Дорн для литья полого слитка из металлов или сплавов
Номер патента: 13011
Опубликовано: 30.04.2010
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
Текст
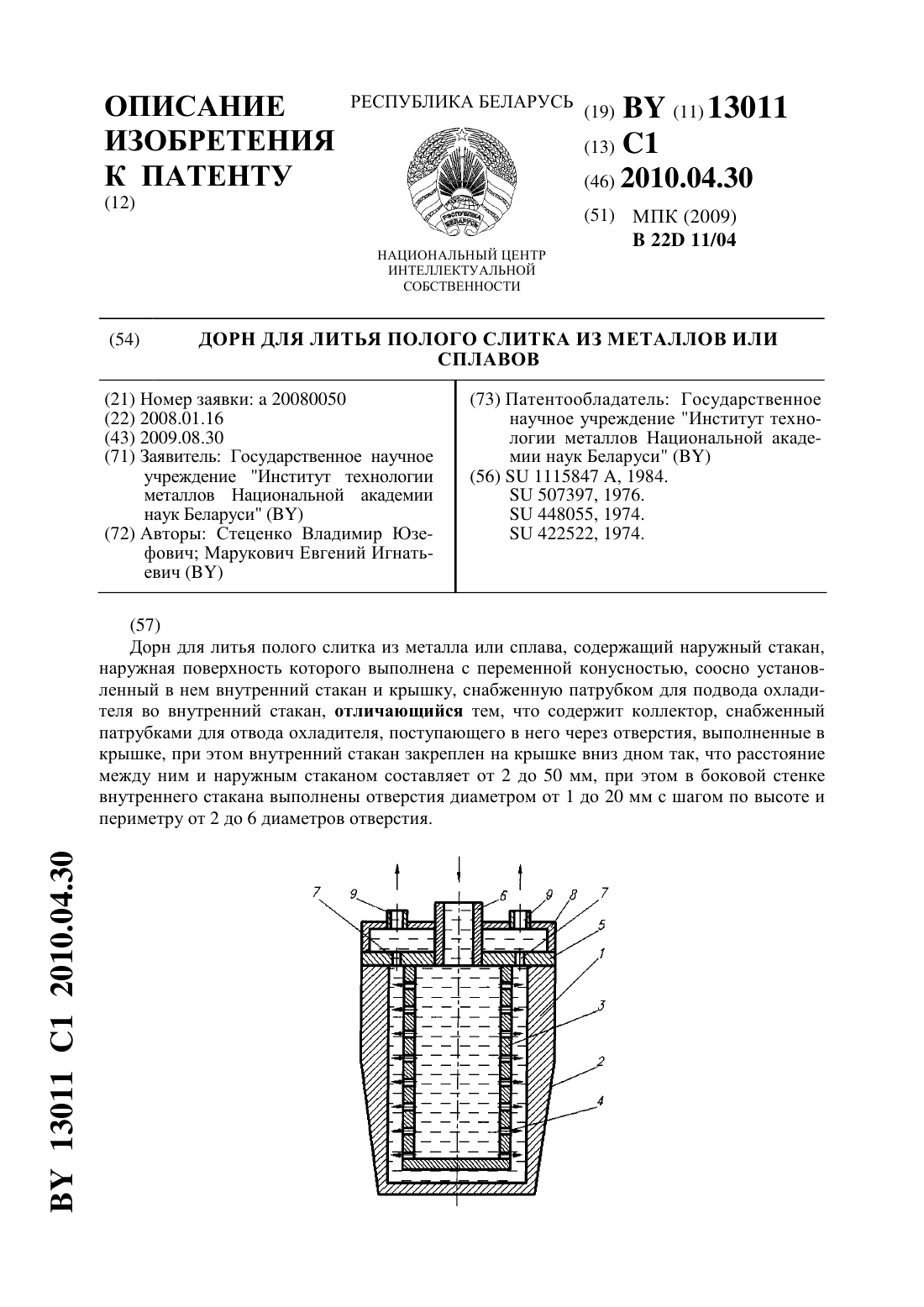
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ДОРН ДЛЯ ЛИТЬЯ ПОЛОГО СЛИТКА ИЗ МЕТАЛЛОВ ИЛИ СПЛАВОВ(71) Заявитель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(72) Авторы Стеценко Владимир Юзефович Марукович Евгений Игнатьевич(73) Патентообладатель Государственное научное учреждение Институт технологии металлов Национальной академии наук Беларуси(57) Дорн для литья полого слитка из металла или сплава, содержащий наружный стакан,наружная поверхность которого выполнена с переменной конусностью, соосно установленный в нем внутренний стакан и крышку, снабженную патрубком для подвода охладителя во внутренний стакан, отличающийся тем, что содержит коллектор, снабженный патрубками для отвода охладителя, поступающего в него через отверстия, выполненные в крышке, при этом внутренний стакан закреплен на крышке вниз дном так, что расстояние между ним и наружным стаканом составляет от 2 до 50 мм, при этом в боковой стенке внутреннего стакана выполнены отверстия диаметром от 1 до 20 мм с шагом по высоте и периметру от 2 до 6 диаметров отверстия. 13011 1 2010.04.30 Изобретение относится к металлургии, а именно к полунепрерывному, непрерывному,непрерывно-циклическому и циклическому литью полых слитков из металлов и сплавов. Известен дорн для отливки полых слитков, содержащий стакан, наружная поверхность которого выполнена с переменной конусностью, крышку с патрубком для подвода охладителя 1. Основным недостатком данной конструкции является неравномерность охлаждения гильзы дорна по высоте и периметру, что повышает брак слитков и уменьшает выход годного литья. Данная конструкция применима преимущественно к литью слитков из алюминиевых сплавов. Наиболее близким по технической сущности является дорн для отливки полых слитков из алюминиевых сплавов, содержащий наружный стакан, наружная поверхность которого выполнена с переменной конусностью, крышку, соединенную с подводящим патрубком, внутренний стакан 2. Охлаждение гильзы дорна осуществляется потоками охладителя, движущимися сверху вниз в кольцевом канале между наружным и внутренним стаканами. Основным недостатком данной конструкции является недостаточная охлаждающая способность гильзы дорна, что уменьшает производительность литья полых слитков. Кроме того, данная конструкция применима преимущественно к литью слитков из алюминиевых сплавов. Технической задачей, на решение которой направлено заявляемое изобретение, является повышение интенсивности охлаждения дорна и расширение области применения дорна. Технический результат заключается в увеличении производительности процесса литья полых слитков из металлов и сплавов. Поставленная задача достигается тем, что в заявляемом дорне для литья полого слитка из металла или сплава, содержащем наружный стакан, наружная поверхность которого выполнена с переменной конусностью, соосно установленный в нем внутренний стакан и крышку, снабженную патрубком для подвода охладителя во внутренний стакан, при этом содержит коллектор, снабженный патрубками для отвода охладителя, поступающего в него через отверстия, выполненные в крышке, при этом внутренний стакан закреплен на крышке вниз дном так, что расстояние между ним и наружным стаканом составляет от 2 до 50 мм, при этом в боковой стенке внутреннего стакана выполнены отверстия диаметром от 1 до 20 мм с шагом по высоте и периметру от 2 до 6 диаметров отверстия. На чертеже представлен продольный разрез предлагаемого дорна. Он состоит из наружного стакана 1, наружная поверхность 2 которого выполнена с переменной конусностью. Внутри наружного стакана на расстоянии от 2 до 50 мм от него установлен внутренний стакан 3, при этом в боковой стенке которого выполнены отверстия 4 диаметром от 1 до 20 мм с шагом по высоте и периметру от 2 до 6 диаметров отверстия. Стаканы соединены крышкой 5, которая снабжена подводящим патрубком 6 для подачи охладителя. Крышка 5 выполнена с отверстиями 7 для выхода охладителя в коллектор 8, соединенный с подводящим 6 и отводящим 9 патрубками. Установить внутренний стакан соосно наружному на расстоянии менее 2 мм от него технически очень трудно. При установке внутреннего стакана на расстоянии более 50 мм от наружного стакана эффективность ударно-струйного действия охладителя будет снижаться из-за тормозящего действия потока охладителя в кольцевом канале между внутренним и наружным стаканами. Отверстия диаметром менее 1 мм в боковой поверхности внутреннего стакана выполнить технически очень трудно. При диаметре этих отверстий более 20 мм эффективность ударного действия затопленных струй охладителя существенно снижается. Изготовление отверстий с шагом по высоте и периметру менее 2-х диаметров отверстий уменьшает давление охладителя во внутреннем стакане, что приводит к снижению эффективности охлаждающей способности дорна. Если отверстия в боковой поверхности внутреннего стакана выполнены по высоте и периметру с шагом более 6 диаметров отверстий, то это существенно снижает охлаждающую способность дорна 2 13011 1 2010.04.30 вследствие появления большого количества зон вне действия ударно-струйного эффекта охлаждения охладителем. Охлаждение дорна осуществляется следующим образом. Охладитель из подводящего патрубка под давлением поступает во внутренний стакан и далее равномерно продавливается в виде затопленных струй через отверстия в боковой стенке стакана. Струи охладителя ударяют о внутреннюю поверхность стакана. При этом существенно возрастает турбулентность потока охладителя вблизи поверхности охлаждения. Это уменьшает толщину теплового пограничного слоя и увеличивает коэффициент теплоотдачи от боковой поверхности наружного стакана к охладителю. Вблизи поверхности охлаждения также увеличивается радиальное гидродинамическое давление охладителя, что повышает его температуру кипения. Все это увеличивает охлаждающую способность дорна и повышает производительность процесса литья полых слитков из металлов и сплавов. Пример. Изготовлен стальной дорн для циклического литья полого слитка с наружным и внутренним диаметрами 106 мм и 78 мм. Внутренний стакан отстоял от наружного на расстоянии 10 мм. На боковой поверхности внутреннего стакана были выполнены отверстия диаметром 4 мм с шагом по высоте и периметру 3 диаметра отверстия. По сравнению с циклическим литьем с использованием обычного дорна, в котором охлаждающие потоки идут вдоль внутренней поверхности наружного стакана, дорн со струйным охлаждением позволяет увеличить производительность процесса литья полых отливок из сплава АК 9 в среднем в 1,6 раза. Источники информации 1. А. с. СССР 137239, МПК 22 21/04, 1961. 2. А. с. СССР 1115847, МПК 22 11/04, 1984. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 11/04
Метки: металлов, дорн, слитка, или, сплавов, полого, литья
Код ссылки
<a href="https://by.patents.su/3-13011-dorn-dlya-litya-pologo-slitka-iz-metallov-ili-splavov.html" rel="bookmark" title="База патентов Беларуси">Дорн для литья полого слитка из металлов или сплавов</a>
Дорн для литья полых слитков из металлов и сплавов
Номер патента: U 4554
Опубликовано: 30.08.2008
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/04
Метки: дорн, слитков, полых, литья, сплавов, металлов
Текст:
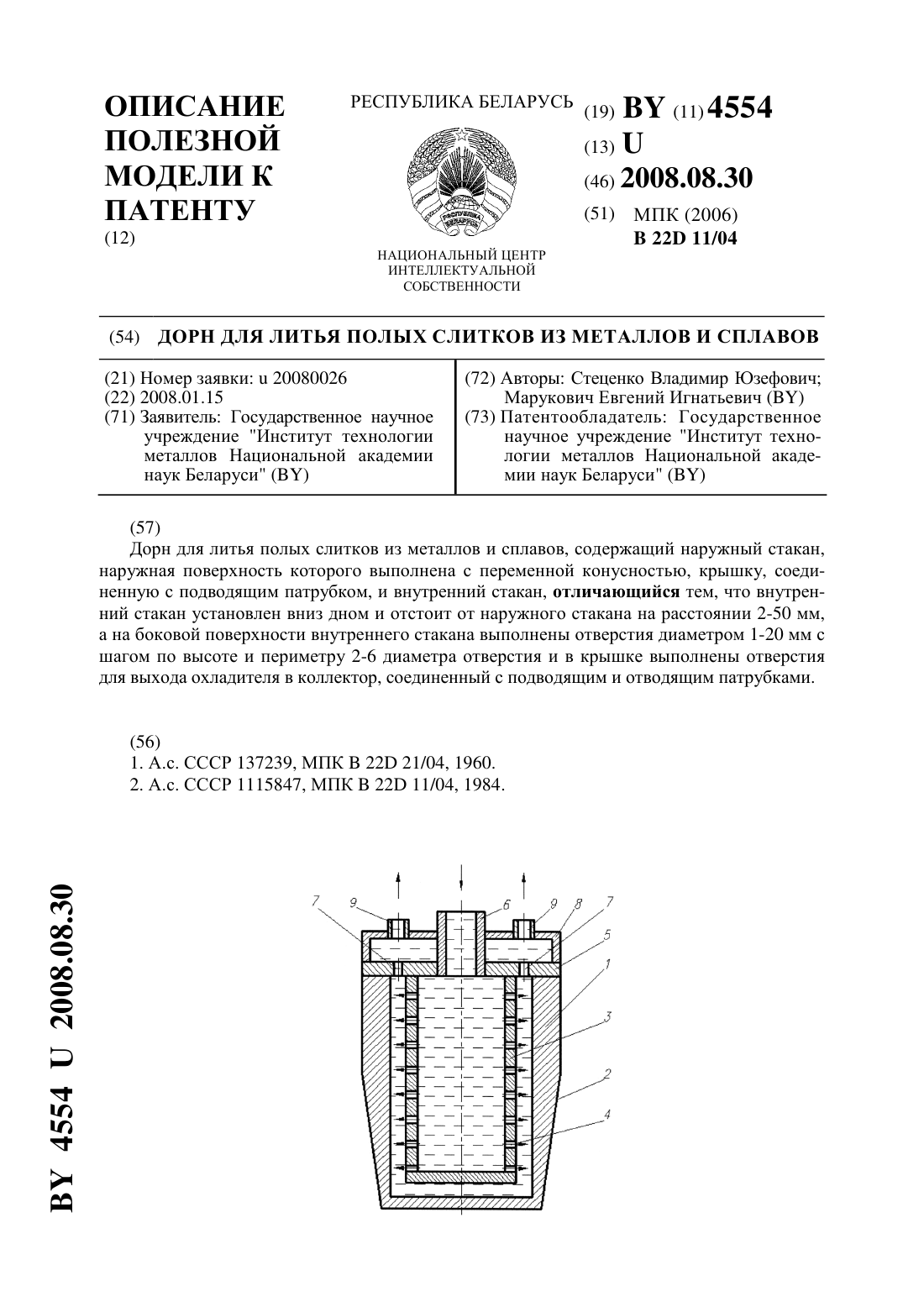
...стакана выполнены отверстия диаметром 1-20 мм с шагом по высоте и периметру 2-6 диаметра отверстия и в крышке выполнены отверстия для выхода охладителя в коллектор, соединенный с подводящим и отводящим патрубками. На чертеже представлен продольный разрез предлагаемого дорна. Он состоит из наружного стакана 1, наружная поверхность 2 которого выполнена с переменной конусностью. Внутри наружного стакана на расстоянии 2-50 мм от него...
Дорн для литья полых слитков из алюминиевых сплавов
Номер патента: U 4553
Опубликовано: 30.08.2008
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/04
Метки: слитков, сплавов, литья, дорн, алюминиевых, полых
Текст:
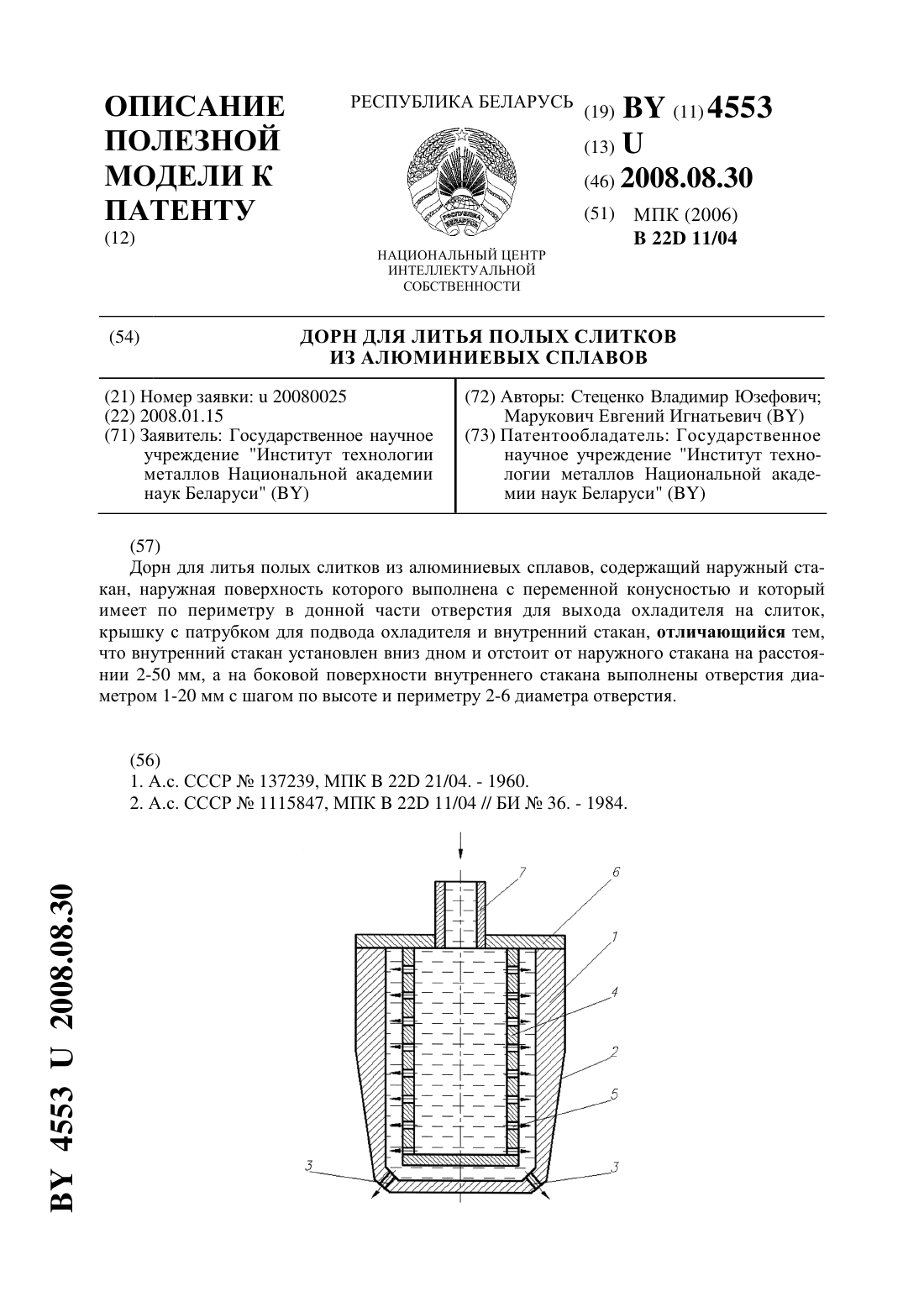
...стакан, при этом внутренний стакан установлен вниз дном и отстоит от наружного стакана на расстоянии 2-50 мм, а на боковой поверхности внутреннего стакана выполнены отверстия диаметром 1-20 мм с шагом по высоте и периметру 2-6 диаметра отверстия. На чертеже представлен продольный разрез предлагаемого дорна. Он состоит из наружного стакана 1, наружная поверхность 2 которого выполнена с переменной конусностью. По периметру стакана 1 в...
Кристаллизатор для непрерывного литья слитков металлов и сплавов
Номер патента: 12100
Опубликовано: 30.06.2009
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 27/00
Метки: слитков, литья, непрерывного, металлов, сплавов, кристаллизатор
Текст:
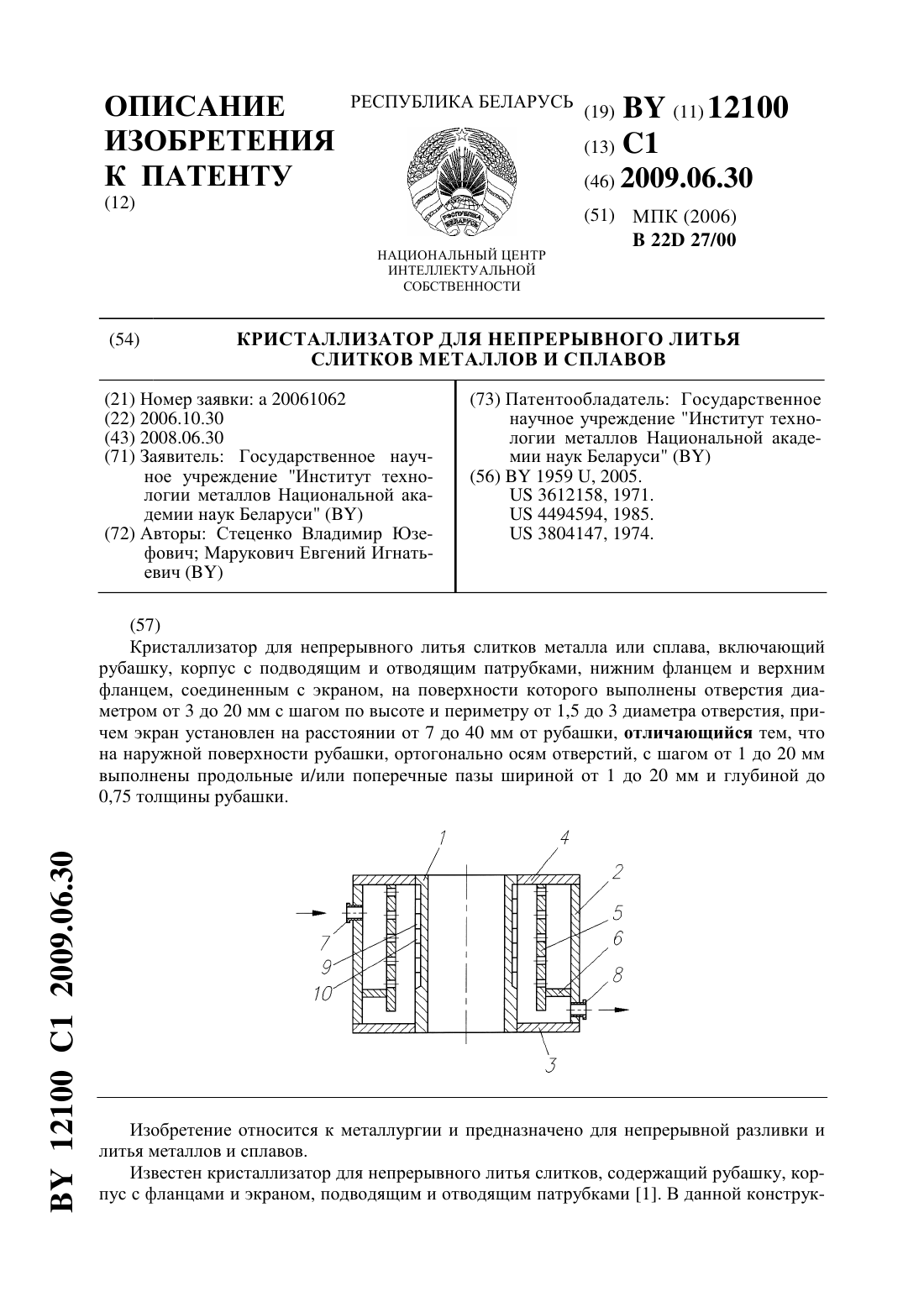
...и периметру от 1,5 до 3 диаметра отверстия, причем экран установлен на расстоянии от 7 до 40 мм от рубашки, на наружной поверхности рубашки, ортогонально осям отверстий,с шагом от 1 до 20 мм выполнены продольные и/или поперечные пазы шириной от 1 до 20 мм и глубиной до 0,75 толщины рубашки. Площадь охлаждаемой поверхности дополнительно увеличивается путем выполнения на ней ортогонально осям отверстий, с шагом от 1 до 20 мм продольных и/или...
Кристаллизатор для непрерывного литья металлов и сплавов
Номер патента: U 3671
Опубликовано: 30.06.2007
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/00
Метки: литья, сплавов, непрерывного, кристаллизатор, металлов
Текст:
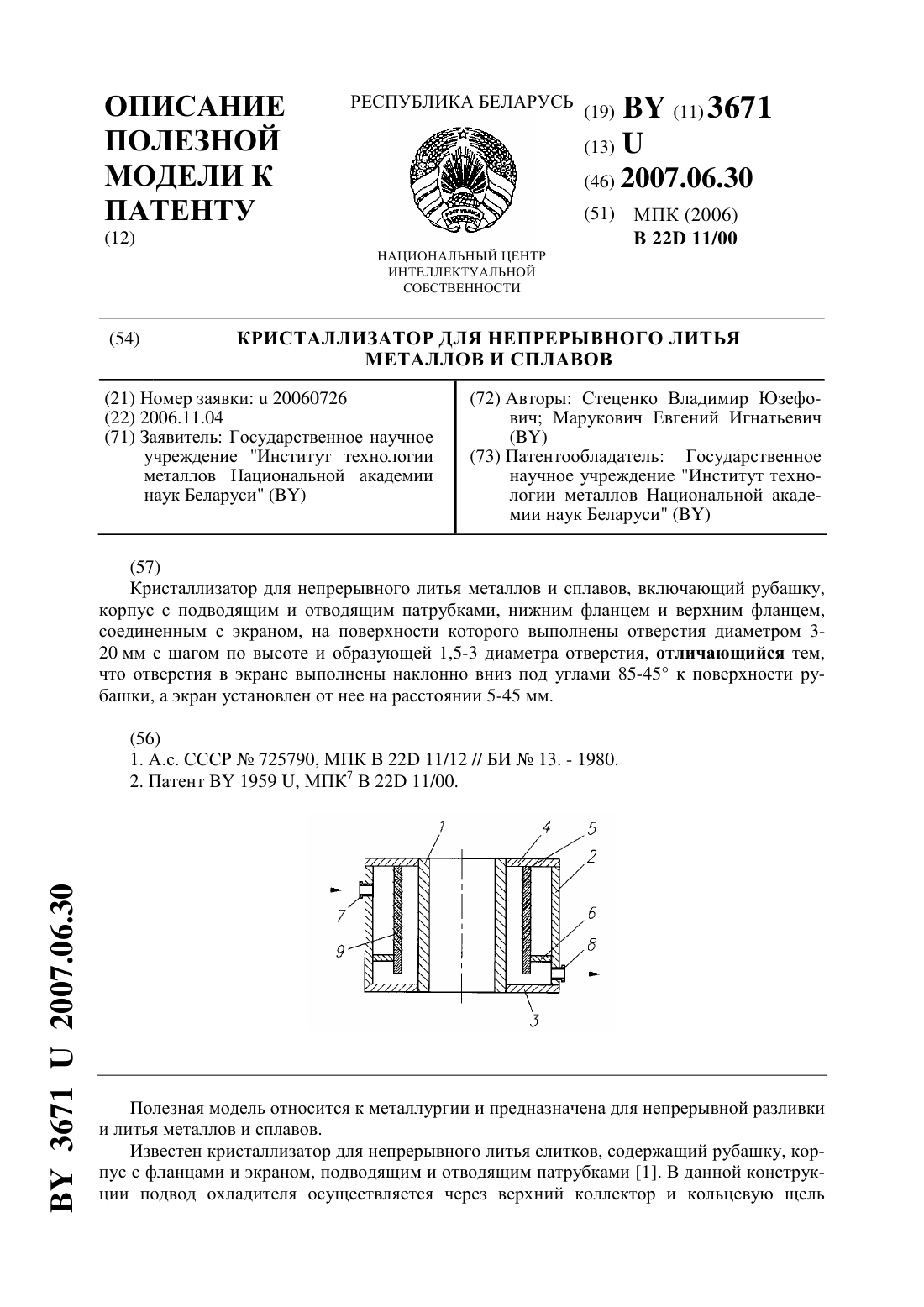
...Технический результат заключается в повышении производительности непрерывного литья слитков. Поставленная задача достигается тем, что в заявленном кристаллизаторе для непрерывного литья металлов и сплавов, включающем рубашку, корпус с подводящим и отводящим патрубками, нижним фланцем и верхним фланцем, соединенным с экраном, на поверхности которого выполнены отверстия диаметром 3-20 мм с шагом по высоте и образующей (периметру) 1,5-3...
Кристаллизатор для непрерывных литья и разливки металлов и сплавов
Номер патента: U 3666
Опубликовано: 30.06.2007
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/00
Метки: металлов, разливки, кристаллизатор, сплавов, литья, непрерывных
Текст:
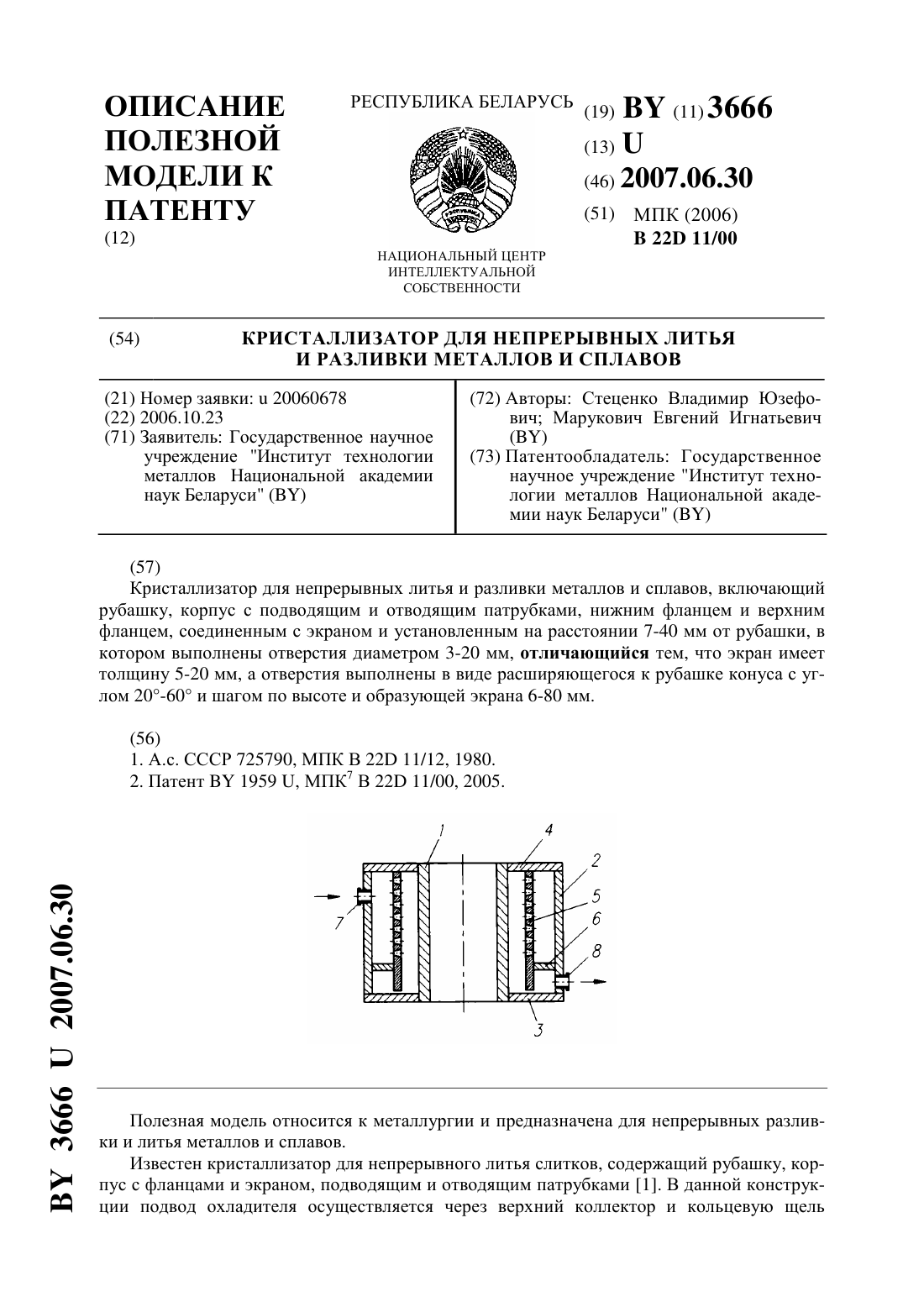
...и разливки металлов и сплавов, включающем рубашку, корпус с подводящим и отводящим патрубками, нижним фланцем и верхним фланцем, соединенным с экраном, установленным на расстоянии 7-40 мм от рубашки, в котором выполнены отверстия диаметром 3-20 мм, экран имеет толщину 5-20 мм, а отверстия выполнены в виде расширяющегося к рубашке конуса с углом 20-60 и шагом по высоте и образующей (периметру) экрана 6-80 мм. На чертеже представлен продольный...
Предыдущий патент: Способ фиксации полипропиленовой сетки при герниопластике
Следующий патент: Дорн для литья полого слитка из алюминиевых сплавов
Случайный патент: Трамбовка для образования котлованов под фундаменты