Способ подготовки образца телескопического паяного соединения к испытанию
Номер патента: 6138
Опубликовано: 30.06.2004
Авторы: Кузменко Игорь Михайлович, Цумарев Юрий Алексеевич, Молодцов Сергей Николаевич, Цумарева Татьяна Сергеевна, Катькало Артем Александрович
Текст
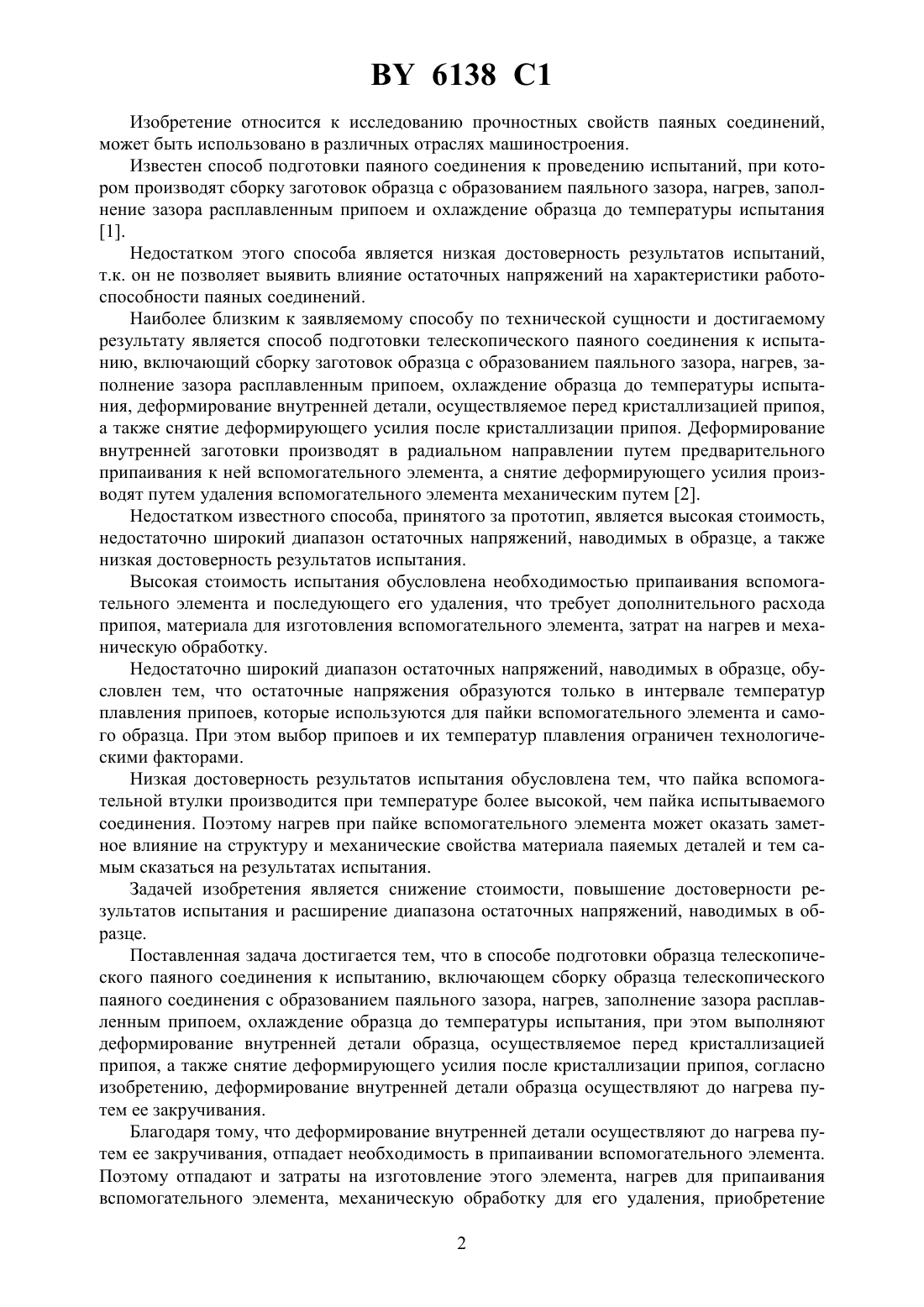
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОДГОТОВКИ ОБРАЗЦА ТЕЛЕСКОПИЧЕСКОГО ПАЯНОГО СОЕДИНЕНИЯ К ИСПЫТАНИЮ(71) Заявитель Государственное учреждение высшего профессионального образования БЕЛОРУССКО-РОССИЙСКИЙ УНИВЕРСИТЕТ(72) Авторы Цумарев Юрий Алексеевич Кузменко Игорь Михайлович Цумарева Татьяна Сергеевна Катькало Артем Александрович Молодцов Сергей Николаевич(73) Патентообладатель Государственное учреждение высшего профессионального образования БЕЛОРУССКО-РОССИЙСКИЙ УНИВЕРСИТЕТ(57) Способ подготовки образца телескопического паяного соединения к испытанию,включающий сборку образца телескопического паяного соединения с образованием паяльного зазора, нагрев, заполнение зазора расплавленным припоем, охлаждение образца до температуры испытания, при этом выполняют деформирование внутренней детали образца, осуществляемое перед кристаллизацией припоя, а также снятие деформирующего усилия после кристаллизации припоя, отличающийся тем, что деформирование внутренней детали образца осуществляют до нагрева путем ее закручивания. 6138 1 Изобретение относится к исследованию прочностных свойств паяных соединений,может быть использовано в различных отраслях машиностроения. Известен способ подготовки паяного соединения к проведению испытаний, при котором производят сборку заготовок образца с образованием паяльного зазора, нагрев, заполнение зазора расплавленным припоем и охлаждение образца до температуры испытания 1. Недостатком этого способа является низкая достоверность результатов испытаний,т.к. он не позволяет выявить влияние остаточных напряжений на характеристики работоспособности паяных соединений. Наиболее близким к заявляемому способу по технической сущности и достигаемому результату является способ подготовки телескопического паяного соединения к испытанию, включающий сборку заготовок образца с образованием паяльного зазора, нагрев, заполнение зазора расплавленным припоем, охлаждение образца до температуры испытания, деформирование внутренней детали, осуществляемое перед кристаллизацией припоя,а также снятие деформирующего усилия после кристаллизации припоя. Деформирование внутренней заготовки производят в радиальном направлении путем предварительного припаивания к ней вспомогательного элемента, а снятие деформирующего усилия производят путем удаления вспомогательного элемента механическим путем 2. Недостатком известного способа, принятого за прототип, является высокая стоимость,недостаточно широкий диапазон остаточных напряжений, наводимых в образце, а также низкая достоверность результатов испытания. Высокая стоимость испытания обусловлена необходимостью припаивания вспомогательного элемента и последующего его удаления, что требует дополнительного расхода припоя, материала для изготовления вспомогательного элемента, затрат на нагрев и механическую обработку. Недостаточно широкий диапазон остаточных напряжений, наводимых в образце, обусловлен тем, что остаточные напряжения образуются только в интервале температур плавления припоев, которые используются для пайки вспомогательного элемента и самого образца. При этом выбор припоев и их температур плавления ограничен технологическими факторами. Низкая достоверность результатов испытания обусловлена тем, что пайка вспомогательной втулки производится при температуре более высокой, чем пайка испытываемого соединения. Поэтому нагрев при пайке вспомогательного элемента может оказать заметное влияние на структуру и механические свойства материала паяемых деталей и тем самым сказаться на результатах испытания. Задачей изобретения является снижение стоимости, повышение достоверности результатов испытания и расширение диапазона остаточных напряжений, наводимых в образце. Поставленная задача достигается тем, что в способе подготовки образца телескопического паяного соединения к испытанию, включающем сборку образца телескопического паяного соединения с образованием паяльного зазора, нагрев, заполнение зазора расплавленным припоем, охлаждение образца до температуры испытания, при этом выполняют деформирование внутренней детали образца, осуществляемое перед кристаллизацией припоя, а также снятие деформирующего усилия после кристаллизации припоя, согласно изобретению, деформирование внутренней детали образца осуществляют до нагрева путем ее закручивания. Благодаря тому, что деформирование внутренней детали осуществляют до нагрева путем ее закручивания, отпадает необходимость в припаивании вспомогательного элемента. Поэтому отпадают и затраты на изготовление этого элемента, нагрев для припаивания вспомогательного элемента, механическую обработку для его удаления, приобретение 2 6138 1 припоя и флюса. Это значительно снижает стоимость операции подготовки образца к испытанию и повышает достоверность полученных результатов. Кроме того, режим деформирования внутренней детали образца путем ее растяжения либо сжатия в осевом направлении не зависит от технологических особенностей припаивания вспомогательного элемента и поэтому может быть достигнут любой заданный по условиям испытания уровень остаточных напряжений, наводимых в образце, что способствует расширению диапазона остаточных напряжений. Сущность изобретения поясняется чертежом, на котором показана схема подготовки телескопического паяного соединения к испытанию. Подготовку образца телескопического паяного соединения, состоящего из внутренней детали 1, наружной детали 2 и припоя 3, производят следующим образом. Внутреннюю деталь 1 устанавливают с зазором относительно наружной детали 2 и закручивают, как это показано на чертеже. После этого производят нагрев деталей 1 и 2, а зазор между ними заполняют припоем 3, затем производят охлаждение деталей 1 и 2 вместе с припоем 3. После кристаллизации припоя 3 усилия, закручивающие внутреннюю деталь 1, снимают,однако эта деталь не может свободно изменять свои размеры, освобождаясь от напряжений, созданных в ней перед пайкой. Этому мешают припой 3 и наружная деталь 2, с которыми теперь жестко связана закрученная деталь 1. Наружная деталь 2, препятствуя сокращению внутренней детали 1, окажется закрученной в противоположном направлении. Таким образом, в паяном телескопическом соединении будут наведены остаточные напряжения, которые можно учесть при проведении испытаний на статическую, циклическую прочность либо коррозионную стойкость. Если по условиям испытания потребуется увеличить уровень остаточных напряжений, то для этого достаточно увеличить степень закрученности внутренней детали 1 перед ее припаиванием к наружной детали 2. Телескопические паяные соединения, схематично показанные на чертеже, пригодны для проведения испытаний на коррозионную стойкость, а также на тепловой удар. Если их разрезать пополам плоскостью симметрии, то будут получены два стандартных образца,пригодных для проведения испытаний на срез при статическом, циклическом либо ударном нагружении. Источники информации 1. Хряпин В.Е., Лакедемонский А.В. Справочник паяльщика. - М. Машиностроение,1974. - С. 7. 2. А. с. СССР 1523950, МПК 01 1/28, 1989. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: G01N 1/28
Метки: телескопического, паяного, соединения, подготовки, способ, испытанию, образца
Код ссылки
<a href="https://by.patents.su/3-6138-sposob-podgotovki-obrazca-teleskopicheskogo-payanogo-soedineniya-k-ispytaniyu.html" rel="bookmark" title="База патентов Беларуси">Способ подготовки образца телескопического паяного соединения к испытанию</a>
Способ подготовки образца телескопического паяного соединения к испытанию

Номер патента: 6051
Опубликовано: 30.03.2004
Авторы: Латыпова Елена Юрьевна, Цумарева Татьяна Сергеевна, Цумарев Юрий Алексеевич
МПК: G01N 1/28
Метки: соединения, испытанию, паяного, способ, подготовки, образца, телескопического
Текст:
...внутренней детали образца осуществляют до нагрева путем ее растяжения либо сжатия в осевом направлении. Благодаря тому, что деформирование внутренней детали образца осуществляют до нагрева путем ее растяжения либо сжатия в осевом направлении, отпадает необходимость в припаивании вспомогательного элемента. Поэтому отпадают и затраты на изготовление этого элемента, нагрев для припаивания вспомогательного элемента, механическую...
Устройство для подготовки к испытанию паяного соединения
Номер патента: U 489
Опубликовано: 30.03.2002
Авторы: Цумарева Татьяна Сергеевна, Кузменко Игорь Михайлович, Цумарев Юрий Алексеевич, Балышева Виктория Константиновна
МПК: G01N 3/18
Метки: паяного, соединения, подготовки, испытанию, устройство
Текст:
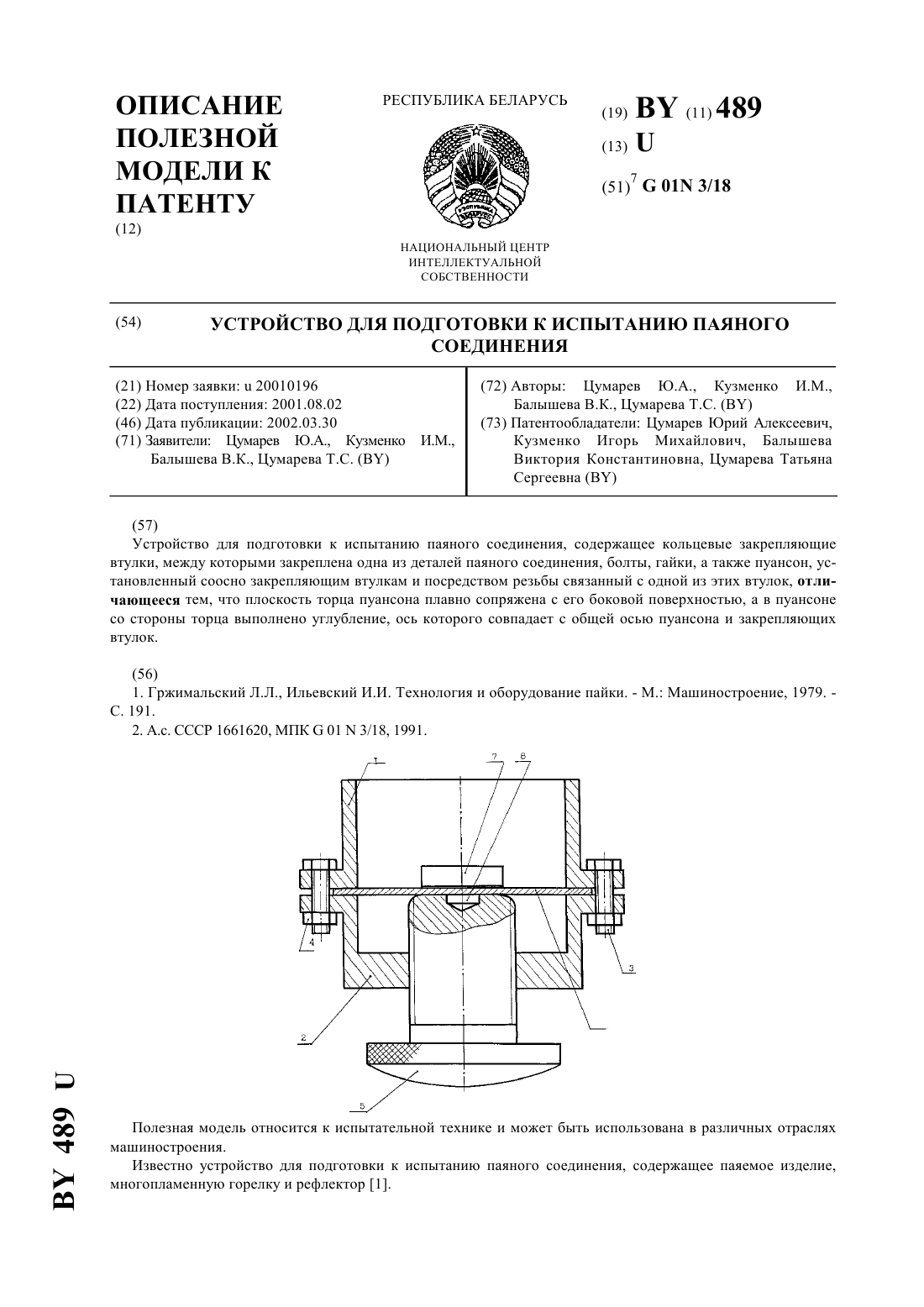
...углубление, ось которого совпадает с общей осью пуансона и закрепляющих втулок. Благодаря тому, что плоскость торца пуансона плавно сопряжена с его боковой поверхностью, а в пуансоне со стороны торца выполнено углубление, соосное пунсону и закрепляющим втулкам, контакт пуансона с деформируемой им деталью происходит по кольцевой поверхности, а не по линии. Поэтому подвергающаяся силовому воздействию тонкостенная деталь может выдержать...
Конструкция паяного соединения
Номер патента: 6248
Опубликовано: 30.06.2004
Авторы: Цумарева Татьяна Сергеевна, Цумарев Юрий Алексеевич, Латыпова Елена Юрьевна
МПК: B23K 3/00
Метки: конструкция, паяного, соединения
Текст:
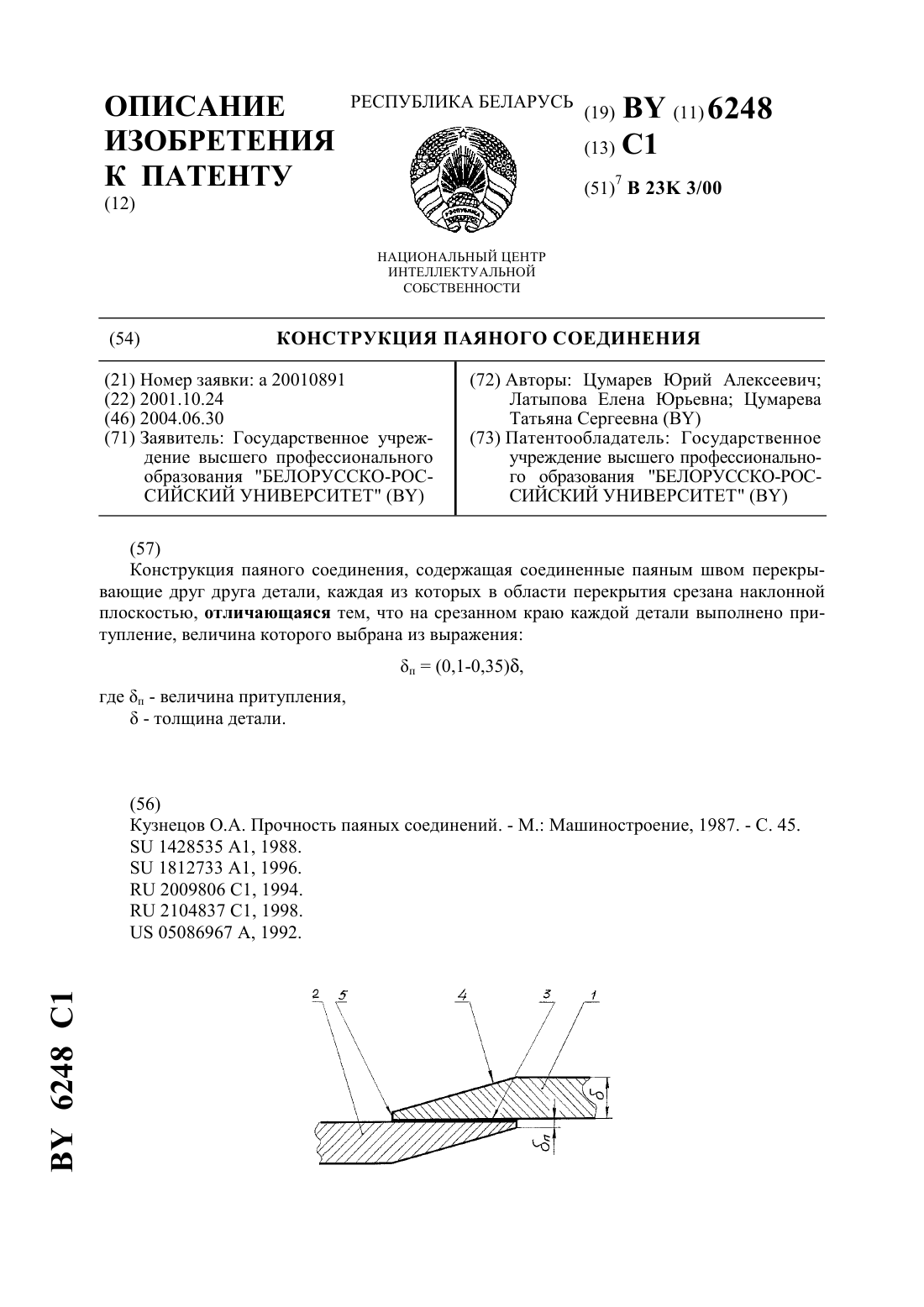
...перекрытия срезана наклонной плоскостью, согласно изобретению, на срезанном краю каждой детали выполнено притупление, величина которого выбрана из выражения п(0,10,35),где п - величина притупления,- толщина детали. Благодаря тому, что на срезанном краю каждой детали выполнено притупление,уменьшается податливость крайних областей соединяемых деталей и возрастает нагрузка,воспринимаемая ими. Соответственно уменьшается часть нагрузки,...
Устройство для испытания образца заклепочного соединения двух деталей на усталость при изгибе
Номер патента: 664
Опубликовано: 30.06.1995
Авторы: Горбацевич М. И., Петушок Н. М., Протасеня Э. М., Панов А. Н.
МПК: G01N 3/32
Метки: изгибе, заклепочного, испытания, устройство, образца, усталость, соединения, двух, деталей
Текст:
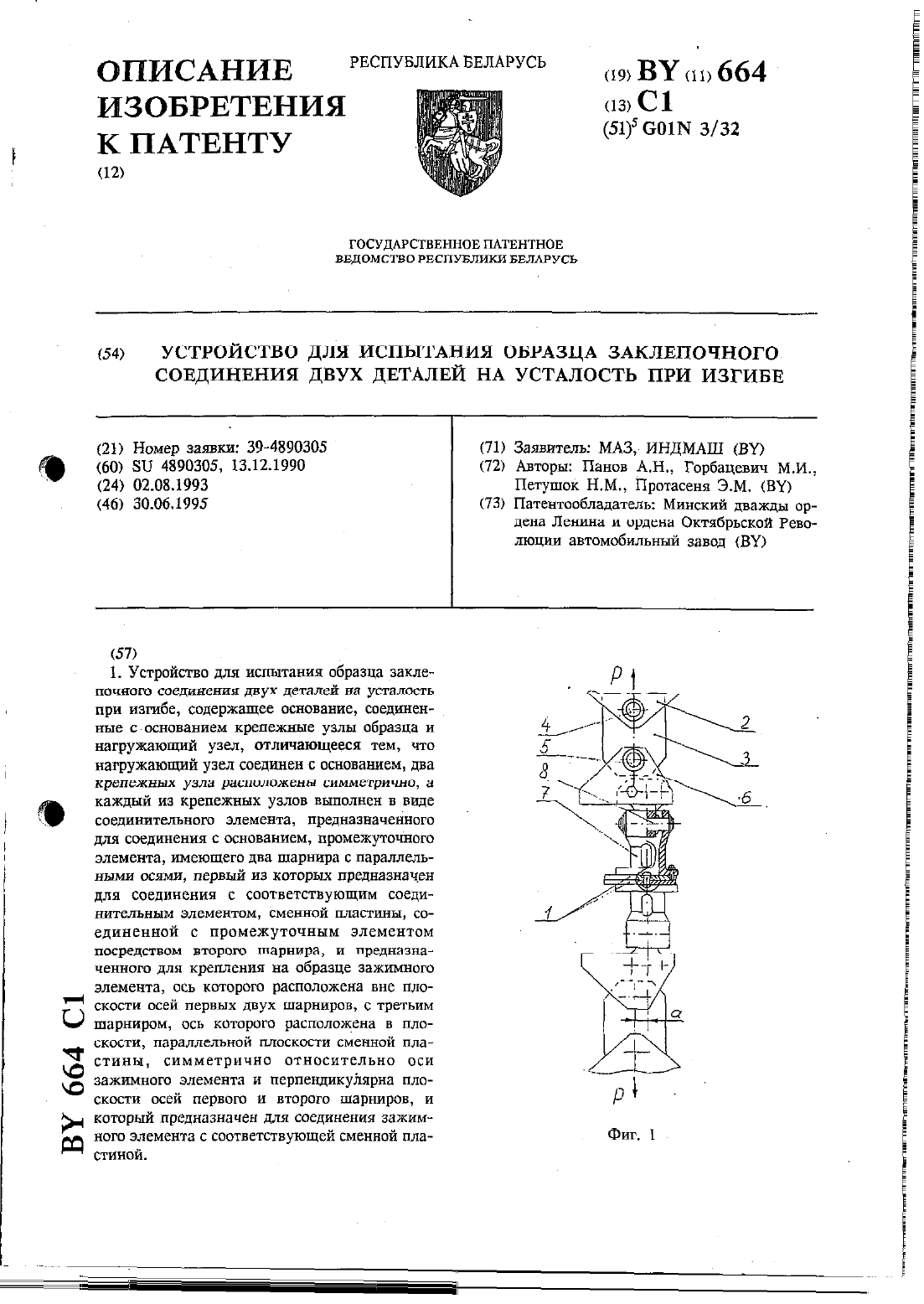
...испытаний.Задача изобретения заключается в повышении точности испытаний и обеспечении испытаний не только на изгиб, но и на изгиб с растяжением.Поставленная задача выполняется благодаря тому, что в устройстве для испытания образца заклепочного соединения двух деталей на усталость при изгибе, содержащем основание,соединенные с основанием крепежные узлы образца и нагружающий узел, согласно изобретению последний соединен с основанием, два...
Способ соединения спирально навитых термопластичных труб
Номер патента: 2383
Опубликовано: 30.09.1998
Автор: Бломквист Гуннар
МПК: B29C 57/10, B29C 65/02, B29C 65/42...
Метки: термопластичных, спирально, соединения, труб, способ, навитых
Текст:
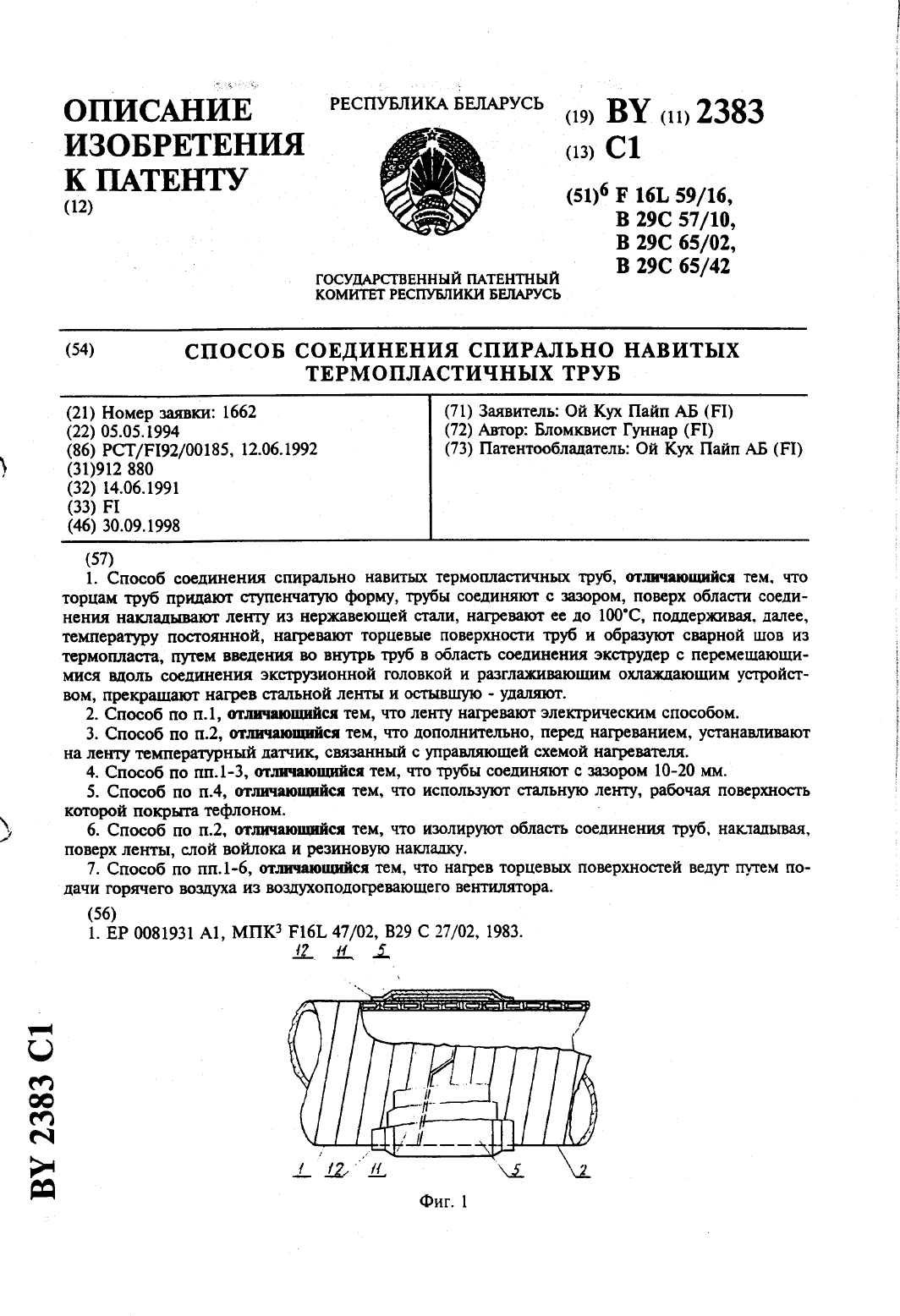
...с зазором равным радиальному размеру пустотелого профиля, из которого состоят спирально навитые трубы, используют стальную ленту, рабочая часть которой покрьтта тефлоном, перед нагреванием на ленту устанавливают температурный датчик, связанный с управляющей схемой нагревателя (на чертеже не показаны), изолируют область соединения труб, накладывая, поверх ленты, слой войлока и резиновую накладку, затем нагревают ленту электрическим...
Предыдущий патент: Способ записи контурных голограмм
Следующий патент: Способ розлива вина в кег
Случайный патент: Антагонисты LHRH, их получение и использование в качестве лекарственных средств