Способ и устройство для регулирования вязкости пластиков
Текст
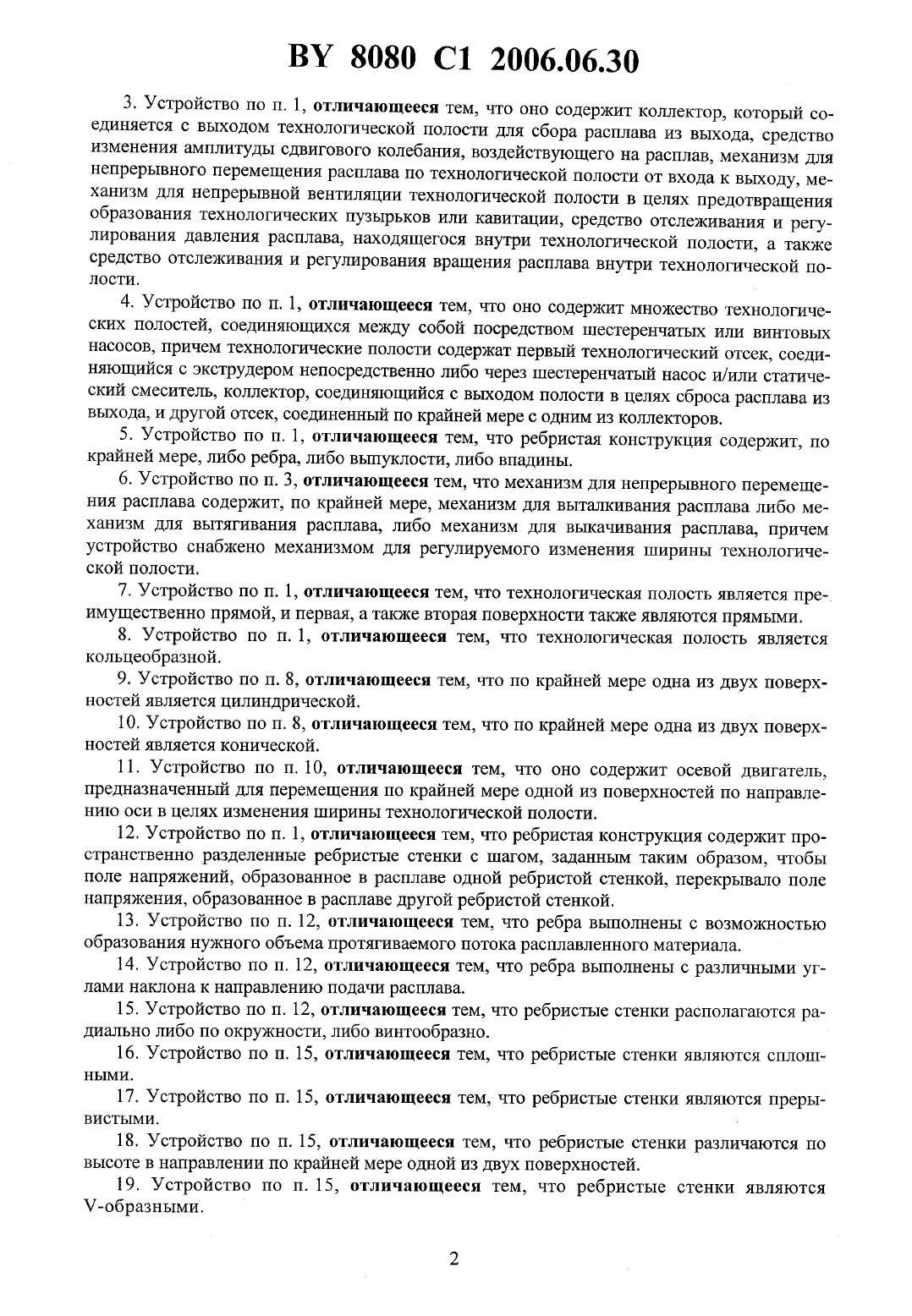
3. Устройство по п. 1, отличающееся тем, что оно содержит коллектор, который соединяется с выходом технологической полости для сбора расплава из выхода, средство изменения амплитуды сдвигового колебания, воздействующего на расплав, механизм для непрерывного перемещения расплава по технологической полости от входа к выходу, механизм для непрерывной вентиляции технологической полости в целях предотвращения образования технологических пузырьков или кавитации, средство отслеживания и регулирования давления расплава, находящегося внутри технологической полости, а также средство отслеживания и регулирования вращения расплава внутри технологической полости.4. Устройство по п. 1, отличающееся тем, что оно содержит множество технологических полостей, соединяющихся между собой посредством шестеренчатых или винтовых насосов, причем технологические полости содержат первый технологический отсек, соединяющийся с экструдером непосредственно либо через шестеренчатый насос и/или статический смеситель, коллектор, соединяющийся с выходом полости в целях сброса расплава из выхода, и другой отсек, соединенный по крайней мере с одним из коллекторов.5. Устройство по п. 1, отличающееся тем, что ребристая конструкция содержит, по крайней мере, либо ребра, либо выпуклости, либо впадины.6. Устройство по п, 3, отличающееся тем, что механизм для непрерывного перемещения расплава содержит, по крайней мере, механизм для выталкивания расплава либо механизм для вытягивания расплава, либо механизм для выкачивания расплава, причем устройство снабжено механизмом для регулируемого изменения ширины технологической полости.7. Устройство по п. 1, отличающееся тем, что технологическая полость является пре имущественно прямой, И первая, а также вторая поверхности также являются прямыми.8. Устройство по п. 1, отличающееся тем, что технологическая полость является кольцеобразной.9. Устройство по п. 8, отличающееся тем, что по крайней мере одна из двух поверхностей является цилиндрической.10. Устройство по п. 8, отличающееся тем, что по крайней мере одна из двух поверхностей является конической.11. Устройство по п. 10, отличающееся тем, что оно содержит осевой двигатель,предназначенный для перемещения по крайней мере одной из поверхностей по направлению оси в целях изменения ширины технологической полости.12. Устройство по п. 1, отличающееся тем, что ребристая конструкция содержит пространственно разделенные ребристые стенки с шагом, заданным таким образом, чтобы поле напряжений, образованное в расплаве одной ребристой стенкой, перекрывало поле напряжения, образованное в расплаве другой ребристой стенкой.13. Устройство по п. 12, отличающееся тем, что ребра выполнены с возможностью образования нужного объема протягиваемого потока расплавленного материала.14. Устройство по п. 12, отличающееся тем, что ребра выполнены с различными углами наклона к направлению подачи расплава.15. Устройство по п. 12, отличающееся тем, что ребристые стенки располагаются радиально либо по окружности, либо винтообразно.16. Устройство по п. 15, отличающееся тем, что ребристые стенки являются сплошными.17. Устройство по п. 15, отличающееся тем, что ребристые стенки являются прерь 1 вистыми.18. Устройство по п. 15, отличающееся тем, что ребристые стенки различаются по высоте в направлении по крайней мере одной из двух поверхностей.19. Устройство по п. 15, отличающееся тем, что ребристые стенки являются У-образными.20. Устройство по п. 1, отличающееся тем, что технологическая полость является кольцеобразной И ее радиус, по крайней мере, один раз изменяется между входом и вЬ 1 ходом технологической полости.21. Устройство по п. 1, отличающееся тем, что ребристая конструкция содержит множество выпуклостей, отделенных друг от друга пространством.22. Устройство по п. 21, отличающееся тем, что выпуклости являются Многоугольнь 1 ми.23. Устройство по п. 21, отличающееся тем, что вьшуклости имеют закругленные контуры, сконструированные таким образом, чтобы устранить завихрение расплава, проходящего по данным выпуклостям.24. Устройство по п. 1, отличающееся тем, что технологическая полость образована между множеством внешних винтов, вращающихся друг против друга и образующих внутренне пространство, и внутренним ротором, вращающимся во внутреннем пространстве, причем внутренний ротор несет ребристую конструкцию. .25. Устройство по п. 1, отличающееся тем, что технологическая полость образована внешним тороидальным корпусом, внутренним ротором и рядом продолговатых деталей,соединенных друг с другом и с ротором и вращающихся в тороидальном корпусе.26. Устройство по п. 1, отличающееся тем, что технологическая полость содержит пару корпусов, соединенных между собой посредством насоса, И ротор, вращающийся в каждом корпусе, который образует зазор между каждым ротором и его соответствующим корпусом.27. Устройство по п. 1, отличающееся тем, что технологическая полость является кольцеобразной, первая поверхность является внешней поверхностью ротора, а вторая поверхность является внутренней поверхностью цилиндра, принимающего ротор.28. Устройство по п. 27, отличающееся тем, что двигатель содержит двойной двигательный механизм, обуславливающий постоянное вращение и колебательное вращение ротора для образования сдвигового колебания избранной частоты и амплитуды.29. Устройство по п. 28, отличающееся тем, что двойной двигательный механизм содержит дифференциальный вал, способный независимо регулировать постоянное вращение, а также частоту и амплитуду колебательного вращения.30. Устройство по п. 29, отличающееся тем, что дифференциальный вал снабжен эпициклическим двигателем.31. Устройство по п. 30, отличающееся тем, что содержит экструдер, сообщающийся с технологической полостью, причем к экструдеру присоединен эпициклический двигатель, который приводит экструдер в движение.32. Устройство по п. 1, отличающееся тем, что двигатель взаимодействует с ребристой конструкцией в целях образования сдвигового колебания избранной частоты и амплитуды, воздействующее на усталостный протяжной поток расплава, находящийся в интервале, по крайней мере, в той степени, чтобы обеспечить раскручивание расплава.33. Устройство по п. 32, отличающееся тем, что содержит коллектор, который соединяется с выходом технологической полости Для сбора расплава на выходе, а также устройство для раскручивания, содержащееся в коллекторе и предназначенное для продвижения и раскручивания расплава, движущегося по коллектору.34. Устройство по п. 1, отличающееся тем, что первая поверхность является-внешней поверхностью ротора экструдера, а вторая поверхность является внутренней поверхностью цилиндра экструдера, принимающего ротор экструдера, причем устройство содержит механизм регулирования температуры, предназначенный для нагрева и охлаждения расплава в технологической полости, а двигатель снабжен мотором, обеспечивающим вращение ротора.35. Устройство по п. 1, отличающееся тем, что первая поверхность является внешней поверхностью стержня клапана-затвора, а вторая поверхность является внутренней поверхностью цилиндра клапана-затвора, которая принимает стержень.36. Устройство по п. 1, отличающееся тем, что содержит экструдер, который снабжен выпускным отверстием и образует, по крайней мере, часть загрузочного механизма, а также содержит пресс-форму с косой или перекрестной насадкой, соединенную между выпускным отверстием экструдера и входом технологической полости для подачи расплава из выпускного отверстия экструдера на вход технологической полости.37. Устройство по п. 1, отличающееся тем, что первая поверхность является внешней поверхностью ротора и несет ребристую конструкцию, а вторая поверхность является внутренней поверхностью цилиндра, принимающего ротор, причем в указанном цилиндре полость разделена на множество отсеков в целях экструдирования и раскручивания расплава.38. Устройство по п. 37, отличающееся тем, что по крайней мере в одном из отсеков ротор снабжен винтом для продвижения расплава по технологической полости, по крайней мере один из отсеков содержит механизм прессовки расплава в полости и по крайней мере один из отсеков снабжен ребристой конструкцией для раскручивания расплава.39. Устройство по п. 1, отличающееся тем, что содержит аппарат инжекционного литья, соединенный с технологической полостью и предназначенный, по крайней мере, либо для приема обработанного расплава из выхода технологической полости, либо для подачи необработанного расплава на вход технологической полости.40. Устройство по п. 1, отличающееся тем, что содержит механизм рециркуляции, соединенный между нижней и верхней сторонами технологической полости И предназначенный для рециркуляции, по крайней мере, части расплава в целях дополнительной обработки по уменьшению вязкости, осуществляемой в технологической полости.41. Устройство по п. 1, отличающееся тем, что оно содержит механизм регулирования температуры вдоль технологической полости.42. Устройство по п. 41, отличающееся тем, что механизм регулирования температуры регулирует температуру вдоль технологической полости в целях поддержания заданной эластичности расплава.43. Устройство по п. 41, отличающееся тем, что механизм регулирования температуры регулирует температуру вдоль технологической полости в целях поддержания заданного профиля температур расплава вдоль технологической полости.44. Устройство по п. 1, отличающееся тем, что ребристая конструкция характеризуется плотностНЬ 1 м распределением ребер вдоль по крайней мере одной из двух поверхностей, причем устройство содержит механизм регулирования температуры вдоль технологической полости, и температура в результате регулировки изменяется вдоль технологической полости, как функция плотности ребра, причем более высокая температура соответствует более высокой плотности ребра.45. Способ производства полимерного материала посредством его сдвигового колебания, при котором осуществляют повышение температуры для расплавления полимера и осуществляют сдвиг соразмерно вязкости расплава, отличающийся тем, что процесс раскручивания расплава осуществляют посредством сдвигового колебания при усталостной деформации растяжения вплоть до заданного уровня раскрученного состояния макромолекул полимера, регулируют температуру кристаллизации полимера благодаря динамическому воздействию скорости охлаждения начала кристаллизации с устранением препятствий для такого преобразования и осуществляют последующую обработку полимера вплоть до его отверждения.46. Способ по п. 45, отличающийся тем, что в результате регулирования температуры плавления полимера последний охлаждается с заданной скоростью до заданной температуры при одновременном регулировании частоты сдвигового колебания, как функции температуры плавления, в целях поддержания специфического состояния эластичности расплава, что повьпцает эффективность раскручивания.47. Способ по п. 45, отличающийся тем, что в результате регулирования температуры плавления полимера последний охлаждается с заданной скоростью до заданной темпера 4туры при одновременном регулировании амплитуды сдвигового колебания, как функции температуры плавления, в целях поддержания специфического состояния эластичности расплава, что повышает эффективность раскручивания и позволяет избежать разрушения расплава.48. Способ по п. 45, отличающийся тем, что в результате регулирования температуры плавления расплава последний охлаждается с заданной скоростью до заданной температуры при одновременном регулировании скорости колебательного потока,воздействующего на расплав, как функции температуры плавления, в целях поддержания специфического уровня эластичности расплава, что повышает эффективность раскручивания.49. Способ по п. 48, отличающийся тем, что в ходе осуществления сдвига вращающиеся поверхности взаимодействуют с расплавом, скорость вращения вращающихся поверхностей, соприкасающихся с расплавом, задается как функция температуры плавления,ДЛЯ поддержания специфического состояния эластичности расплава, что повышает эффективность раскручивания.50. Способ по п. 49, отличающийся тем, что по крайней мере одна из вращающихся поверхностей содержит ребра, количество ребер на один виток вращающейся поверхностиЗНДЗСТСЯ таким образом, ЧТОбЫ СОЗДЭТЬ СДВИГОВУЮ КОЛСбЗТСЛЬНУЮ ДСФОрМЗЦИЮ растяже ния, которая колеблется вместе с температурой плавления в данной точке.51. Способ по п. 50, отличающийся тем, что плотность ребер поверхности в любой заданной точке в ходе раскручивания уменьшается при уменьшении температуры, и наоборот, возрастает с ростом температуры, согласно требованию поддержания специфического состояния эластичности расплава в каждой точке, что способствует раскручиванию.52. Способ по п. 45, отличающийся тем, что в результате регулирования температуры плавления такая температура подвергается изменению между двумя показателями путем либо охлаждения, либо нагревания расплава, при этом осуществляется раскручивание с одновременным регулированием частоты, амплитуды и сдвигового колебания, как функции температуры плавления, в целях поддержания специфического состояния эластичности расплава в каждой точке, что способствует эффективности раскручивания.53. Способ по п. 45, отличающийся тем, что температура плавленая профилируется по направлению течения расплава посредством регулирования скорости течения охлаждающей терможидкости, циркулирующей в охлаждающих желобах или охлаждающих рубашках внутри пресс-формы и/или цилиндра технологической полости.54. Способ по п. 53, отличающийся тем, что охлаждающая терможидкость может циркулировать от входа обрабатывающего отсека к выходу в спиралевидном желобе с убывающим поперечным сечением, который удален от плавильной полости, приближающейся к входу отсека, что приводит к градиенту коэффициента охлаждения вдоль оси течения расплава.55. Способ по п. 50, отличающийся тем, что регулирование температуры плавления осуществляется с использованием средств, известных из области техники регулирования температуры формования, таких как ленточные нагреватели, Подогревательные сопла, теплоотводы, воздушные прослойки, спроектированные и применяемые для получения необходимой разности температур между входом и выходом технологического отсека в целях обеспечения заданного профиля скорости охлаждения при прохождении расплава через отсек. , 56. Способ по п. 45, отличающийся тем, что от отсека к отсеку может повторяться один и тот же профиль температур, поддерживающий расплав в аморфном состоянии при осуществлении раскручивания.57. Способ по п. 45, отличающийся тем, что внутри технологической полости каждого отсека применяется отличный профиль температур, с учетом изменения свойств раскрученного расплава от осуществления обработки в отсеке до последующего поддержания расплава в аморфном состоянии при осуществлении раскручивания.
МПК / Метки
МПК: B29B 7/40
Метки: регулирования, вязкости, пластиков, способ, устройство
Код ссылки
<a href="https://by.patents.su/30-8080-sposob-i-ustrojjstvo-dlya-regulirovaniya-vyazkosti-plastikov.html" rel="bookmark" title="База патентов Беларуси">Способ и устройство для регулирования вязкости пластиков</a>
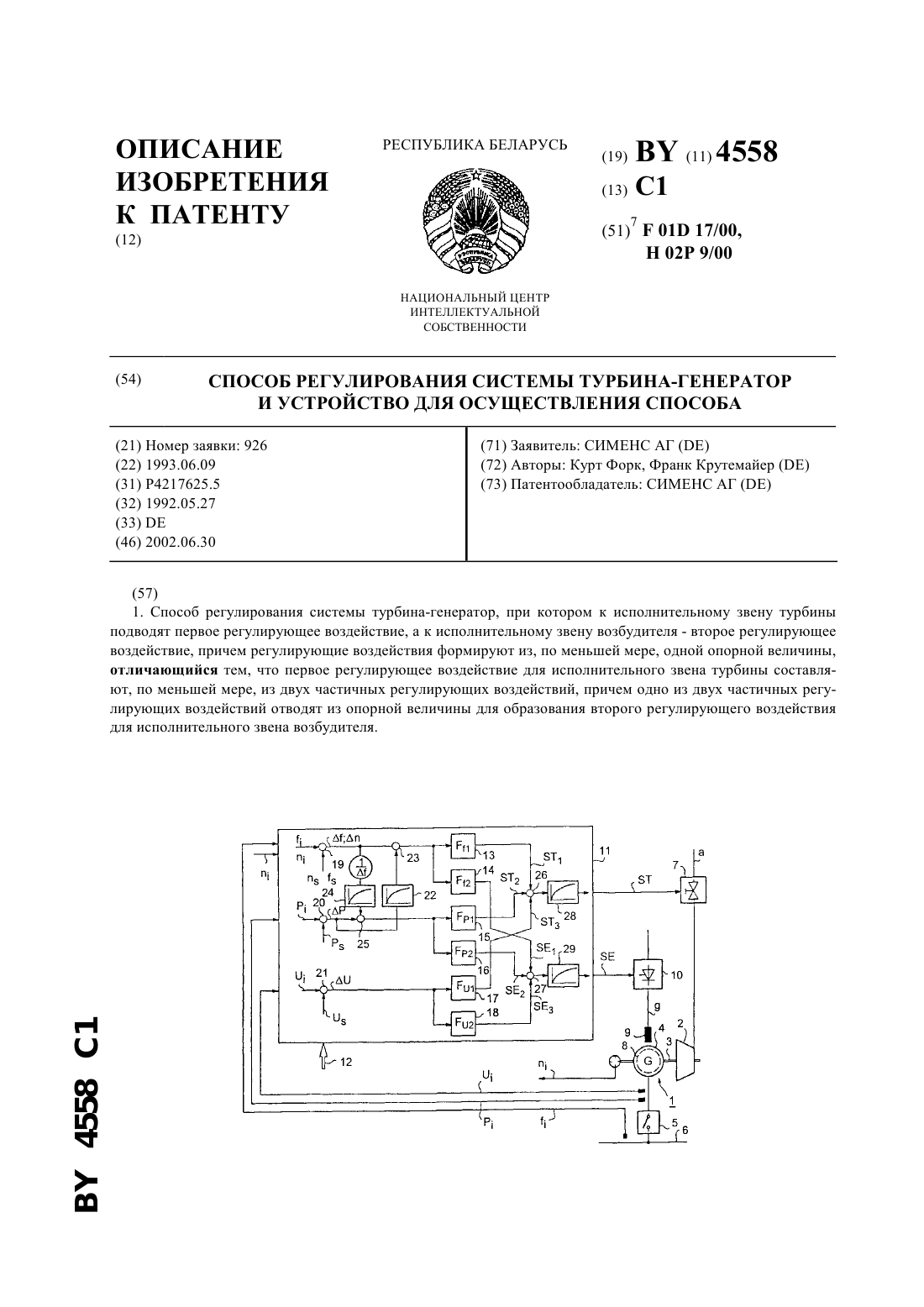
Способ регулирования системы турбина-генератор и устройство для осуществления способа
Номер патента: 4558
Опубликовано: 30.06.2002
Авторы: Курт Форк, Франк Крутемайер
МПК: F01D 17/00, H02P 9/00
Метки: осуществления, системы, способа, устройство, регулирования, турбина-генератор, способ
Текст:
...задача согласно изобретению решается средствами для связи, по меньшей мере, двух частичных регулирующих воздействий, которые вместе образуют первое регулирующее воздействие для исполнительного звена турбины, причем одно частичное регулирующее воздействиеотведено из опорной величины для образования второго регулирующего воздействия для исполнительного звена возбудителя. В целесообразном выполнении устройства регулирования оно содержит...
Способ получения слоистых пластиков
Номер патента: 429
Опубликовано: 30.03.1995
Авторы: Миронов В. С., Довгяло В. А., Юркевич О. Р.
МПК: B29C 71/04, C08J 5/24, B29C 43/20...
Метки: способ, получения, слоистых, пластиков
Текст:
...пре Р.прега н прочностью при растяжении.ГЧ Угол раэориентацнн составляет 59, предел прочности при ратяжени 1 д 1 Мпв.Сопоставимые сравнительные данные по качеству слоистых пластиков, попученных предлагаемы способом и -нзвестным способом (по прототипу), при ведены в таблице.П р и м е р 2. Слоистый пластик получают, как примере 1, поев каЧЕСТВЕ НЭПОПНИТЕЛЯ ИСПОЛЬЗУЮТ УГПЕ родную ленту марки элуг-псдов (ТУ-Вт 0 бИ 868) н в качестве связующего...
Устройство регулирования температуры в транспортном средстве (варианты)

Номер патента: U 1302
Опубликовано: 30.03.2004
Авторы: Футерник Владлен, Футерник Рахиль
МПК: F25B 29/00
Метки: регулирования, транспортном, температуры, устройство, варианты, средстве
Текст:
...салоне или терморегулирования сиде 4 1302 ний, т.е. камера для охлаждения продуктов может охлаждаться одновременно как с охлаждением воздуха или сидений, так и одновременно с их нагревом. Подключение дополнительного нагревательного/охладительного устройства через дополнительное средство управления потоком теплоносителя к подающей и возвратной магистралям позволяет осуществлять дополнительный нагрев или охлаждение дополнительного устройства...
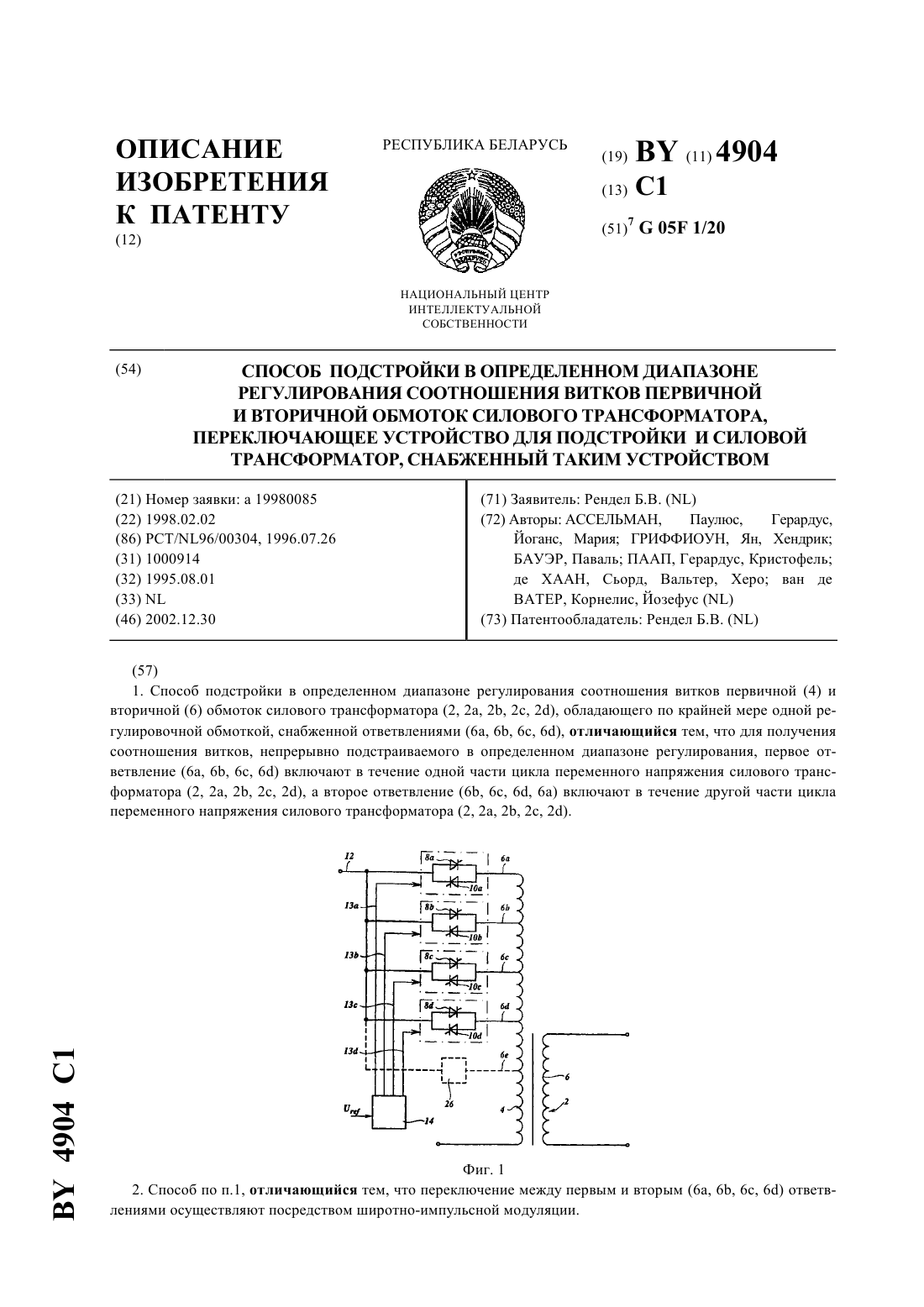
Способ подстройки в определенном диапазоне регулирования соотношения витков первичной и вторичной обмоток силового трансформатора, переключающее устройство для подстройки и силовой трансформатор, снабженный таким устройством
Номер патента: 4904
Опубликовано: 30.12.2002
МПК: G05F 1/20
Метки: снабженный, первичной, вторичной, трансформатор, способ, соотношения, определенном, силового, переключающее, трансформатора, подстройки, устройством, силовой, таким, диапазоне, регулирования, обмоток, витков, устройство
Текст:
...4 4904 1 редачи переключателям сигналов управления таким образом, что для получения соотношения витков трансформатора, которое постоянно регулируется в определенном диапазоне подстройки, первое ответвление включается во время одной части цикла переменного напряжения трансформатора, а второе ответвление включается во время другой части цикла переменного напряжения, причем соотношение периодов времени,когда были включены первое и второе...
Устройство для регулирования скорости асинхронного электродвигателя

Номер патента: 4959
Опубликовано: 30.03.2003
Авторы: Кебеде Нахом Демеке, Парфенович Олег Николаевич
МПК: H02P 7/36
Метки: регулирования, скорости, электродвигателя, устройство, асинхронного
Текст:
...Недостаток устройства по прототипу - сложность управления силовыми тиристорами регулятора. Задача изобретения - упрощение, повышение надежности устройства для регулирования скорости асинхронного электродвигателя. Указанная задача достигается тем, что в устройстве для регулирования скорости асинхронного электродвигателя, содержащем силовой тиристорный регулятор в цепи статорной обмотки электродвигателя, диодный распределитель импульсов,...
Предыдущий патент: Тепловой двигатель
Следующий патент: Способ ремоделирования левого желудочка сердца
Случайный патент: Питательная среда для выращивания бактерий и способ ее получения