Устройство для литья заготовок
Номер патента: U 3574
Опубликовано: 30.06.2007
Авторы: Марукович Евгений Игнатьевич, Радько Сергей Леонидович, Стеценко Владимир Юзефович
Текст
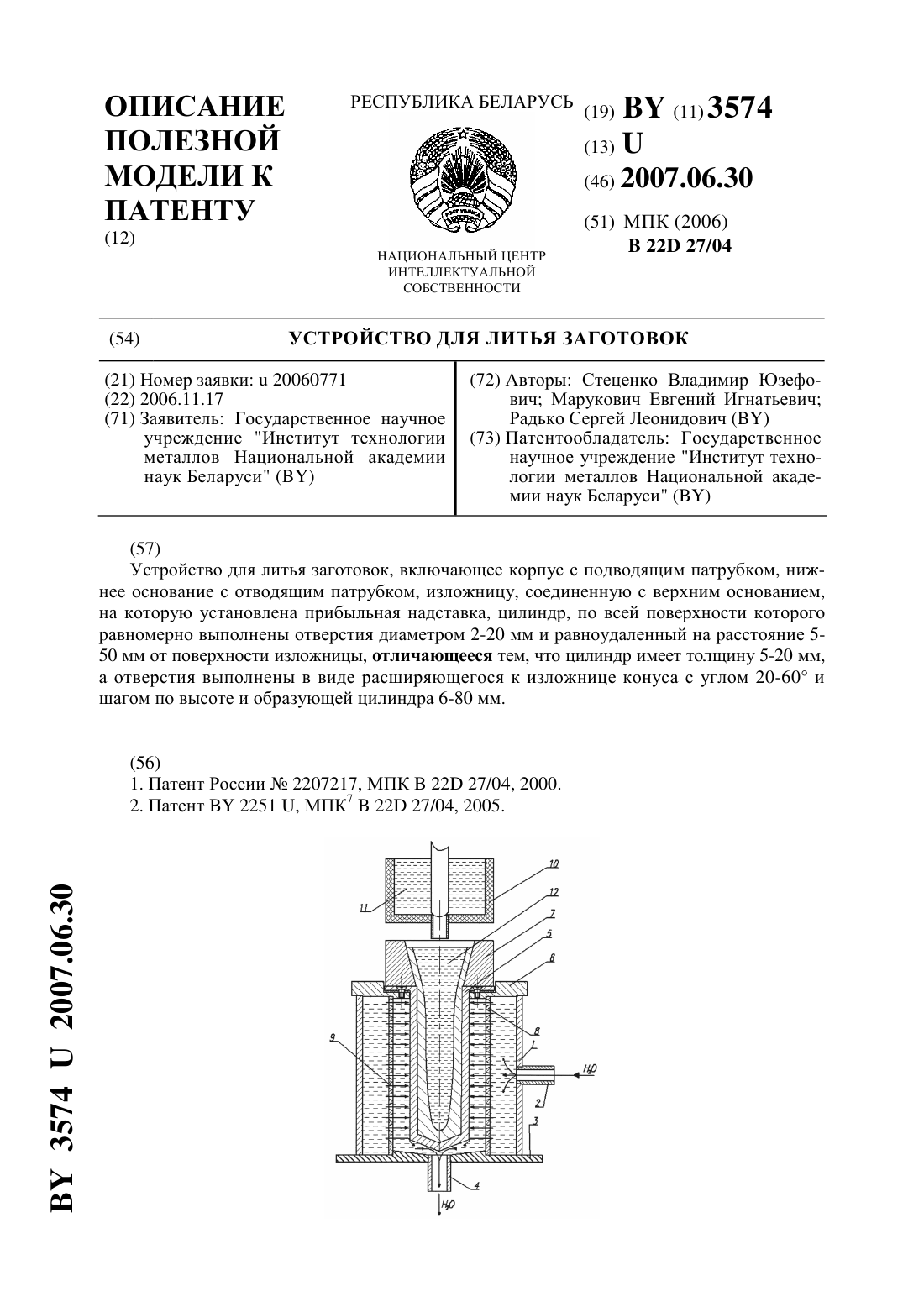
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ЛИТЬЯ ЗАГОТОВОК(71) Заявитель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(72) Авторы Стеценко Владимир Юзефович Марукович Евгений Игнатьевич Радько Сергей Леонидович(73) Патентообладатель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(57) Устройство для литья заготовок, включающее корпус с подводящим патрубком, нижнее основание с отводящим патрубком, изложницу, соединенную с верхним основанием,на которую установлена прибыльная надставка, цилиндр, по всей поверхности которого равномерно выполнены отверстия диаметром 2-20 мм и равноудаленный на расстояние 550 мм от поверхности изложницы, отличающееся тем, что цилиндр имеет толщину 5-20 мм,а отверстия выполнены в виде расширяющегося к изложнице конуса с углом 20-60 и шагом по высоте и образующей цилиндра 6-80 мм. 35742007.06.30 Полезная модель относится к литейному производству, в частности к устройствам для получения цилиндрических заготовок мерной длины из черных и цветных металлов. Известно устройство для изготовления слитков из различных металлов и сплавов,включающее корпус с верхним и нижним основаниями, изложницу, соединенную с верхним основанием, на которую установлена прибыльная надставка, цилиндр с отверстиями,патрубки для подвода и отвода охладителя 1. Охлаждение слитка происходит за счет поступления охладителя из подводящего патрубка в виде струи под дно изложницы и далее в полость между изложницей и цилиндром, в нижней части которого выполнены отверстия. Отвод охладителя осуществляется через отводящий патрубок в верхней части корпуса. Главным недостатком такой конструкции является относительно низкая интенсивность и неравномерность охлаждения изложницы. Неравномерность ее охлаждения возникает вследствие того, что поток охладителя интенсивнее всего охлаждает дно изложницы. Оно же резко тормозит и существенно замедляет движение охладителя вдоль изложницы, что значительно уменьшает интенсивность ее охлаждения. Неравномерность охлаждения изложницы может привести к ее короблению. Это снижает производительность и стабильность процесса изготовления слитков. Наиболее близким техническим решением к заявленному является устройство для изготовления слитков 2. Данное устройство включает корпус с подводящим патрубком,нижнее основание с отводящим патрубком, изложницу, соединенную с верхним основанием, на которую установлена прибыльная надставка, цилиндр, по всей поверхности которого равномерно выполнены отверстия диаметром 2-20 мм с шагом по высоте и образующей 2-4 диаметра отверстий и равноудаленный на расстояние 5-50 мм от изложницы. Охлаждение изложницы происходит концентрированными затопленными струями охладителя из отверстий в цилиндре. Главным недостатком такой конструкции является недостаточная интенсивность охлаждения изложницы, вследствие того, что отверстия в цилиндре обеспечивают наиболее сильное охлаждение изложницы на участке ее наружной поверхности равной общей площади отверстий. Остальные участки рубашки охлаждаются с значительно меньшей интенсивностью. Технической задачей, на решение которой направлена заявляемая полезная модель,является повышение интенсивности охлаждения изложницы. Технический результат заключается в повышение производительности процесса литья заготовок. Поставленная задача достигается тем, что в заявленном устройстве для изготовления слитков, включающем корпус с подводящим патрубком, нижнее основание с отводящим патрубком, изложницу, соединенную с верхним основанием, на которую установлена прибыльная надставка, цилиндр, по всей поверхности которого равномерно выполнены отверстия диаметром 2-20 мм и равноудаленный на расстояние 5-50 мм от поверхности изложницы, цилиндр имеет толщину 5-20 мм, а отверстия выполнены в виде расширяющегося к изложнице конуса с углом 20-60 и шагом по высоте и образующей (периметру) цилиндра 6-80 мм. При толщине цилиндра менее 5 мм струя охладителя выходит из отверстия в виде цилиндра, что снижает эффективность охлаждения рубашки кристаллизатора. При толщине цилиндра более 20 мм возникают большие технические трудности с изготовлением конических отверстий. Если угол расхождения конуса менее 20, то на поверхности изложницы появляются и расширяются зоны вне действия струи охладителя, что уменьшает интенсивность охлаждения кристаллизатора. При выполнении отверстий с конусом более 60 значительно увеличивается перекрытие конических струй, что ослабляет их охлаждающее действие на поверхность изложницы. При выполнении отверстий с шагом менее 6 мм уменьшается давление и скорость струй, что снижает интенсивность охлаждения изложницы. Если отверстия в экране расположены с шагом более 80 мм, то появляются и увеличиваются зоны вне действия конической струи охладителя, что снижает интенсивность охлаждения изложницы и уменьшает производительность процесса литья заготовок. 2 35742007.06.30 На чертеже представлен продольный разрез предлагаемого устройства. Оно включает корпус 1 с подводящим патрубком 2, нижнее основание 3 с отводящим патрубком 4, изложницу 5, соединенную с верхним основанием 6, на которую установлена прибыльная надставка 7, цилиндр 8 с отверстиями 9, соединенный с верхним и нижним основаниями. Устройство для получения отливок работает следующим образом. На верхнюю часть изложницы 5 устанавливают прибыльную надставку 7. При помощи заливочного устройства 10 расплавом 11 заливают изложницу и прибыльную надставку до заданного уровня. Охлаждение изложницы и кристаллизация слитка 12 осуществляется следующим образом. Охладитель из подводящего патрубка 2 тангенциально поступает в полость между корпусом 1 и цилиндром 8, далее - равномерно с одинаковой скоростью, в виде затопленных струй, продавливается через расширяющиеся конические отверстия 9 в цилиндре. Конус отверстий подбирается таким образом, чтобы расширяющиеся струи из соседних отверстий касались либо немного перекрывали друг друга. Благодаря этому, увеличивается площадь наиболее интенсивного воздействия струи охладителя на изложницу. Это повышает ее охлаждающую способность и увеличивает производительность процесса литья заготовок. Пример конкретной реализации устройства. Было изготовлено устройство для литья заготовок диаметром 50 мм с размещенным в нем цилиндром, в котором выполнены расширяющиеся конические отверстия диаметром 4 мм с углом 30 и шагом по высоте и образующей (периметру) 15 мм. Цилиндр расположен на расстоянии 20 мм от охлаждаемой поверхности изложницы. По сравнению с получением слитков из сплава АК 12 в устройстве с прямыми отверстиями, при прочих равных условиях, получение слитков в опытном устройстве с коническими отверстиями позволило увеличить производительность процесса литья заготовок в среднем в 1,5 раза. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 27/04
Метки: литья, заготовок, устройство
Код ссылки
<a href="https://by.patents.su/3-u3574-ustrojjstvo-dlya-litya-zagotovok.html" rel="bookmark" title="База патентов Беларуси">Устройство для литья заготовок</a>
Устройство для получения отливок
Номер патента: U 3547
Опубликовано: 30.04.2007
Авторы: Радько Сергей Леонидович, Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 27/04
Метки: отливок, получения, устройство
Текст:
...между собой, отрываются от поверхности охлаждения и создают завихренные кольцевые области. Это приводит к образованию на охлаждаемой поверхности изложницы множества локальных зон, которые уменьшают интенсивность охлаждения изложницы и увеличивают гидравлическое сопротивление потоку охладителя. Все это снижает производительность процесса изготовления слитков. Технической задачей, на решение которой направлена заявляемая полезная...
Кристаллизатор для литья заготовок направленным затвердеванием
Номер патента: U 3669
Опубликовано: 30.06.2007
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/04
Метки: литья, направленным, затвердеванием, заготовок, кристаллизатор
Текст:
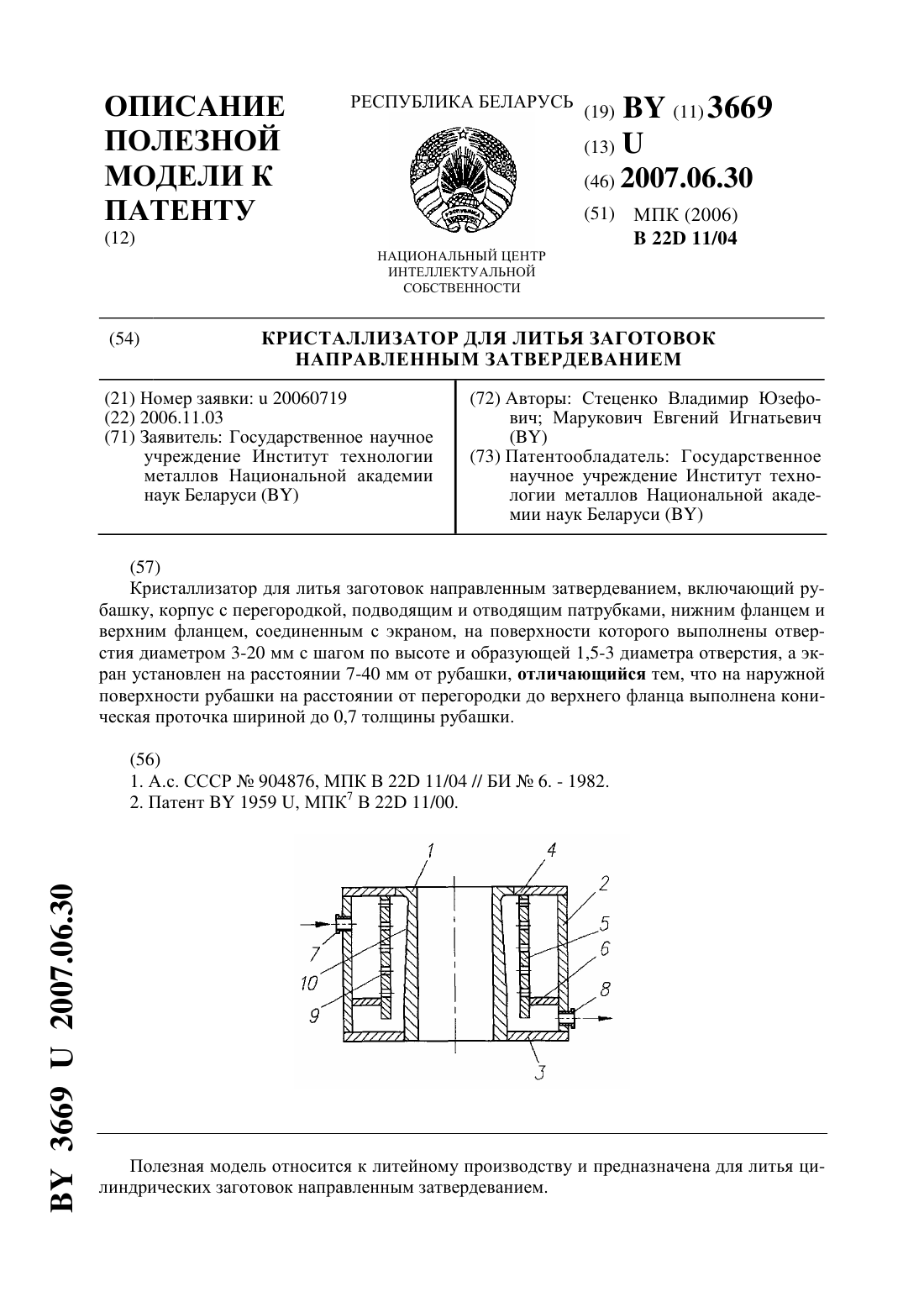
...задачей, на решение которой направлена заявляемая полезная модель,является уменьшение разностенности полой отливки по высоте. Технический результат заключается в повышении выхода годного литья. Поставленная задача достигается тем, что в заявляемом кристаллизаторе для литья заготовок направленным затвердеванием, включающем рубашку, корпус с перегородкой,подводящим и отводящим патрубками, нижним фланцем и верхним фланцем, соединенным с...
Устройство для изготовления слитков
Номер патента: U 2251
Опубликовано: 30.12.2005
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич, Радько Сергей Леонидович
МПК: B22D 27/04
Метки: устройство, изготовления, слитков
Текст:
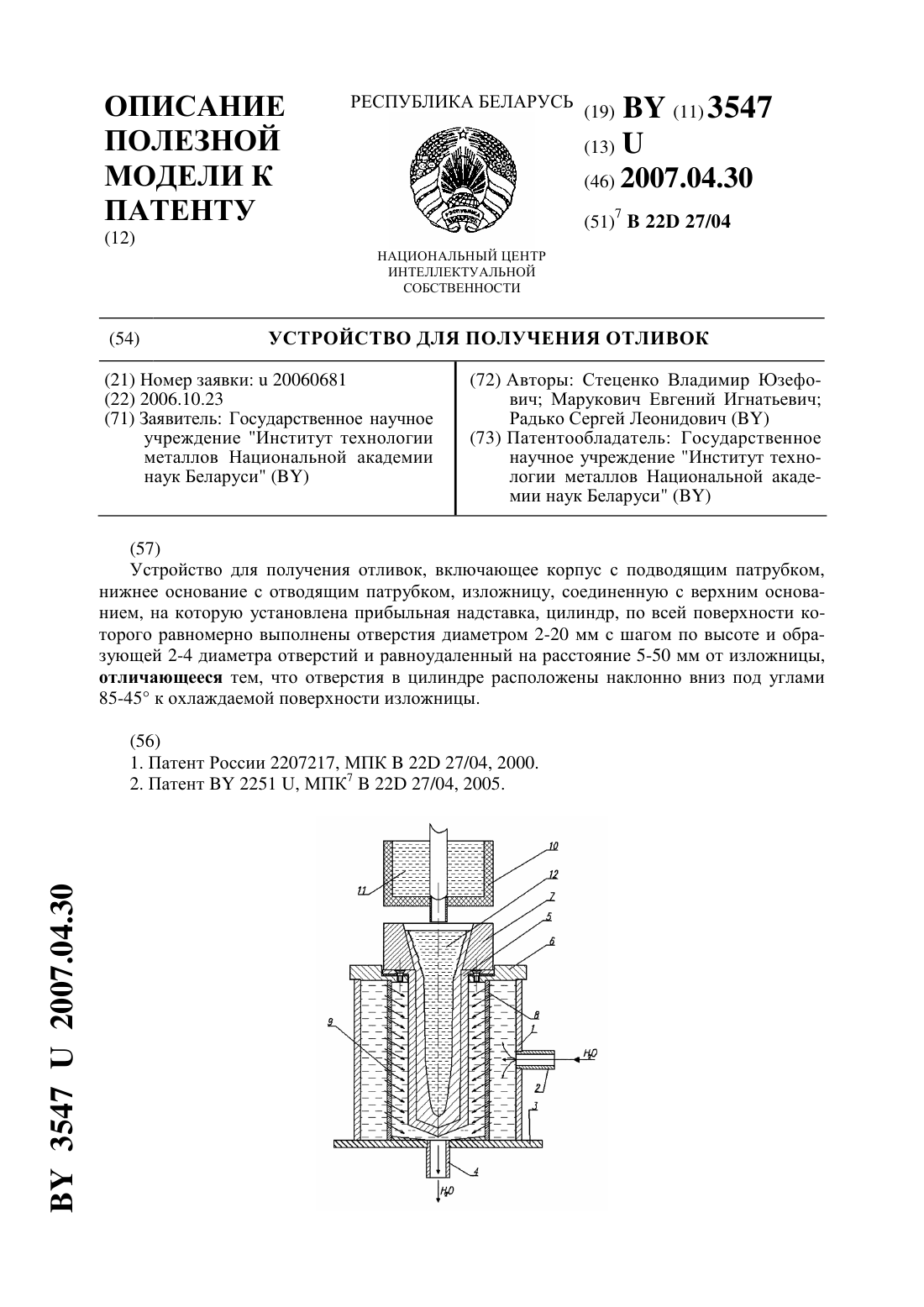
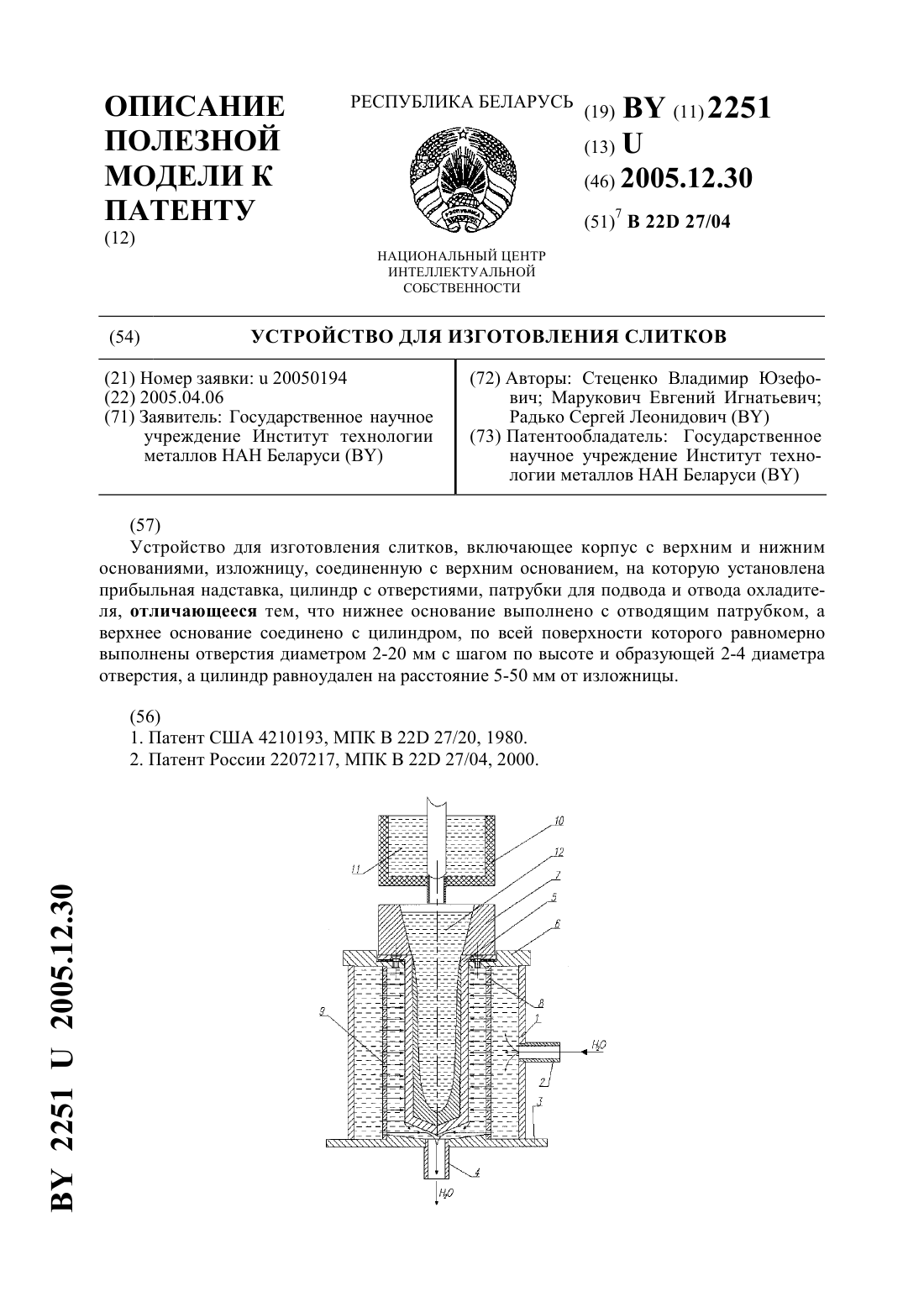
...устройстве для изготовления слитков, включающем корпус с верхним и нижним основаниями, изложницу, соединенную с верхним основанием, на которую установлена прибыльная надставка, цилиндр с отверстиями, патрубки для подвода и отвода охладителя, нижнее основание выполнено с отводящим патрубком, а верхнее основание соединено с цилиндром, по всей поверхности которого равномерно выполнены отверстия диаметром 2-20 мм с шагом по высоте и образующей...
Правильное устройство машины непрерывного литья заготовок
Номер патента: 4290
Опубликовано: 30.03.2002
Авторы: Волгина Евгения Васильевна, Калинин Геннадий Петрович, Хесин Борис Яковлевич, Гуляев Михаил Павлович, Абитоцкий Владимир Григорьевич, Маточкин Виктор Аркадьевич
МПК: B22D 11/14
Метки: машины, заготовок, непрерывного, устройство, литья, правильное
Текст:
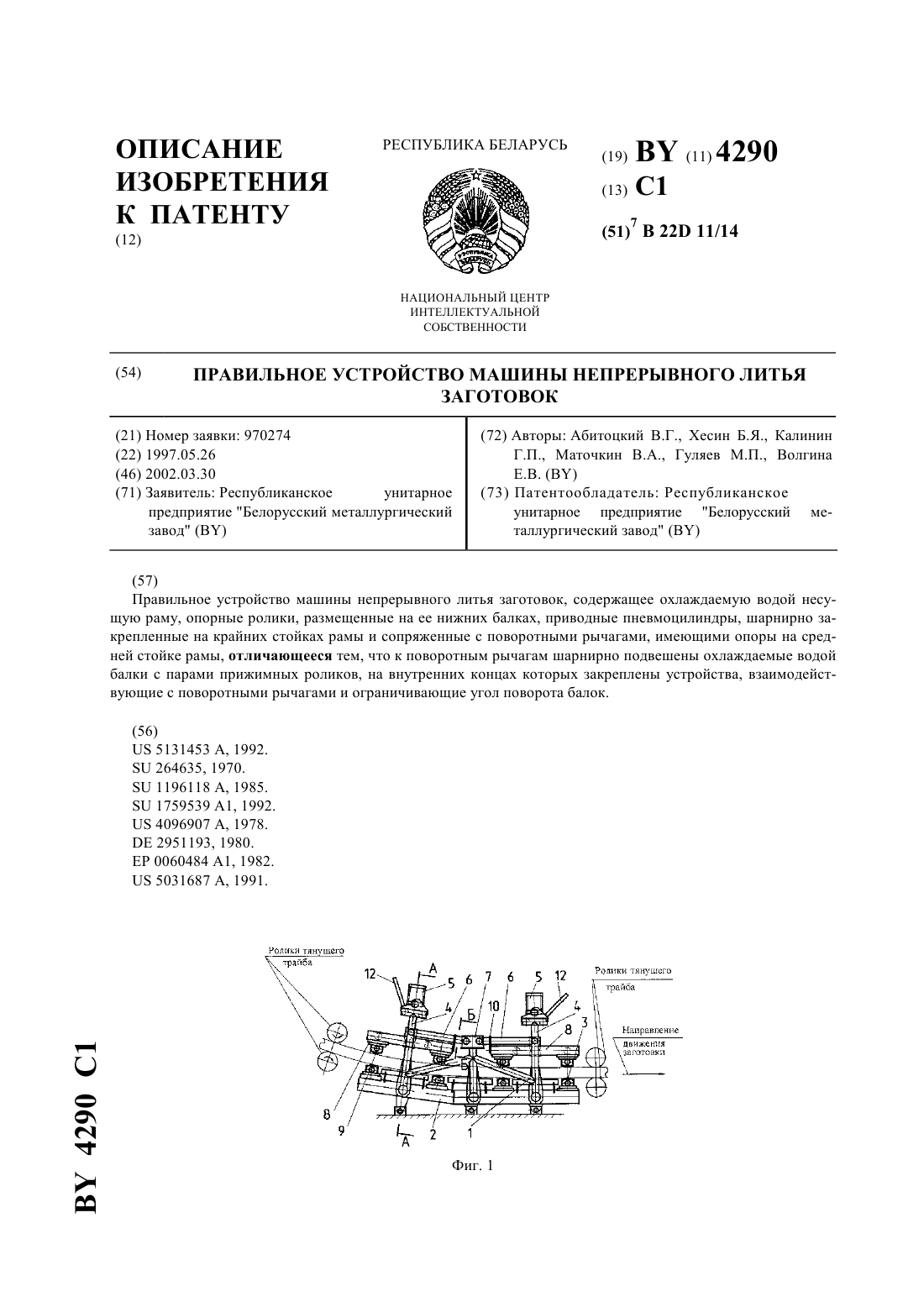
...изогнутой хвостовой части заготовки соответственно первым, вторым, третьим и четвертым прижимными роликами. Правильное устройство содержит несущую раму 1 трубчатого сечения, состоящую из нижних балок 2, на которых установлены опорные ролики 3 (неприводные в правильном устройстве и приводные в правильно тянущем устройстве) две крайние стойки 4 с закрепленными на них шарнирно пневмоцилиндрами 5, сочлененными с поворотными рычагами 6,...
Устройство для изготовления слитков
Номер патента: U 3510
Опубликовано: 30.04.2007
Авторы: Радько Сергей Леонидович, Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 27/04
Метки: устройство, изготовления, слитков
Текст:
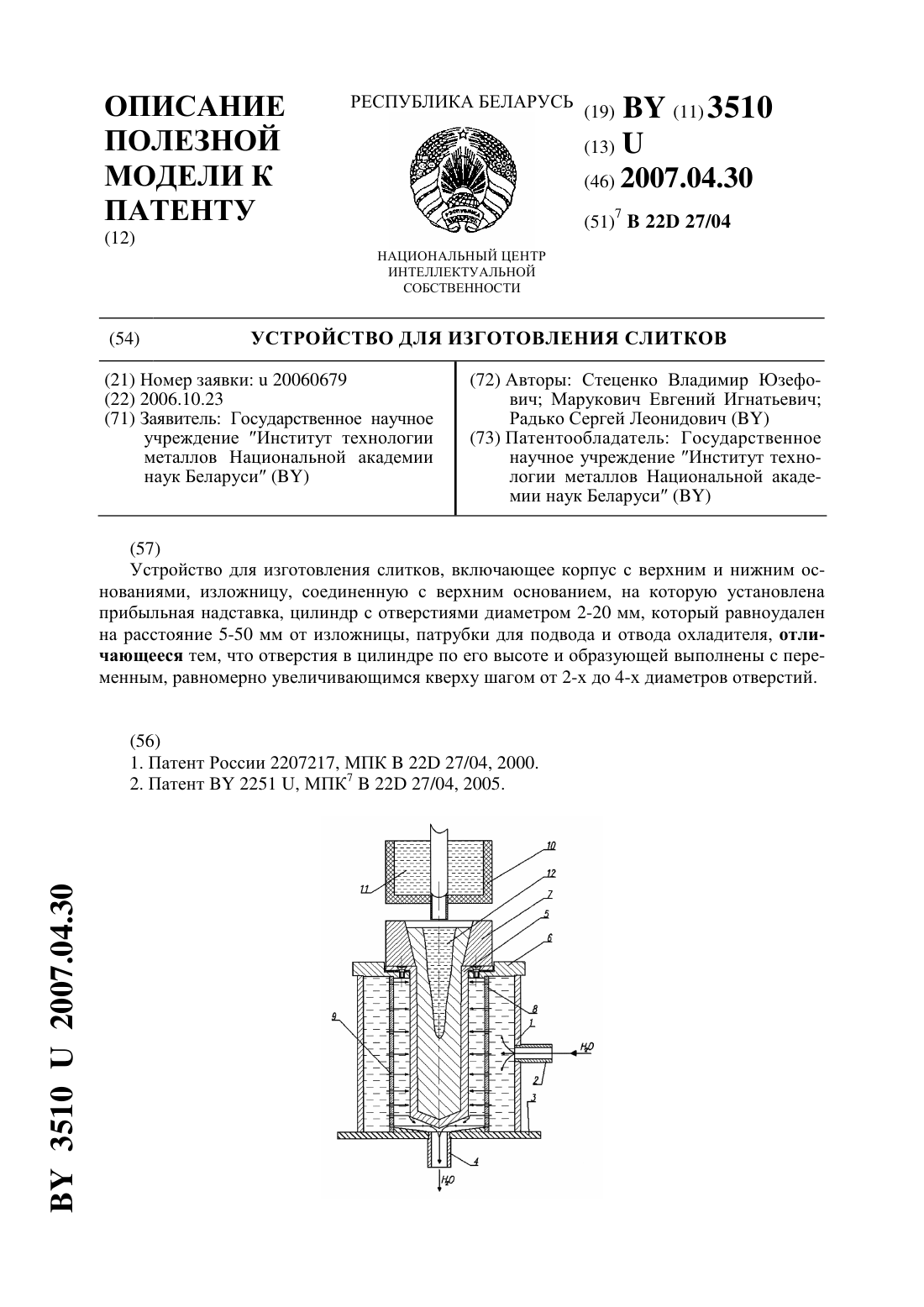
...одинаковая интенсивность охлаждения слитка по его высоте. При таком охлаждении слитка с жидкой и жидкотвердой средней частью, при смыкании фронтов кристаллизации, будет образовываться газоусадочная пористость, что приведет к снижению качества получаемых отливок. Технической задачей, на решение которой направлена заявляемая полезная модель,является устранение газоусадочной пористости в охлаждаемом слитке. Технический результат заключается в...
Предыдущий патент: Устройство для производства отливок
Следующий патент: Устройство для получения заготовок
Случайный патент: Коллектор стартера