатков смеси, что требует дополнительных операций по их удалению. Задачей, решаемой изобретением, является устранение налипания остатков...
Смесь для комплексного диффузионного насыщения стальных деталей
Номер патента: 12792
Опубликовано: 28.02.2010
Автор: Ситкевич Михаил Васильевич
МПК: C23C 12/00
Метки: комплексного, насыщения, стальных, диффузионного, смесь, деталей
Текст:
...износостойкости. Однако при ее использовании на диффузионнонасыщенных поверхностях деталей после химико-термической обработки имеет место существенное налипание неотделившихся остатков смеси, что требует дополнительных операций по их удалению. Кроме того скорость формирования диффузионных слоев при использовании данной смеси недостаточно высокая. Задачей, решаемой изобретением, является увеличение скорости формирования диффузионных...
Смесь для комплексного диффузионного насыщения стальных деталей
Номер патента: 12794
Опубликовано: 28.02.2010
Автор: Ситкевич Михаил Васильевич
МПК: C23C 12/00
Метки: стальных, диффузионного, насыщения, деталей, комплексного, смесь
Текст:
...выдержках в камерных печах. При этом идет образование диффузионных слоев повышенной износостойкости. Однако при ее использовании на диффузионнонасыщенных поверхностях деталей после химико-термической обработки имеет место существенное налипание неотделившихся остатков смеси, что требует дополнительных операций по их удалению. Задачей, решаемой изобретением, является устранение налипания остатков смеси на поверхности...
Смесь для комплексного диффузионного насыщения стальных деталей
Номер патента: 6139
Опубликовано: 30.06.2004
Автор: Ситкевич Михаил Васильевич
МПК: C23C 12/02
Метки: диффузионного, стальных, смесь, деталей, комплексного, насыщения
Текст:
...натрий, кварцевый песок, нитридное соединение, дополнительно содержит графит, а в качестве нитридного соединения - продукт карбонитрации порошка быстрорежущей вольфрамомолибденовой стали при следующем соотношении компонентов,по массе карбид бора 10-60 фтористый натрий 1-5 продукт карбонитрации порошка вольфрамомолибденовой быстрорежущей стали 5-15 кварцевый песок 25-83 графит 1-5. Данная смесь позволяет проводить процессы ХТО при длительных...
Смесь для комплексного диффузионного насыщения стальных деталей
Номер патента: 12793
Опубликовано: 28.02.2010
Авторы: Ситкевич Михаил Васильевич, Старовойтова Евгения Михайловна
МПК: C23C 12/00
Метки: диффузионного, деталей, комплексного, смесь, насыщения, стальных
Текст:
...ХТО имеет место существенное налипание неотделившихся остатков смеси, что требует дополнительных операций по их удалению. Кроме того скорость формирования диффузионных слоев при использовании данной смеси недостаточно высокая. Задачей, решаемой изобретением, является увеличение скорости формирования диффузионных слоев и устранение налипания остатков смеси на поверхности диффузионноупрочненных деталей после химико-термической обработки....
Предыдущий патент: Полисопряженные соединения дибензопроизводных пятичленных гетероциклов с одним гетероатомом, проявляющие люминесцентные свойства, и способ их получения
Следующий патент: Способ хирургической декомпрессии плече-лопаточного промежутка
Случайный патент: Способ контактной точечной сварки плоской детали из листового металла с цилиндрической деталью