Способ обработки отверстия в поршневой головке шатуна двигателя внутреннего сгорания на горизонтально-расточном станке
Номер патента: 15997
Опубликовано: 30.06.2012
Авторы: Апетенок Евгений Станиславович, Иванов Владимир Петрович
Текст
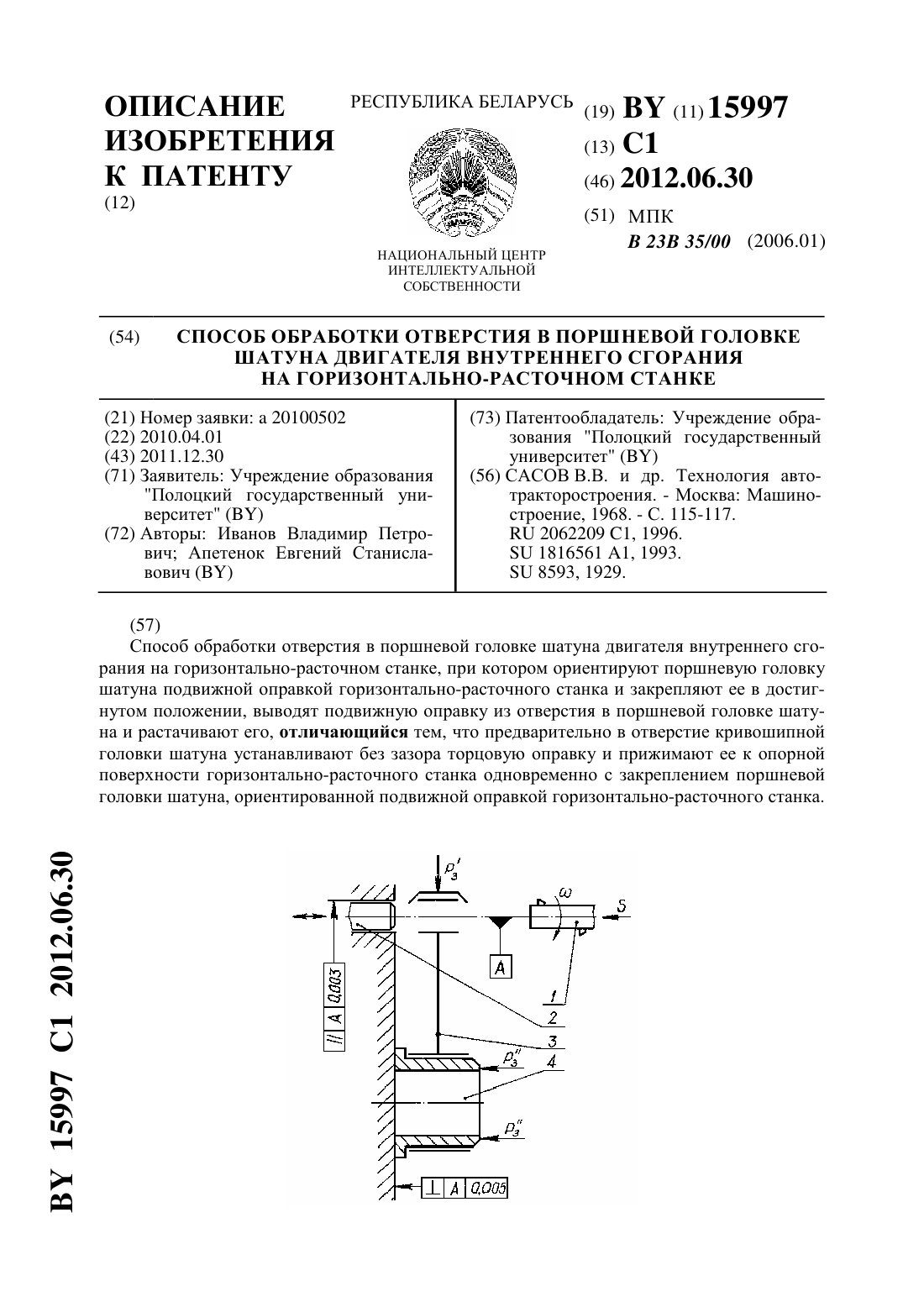
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ ОТВЕРСТИЯ В ПОРШНЕВОЙ ГОЛОВКЕ ШАТУНА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ НА ГОРИЗОНТАЛЬНО-РАСТОЧНОМ СТАНКЕ(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Авторы Иванов Владимир Петрович Апетенок Евгений Станиславович(73) Патентообладатель Учреждение образования Полоцкий государственный университет(57) Способ обработки отверстия в поршневой головке шатуна двигателя внутреннего сгорания на горизонтально-расточном станке, при котором ориентируют поршневую головку шатуна подвижной оправкой горизонтально-расточного станка и закрепляют ее в достигнутом положении, выводят подвижную оправку из отверстия в поршневой головке шатуна и растачивают его, отличающийся тем, что предварительно в отверстие кривошипной головки шатуна устанавливают без зазора торцовую оправку и прижимают ее к опорной поверхности горизонтально-расточного станка одновременно с закреплением поршневой головки шатуна, ориентированной подвижной оправкой горизонтально-расточного станка. 15997 1 2012.06.30 Изобретение относится к области машиностроения, а именно к ремонту машин, и найдет применение для восстановления изношенных деталей машин. Известен способ восстановления отверстия в поршневой головке шатуна путем растачивания отверстия, запрессовки в него втулки, которую растачивают и окончательно раскатывают 1. Данный способ не обеспечивает необходимую точность расположения осей отверстий в головках шатуна из-за того, что за базу шатуна при его установке принимают изношенную поверхность торца кривошипной головки, что приводит к снижению точности обработки. Наиболее близким техническим решением является способ обработки отверстия в поршневой головке шатуна двигателя внутреннего сгорания на горизонтально-расточном станке, включающий установку шатуна с ориентированием поршневой головки подвижной оправкой станка и закреплением ее в достигнутом положении. При этом шатун закрепляют по торцам поршневой и кривошипной головок, за базу принимают торец кривошипной головки. Перед обработкой выводят подвижную оправку из обрабатываемого отверстия 2. Недостатком известного способа является то, что за базу при данной обработке принимают торец кривошипной головки шатуна. Такое базирование приводит к тому, что не обеспечивается параллельность осей отверстий в поршневой и кривошипной головках шатуна из-за изнашивания в процессе эксплуатации торца кривошипной головки шатуна. Как следствие, точность обработки отверстия в поршневой головке шатуна снижается. Задачей предлагаемого способа является повышение точности обработки отверстия за счет обеспечения параллельности осей отверстий в кривошипной и поршневой головках. Поставленная задача достигается тем, что в способе обработки отверстия в поршневой головке шатуна двигателя внутреннего сгорания на горизонтально-расточном станке ориентируют поршневую головку шатуна подвижной оправкой горизонтально-расточного станка и закрепляют ее в достигнутом положении, выводят подвижную оправку из отверстия в поршневой головке шатуна и растачивают его. В отличие от прототипа, предварительно в отверстие кривошипной головки шатуна устанавливают без зазора торцовую оправку и прижимают ее к опорной поверхности горизонтально-расточного станка одновременно с закреплением поршневой головки шатуна, ориентированной подвижной оправкой горизонтально-расточного станка. Отличительными признаками заявляемого способа являются наличие новых операций, а именно предварительная установка торцовой оправки без зазора в кривошипную головку шатуна и прижатие ее к опорной поверхности станка одновременно с закреплением поршневой головки последовательность выполнения операций, т.е. предварительная установка торцовой оправки, одновременное прижатие кривошипной и поршневой головок условия осуществления операций использование торцовой оправки и установка ее в отверстие кривошипной головки без зазора. Благодаря данным отличиям обеспечивается снятие равномерного припуска и параллельность осей отверстий в головках шатуна в пределах установленного допуска, что приводит к повышению точности обработки. Изобретение поясняется фигурой, на которой представлена схема установки шатуна двигателя внутреннего сгорания, содержащая шпиндель станка 1, подвижную оправку 2,шатун с кривошипной головкой 3 и поршневой головкой 4, торцовую оправку 5, прижатую к опорной поверхности станка 6. Предлагаемый способ обработки отверстия в поршневой головке шатуна был реализован в производственных условиях следующим образом. Обработку вели на специализированном станке марки КК-1454. В качестве заготовки использовали изношенный шатун двигателя внутреннего сгорания марки ЗМЗ-53 с поршневой головкой, в отверстии которой запрессована втулка из материала БрАЖН-9-4, с диа 2 15997 1 2012.06.30 метром обрабатываемого отверстия 250,01. В кривошипную головку 3 запрессовывали торцовую оправку 5, выполненную в виде втулки из стали 45. Затем в отверстие поршневой головки 4 вводили подвижную оправку 2 станка. После чего прикладывали силы закрепления Р 3 и Р 3 с помощью гидропривода станка соответственно к поршневой головке 4 и к торцевой оправке 5. При этом торцовая оправка 5 прижимается к опорной поверхности станка 6. Далее выводили подвижную оправку 2 из отверстия поршневой головки 4 с последующим растачиванием за счет вращения шпинделя с резцами с угловой частотой вращения резанием 3000 мин-1 и подачей 0,01 мм/об. Для осуществления сравнительной проверки точности обработки по заявляемому способу и способу-прототипу использовался стенд 1 ПСБ 4-052, предназначенный для контроля расположения осей отверстий шатунов. Точность обработки определялась параллельностью осей отверстий в мм на 100 мм длины. Результаты испытаний приведены в таблице. Исследуемые объекты Заявляемый способ Прототип Как видно из таблицы, предлагаемый способ обеспечивает параллельность осей отверстий в головках шатуна в пределах установленного допуска 0,04 мм на 100 мм длины 3 в отличие от прототипа, который не обеспечивает данное требование. Достоверность полученных данных подтверждена многократностью измерений параллельности осей отверстий для прототипа - 200 раз, а для заявляемого способа - 1000 раз. Использование заявляемого способа в ремонтном производстве позволит повысить точность расположения осей обрабатываемых отверстий в головках шатуна двигателей внутреннего сгорания, исключить перекос поршней в цилиндрах двигателей, а следовательно, повысить и надежность в процессе их эксплуатации. Источники информации 1. Курчаткин В.В., Тельнов Н.Ф., Ачкасов К.А. Надежность и ремонт машин. - М. Колос, 2000. - С. 347. 2. Сасов В.В. Технология автотракторостроения. - М. Машиностроение, 1968. - С. 116. 3. Руководство по капитальному ремонту РК РБ 00918241,003-94. - Минск ПТИ Сельхозпроект, 1994. - С. 250. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23B 35/00
Метки: способ, отверстия, горизонтально-расточном, двигателя, станке, шатуна, внутреннего, головке, обработки, сгорания, поршневой
Код ссылки
<a href="https://by.patents.su/3-15997-sposob-obrabotki-otverstiya-v-porshnevojj-golovke-shatuna-dvigatelya-vnutrennego-sgoraniya-na-gorizontalno-rastochnom-stanke.html" rel="bookmark" title="База патентов Беларуси">Способ обработки отверстия в поршневой головке шатуна двигателя внутреннего сгорания на горизонтально-расточном станке</a>
Поршневой двигатель внутреннего сгорания с цилиндрами, расположенными горизонтально в один ряд
Номер патента: 1864
Опубликовано: 30.12.1997
Авторы: Каменецкий Роман Моисеевич, Атласнер Альберт Григорьевич, Головач Анатолий Антонович, Решес Леонид Лазаревич
МПК: F02B 75/20, F01B 1/02, F02F 7/00...
Метки: цилиндрами, расположенными, сгорания, поршневой, внутреннего, горизонтально, один, двигатель, ряд
Текст:
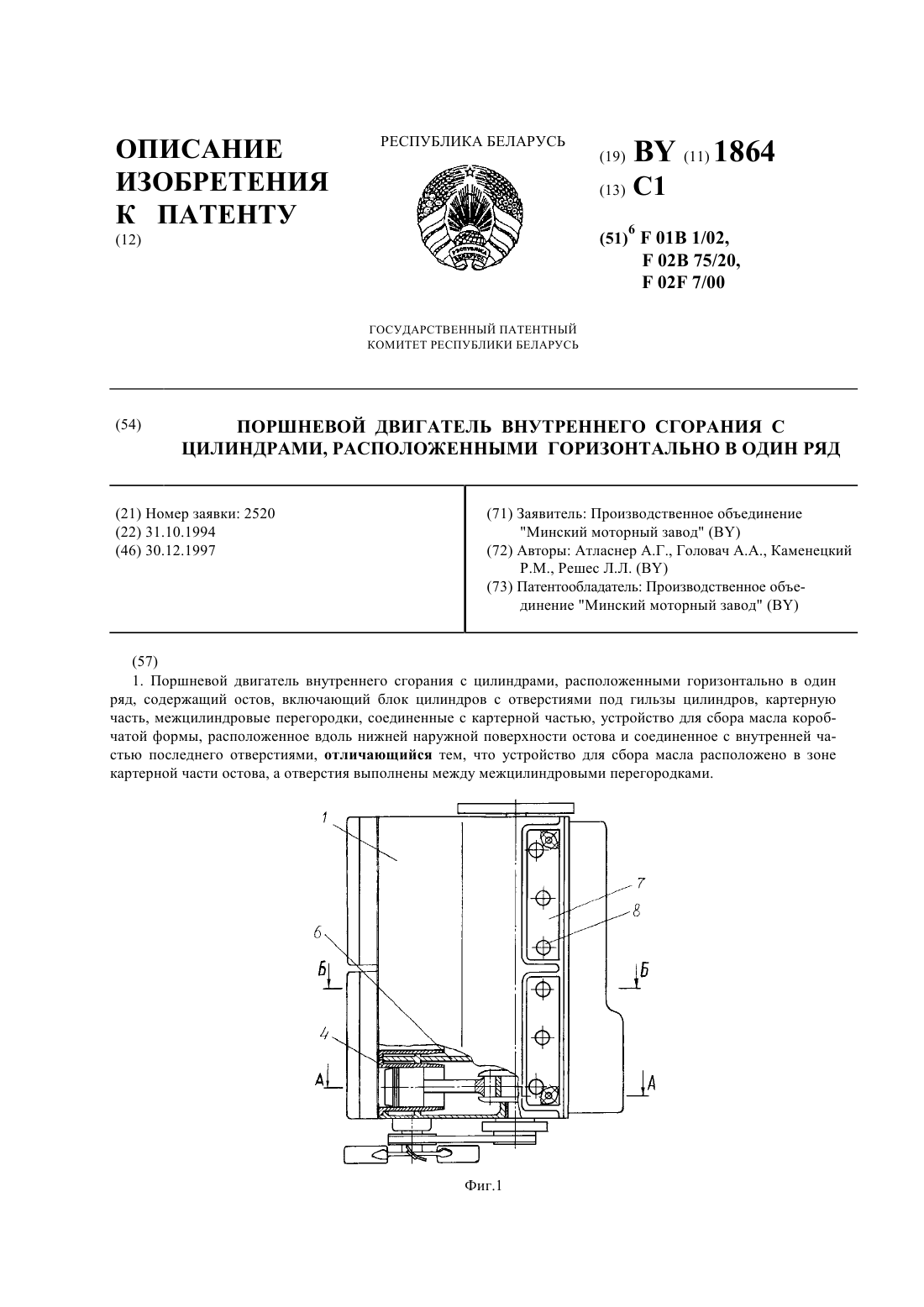
...картерной частью, устройство для сбора масла коробчатой формы, расположенное вдоль нижней наружной поверхности остова и соединенное с внутренней частью последнего отверстиями, устройство для сбора масла расположено в зоне картерной части остова, а отверстия выполнены между межцилиндровыми перегородками. Расположение устройства для сбора масла в зоне картерной части остова и выполнение указанного устройства за одно целое с ней увеличивает...
Способ работы поршневого двигателя внутреннего сгорания и поршневой двигатель внутреннего сгорания
Номер патента: 1397
Опубликовано: 16.09.1996
Авторы: Стародетко Георгий Евгеньевич, Стародетко Константин Евгеньевич, Стародетко Евгений Александрович, Симон Симанд
МПК: F02B 33/06, F02B 37/00
Метки: двигателя, поршневой, способ, поршневого, работы, сгорания, двигатель, внутреннего
Текст:
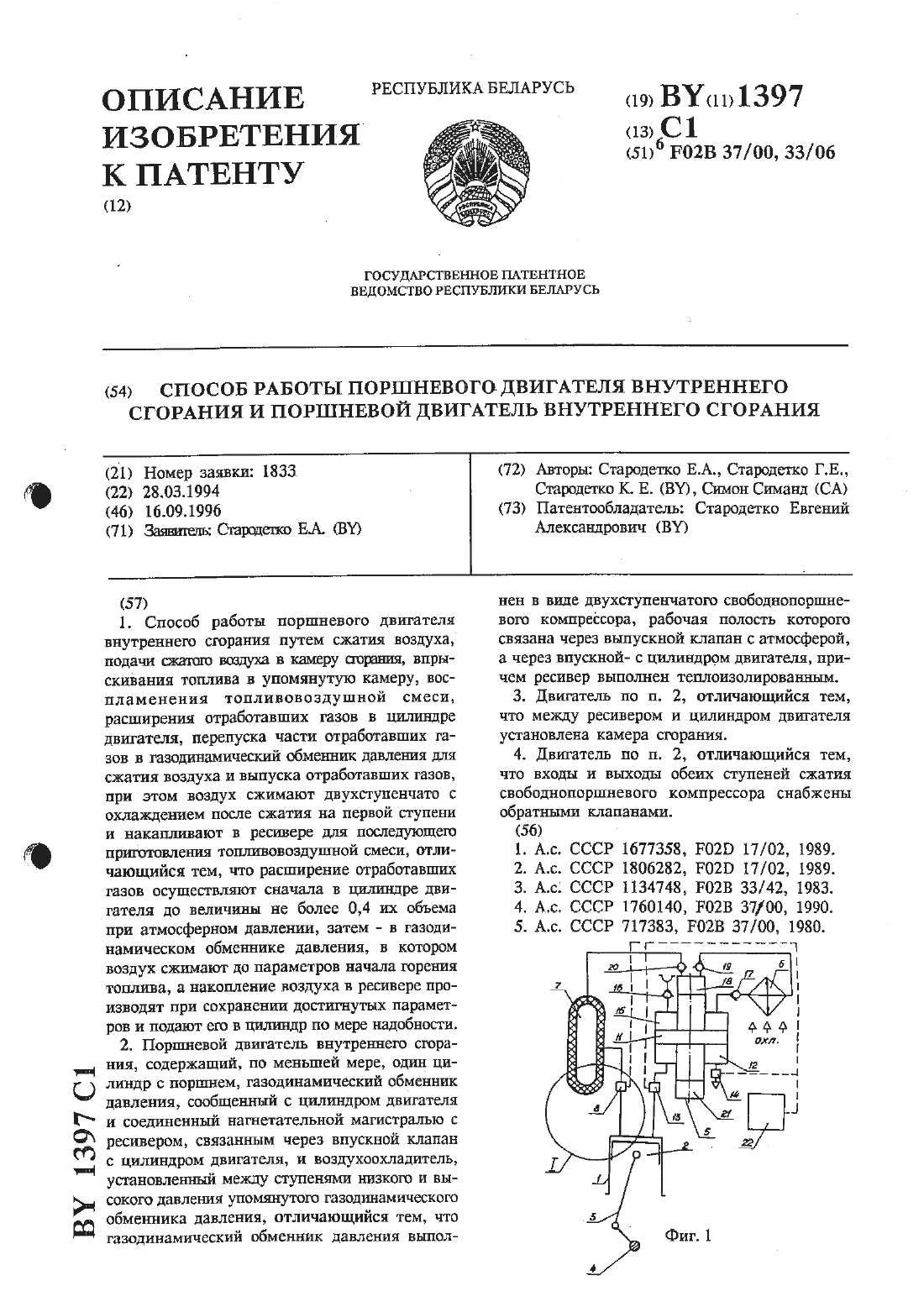
...рабочих газов в газодинамический обменник давления для сжатия воздуха и выпуска отработавших газов, при этом воздух сжимают двухступенчато с охлаждением после сжатия на первой ступени и накапливают в ресивере для последующего приготовления тошшвовоздушной смеси, согласно изобретению, расширение рабочих газов осуществляют сначала в цилиндре двигателя до ведгичины не более 0,4 их объема при атмосферном давлении, а затем - в газоДИННМИЧЕСКОМ...
Способ обработки воздуха для горючей смеси двигателя внутреннего сгорания и устройство для его осуществления
Номер патента: 12905
Опубликовано: 28.02.2010
Авторы: Пилатов Александр Юрьевич, Вершина Георгий Александрович, Матус Андрей Вильевич
МПК: F02M 27/04
Метки: сгорания, осуществления, горючей, двигателя, обработки, внутреннего, устройство, смеси, способ, воздуха
Текст:
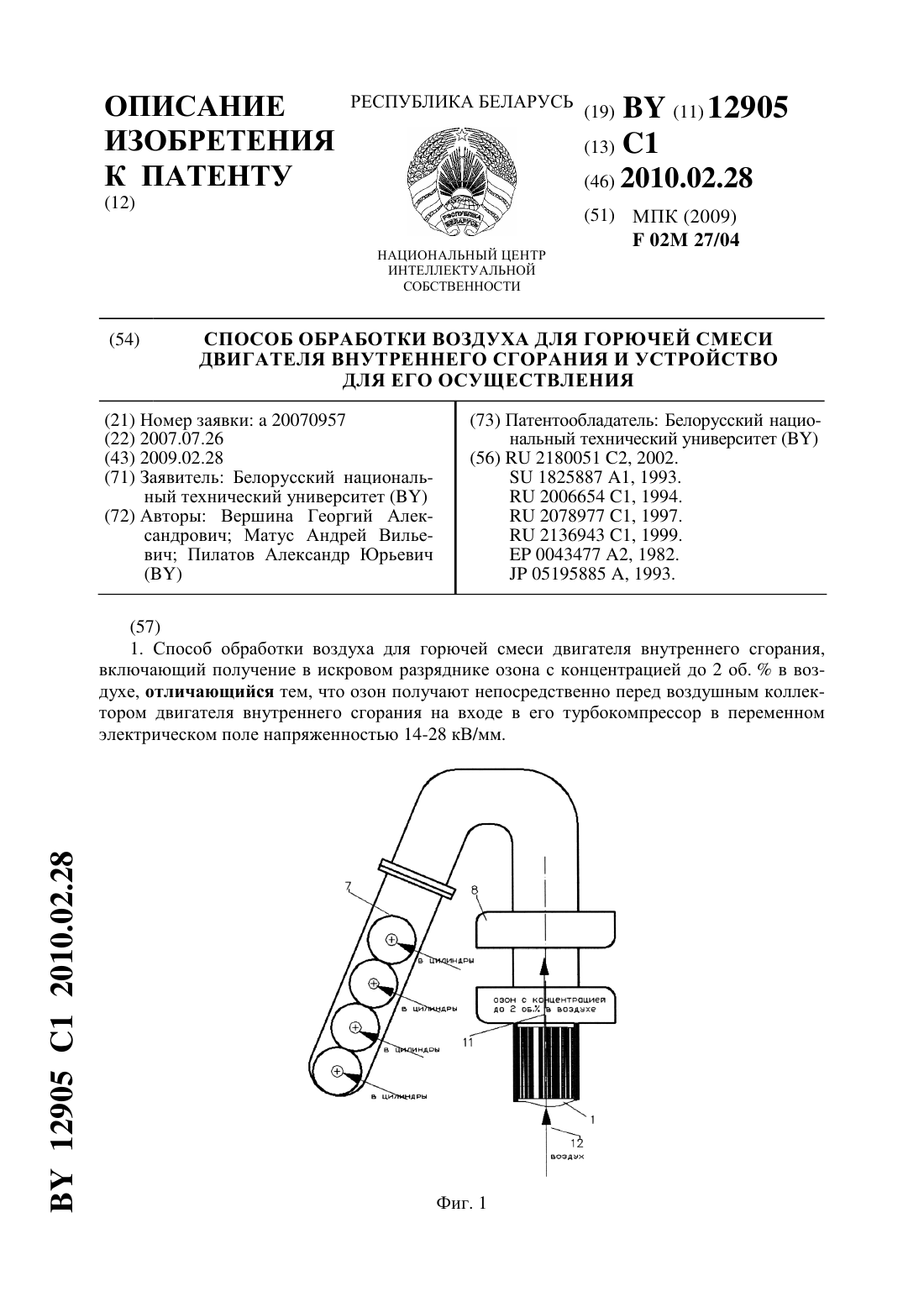
...достижимая концентрация озона при различной энергии возбуждаемого в искровом разряднике тлеющего разряда и температуры в разряднике для четырехтактного дизельного двигателя с расходом воздуха 0,36 кг/сек частотой вращения коленвала 2400 об/мин для номинального режима работы,давлением наддува 0,18 МПа. Заявляемое устройство содержит искровой разрядник 1, электроды которого выполнены в виде двух свернутых в спирали пластин 2, обернутых с...
Способ работы поршневого двигателя внутреннего сгорания с продолженным расширением и двигатель внутреннего сгорания для его осуществления
Номер патента: 8321
Опубликовано: 30.08.2006
Авторы: Стародетко Константин Евгеньевич, Стародетко Евгений Александрович, Витязь Александр Александрович
МПК: F02B 41/02
Метки: поршневого, работы, расширением, сгорания, способ, внутреннего, двигателя, продолженным, осуществления, двигатель
Текст:
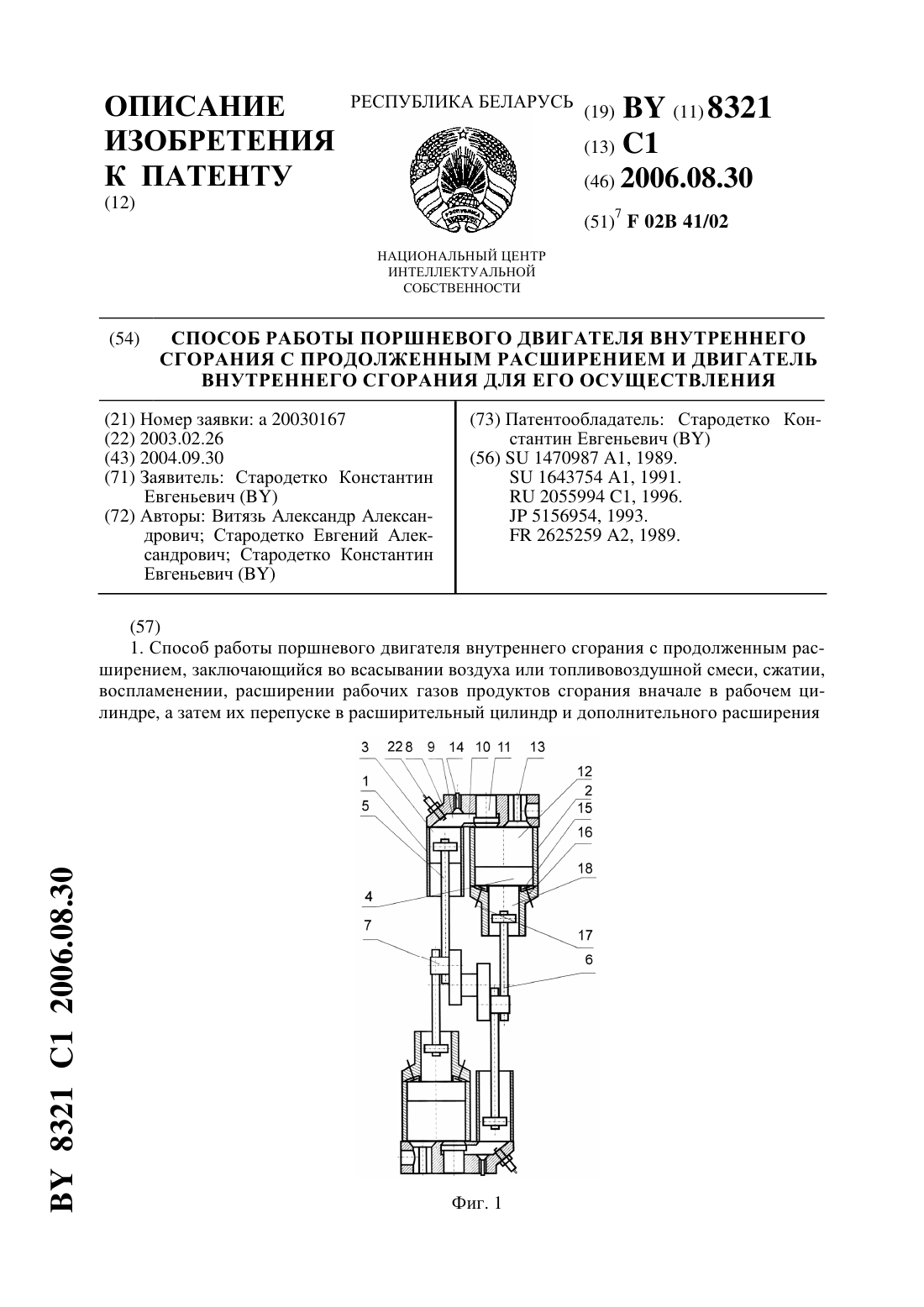
...смеси, а расширительная камера снабжена клапанами, один из которых соединяет ее с общей камерой сгорания, а другой - с выхлопом. Поставленная задача решается также и тем, что цилиндры двигателя и компрессора установлены параллельно друг другу в одном блоке и снабжены общей головкой с камерой сгорания, а их поршни установлены в противофазе и связаны шатунами с шатунными шейками одного коленчатого вала, образуя рабочую секцию....
Устройство газораспределения двигателя внутреннего сгорания
Номер патента: 13895
Опубликовано: 30.12.2010
Автор: Ковалев Сергей Сергеевич
МПК: F01L 13/08, F01L 1/12, F02D 13/02...
Метки: устройство, сгорания, двигателя, внутреннего, газораспределения
Текст:
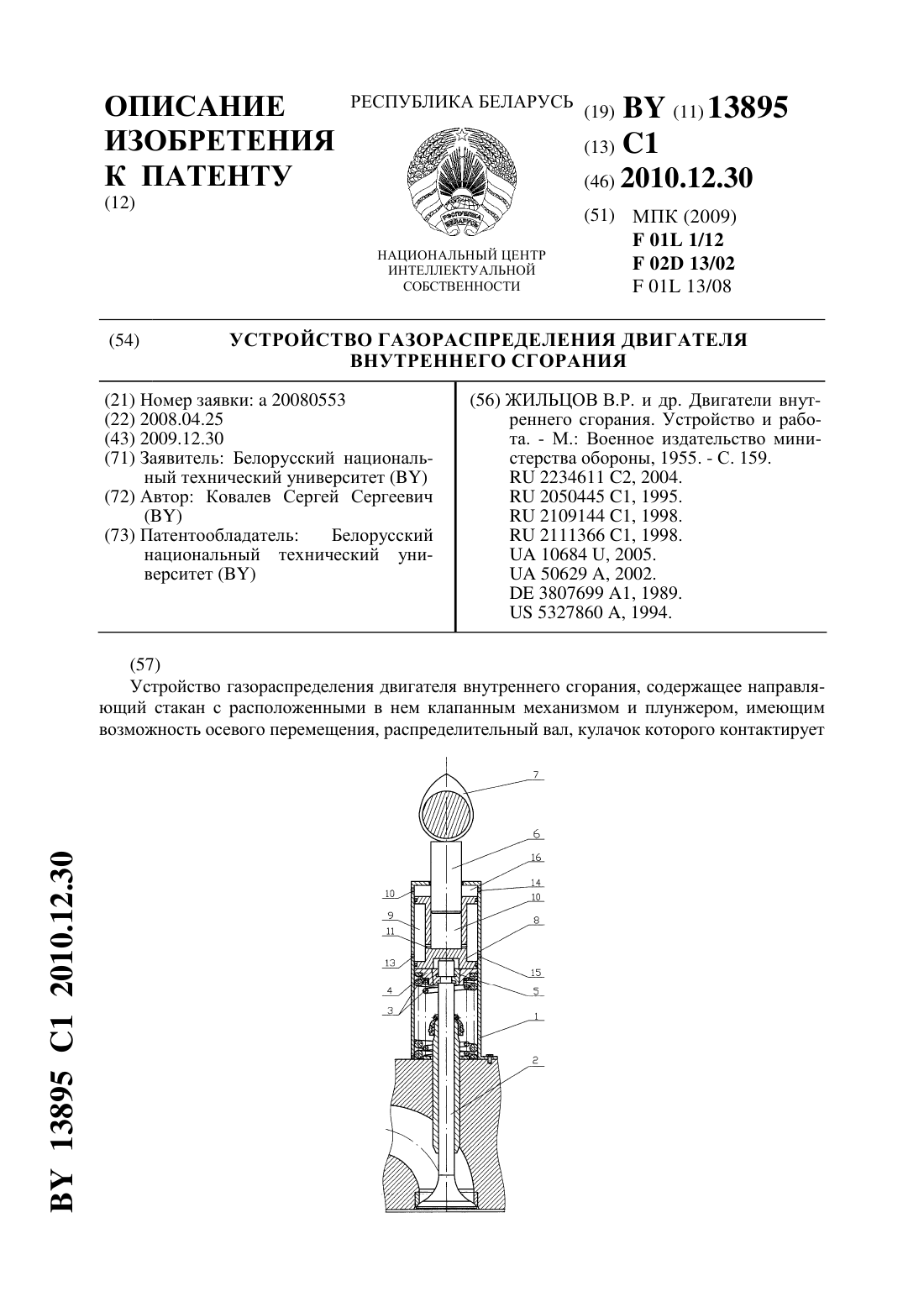
...механизмом и плунжером, имеющим возможность осевого перемещения, распределительный вал, кулачок которого контактирует с плунжером, содержит полый поршень,на наружной поверхности которого выполнена кольцевая проточка, образующая со стенкой направляющего стакана полость, сообщающуюся с полостью поршня посредством отверстий плунжер расположен в полости поршня, а направляющий стакан имеет впускные и выпускные отверстия, которые сообщают...
Предыдущий патент: Способ лечения апикального периодонтита
Следующий патент: Способ определения типа мертвого времени фотоприемника, работающего в режиме счета фотонов
Случайный патент: Оптическое стекло с повышенным показателем преломления