Прямонакальный катод
Текст
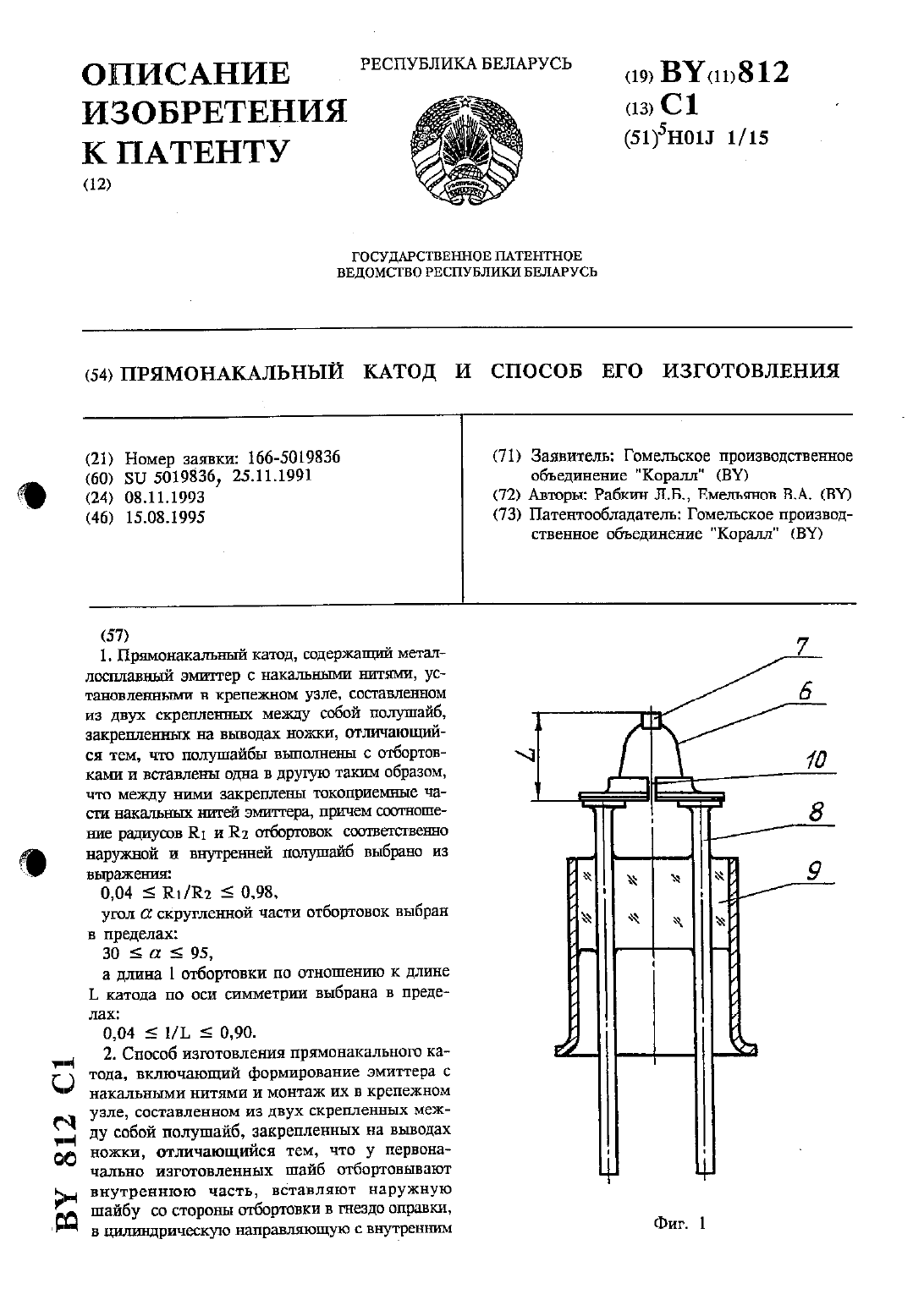
отверстием помещают эмиттер с накальными нитями. второй оправкой, установленной соосно с первой оправкой, формируют канальные Нити эмиттера до прилегания их к формуюЩему стержню второй оправки, совмещая оси СИММЕТрИИ ЭМИТТВрН И ВНуТрВННЕГО ДИЭМСТРЗ отверстия шайбы, после удаления второй оправки на наружную шайбу с отформованньпьш накальнъши нитями эмиттера, устанавливают внутреннюю шайбу отбортрвкой в сторону отв бортовки наружной шайбы и третьей оправкой со стержнем осушесгшнпот двухсгадггтдппап обжим смонтированной коьшоащии до возникновения пластических деформаций в пределах от 1 до 60 тшшпшы деформируемых участков, на пер вой стадии - в области неотбортованной части шайб. а на второй стадии - в областях неотбортованной и отбортоваштой части шайб, закрепляя между ними токоприемные части накальньпс ННТЕЙ ЭМИТГЕРЗ, ПОСЛЕ ЧЕГО ЗЗТУГОВКУ КНТОДЗ монтируют на выводе наноси и разрезают скрепленные шайбы по лишаи, проходящей между токоприемнщш частями накальных нитей эьшттера.Изобретение относится к области электронной техники и может быть использовано при изготовлении прямонанальных кетоцов, например, для цветных кинескопов.Известен катодный узел для электронных приборов, содержащий металлосплавный эмиттер с накальнымм нитям, закрепленныи на держателях выполлненных В виде цвух диаметрально про тивоположных частей кольца. /1 н/ Известен способ изготовления прямонакального катодавключающй формирование эмиттера с накальными нитями и монтаж их е крепежном узле./1/Недостатком указанного катода и способа его изготовления является относительно низкая стабильность тока потребля емая для разогрева эмиттера.Известен прямонакальный катод, содержащий металлосплавный эмиттер с накальными нитями, установленным в нрепежном узле, составленном из двух скрепленных между собой полуЩайбзакрепленных на выводах нотки. /2/ Недостатком известного прямонакального катода явля етсн то, что при монтаже его В эту композицию не одеспечивается повторяемость стабильности сварочных мест полушайб поэтому не обеспечивается постоянство и симетричность длин нанальны частей нитей мецду эмиттером и токоприемнми точками накальных ни тей эмиттера, что приводит к относительно низкой термоэлектро МВХЗНИЧЭСКОЙ воспроизводимости.2 Известен способ изготовления прямонакального катода, включающий формирование металлоеплавного эмиттера с накальными нити ми, монтач их В крепежном узле, составленном не цвух скрепленных между собой сварной полущай./2/Недостатком иевестного способа нвпнется относительная сложность изготовчення катоде и относительно низкий уровень уровень его механизации.Заявляемм изобретением решается задача повышения термоэлектромеханической воспроизводимости катода н уровня механизации процесса изготовления. достигаемой технический результат зактгюцается в получении стабильных условий по електросопротивлеыию, теппоотводу И геометрическим размерам основных деталей катоца.Указанный технический результат постигается в предложенном прямонанальном катоде, содержащем металлосплавный эмиттер с накальными нитями, установленными Е крепеаном узле, составленном из пвух скрепленных между содой полушао т е м, ч т 0 полушайоы выполнены е отбортоекой и вставлены одна В другую таким ооразом, что мечцу ними закреплены токоприемные части НаКаЙЬч ных нитей чмиттера, причем соотношение радиусов ЙьНдЬ отборто вон соответственно наружной И внутренней полушаге выбрано изшшття 407572724 Да 9 угол скругление части отоортовок аыоран В пределах 300 5 А 4-Эда а длина оттортовни по отношению к длине катода по осиТехнический результат достигается также с помощью прецлоченного способа изготовления прнмонакального катода, включающе ГО ОЮМРОВЭНИЕ металлосплавного эмиттера С НКЛЬНЫМ НИТЯМИ ИМОНТЗЕ ИХ В КПЭПЭЧНОШ узле,составленном ИЗ ДВУХ СКРВПЛВННЫХ МЕЖДУ3 собой полушайб т е м, ч т о у предварительно изготовленных шайб отбортовывают внутренюю часть, вставляют наружную шайбу со сторонн отоортовки в гнездо оправки, В цилиндрическую направляющую с внутрен ним отверстием помещают эмиттер с накалънымм нитями, второй оправкой,установленной соосно с перврй оправкой, формуют накальные нити оми ттера до прилегания их н формующему стержню второй оправки, совмещая при этом оси симетрии эмиттера и внутреннего диаметра отверстия шайбы после удаления второй оправки на наружную шайбу с отформованными нательными нитями эмиттера устанавливают внутреннюю шайбу отбортовкой в сторону отбортовки наружной шайбы и третьей оправкой со стержнем осуществляют цвухстадийный общим смонтированнойГ композиции до возникновении пластических деформаций в пределах от 1 до 604 толщине деформируемых участков, на первой стадии - в области неотбортованной части шайб, а на второй стадии - в областях неотбортованнной и отбортованной пасти шайб, закрепляя между ними токоприемые части накальныи нитей эмиттера. После чего заготовку катода монтируют на выводах ножки и разрезают скрепленные шайбы по линии проходящей между токоприемными частями наиалъных нитей эмттера. Как указано выше, обким смонтированной композипи осуществля ют до возникновения пластических деформаций в пределах от 1 до60. Пластическая деформация менее Р не обеспечивает надежнуюскреплнемостъ шайб, при пластической деформаци более 60 могут появиться микротрещины.Заявляемая композиция состоящая из отбортованныхиаотей полушайб и накалъных нитей с эмиттером, а также заявленные диапазоАны соотношений размеров деталей катода. изготовленного согласно заявленному способу обеспечивают постоянство и симетричность длин и формы накальных частей нитей между краем полушайб и эмиттером,стабильный теплоотвод и закрепляемость токоприемныи частей канальннх нитей, что приводит к стабильности условий по электросопротив ленив, теплоотвоцу и геометрическим размерам катода, тем самм
МПК / Метки
МПК: H01J 1/15
Метки: прямонакальный, катод
Код ссылки
<a href="https://by.patents.su/14-812-pryamonakalnyjj-katod.html" rel="bookmark" title="База патентов Беларуси">Прямонакальный катод</a>
Способ изготовления заготовок изделий с переменным по длине профилем и устройство для его осуществления

Номер патента: 434
Опубликовано: 30.03.1995
Авторы: Король В. А., Исаевич Г. А., Степаненко А. В.
МПК: B21H 7/00
Метки: способ, длине, устройство, изделий, осуществления, переменным, профилем, изготовления, заготовок
Текст:
...ей Побразной Формы, после чего заготовку Э вместе с оправкой прокатывают межсДУ НСПриводныни валками 1 и 2 с бур чТЭМИ 3 с жестко фиксированным постопнным зазором. Затем заготовку 9 снимают с оправки Ц и разгибают (устройство для разгиба не показано). После этого заготовку подают на последующую доработкуобВе 3 ку концов заготовки,покраску и т.д.)Способ был реализован следующим образом.Исходные размеры заготовки шири-л,о На - 90 мм, длина -...
Способ изготовления каркасов покрышек радиальных пневматических шин “Машенька”
Номер патента: 104
Опубликовано: 30.09.1994
Авторы: Дроздова В. В., Котляров И. Н., Гладких С. А., Щербакова Т. С., Рекитар М. И.
МПК: B29D 30/06
Метки: покрышек, шин, радиальных, машенька, изготовления, способ, пневматических, каркасов
Текст:
...а- . расстояние между нитями 14 толщи- на каркаса ЦК.После формования (на 11 стадии сборки) каркаса на резиновой диаф рагме 3 его слои 1 а 161 ввытягиваютна резиновой диафрагме 3 до диаметра ВЦ, определенного внешними раз-. мерами покрышки (фиг.3).Формование осуществляют до проникновения нитей корда одногойслоя в другой и образования каркаса толщиной меньшей суммарной топщины нитей корда в слоях, при этом 1 д соц/од 1,8.В результате этого...
Предыдущий патент: Питатель кормов
Следующий патент: Способ очистки почвы от радионуклидов
Случайный патент: Способ определения трансмембранного транспорта кислорода в биологические ткани