Щетка для полировально-зачистной обработки

Текст
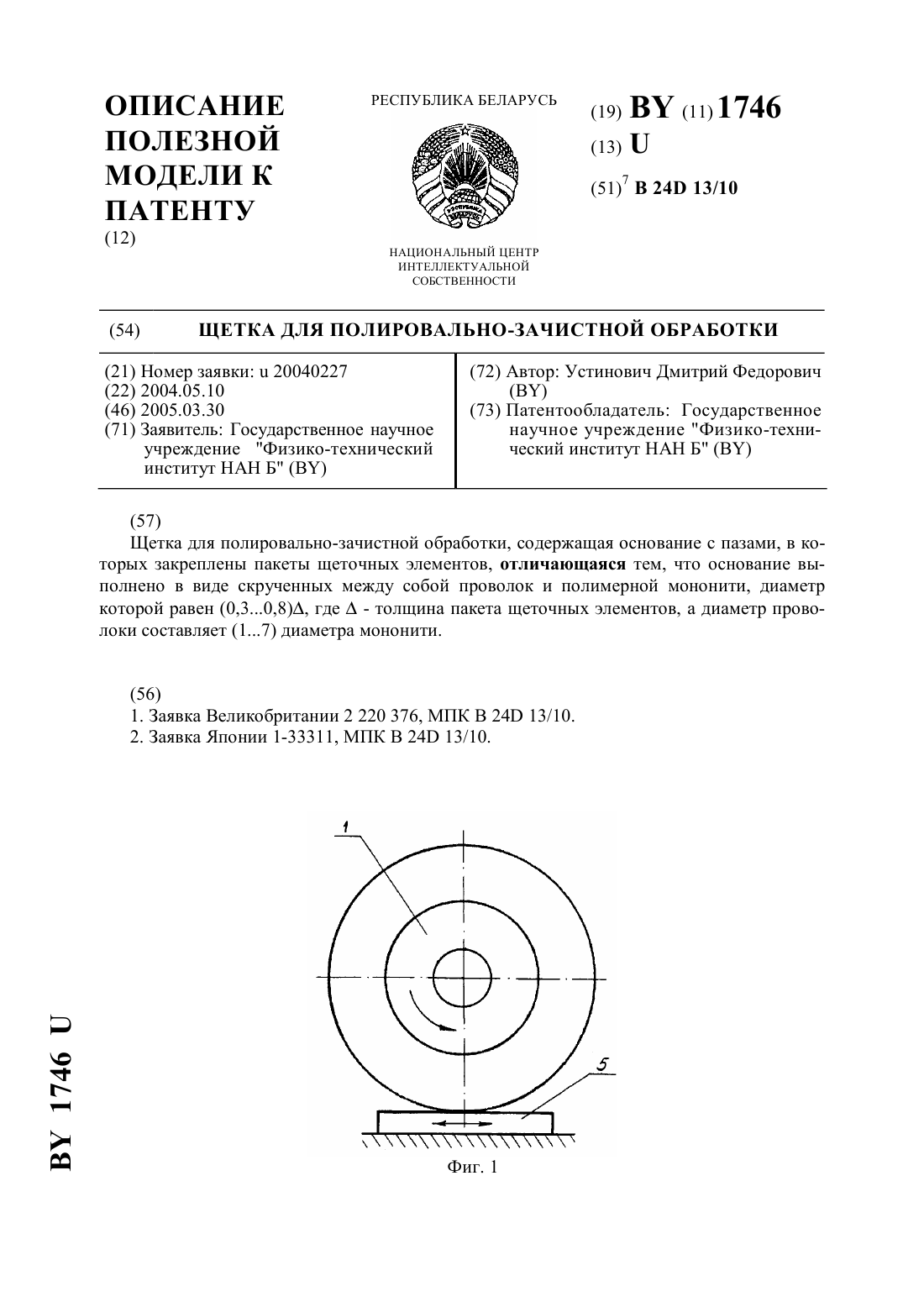
(71) Заявитель Государственное научное учреждение Физико-технический институт НАН Б(72) Автор Устинович Дмитрий Федорович(73) Патентообладатель Государственное научное учреждение Физико-технический институт НАН Б(57) Щетка для полировально-зачистной обработки, содержащая основание с пазами, в которых закреплены пакеты щеточных элементов, отличающаяся тем, что основание выполнено в виде скрученных между собой проволок и полимерной мононити, диаметр которой равен (0,30,8), где- толщина пакета щеточных элементов, а диаметр проволоки составляет (17) диаметра мононити. 1746 Предлагаемая полезная модель относится к металлообработке и может быть использована для полирования и зачистки плоских, цилиндрических и криволинейных поверхностей как гладких, так и имеющих макронеровности в виде пазов, отверстий. Известна щетка для полировально-зачистной обработки в форме диска, содержащая несущую ступицу и пучки рабочего волокна. Пучки волокна выступают в радиальном направлении, и изогнуты в окружном направлении по поверхности изделия 1. Недостатком данной щетки является низкая долговечность, обусловленная увеличением изгибающих напряжений в волокне, что приводит к разрушению волокон в месте крепления в процессе эксплуатации и выходу устройства из строя. Наиболее близкой к предлагаемой является дисковая щетка для обработки поверхности, содержащая металлическое основание, по краю которого через определенные интервалы образованы гнезда, в которые вставлены и зафиксированы щеточные элементы,выступающие в радиальном направлении, а полоски выдавлены из основания и стенки основания являются направляющими щеточных элементов 2. Недостатком щетки является низкая долговечность, обусловленная взаимодействием щеточных элементов с острыми кромками основания. В процессе обработки щеточные элементы испытывают значительные изгибные нагрузки и вибрации, сопровождающиеся трением в местах контакта с острыми краями щеточных гнезд и фиксирующих полосок. Это приводит к разрушению щеточных элементов в местах фиксации и выламыванию их из основания щетки. Задачей полезной модели является повышение надежности крепления щеточных элементов в инструменте. Поставленная задача решается тем, что в щетке для полировально-зачистной обработки, содержащей основание с пазами, в которых закреплены пакеты щеточных элементов,основание выполнено в виде скрученных между собой проволок и полимерной мононити,диаметр которой равен (0,30,8), где- толщина пакета щеточных элементов, а диаметр проволоки составляет (17) диаметра мононити. На фиг. 1 показан общий вид предлагаемой щетки, на фиг. 2 - разрез на фиг. 1. В пазу корпуса 1 установлено основание с пазами, в которых закреплены пакеты щеточных элементов 2, выступающими в радиальном направлении, при этом основание выполнено в виде скрученных между собой проволок 3 и полимерной мононити 4 (фиг. 2). Щетку устанавливают с натягом относительно обрабатываемой детали 5 и сообщают ей вращение, а детали 5 - поступательное перемещение. Щеточные элементы 2 взаимодействуют с поверхностью детали 5, осуществляя силовое воздействие на нее. Результатом взаимодействия щеточных элементов 2 с поверхностью детали 5 является уменьшение шероховатости поверхности, удаление слоя оксидных пленок, коррозии и т.п. В процессе взаимодействия между щеточными элементами 2 и поверхностью детали 5 щеточные элементы 2 испытывают изгиб в направлении вектора скорости рабочего движения и в направлении оси вращения инструмента. Кроме этого, процесс вхождения каждого щеточного элемента в контакт с обрабатываемой поверхностью сопровождается ударом, а процесс выхода из контакта изгибом щеточных элементов в направлении, противоположном изгибу в зоне обработки. Указанные изгибные и вибрационные нагрузки передаются в зону жесткого закрепления щеточных элементов 2 между элементами основания 3, где они гасятся при взаимодействии с мононитью 4, играющей роль упругого демпфера. Это способствует повышению долговечности щеточных элементов и, как следствие, срока службы щетки. Использование для основания двух проволок требует их сильного перекручивания с целью надежного закрепления щеточных элементов по всей длине основания, вызывающего передавливание и перерезание части щеточных элементов, что приводит преждевременному вылету щеточных элементов из узла крепления, уменьшению плотности пакета щеточных элементов и к сокращению срока службы инструмента. 2 1746 Использование для основания менее трех компонентов, один из которых представляет собой мононить, способствует ненадежному закреплению щеточных элементов при их скручивании вследствие эластичности мононити. Это приводит к преждевременному вылету щеточных элементов из узла крепления и к сокращению срока службы инструмента. В результате скручивания между собой проволок и полимерной мононити образуется основание, эффективно удерживающее щеточные элементы. Выбор диаметра проволоки менее диаметра мононити не обеспечивает надежного закрепления щеточных элементов в процессе обработки. В процессе обработки происходит высыпание щеточных элементов в месте крепления в узле фиксации и выход инструмента из строя. Выбор диаметра проволоки более 7 диаметров мононити не оказывает существенного влияния на гашение вибраций щеточных элементов в процессе обработки и повышение долговечности щетки. Выбор диаметра мононити менее 0,3, где- толщина пакета щеточных элементов,приводит к уменьшению ее демпфирующего действия на пакет, что приводит к разрушению щеточных элементов вследствие действия изгибных нагрузок и снижению долговечности инструмента. Выбор диаметра мононити свыше 0,8, где- толщина пакета щеточных элементов,не оказывает существенного влияния на увеличения срока службы инструмента. Пример 1. Апробацию предлагаемой щетки осуществляли при обработке цилиндрических образцов размером 405 мм из стали 45 ГОСТ 1050-74. Диаметр инструмента - 150 мм,ширина - 20 мм, длина щеточных элементов 50 мм, толщина пакета щеточных элементов 2,0-2,5 мм. Материал щеточных элементов - проволока стальная углеродистая пружинная ГОСТ 9389. Материал мононити - леска капроновая рыболовная ОСТ 6-06-387, диаметр мононити - 1,5 мм. Диаметр проволоки ГОСТ 3282-74 - 2,5 мм. Режимы обработки выбирались следующими скорость резания - 22,3 м/с, величина натяга - 2,0 мм. В качестве оценочного критерия долговечности изделия использовали изменения величины массы щетки в течение периода обработки 120 часов. Анализ результатов обработки показал, что использование предлагаемой полезной модели позволяет повысить долговечность изделия в 1,531,68 раза. Фиг. 2 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24D 13/10
Метки: обработки, полировально-зачистной, щетка
Код ссылки
<a href="https://by.patents.su/3-u1746-shhetka-dlya-polirovalno-zachistnojj-obrabotki.html" rel="bookmark" title="База патентов Беларуси">Щетка для полировально-зачистной обработки</a>
Щетинка с поверхностной структурой, способ ее изготовления и изготовленная из нее щетка или зубная щетка “Интердентал”
Номер патента: 5863
Опубликовано: 30.03.2004
Авторы: ВАЙРАУХ, Георг
Метки: поверхностной, интердентал, изготовления, способ, изготовленная, структурой, нее, или, щетинка, щетка, зубная
Текст:
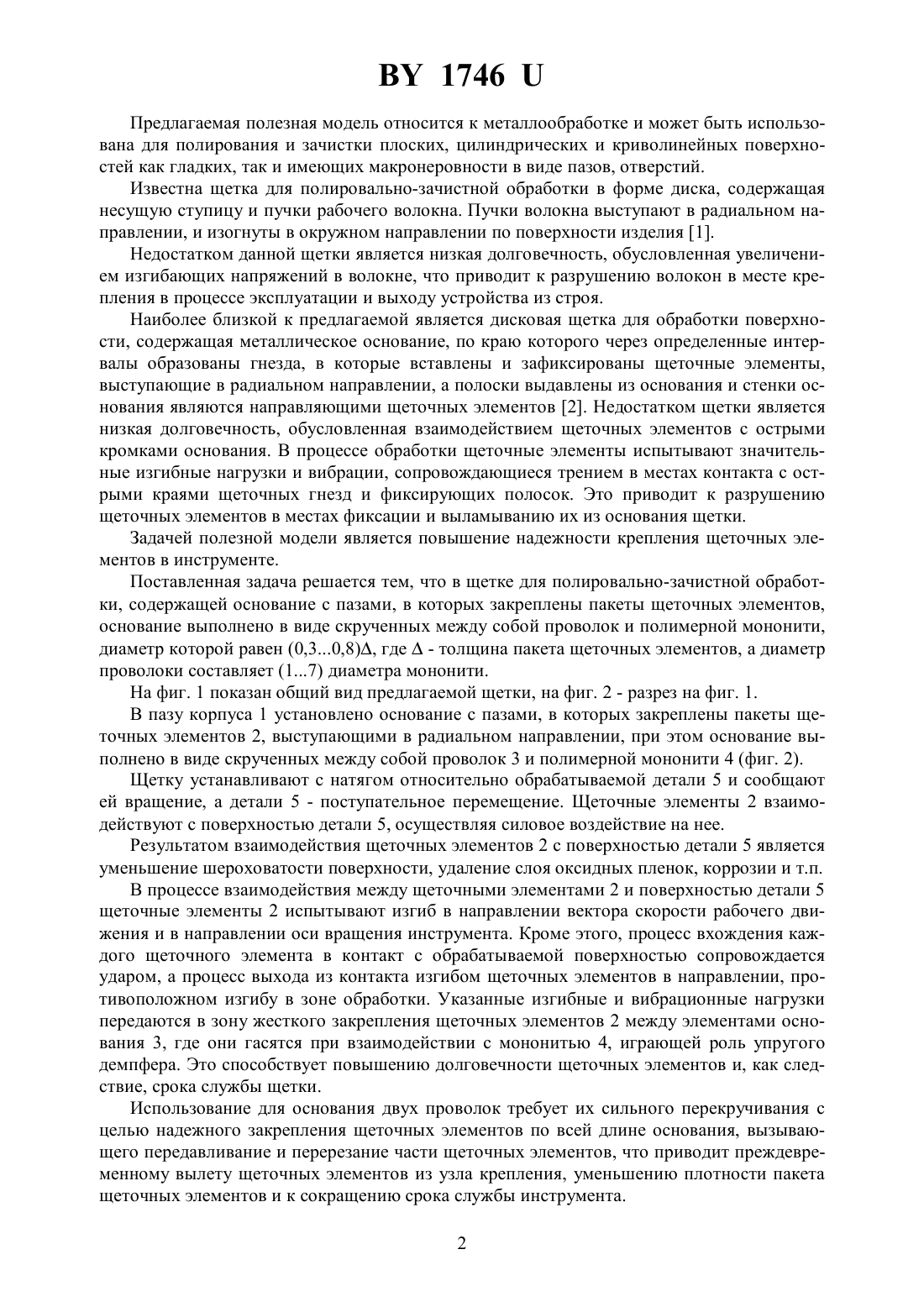
...материал, который может представлять собой полиамид,сложный полиэфир, полиолефин и т.п. Затем во время или до экструзии примешивают гранулят из второго синтетического материала в количестве, преимущественно, 5-30 от общей массы щетинного материала. Размеры гранул и их форма зависят от желаемой поверхностной структуры. Размеры могут колебаться, однако они не должны быть выбраны слишком малыми. В предпочтительном варианте выполнения...
Щетка-насадка
Номер патента: U 524
Опубликовано: 30.06.2002
Автор: Цинкалов Александр Викторович
МПК: A46B 3/00, A46B 15/00
Метки: щетка-насадка
Текст:
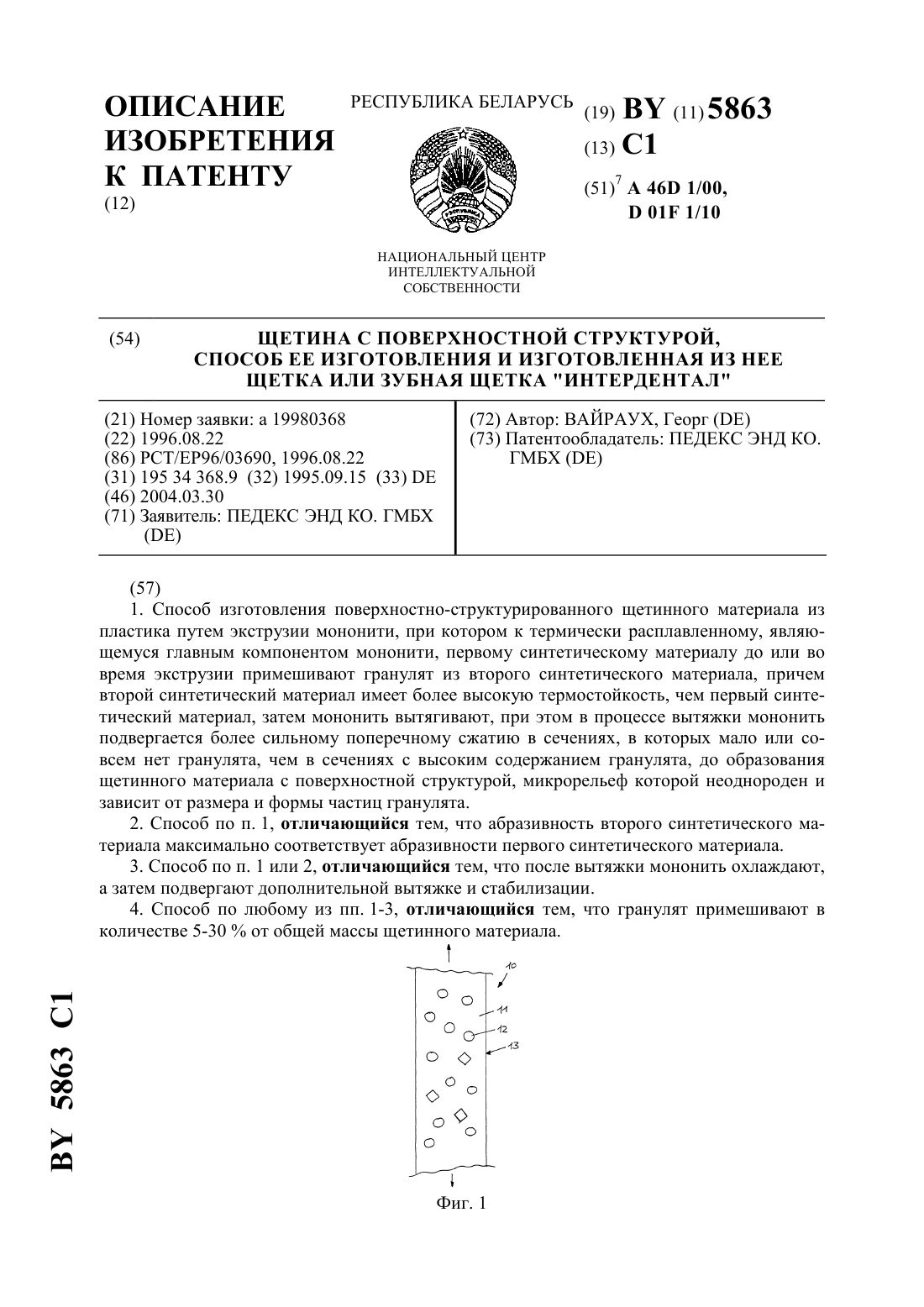
...известной зубной щетки является неудобство использования ее людьми, имеющими инвалидность по зрению, нарушения опорно-двигательной системы, так как затруднительно предварительное нанесение на щетку зубной пасты, а также ее ограниченные функциональные возможности. Решаемая задача - изменение конструкции щетки с целью обеспечения удобства в эксплуатации для людей, имеющих различные физические недостатки и придания ей универсальных свойств,...
Наборная щетка
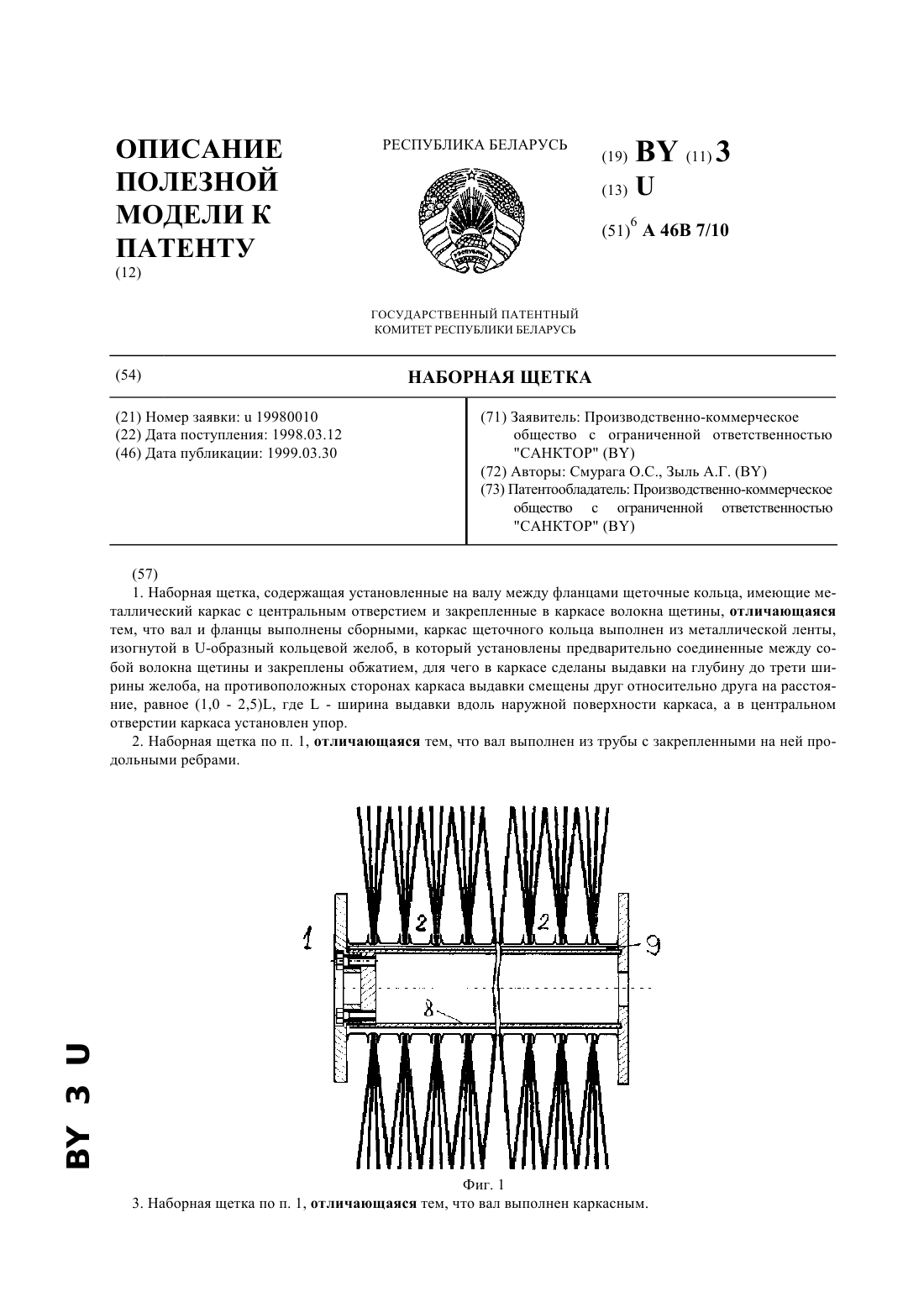
Номер патента: U 3
Опубликовано: 30.03.1999
Авторы: Смурага Олег Степанович, Зыль Андрей Геннадиевич
МПК: A46B 7/10
Текст:
...щетки каркас из тонколистового металла изготовлен в виде -образного кольцевого желоба с помощью гибки листа. Плоский пучок щетины сформирован заранее. Для этого полимерные волокна оплавляют с прессованием. Из металлических волокон пучок щетины формируется с помощью проволочной обвязки. Уложенный в желоб плоский пучок щетины нужной длины закрепляют в каркасе обжатием. Установленный в центральном отверстии кольца упор предохраняет щеточное...
Устройство для обработки поверхности
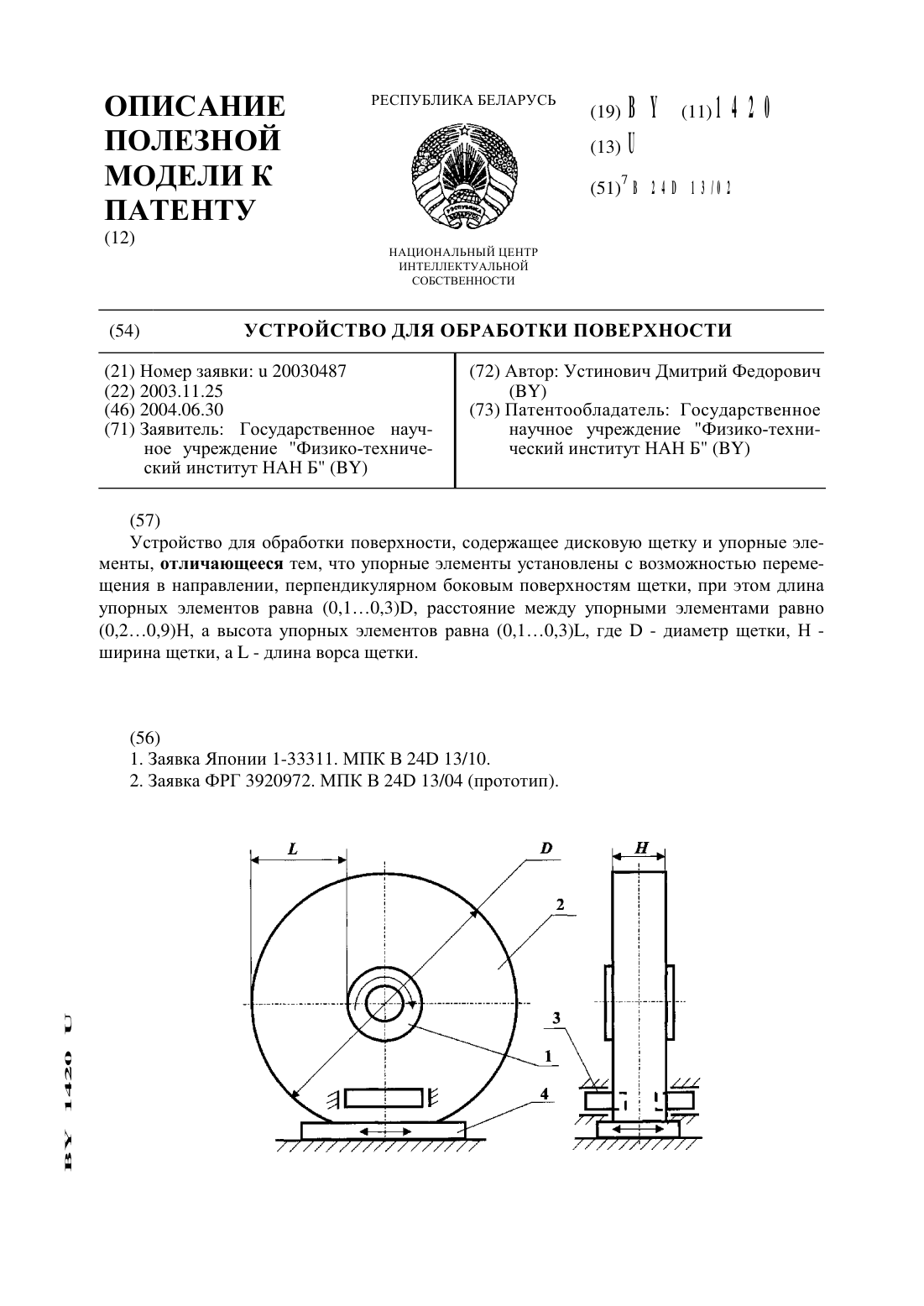
Номер патента: U 1420
Опубликовано: 30.06.2004
Автор: Устинович Дмитрий Федорович
МПК: B24D 13/02
Метки: обработки, устройство, поверхности
Текст:
...поверхностями упорных элементов И перемещаются К середине зоны сжатия между элементами, обеспечивая возрастание жесткости рабочей части щетки. В пространстве между упорными элементами происходит сжатие волокон,зазор между ними уменьшается, волокна периодически соприкасаются друг с другом и прижимаются к поверхностям упорных элементов. В результате увеличивается жесткость щетки, возрастает силы резания, что приводит к увеличению...
Дорожная щетка

Номер патента: U 909
Опубликовано: 30.06.2003
Авторы: Балакина Анастасия Сергеевна, Кривошеин Марк Григорьевич
Текст:
...вала 1 установлены фланцы 3, через которые осуществляется привод. Длина каждой секции 2 подбирается таким образом, чтобы приводной вал 1 был заполнен одинаковыми по длине секциями 2 без остатка. Обод 4 образован соединительными профилями 5, закрепленными на торцевых фланцах 6. Фланцы 6 имеют вырезы для размещения держателей 7, а также посадочные отверстия для установки на приводной вал и упоры 8 для передачи крутящего момента от приводного...
Предыдущий патент: Устройство для пластической деформации металлов
Следующий патент: Расфасованный пищевой товар
Случайный патент: Способ получения бисульфитной целлюлозы высокого выхода на магниевом основании