Устройство для обрезинивания металлического изделия (варианты)
Текст
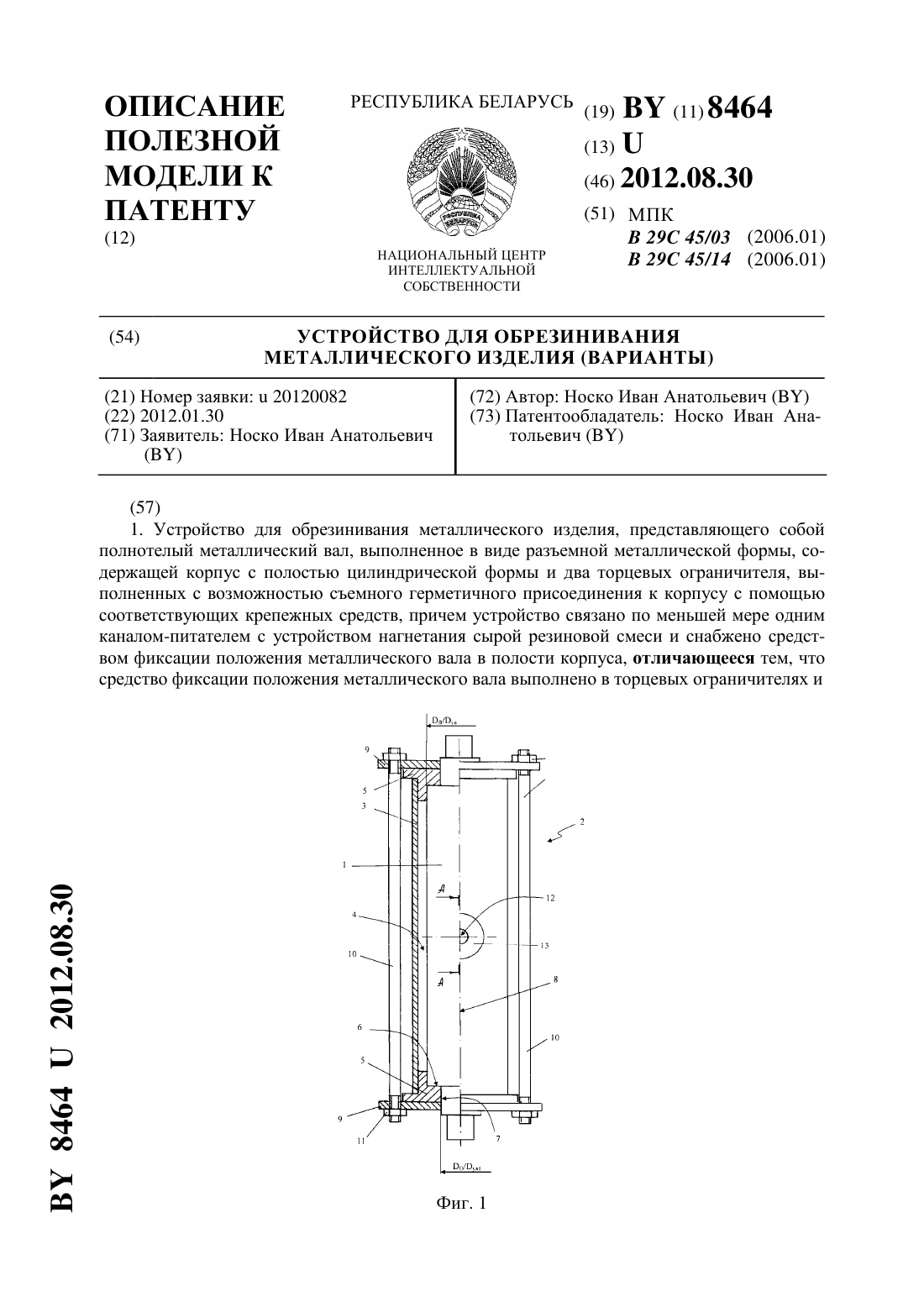
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ОБРЕЗИНИВАНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ (ВАРИАНТЫ)(71) Заявитель Носко Иван Анатольевич(72) Автор Носко Иван Анатольевич(73) Патентообладатель Носко Иван Анатольевич(57) 1. Устройство для обрезинивания металлического изделия, представляющего собой полнотелый металлический вал, выполненное в виде разъемной металлической формы, содержащей корпус с полостью цилиндрической формы и два торцевых ограничителя, выполненных с возможностью съемного герметичного присоединения к корпусу с помощью соответствующих крепежных средств, причем устройство связано по меньшей мере одним каналом-питателем с устройством нагнетания сырой резиновой смеси и снабжено средством фиксации положения металлического вала в полости корпуса, отличающееся тем, что средство фиксации положения металлического вала выполнено в торцевых ограничителях и 84642012.08.30 представляет собой для каждого торцевого ограничителя сформированную со стороны полости корпуса круглую выемку с плоским дном и сквозное отверстие, расположенные коаксиально оси полости корпуса, причем диаметр круглой выемки соответствует внешнему диаметру вала на размещенном в зоне выемки участке, диаметр сквозного отверстия соответствует диаметру вала на расположенном в зоне сквозного отверстия участке, при этом крепежные средства для съемного присоединения торцевых ограничителей к корпусу выполнены в виде двух фланцев, каждый из которых связан с соответствующим торцевым ограничителем со стороны, противолежащей корпусу, и по меньшей мере двух резьбовых стяжек, каждая из которых связана с обоими фланцами и выполнена с возможностью установки с внешней стороны корпуса вдоль оси корпуса. 2. Устройство по п. 1, отличающееся тем, что канал-питатель выполнен в стенке корпуса и с внешней стороны стенки корпуса заканчивается патрубком, снабженным заглушкой и выполненным с возможностью съемного присоединения к устройству нагнетания сырой резиновой смеси. 3. Устройство по п. 1, отличающееся тем, что канал-питатель выполнен по меньшей мере в одном торцевом ограничителе и с внешней стороны торцевого ограничителя заканчивается патрубком, снабженным заглушкой и выполненным с возможностью съемного присоединения к устройству нагнетания сырой резиновой смеси. 4. Устройство по любому из пп. 1-3, отличающееся тем, что резьбовая стяжка выполнена в виде шпильки и двух гаек. 5. Устройство по любому из пп. 1-3, отличающееся тем, что фланец выполнен заодно с торцевым ограничителем. 6. Устройство для обрезинивания металлического изделия, представляющего собой полый металлический вал, выполненное в виде разъемной металлической формы, содержащей корпус с полостью цилиндрической формы и два торцевых ограничителя, выполненных с возможностью съемного герметичного присоединения к корпусу с помощью соответствующих крепежных средств, причем устройство связано по меньшей мере одним каналом-питателем с устройством нагнетания сырой резиновой смеси и снабжено средством фиксации положения металлического вала в полости корпуса, отличающееся тем,что средство фиксации положения металлического вала выполнено в торцевых ограничителях и представляет собой для каждого торцевого ограничителя сформированную со стороны полости корпуса по меньшей мере одну выемку, выбранную из группы,включающей круглую выемку с плоским дном и кольцевую выемку, и сквозное отверстие,расположенные коаксиально оси полости корпуса, и дополнительно содержит резьбовую стяжку, выполненную с возможностью установки в полости корпуса через сквозные отверстия торцевых ограничителей и полость вала, при этом диаметр круглой выемки соответствует внешнему диаметру вала на концевом участке, внутренний диаметр кольцевой выемки соответствует внутреннему диаметру вала на концевом участке, диаметр сквозного отверстия соответствует диаметру стержневого элемента резьбовой стяжки на расположенном в зоне сквозного отверстия участке, а длина резьбовой стяжки больше расстояния между обращенными наружу поверхностями торцевых ограничителей, причем резьбовая стяжка выполнена с возможностью съемного присоединения торцевых ограничителей к корпусу. 7. Устройство по п. 6, отличающееся тем, что канал-питатель выполнен в стенке корпуса и с внешней стороны стенки корпуса заканчивается патрубком, снабженным заглушкой и выполненным с возможностью съемного присоединения к устройству нагнетания сырой резиновой смеси. 8. Устройство по п. 6, отличающееся тем, что канал-питатель выполнен по меньшей мере в одном торцевом ограничителе и с внешней стороны торцевого ограничителя заканчивается патрубком, снабженным заглушкой и выполненным с возможностью съемного присоединения к устройству нагнетания сырой резиновой смеси. 2 84642012.08.30 9. Устройство по п. 6, отличающееся тем, что крепежные средства для съемного присоединения торцевых ограничителей к корпусу дополнительно содержат по меньшей мере две резьбовых стяжки, связанные с обоими торцевыми ограничителями и выполненные с возможностью установки с внешней стороны корпуса вдоль оси корпуса. 10. Устройство по п. 6, отличающееся тем, что крепежные средства для съемного присоединения торцевых ограничителей к корпусу дополнительно содержат два фланца,каждый из которых связан с соответствующим торцевым ограничителем со стороны, противолежащей корпусу, и по меньшей мере две резьбовые стяжки, каждая из которых связана с обоими фланцами и выполнена с возможностью установки с внешней стороны корпуса вдоль оси корпуса. 11. Устройство по п. 10, отличающееся тем, что фланец выполнен заодно с торцевым ограничителем. 12. Устройство по любому из пп. 6-11, отличающееся тем, что резьбовая стяжка выполнена в виде шпильки и двух гаек.(56) 1. Состояние и перспективы развития гофроиндустрии в современных условиях. Институт комплексного развития и обучения КРОНА при СПбГТУРП.Международная научно-практическая конференция Сб. докл. участников конференции. Кашин. С.В. Восстановление эластомерного покрытия валов современными материалами. Ремонт и изготовление клеевых, шаберных и анилоксовых (хромовых) валов. 23-24 апреля 2009. - С. 2122. 2. Патент 42472 1, 2004. 3. Международная заявка /2000/003168, публикация 2000/071324, 2000. Настоящая полезная модель относится к устройствам инжекционного формования с нагнетанием требуемого объема материала в закрытую форму и может быть использована для простого и эффективного обрезинивания металлических изделий, в частности для изготовления или восстановления обрезиненных валов (как полнотелых, так и полых), которые имеют широкое применение в различном оборудовании в целлюлозно-бумажной,текстильной, пищевой, деревообрабатывающей, полиграфической промышленности, металлообработке. В настоящее время широко используются способы, в которых на металлический вал накладывают предварительно подготовленный(е) резиновый(е) слой(и) с последующей механической (например, прокатка) и/или термической (например, вулканизация) обработкой. В основном существующие способы сводятся, как правило, к следующему подготовка поверхности металлического вала, нанесение клея (или другого подслоя) на поверхность металлического вала, наложение резиновой смеси на поверхность вала, вулканизация и механическая обработка. При этом подготовку поверхности проводят очень тщательно, т.к. с вала необходимо удалить неметаллический слой, придать поверхности шероховатость, разрушить оксидный слой и обезжирить ее. Для достижения адгезии резины к металлу в большинстве известных способов наносят слой клея. Для этих же целей применяют также гальванические покрытия (латунирование и фосфотирование). На просушенную клеевую пленку накладывают резиновую смесь одним из следующих способов последовательным наложением каландрованных листов резиновой смеси с тщательной прокаткой каждого слоя или спиральной навивкой на вал профилированной на червячной машине резиновой смеси в виде ленты с прокаткой в горячем состоянии. После наложения резиновой смеси валы чаще всего спрессовывают влажным бинтом из плотной и прочной ткани. Бинт накладывают в 2-4 слоя с натяжением. Обложенные резиновой смесью и спрессованные бинтом валы направляют на вулканизацию. Ввиду большой толщи 3 84642012.08.30 ны резинового покрытия разогрев различных слоев происходит неравномерно. Для уменьшения неоднородности свойств при вулканизации резинового покрытия его проводят при низких температурах или проводят ступенчатый нагрев. Наибольшее распространение получила вулканизация покрытия вала в автоклавах в среде насыщенного пара. В упомянутом способе бинт, по существу, заменяет форму и защищает изделие от воздействия вулканизационной среды. Продолжительность вулканизации до 16 часов и более в зависимости от толщины слоя резины. После вулканизации резинового покрытия валы подвергают механической обработке. Все известные традиционные способы нанесения резиновой смеси на поверхность металлического вала можно условно сгруппировать на несколько методов 1. 1. Способ конфекционной сборки обрезиненных валов, т.е. последовательное наложение каландрованных листов толщиной 1-2 мм с тщательной прикаткой каждого слоя. В таких способах исключается или затруднено использование резиновых смесей с повышенной вязкостью и низкой конфекционной клейкостью. Они имеют повышенную трудоемкость и не обеспечивают нужное качество обрезинивания. Для реализации таких способов необходимы различные отдельные устройства (различного рода держатели для вала, валки и/или ролики для прикатки слоев, для финишной механической обработки резинового слоя). 2. Способ нанесения резиновых смесей на вал методом спиральной навивки экструдированной горячей резиновой ленты разного профиля с прикаткой под большим давлением. В таких способах прикаточный ролик расположен под углом к поверхности вала, обеспечивая прижим резиновой ленты к валу и уже наложенному резиновому слою. Угол прикатки и профиль ленты могут меняться в зависимости от размера вала и толщины слоя. Этим способом можно наносить любой эластомер (резина, силикон, уретан). Однако для реализации таких способов необходимы достаточно сложное оборудование и высокоточная центровка вала. 3. Способ так называемой прямой экструзии, когда металлическая основа вала продавливается непосредственно через массу резиновой смеси с минимальным припуском на механическую обработку. Такие способы имеют ограничения по габаритам валов, в том числе с нанесенным слоем резины. Анализ уровня техники показал, что существующие традиционные способы изготовления и/или восстановления обрезиненных валов и используемые для их реализации устройства имеют ряд существенных недостатков, которые делают работу трудоемкой и малоэффективной. Так, при наложении резиновой смеси на металлический вал любым упомянутым выше способом не обеспечивается необходимое качество обрезинивания, образуются раковины, расслоения, может иметь место плохая адгезия резины к металлу. Для преодоления этих недостатков требуются очень тщательное выполнение всех этапов технологического процесса и правильный подбор отдельных устройств для выполнения каждого из этапов. Кроме того, упомянутые способы, связанные с вулканизацией, достаточно энергоемки, т.к. при вулканизации необходимо длительное содержание в автоклавах под высоким давлением. Для преодоления указанных выше недостатков, в частности, при изготовлении длинномерных резинометаллических статоров, втулок и валов используют специальные прессформы для литья под давлением 2. Такая пресс-форма содержит концентрично установленные сердечник и корпус, образующие кольцевую формообразующую полость, расположенные на концах сердечника центрирующие втулки, установленные на концах сердечника запирающие гайки литниковую систему с разводящими литниковыми каналами и впускными литниками, выполненную в сердечнике пресс-формы со стороны одного из его торцов втулку, ограничивающую сечения впускных отверстий. Дополнительно в формообразующей полости на сердечнике пресс-формы со стороны впускных отверстий установлен подвижный буфер, который на начальном этапе заполнения формующей по 4 84642012.08.30 лости пресс-формы формирует буферную пробку, которая по мере заполнения прессформы эластомером перемещается совместно с буфером вдоль оси сердечника прессформы. Таким образом, буфер и сформированная с его помощью буферная пробка в течение всего процесса заполнения пресс-формы эластомером выполняют для сердечника пресс-формы функцию подвижной радиальной опоры, удерживая сердечник от радиального прогиба. Такую пресс-форму, учитывая ее достаточно высокую сложность и большое количество взаимосвязанных конструктивных элементов, целесообразно использовать в основном для изготовления крупноразмерных и/или длинномерных резинометаллических втулок и валов, когда необходимо минимизировать радиальный прогиб сердечника, возникающий при заполнении пресс-формы эластомером под действием радиальной составляющей внутренних сил, и обеспечить прямолинейность внутреннего рабочего канала, а также обеспечить соосность эластомерных обкладок относительно металлической арматуры. Для изготовления и/или восстановления обрезиненных валов относительно небольших размеров такая пресс-форма неэффективна. Известно также устройство для изготовления обрезиненных валов 3, выполненное в виде разъемной формы, содержащей корпус с полостью цилиндрической формы, в которой размещены металлический вал-сердечник и два опорных элемента в виде торцевых ограничителей, выполненных с возможностью съемного герметичного присоединения к корпусу с помощью соответствующих крепежных средств (на чертежах представлены только формы реализации, в которых торцевые ограничители навинчиваются с обеих сторон цилиндрического корпуса). Описанное устройство связано с устройством нагнетания сырой резиновой смеси каналом-питателем, выполненным в одном из торцевых ограничителей. Средство фиксации положения металлического вала-сердечника в полости корпуса представляет собой выемки соответствующей формы, выполненные в торцевых ограничителях, в которых вал фиксируется посредством зажимных колец, устанавливаемых в специально предназначенные для них круговые пазы, выполненные на валу, что не всегда допустимо для полых валов-сердечников (может уменьшить до критических значений толщину стенки вала в месте выполнения паза). Между обращенной к полости корпуса поверхностью торцевого ограничителя и зажимным кольцом устанавливается также герметизирующий элемент. Как уже было упомянуто выше, в рамках рассматриваемого патента не были описаны крепежные средства для присоединения торцевых ограничителей. При этом если принять во внимание форму выполнения крепежных средств, представленную на чертежах, тонавинчивание торцевых ограничителей на цилиндрический корпус не всегда удобно, особенно если цилиндрический корпус и, соответственно, торцевые ограничители имеют относительно большие размеры. Кроме того, процесс навинчивания может привести к заклиниванию конструкции в каком-либо промежуточном положении из-за возможного смещения положения вала-сердечника. Процесс сборки формы также требует установки большого количества достаточно мелких деталей (зажимные кольца,герметизирующие элементы). Что касается выбора места выполнения канала-питателя, то при относительно больших длинах подлежащих обрезиниванию участков валов размещение канала-питателя в торцевом ограничителе также не всегда эффективно. При этом рассмотренное последним устройство для обрезинивания металлических валов по совокупности общих существенных признаков может быть принято в качестве прототипа для обоих вариантов заявляемого устройства для обрезинивания металлических изделий. Таким образом, задачей полезной модели является создание устройства, различные варианты которого обеспечивали бы возможность обрезинивания металлических полнотелых и полых валов и которое имело бы более простой способ фиксации вала в полости разъемной формы, а также более удобную систему фиксации всех элементов формы в рабочем положении (включая крепежные средства для съемного герметичного присоединения к корпусу торцевых ограничителей). Устройство должно обеспечить более высокое 5 84642012.08.30 качество наложения сырой резиновой смеси на металлический вал, снижение расхода сырой резины, а также снижение времени вулканизации. Кроме того, устройство должно обеспечивать возможность как изготовления новых обрезиненных валов, так и восстановление уже бывших в использовании обрезиненных валов. Поставленная задача решается заявляемым устройством для обрезинивания металлического изделия, в первом варианте исполнения представляющего собой полнотелый металлический вал, выполненным в виде разъемной металлической формы, содержащей корпус с полостью цилиндрической формы и два торцевых ограничителя, выполненных с возможностью съемного герметичного присоединения к корпусу с помощью соответствующих крепежных средств, причем устройство связано по меньшей мере одним каналомпитателем с устройством нагнетания сырой резиновой смеси и снабжено средством фиксации положения металлического вала в полости корпуса. Поставленная задача решается за счет того, что средство фиксации положения металлического вала выполнено в торцевых ограничителях и представляет собой для каждого торцевого ограничителя сформированную со стороны полости корпуса круглую выемку с плоским дном и сквозное отверстие, расположенные коаксиально оси полости корпуса. При этом диаметр круглой выемки соответствует внешнему диаметру вала на размещенном в зоне выемки участке, а диаметр сквозного отверстия соответствует диаметру вала на расположенном в зоне сквозного отверстия участке. Крепежные средства для съемного присоединения торцевых ограничителей к корпусу выполнены в виде двух фланцев, каждый из которых связан с соответствующим торцевым ограничителем со стороны, противолежащей корпусу, и по меньшей мере двух резьбовых стяжек, каждая из которых связана с обоими фланцами и выполнена с возможностью установки с внешней стороны корпуса вдоль оси корпуса. В зависимости от конкретной формы выполнения заявляемого устройства для обрезинивания канал-питатель предпочтительно может быть выполнен либо в стенке корпуса, и с внешней стороны стенки корпуса заканчивается патрубком,снабженным заглушкой и выполненным с возможностью съемного присоединения к устройству нагнетания сырой резиновой смеси,либо по меньшей мере в одном торцевом ограничителе, и с внешней стороны торцевого ограничителя заканчивается патрубком, снабженным заглушкой и выполненным с возможностью съемного присоединения к устройству нагнетания сырой резиновой смеси. В общем случае в предпочтительных формах реализации каждая резьбовая стяжка может быть выполнена в виде шпильки и двух гаек. Предпочтительными являются также те формы реализации, в которых фланец выполнен заодно с торцевым ограничителем. Поставленная задача решается также заявляемым устройством для обрезинивания металлического изделия, во втором варианте исполнения представляющего собой полый металлический вал, за счет того, что средство фиксации положения металлического вала выполнено в торцевых ограничителях и представляет собой для каждого торцевого ограничителя сформированную со стороны полости корпуса по меньшей мере одну выемку,выбранную из группы, включающей круглую выемку с плоским дном и кольцевую выемку, и сквозное отверстие, расположенные коаксиально оси полости корпуса, и дополнительно содержит резьбовую стяжку, выполненную с возможностью установки в полости корпуса через сквозные отверстия торцевых ограничителей и полость вала. При этом диаметр круглой выемки соответствует внешнему диаметру вала на концевом участке, внутренний диаметр кольцевой выемки соответствует внутреннему диаметру вала на концевом участке, диаметр сквозного отверстия соответствует диаметру стержневого элемента резьбовой стяжки на расположенном в зоне сквозного отверстия участке, а длина резьбовой стяжки больше расстояния между обращенными наружу поверхностями торцевых ограничителей. Резьбовая стяжка выполнена с возможностью съемного присоединения торцевых ограничителей к корпусу. 6 84642012.08.30 Как и в первом варианте исполнения, в зависимости от конкретных форм реализации устройства для обрезинивания металлических изделий канал-питатель может быть выполнен либо в стенке корпуса, и с внешней стороны стенки корпуса заканчивается патрубком,снабженным заглушкой и выполненным с возможностью съемного присоединения к устройству нагнетания сырой резиновой смеси,либо по меньшей мере в одном торцевом ограничителе, и с внешней стороны торцевого ограничителя заканчивается патрубком, снабженным заглушкой и выполненным с возможностью съемного присоединения к устройству нагнетания сырой резиновой смеси. В ряде предпочтительных форм реализации заявляемого устройства во втором варианте исполнения (особенно в случае обрезиненных валов достаточно больших размеров) крепежные средства для съемного присоединения торцевых ограничителей к корпусу могут дополнительно содержать по меньшей мере две резьбовых стяжки, связанные с обоими торцевыми ограничителями и выполненные с возможностью установки с внешней стороны корпуса вдоль оси корпуса. Это обеспечит возможность создания более высокого давления в полости корпуса при инжекции сырой резиновой смеси при условии сохранения надежности конструкции. В других, также предпочтительных формах реализации заявляемого устройства во втором варианте исполнения крепежные средства для съемного присоединения торцевых ограничителей к корпусу могут дополнительно содержать два фланца, каждый из которых связан с соответствующим торцевым ограничителем со стороны, противолежащей корпусу,и по меньшей мере две резьбовые стяжки, каждая из которых связана с обоими фланцами и выполнена с возможностью установки с внешней стороны корпуса вдоль оси корпуса. Как и в первом варианте исполнения, фланец может быть выполнен заодно с торцевым ограничителем. Как и в описанном выше первом варианте исполнения заявляемого устройства для обрезинивания изделий, каждая резьбовая стяжка предпочтительно выполнена в виде шпильки и двух гаек. Упомянутые выше и другие особенности и преимущества заявляемого устройства для обрезинивания металлических изделий как в первом, так и во втором варианте исполнения будут рассмотрены ниже более подробно на некоторых предпочтительных, но не ограничивающих формах реализации со ссылками на позиции фигур, на которых схематично изображены фиг. 1 - вид спереди (в частичном разрезе) устройства в первом варианте исполнения фиг. 2 - вид спереди (в частичном разрезе) устройства во втором варианте исполнения в одной из форм реализации фиг. 3 - вид спереди (в частичном разрезе) устройства во втором варианте исполнения в другой форме реализации фиг. 4 - вид в продольном разрезе фрагмента устройства в зоне присоединения к устройству нагнетания сырой резиновой смеси (вид - по фиг. 1- 3). На фиг. 1 схематично изображен вид спереди (в частичном разрезе) устройства (в первом варианте исполнения) для обрезинивания металлического полнотелого вала 1. Устройство для обрезинивания выполнено в виде разъемной металлической формы 2,содержащей корпус 3 с полостью 4 цилиндрической формы и два торцевых ограничителя 5. Средство фиксации положения металлического вала 1 выполнено в торцевых ограничителях 5 и представляет собой для каждого торцевого ограничителя сформированную со стороны полости 4 корпуса 3 круглую выемку 6 с плоским дном и сквозное отверстие 7. Круглая выемка 6 и сквозное отверстие 7 расположены коаксиально оси 8 полости 4 корпуса 3. Диаметр В круглой выемки 6 соответствует внешнему диаметру ув вала 1 на размещенном в зоне выемки 6 участке. Диаметр о сквозного отверстия 7 соответствует диаметру ув 1 вала на расположенном в зоне сквозного отверстия 7 участке. Крепежные 7 84642012.08.30 средства для съемного присоединения торцевых ограничителей 5 к корпусу 3 (для представленной на фигуре формы реализации) выполнены в виде двух фланцев 9, связанных с соответствующими торцевыми ограничителями 5 со стороны, противолежащей корпусу 3,и двух резьбовых стяжек, выполненных в данной форме реализации в виде шпилек 10 с гайками 11. Каждая шпилька 10 с гайками 11 связана с обоими торцевыми ограничителями 5 (с фланцами 9 торцевых ограничителей 5) и установлена с внешней стороны корпуса 3 вдоль оси корпуса 3, совпадающей с осью 8 полости 4 корпуса 3. Канал-питатель 12 в данной форме реализации выполнен в стенке корпуса 3 и с внешней стороны стенки корпуса 3 заканчивается патрубком 13, конструкция которого будет рассмотрена более подробно ниже со ссылками по позиции фиг. 4. При этом специалисту в данной области должно быть понятно, что в зависимости от конкретной конструкции устройства, размеров вала, условий нагнетания сырой резиновой смеси и т.д. каналпитатель может быть выполнен также в одном или в обоих торцевых ограничителях. На фиг. 2 схематично изображен вид спереди (в частичном разрезе) устройства (в одной из форм реализации во втором варианте исполнения) для обрезинивания металлического пустотелого вала 14. Устройство для обрезинивания выполнено в виде разъемной металлической формы 15, содержащей корпус 16 с полостью 17 цилиндрической формы и два торцевых ограничителя 18. Средство фиксации положения металлического вала 14 выполнено в торцевых ограничителях 18 и в представленной на фигуре форме реализации представляет собой для каждого торцевого ограничителя 18 сформированную со стороны полости 17 корпуса 16 круглую выемку 19 с плоским дном и сквозное отверстие 20. Круглая выемка 19 и сквозное отверстие 20 расположены коаксиально оси 21 полости 17 корпуса 16. Средство фиксации положения металлического вала 14 дополнительно содержит резьбовую стяжку, в данной форме реализации представляющую собой шпильку 22 с гайками 23, выполненную с возможностью установки в полости 17 корпуса 16 через сквозные отверстия 20 торцевых ограничителей 18 и через полость 24 вала 14. Диаметр В круглой выемки 19 соответствует внешнему диаметру ув вала 14 на размещенном в зоне выемки 19 участке. Диаметр о сквозного отверстия 20 соответствует диаметру Ш шпильки 23 на расположенном в зоне сквозного отверстия 20 участке. Длина резьбовой стяжки (шпильки 22 с гайками 23) больше расстояния между обращенными наружу поверхностями торцевых ограничителей 18. Как и в первом варианте исполнения в форме реализации по фиг. 1, канал-питатель 25 в данной форме реализации выполнен в стенке корпуса 16 и с внешней стороны стенки корпуса 16 заканчивается патрубком 26, конструкция которого аналогична конструкции патрубка 13 по фиг. 1. На фиг. 3 схематично изображен вид спереди (в частичном разрезе) устройства (в другой форме реализации во втором варианте исполнения) для обрезинивания металлического пустотелого вала 14. От формы реализации по фиг. 2 представленная на фиг. 3 форма реализации отличается формой выполнения средства фиксации положения металлического вала 14, которое выполнено в виде кольцевой выемки 27, в данной форме реализации открытой со стороны периферии торцевого ограничителя 18. Таким образом, внешний диаметр кольцевой выемки 27 соответствует диаметру торцевого ограничителя 18, а внутренний диаметр В кольцевой выемки 25 соответствует внутреннему диаметру ув вала 14 на концевом участке. Специалисту в данной области техники должно быть понятно, что кольцевая выемка может быть ограниченной со стороны периферии торцевого ограничителя 18 либо полностью, либо посредством кольцеобразной стенки (на фигурах не изображена), которая может быть выполнена с возможностью размещения между внутренней поверхностью стенки корпуса 16 и наружной поверхностью вала 17 на его концевом участке. Кроме того, специалисту в данной области техники из приведенных фигур и описания будет понятно, что в формах реализации во втором варианте исполнения (фиг. 2, 3) по 8 84642012.08.30 аналогии с формой реализации в первом варианте исполнения (фиг. 1) устройства могут содержать дополнительно фланцы и резьбовые стяжки. На фиг. 4 схематично изображен вид в продольном разрезе фрагмента устройства в зоне присоединения к устройству нагнетания сырой резиновой смеси (вид - по фиг. 13). Патрубок 13 (26), выполненный в виде втулки, снабжен заглушкой 28, установленной в канале-питателе 12 (25), а также гайкой 29. Работа заявляемого устройства будет подробно рассмотрена на примере формы реализации по фиг. 1. В полость 4 корпуса 3 устанавливают полнотелый вал 1. Вал 1 выполнен с шейками под подшипник (на своих концах имеет участки с различными диаметрами). На концевые участки вала 1 надевают торцевые ограничители 5 и устанавливают их на корпус 4. Со стороны, противолежащей корпусу 4, на выступающие за пределы торцевых ограничителей 5 концевые участки 1 устанавливают фланцы 9, которые связывают между собой посредством шпилек 10 с гайками 11. Размеры и геометрию торцевых ограничителей 5 выбирают таким образом, что при их установке на торцах корпуса 1 формировалось герметичное соединение между ними. Благодаря тому что диаметр В круглой выемки 6 соответствует внешнему диаметру ув вала 1 на размещенном в зоне выемки 6 участке, а диаметр о сквозного отверстия 7 соответствует диаметру ув 1 вала 1 на расположенном в зоне сквозного отверстия 7 участке, между каждым торцевым ограничителем 5 и валом 1 также формируется герметичное соединение. Герметичность конструкции также обеспечивается использованием резьбовых стяжек (шпилек 10 с гайками 11). Собранная таким образом форма прогревается и подается на заполнение сырой резиновой смесью, для чего присоединяется к соответствующему устройству нагнетания сырой резиновой смеси (на фигурах не изображено). Для присоединения к устройству нагнетания сырой резиновой смеси отворачивается гайка 29, извлекается заглушка 28, установленная в канале питателе 12, выполненном в стенке корпуса 3, и форма 2 посредством патрубка 13 присоединяется к устройству нагнетания сырой резиновой смеси. В качестве устройства нагнетания сырой резиновой смеси могут использоваться червячные экструдеры или гидравлическое оборудование, или любые другие подходящие устройства,известные специалистам в данной области техники. После заполнения под высоким давлением резиновой смесью форму 2 отсоединяют от устройства нагнетания сырой резиновой смеси, в канале-питателе 12 устанавливают заглушку 28 и на патрубок 13 заворачивают гайку 29. Заполнив несколько форм 2, их устанавливают в сушильный шкаф и производят вулканизацию из расчета 1,5 часа на 15 мм слоя резины. После вулканизации формы 2 охлаждают до температуры внешней среды, разбирают. Для этого отвинчивают гайки 11 со шпилек 10 и снимают шпильки 10 и фланцы 9. Далее из полости 4 корпуса 3 извлекают торцевые ограничители 5. Охлажденная резина дает усадку, и поэтому обрезиненный вал 1 легко извлекается из полости 4 корпуса 3 формы 2. Благодаря тому что резиновая смесь нагнетается под высоким давлением в объем полости 4 корпуса 3, имеющий заданную форму (длина участка обрезинивания, толщина слоя, рельеф поверхности и т.п.), на нагретый до необходимой температуры вал 1 обеспечивается надежное крепление резины к металлу, а также исключается образование раковин. Кроме того, это значительно сокращает расход сырой резиновой смеси, так как уменьшаются припуски на механическую обработку. Вулканизация также проходит под высоким давлением, что гарантирует стабильное качество во всем объеме резины. Использование формы исключает ступенчатый нагрев и длительную вулканизацию, позволяет экономить энергию на вулканизацию. С помощью заявляемого устройства с одинаково высокой эффективностью можно изготавливать новые обрезиненные валы и восстанавливать (после соответствующей подготовки) бывшие в использовании. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 10
МПК / Метки
МПК: B29C 45/14, B29C 45/03
Метки: изделия, варианты, металлического, устройство, обрезинивания
Код ссылки
<a href="https://by.patents.su/10-u8464-ustrojjstvo-dlya-obrezinivaniya-metallicheskogo-izdeliya-varianty.html" rel="bookmark" title="База патентов Беларуси">Устройство для обрезинивания металлического изделия (варианты)</a>
Устройство для электролитно-плазменного полирования металлического изделия
Номер патента: 13937
Опубликовано: 30.12.2010
Авторы: Ермаков Владимир Леонидович, Куликов Иван Семенович, Каменев Анатолий Яковлевич, Кревсун Эдуард Павлович
МПК: B23H 3/00, C25F 1/00, C25F 3/00...
Метки: устройство, полирования, металлического, изделия, электролитно-плазменного
Текст:
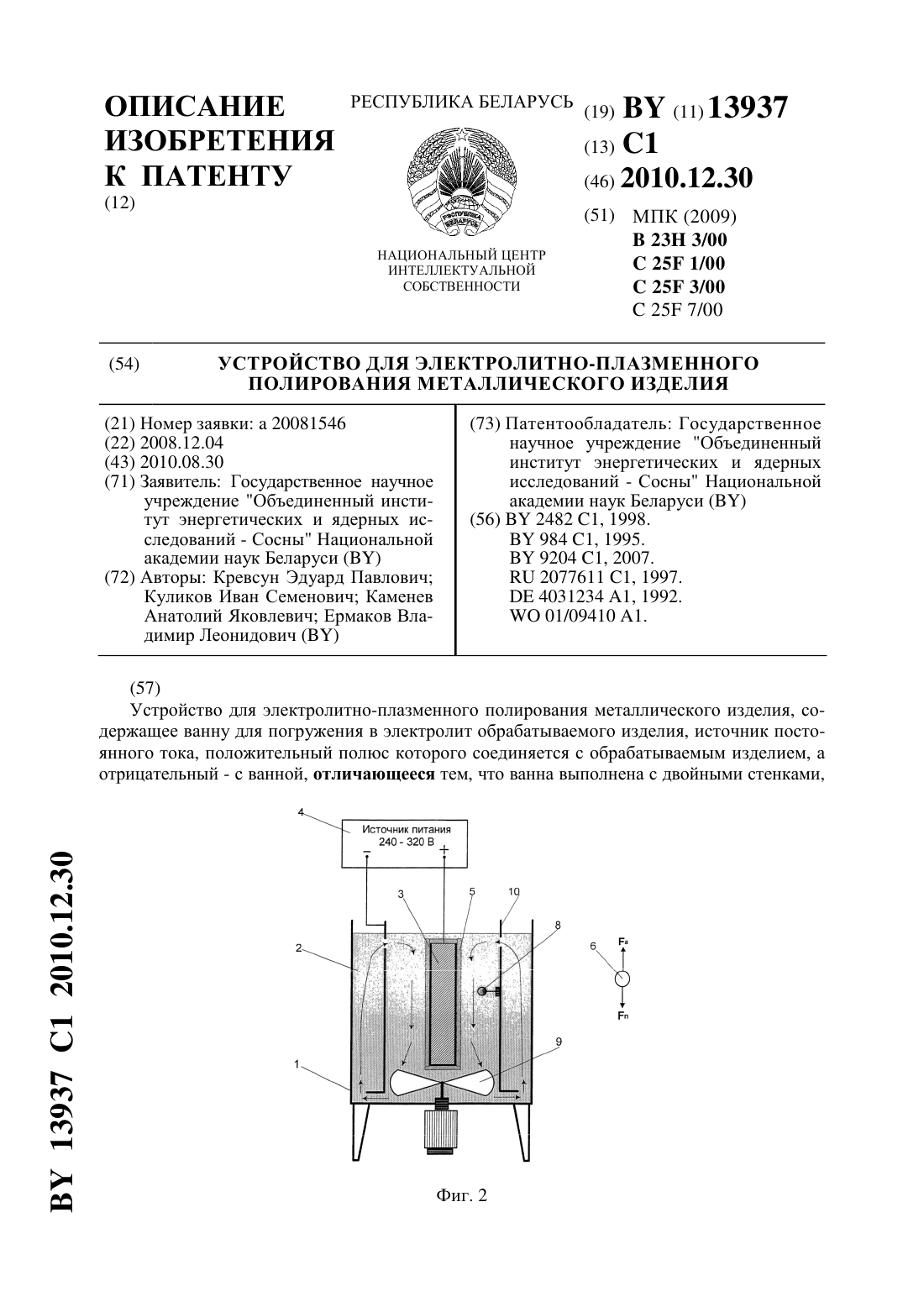
...изобретения является создание устройства для электролитноплазменного полирования металлических изделий, которое обеспечило бы условия для равномерного съема металла по всей поверхности обрабатываемого изделия. Поставленная задача решается тем, что в устройстве для электролитно-плазменного полирования металлического изделия, содержащем ванну для погружения в электролит 2 13937 1 2010.12.30 обрабатываемого изделия, источник постоянного...
Способ неразрушающего контроля усталости металлического изделия и устройство для его осуществления
Номер патента: 10954
Опубликовано: 30.08.2008
Авторы: Бусько Валерий Николаевич, Венгринович Валерий Львович, Довгялло Анатолий Григорьевич
МПК: G01N 27/72, G01N 3/32
Метки: неразрушающего, металлического, способ, контроля, усталости, изделия, устройство, осуществления
Текст:
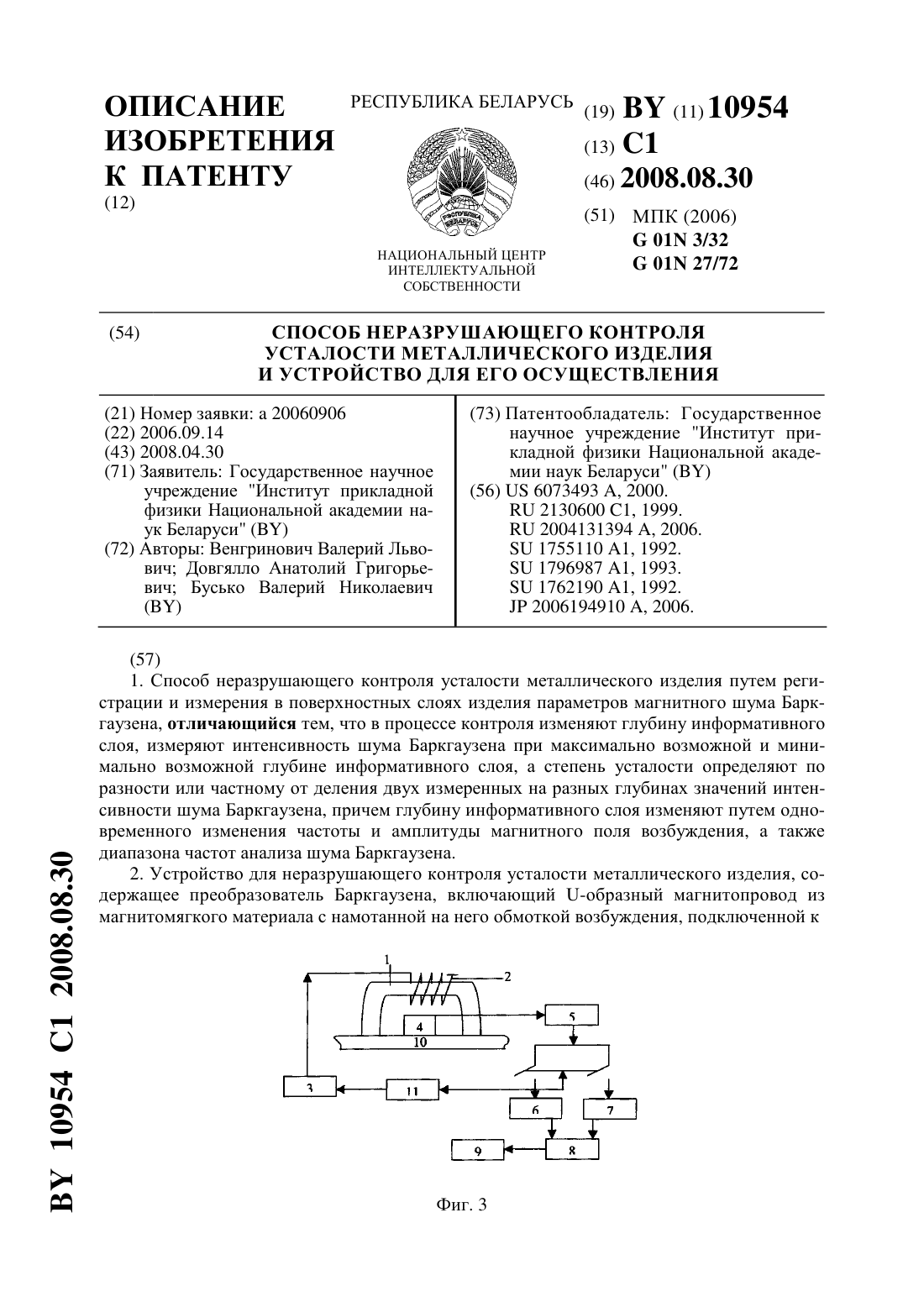
...распределения ШБ в образцах, подвергнутых знакопеременному циклированию изгибом. В результате впервые было установлено, что по мере увеличения числа циклов нагружения существенно возрастает градиент магнитного ШБ по глубине образца. Это является результатом сегрегации дефектов структуры металла и примесей на поверхности. Как правило, с увеличением степени деградации металла в процессе усталости ШБ в тонком поверхностном слое возрастает,...
Способ электролитно-плазменного полирования металлического изделия
Номер патента: 11808
Опубликовано: 30.04.2009
Авторы: Каменев Анатолий Яковлевич, Кревсун Эдуард Павлович, Ермаков Владимир Леонидович, Куликов Иван Семенович
МПК: C25F 3/00
Метки: изделия, электролитно-плазменного, способ, полирования, металлического
Текст:
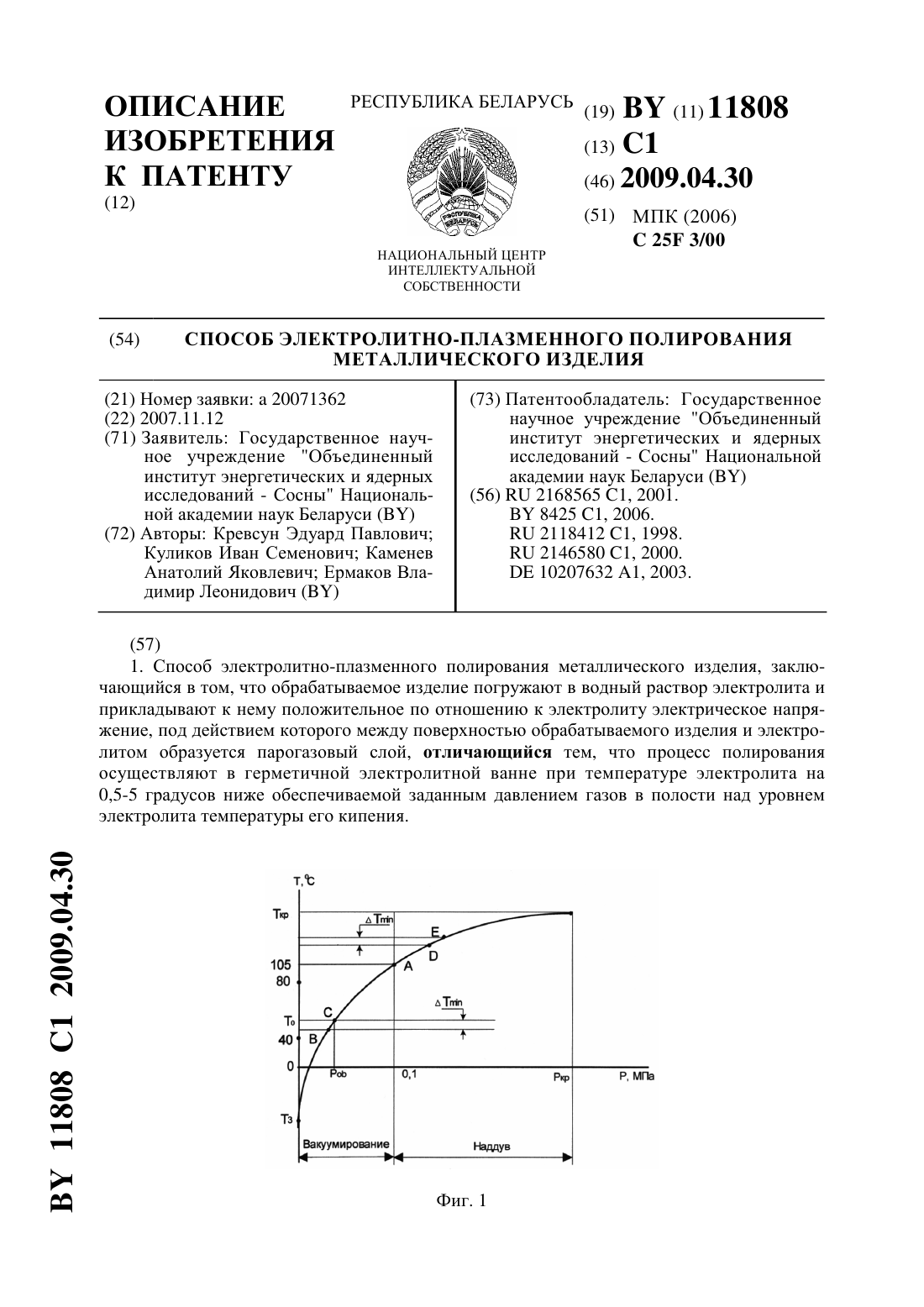
...указанное давление задают путем вакуумирования или наддува указанной полости, а указанное давление задают с помощью быстродействующей системы автоматического управления и контроля, в качестве управляющих параметров которой выбирают температуру в объеме электролита и величину тока в цепи катод-анод. На фиг. 1 показан график зависимости температуры кипения от давления насыщенных паров. На фиг. 2 изображена схема общего вида устройства для...
Способ электролитно-плазменного полирования металлического изделия
Номер патента: 11809
Опубликовано: 30.04.2009
Авторы: Куликов Иван Семенович, Каменев Анатолий Яковлевич, Ермаков Владимир Леонидович, Кревсун Эдуард Павлович
МПК: C25F 3/00
Метки: электролитно-плазменного, полирования, способ, изделия, металлического
Текст:
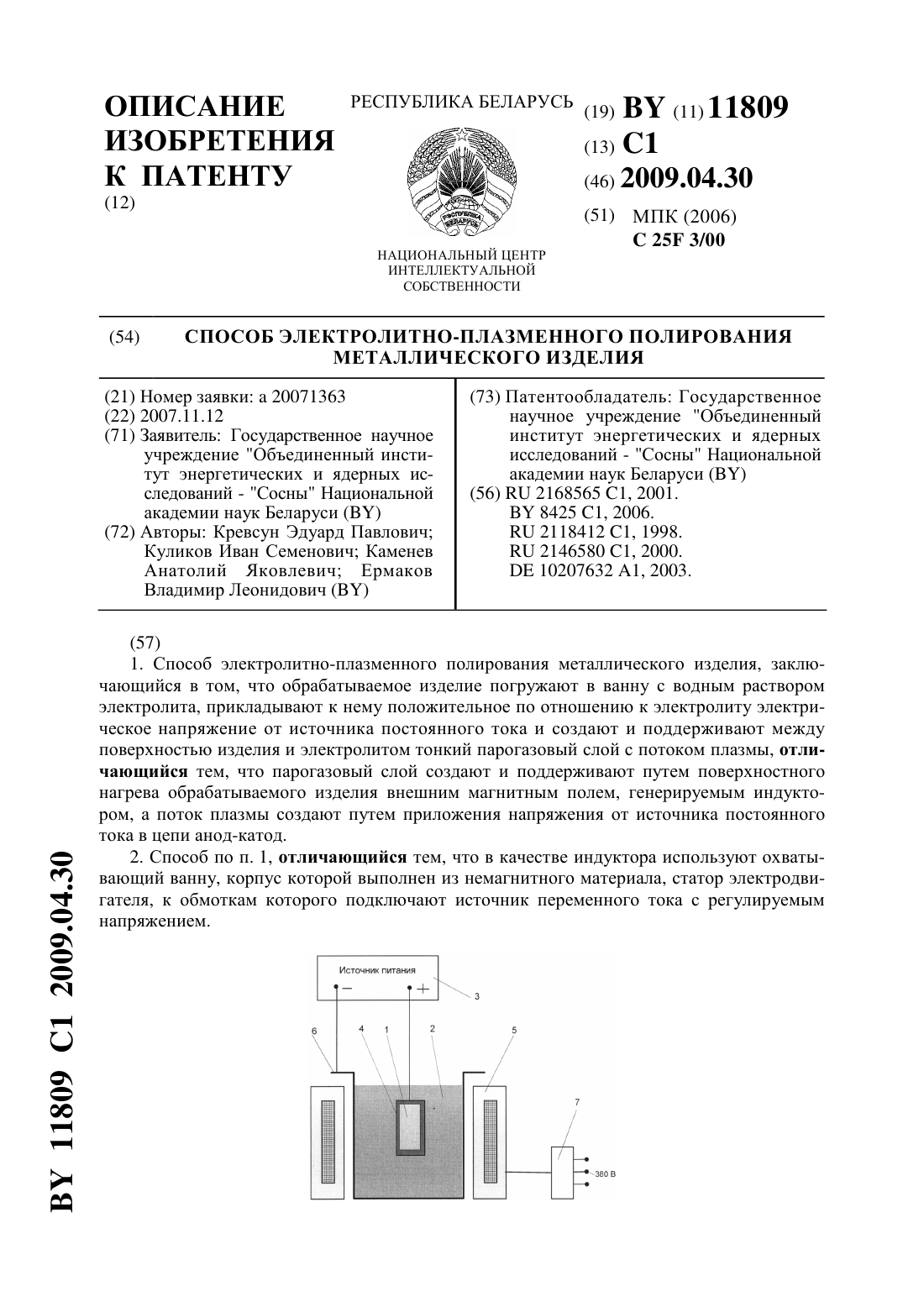
...Недостаток способа-прототипа проявляется в том, что в связи с трудностью обеспечения оптимального состояния парогазового слоя при изменении температуры электролита и напряжения в цепи анод-катод ограничиваются качество обработки и круг обрабатываемых материалов. Задачей настоящего изобретения является создание способа электролитно-плазменного полирования металлических изделий, позволяющего существенно улучшить качество обработки и расширить...
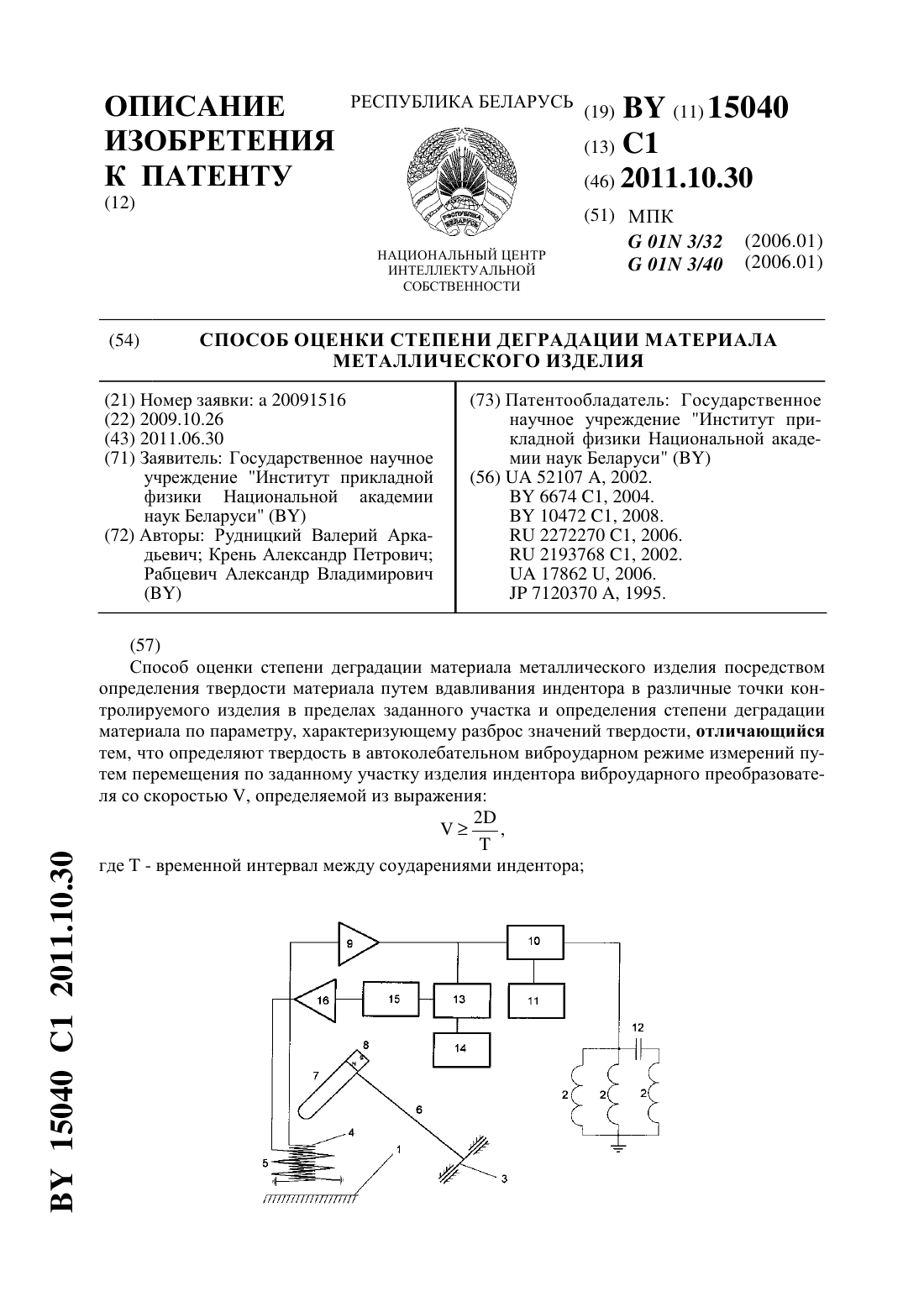
Способ оценки степени деградации материала металлического изделия
Номер патента: 15040
Опубликовано: 30.10.2011
Авторы: Рудницкий Валерий Аркадьевич, Крень Александр Петрович, Рабцевич Александр Владимирович
Метки: способ, степени, материала, деградации, оценки, изделия, металлического
Текст:
...временных интервалов 13 и дифференциатора 14. Дополнительная катушка индуктивности 5 установлена соосно с основной катушкой 4 индуктивности, ее магнитное поле направлено навстречу магнитному полю постоянного магнита. 8. Цепь обратной связи состоит из регулятора тока 15 и усилителя 16. Согласно предлагаемому способу, определение степени деградации материала происходит следующим образом. Вначале с помощью устройства производят измерение...
Предыдущий патент: Тренажер для отработки навыков спасения пострадавших с помощью вертолета
Следующий патент: Защитная панель
Случайный патент: Способ диагностики нарушения локомоторной функции у человека