Биметаллическая заготовка осевого режущего инструмента
Номер патента: U 9206
Опубликовано: 30.06.2013
Авторы: Милюкова Анна Михайловна, Алифанов Александр Викторович
Текст
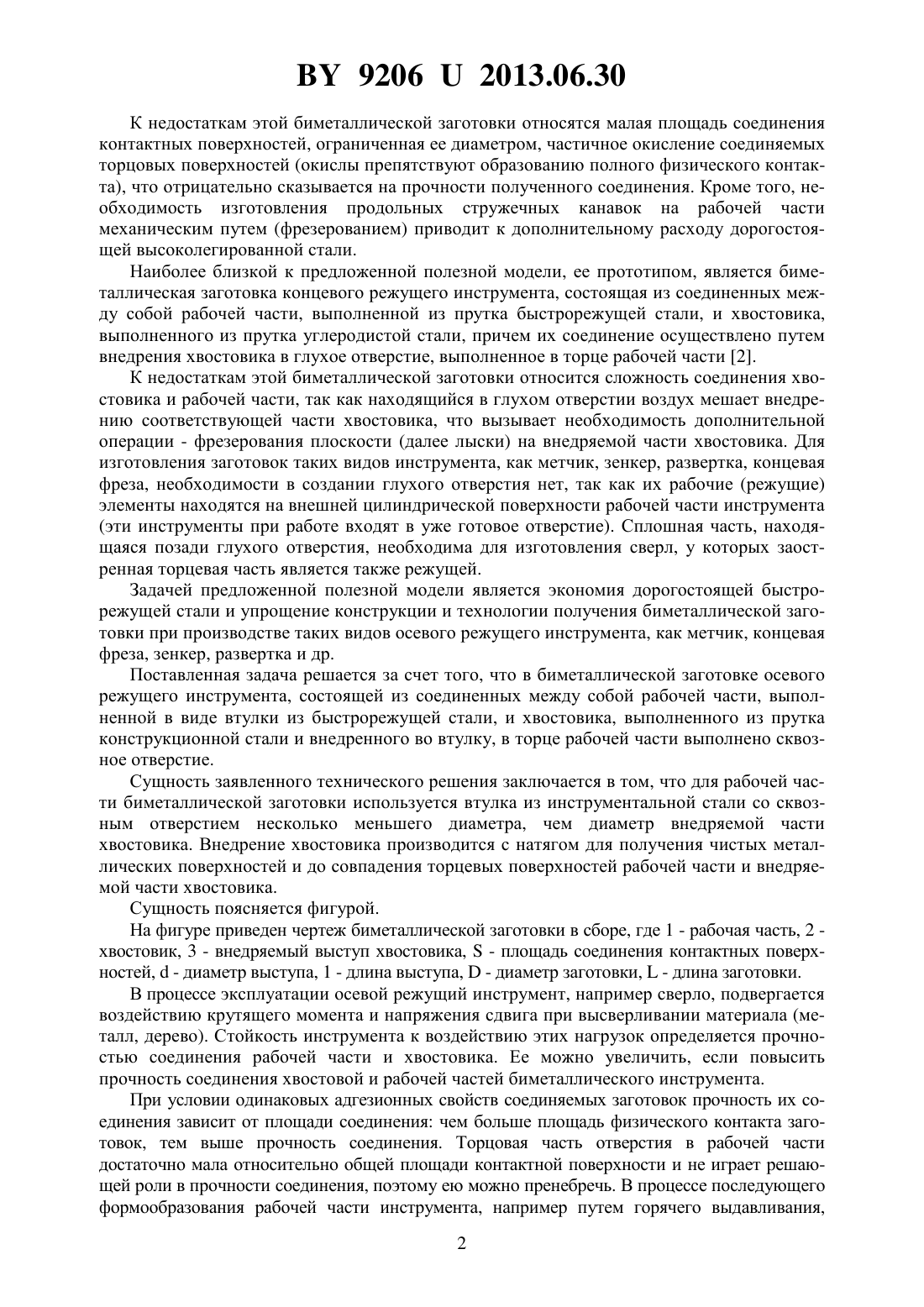
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ БИМЕТАЛЛИЧЕСКАЯ ЗАГОТОВКА ОСЕВОГО РЕЖУЩЕГО ИНСТРУМЕНТА(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Алифанов Александр Викторович Милюкова Анна Михайловна(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Биметаллическая заготовка осевого режущего инструмента, состоящая из соединенных между собой рабочей части, выполненной в виде втулки из быстрорежущей стали, и хвостовика, выполненного из прутка конструкционной стали и внедренного во втулку,отличающаяся тем, что в торце рабочей части выполнено сквозное отверстие. Полезная модель относится к области металлообработки и может быть использована при изготовлении осевого режущего инструмента. Износостойкость, долговечность и прочность режущего инструмента в значительной мере зависят от материала и технологии его изготовления. Отличительной особенностью конструкций осевого режущего инструмента является наличие стружечных отверстий, канавок, спинок и других конструкционных элементов, непосредственно сопрягаемых с режущими участками инструмента, профильной формой режущей части. Известна заготовка осевого режущего инструмента, состоящая из рабочей части, изготовленной из высоколегированной (быстрорежущей) стали, и хвостовика, изготовленного из углеродистой стали, соединенных между собой встык и образующих неразъемное соединение, которое получают различными методами, например сваркой трением 1. 92062013.06.30 К недостаткам этой биметаллической заготовки относятся малая площадь соединения контактных поверхностей, ограниченная ее диаметром, частичное окисление соединяемых торцовых поверхностей (окислы препятствуют образованию полного физического контакта), что отрицательно сказывается на прочности полученного соединения. Кроме того, необходимость изготовления продольных стружечных канавок на рабочей части механическим путем (фрезерованием) приводит к дополнительному расходу дорогостоящей высоколегированной стали. Наиболее близкой к предложенной полезной модели, ее прототипом, является биметаллическая заготовка концевого режущего инструмента, состоящая из соединенных между собой рабочей части, выполненной из прутка быстрорежущей стали, и хвостовика,выполненного из прутка углеродистой стали, причем их соединение осуществлено путем внедрения хвостовика в глухое отверстие, выполненное в торце рабочей части 2. К недостаткам этой биметаллической заготовки относится сложность соединения хвостовика и рабочей части, так как находящийся в глухом отверстии воздух мешает внедрению соответствующей части хвостовика, что вызывает необходимость дополнительной операции - фрезерования плоскости (далее лыски) на внедряемой части хвостовика. Для изготовления заготовок таких видов инструмента, как метчик, зенкер, развертка, концевая фреза, необходимости в создании глухого отверстия нет, так как их рабочие (режущие) элементы находятся на внешней цилиндрической поверхности рабочей части инструмента(эти инструменты при работе входят в уже готовое отверстие). Сплошная часть, находящаяся позади глухого отверстия, необходима для изготовления сверл, у которых заостренная торцевая часть является также режущей. Задачей предложенной полезной модели является экономия дорогостоящей быстрорежущей стали и упрощение конструкции и технологии получения биметаллической заготовки при производстве таких видов осевого режущего инструмента, как метчик, концевая фреза, зенкер, развертка и др. Поставленная задача решается за счет того, что в биметаллической заготовке осевого режущего инструмента, состоящей из соединенных между собой рабочей части, выполненной в виде втулки из быстрорежущей стали, и хвостовика, выполненного из прутка конструкционной стали и внедренного во втулку, в торце рабочей части выполнено сквозное отверстие. Сущность заявленного технического решения заключается в том, что для рабочей части биметаллической заготовки используется втулка из инструментальной стали со сквозным отверстием несколько меньшего диаметра, чем диаметр внедряемой части хвостовика. Внедрение хвостовика производится с натягом для получения чистых металлических поверхностей и до совпадения торцевых поверхностей рабочей части и внедряемой части хвостовика. Сущность поясняется фигурой. На фигуре приведен чертеж биметаллической заготовки в сборе, где 1 - рабочая часть, 2 хвостовик, 3 - внедряемый выступ хвостовика,- площадь соединения контактных поверхностей,- диаметр выступа, 1 - длина выступа,- диаметр заготовки,- длина заготовки. В процессе эксплуатации осевой режущий инструмент, например сверло, подвергается воздействию крутящего момента и напряжения сдвига при высверливании материала (металл, дерево). Стойкость инструмента к воздействию этих нагрузок определяется прочностью соединения рабочей части и хвостовика. Ее можно увеличить, если повысить прочность соединения хвостовой и рабочей частей биметаллического инструмента. При условии одинаковых адгезионных свойств соединяемых заготовок прочность их соединения зависит от площади соединения чем больше площадь физического контакта заготовок, тем выше прочность соединения. Торцовая часть отверстия в рабочей части достаточно мала относительно общей площади контактной поверхности и не играет решающей роли в прочности соединения, поэтому ею можно пренебречь. В процессе последующего формообразования рабочей части инструмента, например путем горячего выдавливания,2 92062013.06.30 площадь контакта увеличивается дополнительно за счет изменения формы (удлинения) рабочей части. В результате площадь соединения и его прочность значительно возрастают. Однако наличие сквозного отверстия в рабочей части, т.е. использование готовой втулки для нее, значительно упростит процесс изготовления биметаллических заготовок таких инструментов, как метчик, зенкер, развертка, фреза и др., и избавит от необходимости получать глухое отверстие, выполнять лыску на выступе хвостовика в заготовке рабочей части и нерационально использовать дорогостоящую высоколегированную сталь. Заявляемое техническое решение реализовано следующим образом. Рабочая часть 1 биметаллической заготовки выполняется из быстрорежущей стали 65 в виде втулки со сквозным отверстием, а хвостовик 2 - из прутка конструкционной стали, например 40 Х, с выступом 3. Заготовка биметаллического инструмента изготавливается путем совместного горячего выдавливания двух частей заготовки через профильную матрицу. Это обеспечивает их прочное соединение за счет схватывания металлов по всей контактной поверхности соединения. При этом одновременное выдавливание профиля рабочей части инструмента позволяет уменьшить расход быстрорежущей стали на 3070 на одно изделие. Для исследования прочности соединения частей в биметаллической заготовке были проведены сравнительные испытания на кручение образцов (по 10 шт. в каждой партии),изготовленных в соответствии с заявленной конструкцией и прототипом. Результаты испытаний на кручение приведены в таблице. Результаты испытаний образцов Конструкция заготовкиобразца Напряжение сдвига, МПа 1 2 1. 748 2. 747 3. 745 4. 746 5. 744 Заявляемое решение 6. 742 7. 750 8. 749 9. 751 10. 743 1. 580 2. 545 3. 565 4. 535 5. 530 Прототип 6. 542 7. 555 8. 550 9. 530 10. 575 Из таблицы видно, что у опытных образцов, полученных в соответствии с заявляемым техническим решением, прочность соединения в 1,35 раза превышает соответствующую прочность сравниваемых образцов. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23P 15/28, B21J 13/02, B21C 25/02
Метки: осевого, биметаллическая, режущего, инструмента, заготовка
Код ссылки
<a href="https://by.patents.su/3-u9206-bimetallicheskaya-zagotovka-osevogo-rezhushhego-instrumenta.html" rel="bookmark" title="База патентов Беларуси">Биметаллическая заготовка осевого режущего инструмента</a>
Биметаллическая заготовка концевого режущего инструмента
Номер патента: U 6813
Опубликовано: 30.12.2010
Авторы: Милюкова Анна Михайловна, Кантин Владимир Григорьевич, Алифанов Александр Викторович
МПК: B21J 13/02, B21C 25/02
Метки: инструмента, концевого, биметаллическая, заготовка, режущего
Текст:
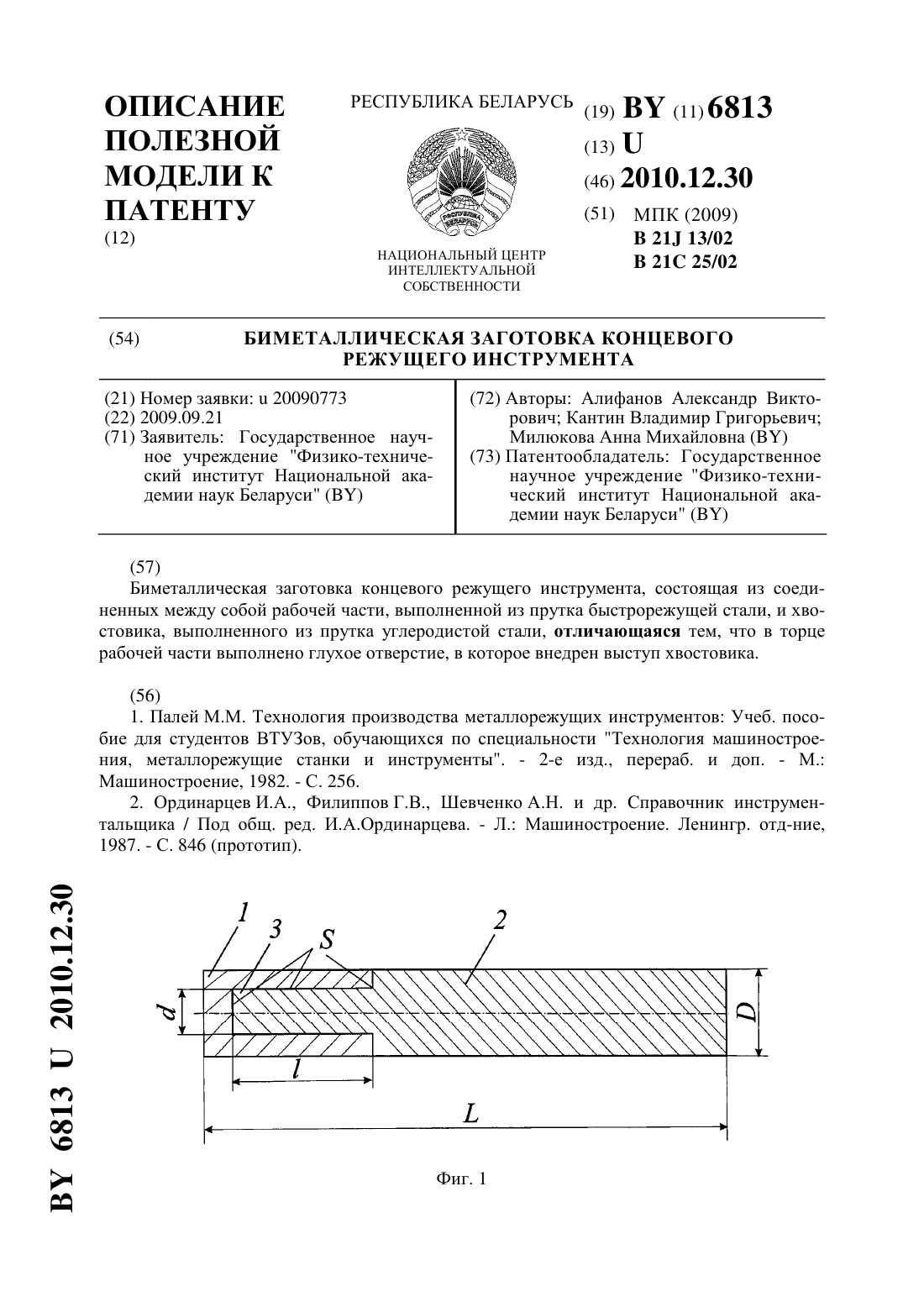
...хвостовика в глухое отверстие, выполненное в торце рабочей части. Сущность заявленного технического решения заключается в увеличении контактной площади соединения двух частей биметаллической заготовки за счет внедрения выступа хвостовика с меньшим диаметром в рабочую часть заготовки. Увеличение площади соединения контактных поверхностей рабочей и хвостовой частей биметаллической цилиндрической заготовки влечет за собой увеличение площади...
Способ изготовления биметаллической заготовки концевого режущего инструмента
Номер патента: 14659
Опубликовано: 30.08.2011
Авторы: Кантин Владимир Григорьевич, Алифанов Александр Викторович, Милюкова Анна Михайловна
МПК: B21C 25/00
Метки: способ, инструмента, изготовления, заготовки, режущего, концевого, биметаллической
Текст:
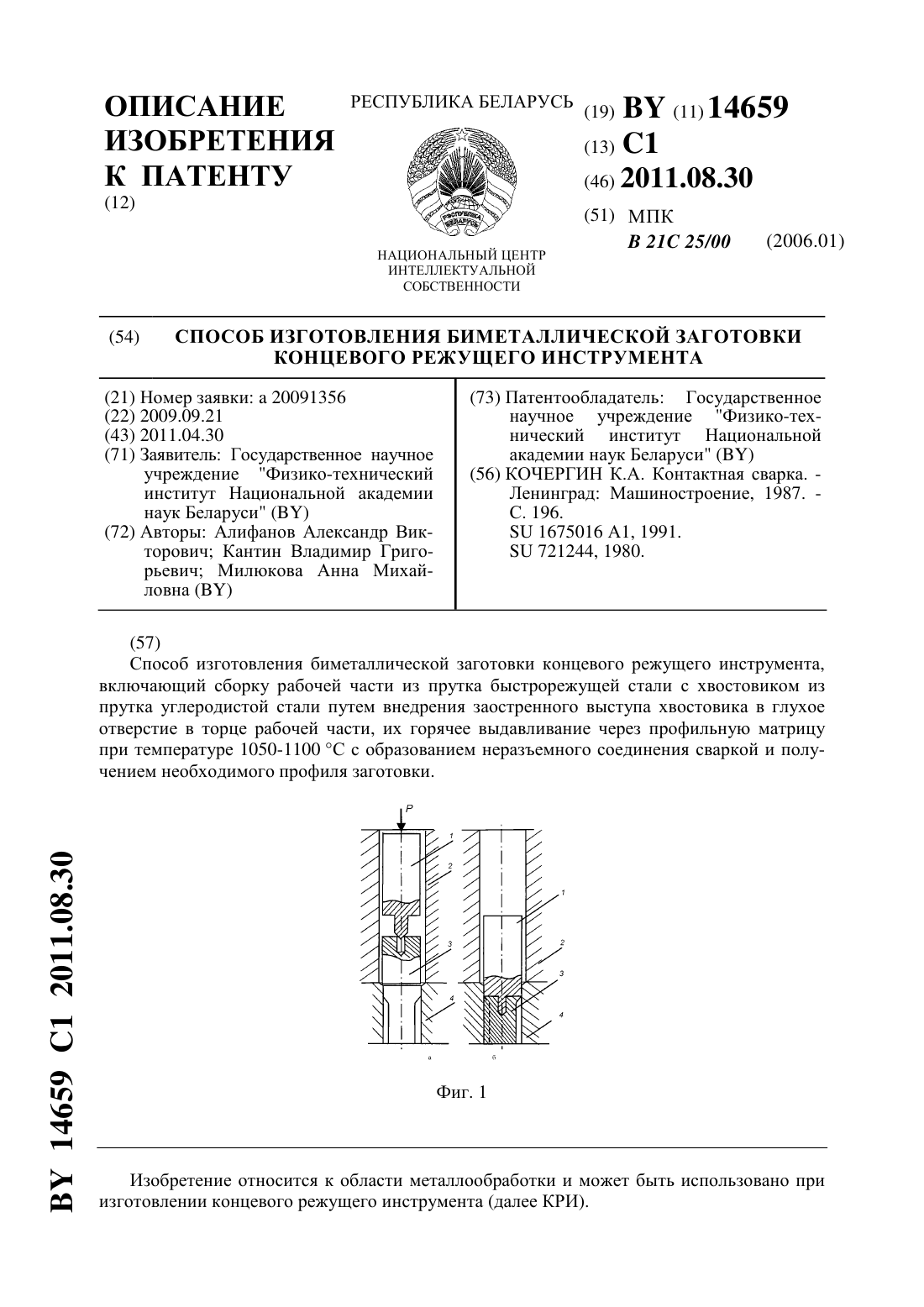
...собой внедрение заостренного выступа цилиндрической заготовки хвостовой части (сталь 40 Х) в цилиндрическую заготовку рабочей части (Р 6 М 5) концевого инструмента осадка биметаллической заготовки до диаметра контейнера штампа прямое выдавливание биметаллической заготовки через профильную матрицу. Оптимальный температурный интервал нагрева биметаллической заготовки для горячего выдавливания определяется оптимальной температурой...
Наконечник с автоматическим микроузлом фиксации режущего инструмента
Номер патента: 4354
Опубликовано: 30.03.2002
Автор: Козлов Владимир Александрович
МПК: A61C 1/10
Метки: инструмента, микроузлом, наконечник, фиксации, автоматическим, режущего
Текст:
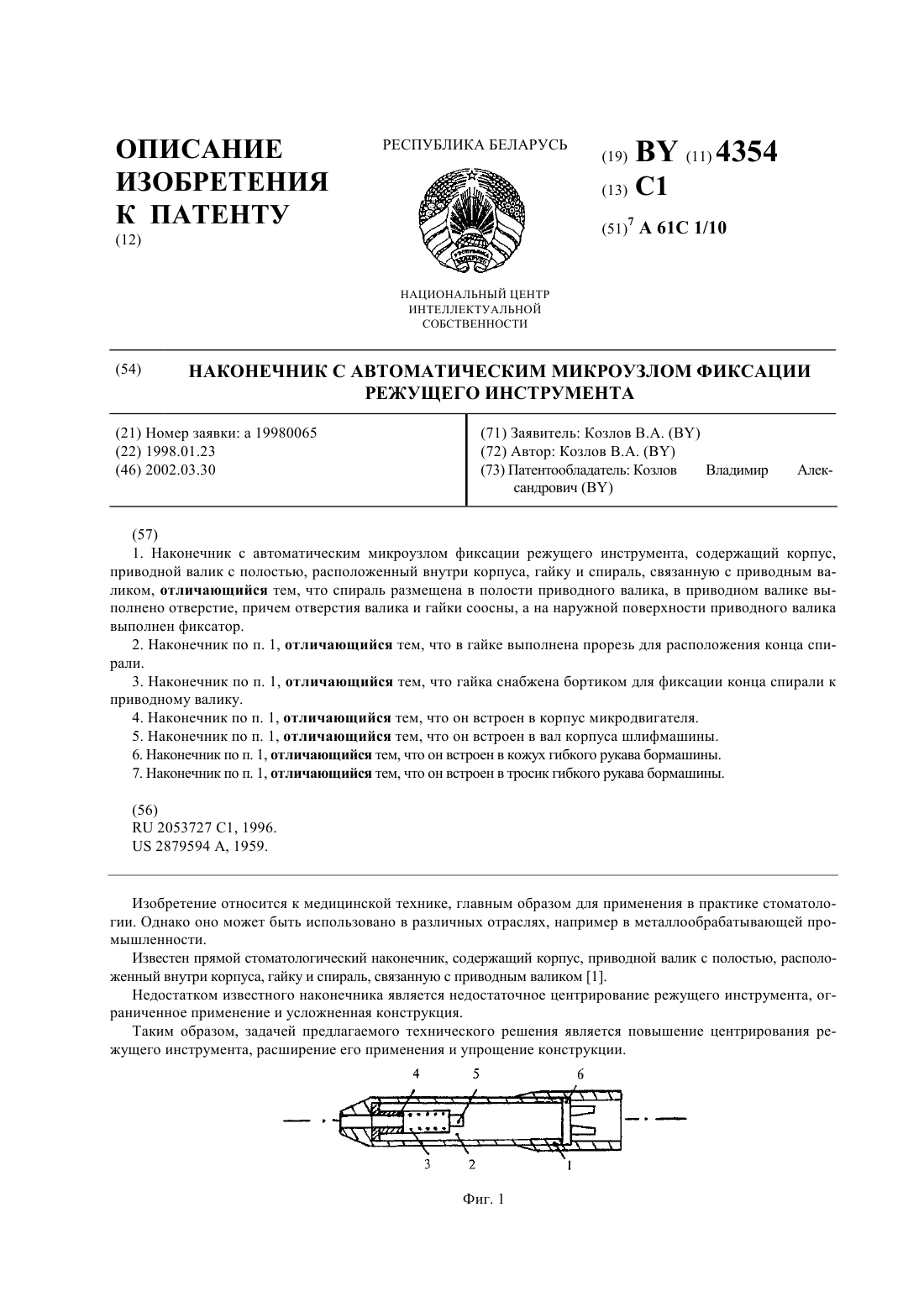
...приводного валика, в котором выполнено отверстие для вращающегося инструмента, причем отверстия валика и гайки соосны, а на наружной поверхности приводного валика выполнен фиксатор в гайке выполнена прорезь для расположения конца спирали гайка снабжена бортиком для фиксации конца спирали к приводному валику наконечник встроен в корпус микродвигателя наконечник встроен, например, внутри вала корпуса шлифмашины наконечник встроен в кожух...
Способ упрочнения режущего инструмента
Номер патента: 15215
Опубликовано: 30.12.2011
Автор: Сенько Сергей Федорович
МПК: C23C 28/00
Метки: способ, режущего, инструмента, упрочнения
Текст:
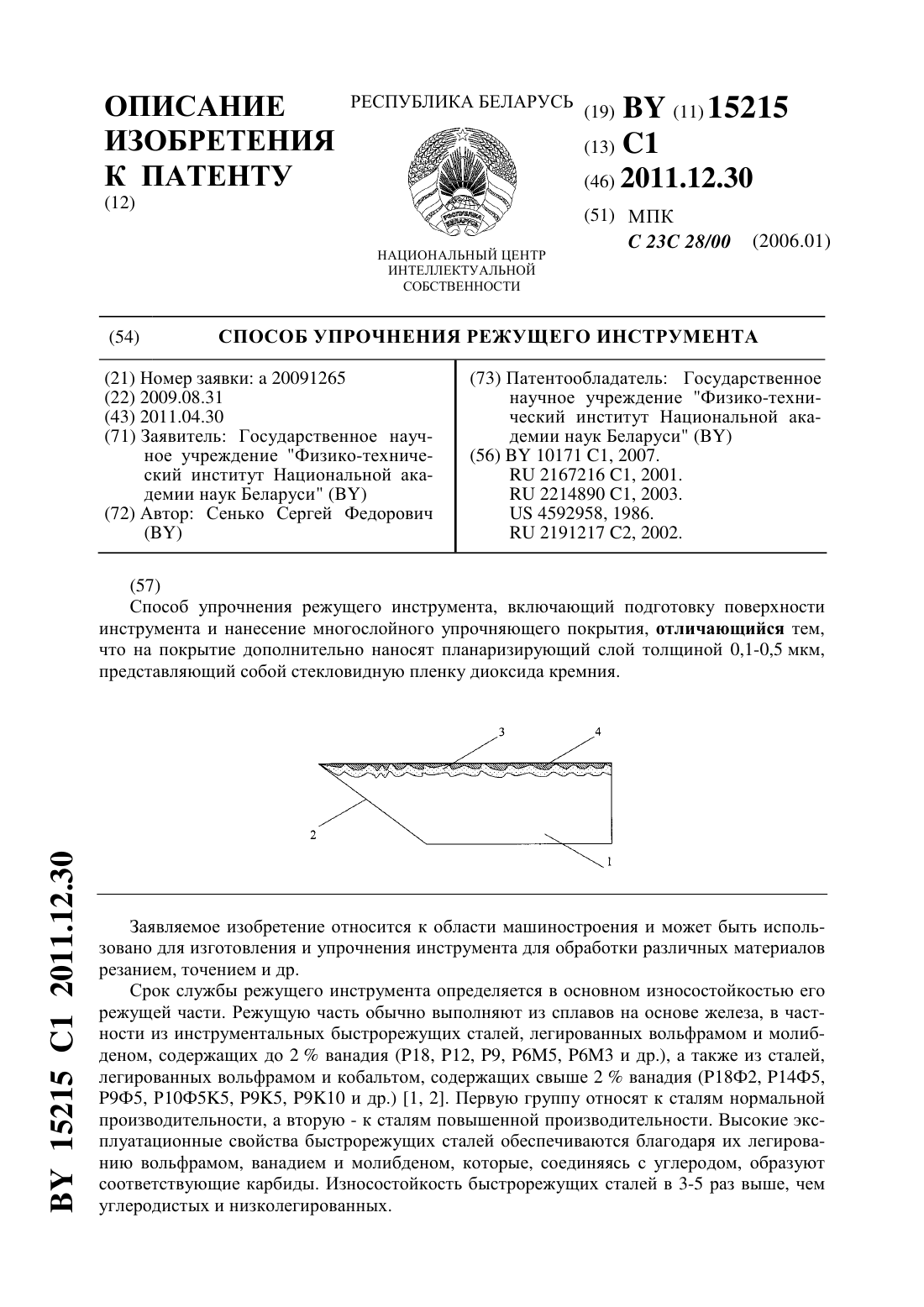
...на основе диоксида титана, циркония и т.п. Планаризирующие покрытия на основе диоксида кремния получают 2 15215 1 2011.12.30 путем окунания инструмента в раствор кремнийорганического соединения, например тетраэтоксисилана, с последующей сушкой и термообработкой. Кремнийорганическое соединение при этом гидролизуется с образованием стекловидной пленки диоксида кремния, обладающей хорошей адгезией к различным упрочняющим покрытиям....
Композиционный полимерный материал для покрытия контактных поверхностей сборного режущего инструмента
Номер патента: 12660
Опубликовано: 30.12.2009
Авторы: Карпов Александр Александрович, Ленивко Елена Николаевна, Михайлов Михаил Иванович, Шабакаева Зинаида Якубовна
МПК: C08J 5/14
Метки: поверхностей, режущего, инструмента, сборного, материал, полимерный, покрытия, контактных, композиционный
Текст:
...инструмента. Наиболее близкой к изобретению по технической сущности и достигаемому результату является полимерная фрикционная композиция 5, включающая следующие компоненты, мас.ч. эпоксидная смола - 100, полиэфирная смола - 75, порошок карбида кремния зеленого - 55-100, полиамид - 40, нафтенат кобальта - 0,4, гидроперекись изопропилбензола - 3,0-8,0, раствор парафина в стироле - 1,7. Недостатком этой композиции является низкие прочность и...
Предыдущий патент: Транспортно-технологический агрегат для доения коров на пастбищах
Следующий патент: Спиральная антенна
Случайный патент: Арматурный стержень периодического профиля