Импульсная шариковая раскатка
Номер патента: 8068
Опубликовано: 30.04.2006
Авторы: Пашкевич Михаил Фёдорович, Афаневич Виталий Викторович, Пашкевич Виктор Михайлович
Текст
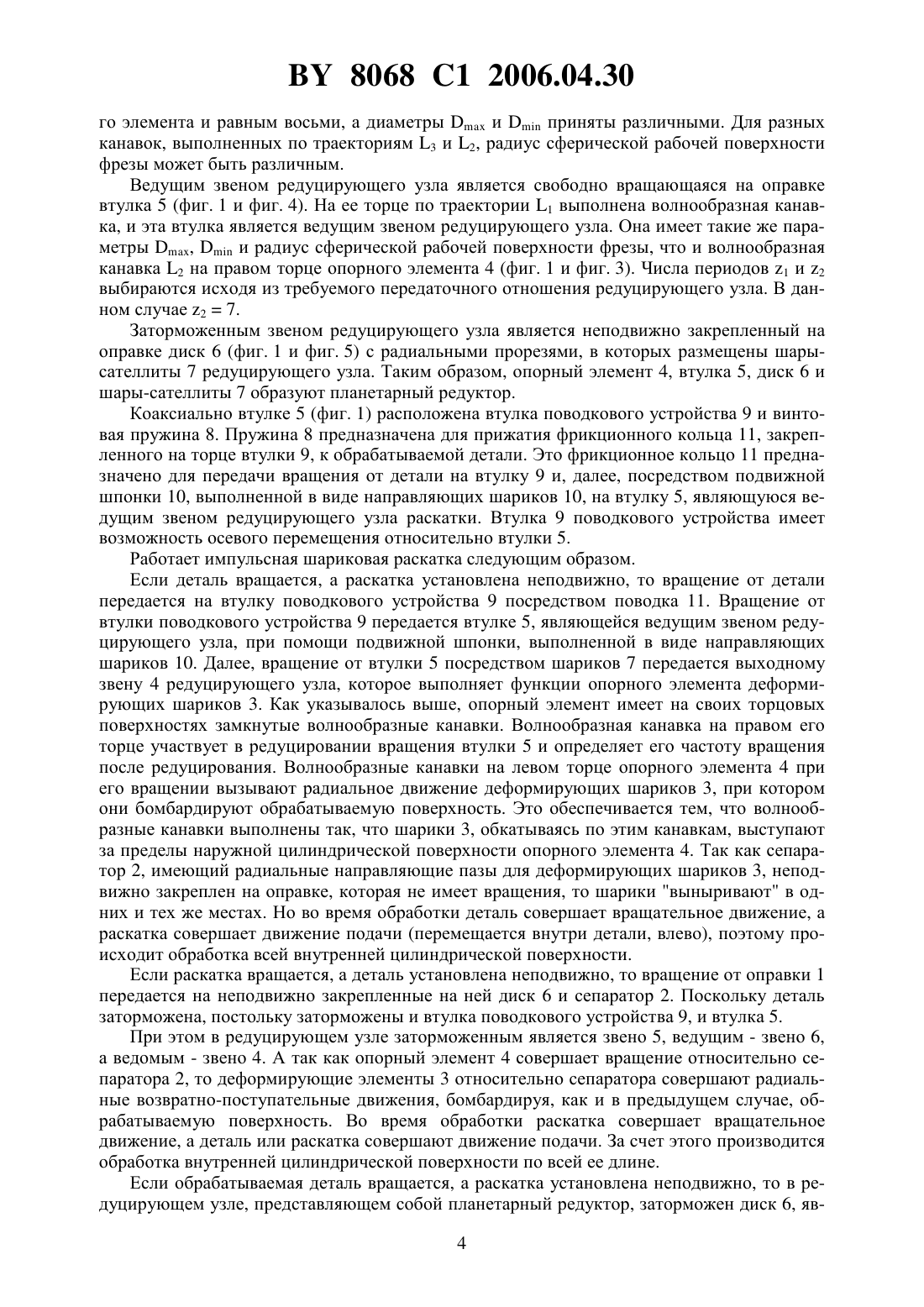
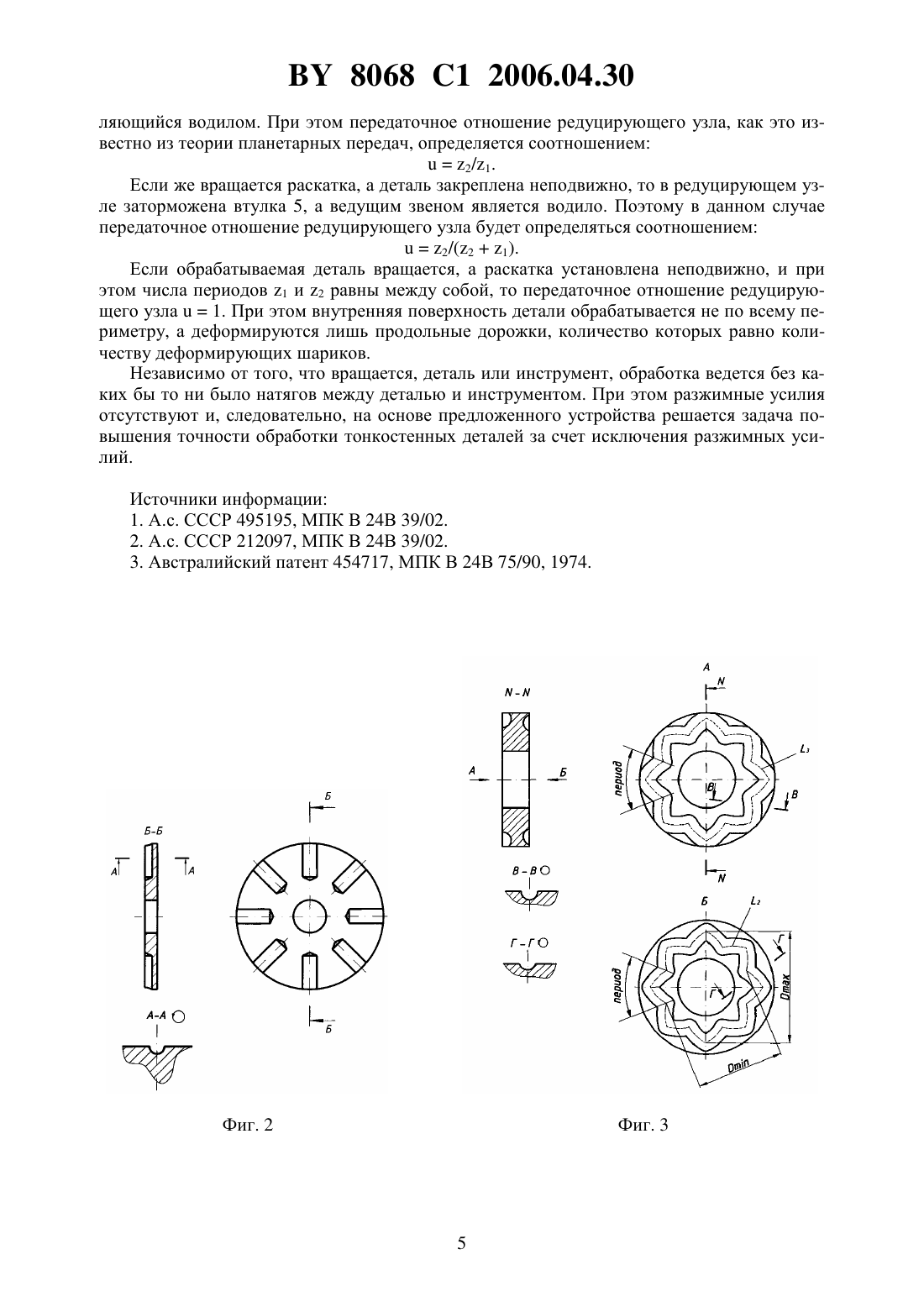
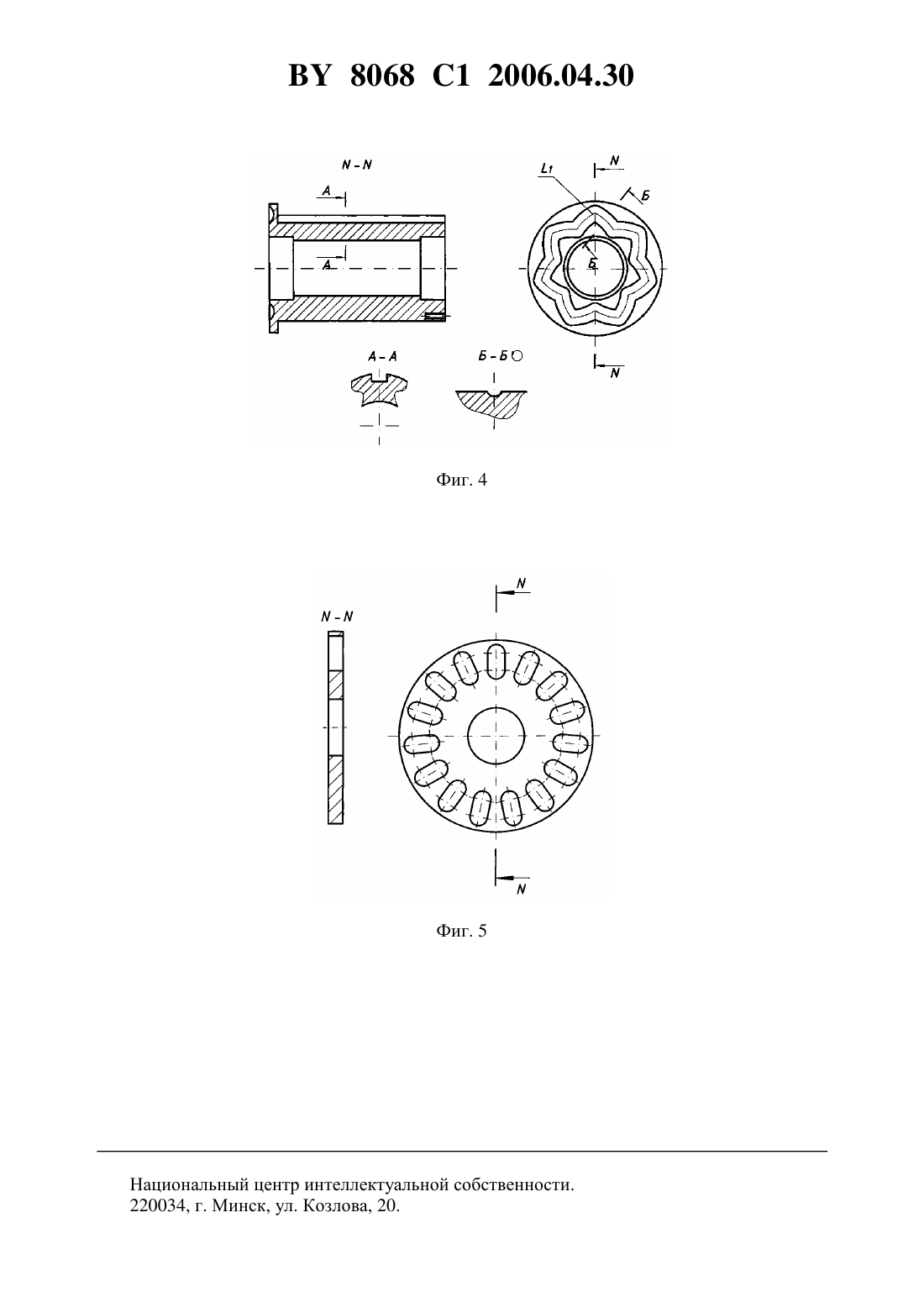
(51)24 39/02 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Пашкевич Михаил Федорович Пашкевич Виктор Михайлович Афаневич Виталий Викторович(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) 1. Импульсная шариковая раскатка, содержащая неподвижно закрепленный на оправке сепаратор, размещенные в сепараторе деформирующие шарики, установленный на оправке свободно вращающийся опорный элемент с волнообразной поверхностью, отличающаяся тем, что сепаратор выполнен в виде диска с радиальными пазами на его торцовой поверхности, опорный элемент выполнен в виде диска с замкнутыми волнообразными канавками на обеих его торцовых поверхностях и служит ведомым звеном редуцирующего узла, ведущим звеном которого является свободно вращающаяся на оправке втулка, кинематически связанная с обрабатываемой деталью, его заторможенным звеном неподвижно закрепленный на оправке диск с размещенными в его прорезях шарамисателлитами, а кинематическая связь ведущего звена редуцирующего узла с обрабатываемой деталью осуществляется посредством поводкового устройства в виде подпружиненной втулки, установленной коаксиально ведущему звену с возможностью осевого перемещения относительно последнего и снабженной поводком на ее торце, выполненным,например, в виде фрикционного кольца. 8068 1 2006.04.30 2. Раскатка по п. 1, отличающаяся тем, что при вращающейся детали и неподвижной раскатке передаточное отношение редуцирующего узла выбирается по соотношению 2/1, где 1 - число периодов замкнутой канавки на торце ведущего звена редуцирующего узла, 2 - число периодов замкнутой канавки на торце его ведомого звена, а число шаров-сателлитов принимается равным 12 для встречного вращения детали и опорного элемента и 1 - 2 для однонаправленного их вращения, причем 21. 3. Раскатка по п. 1, отличающаяся тем, что при вращающейся раскатке и неподвижной детали передаточное отношение редуцирующего узла выбирается по соотношению 2/(21), где 1 - число периодов замкнутой канавки на торце ведущего звена редуцирующего узла, 2 - число периодов замкнутой канавки на торце его ведомого звена, а число шаров-сателлитов принимается равным 21 для однонаправленного вращения детали и опорного элемента и 2 - 1 для их встречного вращения. 4. Раскатка по п. 1, отличающаяся тем, что при обработке дорожек вдоль образующих цилиндрической поверхности обрабатываемой детали передаточное отношение редуцирующего узла принимается равным единице, а количество радиальных пазов сепаратора и деформирующих шариков - равным числу обрабатываемых продольных дорожек. Изобретение относится к машиностроению и может быть использовано для обработки внутренних цилиндрических поверхностей пластическим деформированием. Известны роликовая раскатка, содержащая корпус-сепаратор, деформирующие ролики и опорный элемент, свободно установленный в корпусе 1, а также регулируемая импульсная раскатка, содержащая сепаратор, деформирующие элементы - ролики, нажимной конический элемент и нажимные ролики 2. Такие раскатки не обеспечивают достаточную точность при обработке тонкостенных деталей, так как при их применении необходимо создавать значительные натяги, обеспечивающие работоспособность раскаток, а это приводит к снижению точности обработанных отверстий. Наиболее близким инструментом по технической сущности и достигаемому результату к предлагаемой импульсной раскатке является инструмент для ударного раскатывания,имеющий ряд стальных колец (как в упорных шариковых подшипниках), выполняющих роль сепаратора, деформирующие элементы - шарики, опорный элемент в виде втулки,имеющей волнообразную поверхность, причем число волн равно числу шариков 3. Такой инструмент также не обеспечивает достаточную точность обработки тонкостенных деталей, что также обусловлено наличием существенных натягов. Задачей изобретения является повышение точности обработки тонкостенных деталей за счет исключения значительных натягов между деформирующими элементами и обрабатываемой поверхностью. Эта задача решается тем, что в импульсной шариковой раскатке, содержащей неподвижно закрепленный на оправке сепаратор, размещенные в сепараторе деформирующие шарики, установленный на оправке свободно вращающийся опорный элемент с волнообразной канавкой, согласно изобретению, сепаратор выполнен в виде диска с радиальными пазами на его торцовой поверхности, опорный элемент выполнен в виде диска с замкнутыми волнообразными канавками на обеих его торцовых поверхностях и служит ведомым звеном редуцирующего узла, ведущим звеном которого является свободно вращающаяся на оправке втулка, кинематически связанная с обрабатываемой деталью, его заторможенным звеном - неподвижно закрепленный на оправке диск с размещенными в его прорезях шарами-сателлитами, а кинематическая связь ведущего звена редуцирующего узла с обрабатываемой деталью осуществляется посредством поводкового устройства в виде подпружиненной втулки, установленной коаксиально ведущему звену с возможностью осевого перемещения относительно последнего и снабженной поводком на ее торце, выполненным, например, в виде фрикционного кольца. 2 8068 1 2006.04.30 Также, согласно изобретению, при вращающейся детали и неподвижной раскатке передаточное отношение редуцирующего узла выбирается по соотношению 2/1, где 1 число периодов замкнутой канавки на торце ведущего звена редуцирующего узла, 2 число периодов замкнутой канавки на торце его ведомого звена, а число шаров-сателлитов принимается равным 1 2 для встречного вращения детали и опорного элемента и 1 - 2 для однонаправленного их вращения, причем 21. Также, согласно изобретению, при вращающейся раскатке и неподвижной детали передаточное отношение редуцирующего узла выбирается по соотношению 2/(21),где 1 - число периодов замкнутой канавки на торце ведущего звена редуцирующего узла,2 - число периодов замкнутой канавки на торце его ведомого звена, а число шаров-сателлитов принимается равным 2 для однонаправленного вращения детали и опорного элемента и 2 - 1 для их встречного вращения. Также, согласно изобретению, при обработке дорожек вдоль образующих цилиндрической поверхности обрабатываемой детали передаточное отношение редуцирующего узла принимается равным единице, а количество радиальных пазов сепаратора и деформирующих шариков - равным числу обрабатываемых продольных дорожек. Таким образом, на опорный элемент от вращающейся детали передается редуцированное вращение. За счет того, что частота вращения детали и частота вращения опорного элемента разные, при продольной подаче происходит обработка внутренней цилиндрической поверхности вдоль ее образующих, а также по всей длине ее окружности. Если же передаточное отношение редуцирующего узла принять равным единице или редуцирующий узел исключить из конструкции вовсе, то деталь и опорный элемент будут вращаться с одинаковой частотой. При этом деформирующие шарики будут выныривать из отверстий, образованных между сепаратором и опорным элементом, в одних и тех же местах относительно детали и деформировать ее в одних и тех же местах, расположенных на одних и тех же образующих. При придании раскатке движения подачи будет происходить обработка продольных дорожек, являющихся образующими цилиндрической поверхности. Сущность изобретения поясняется чертежами. На фиг. 1 изображен общий вид импульсной шариковой раскатки. На фиг. 2 изображен сепаратор с радиальными пазами на одной из его боковых поверхностей. На фиг. 3 представлен опорный элемент, выполненный в виде диска с замкнутыми волнообразными канавками на обеих его торцовых поверхностях. На фиг. 4 представлена втулка, являющаяся ведущим звеном редуцирующего узла. На фиг. 5 представлен диск с радиальными прорезями, являющийся неподвижным звеном редуцирующего узла. Импульсная шариковая раскатка (фиг. 1) содержит оправку 1, служащую для установки раскатки на станке, неподвижно закрепленный на оправке сепаратор 2, выполнений в виде диска с радиальными пазами (фиг. 2). Он предназначен для удержания деформирующих шариков 3 и придания им радиального направления при движении. Количество пазов сепаратора может быть различным. Шарики 3 расположены также в волнообразной канавке опорного элемента 4. Количество деформирующих шариков может выбираться в зависимости от количества пазов сепаратора 2. Опорный элемент 4 (фиг. 1 и фиг. 3) выполнен в виде диска с замкнутыми волнообразными канавками на обеих его торцовых поверхностях и служит ведомым звеном редуцирующего узла. Для выполнения таких канавок необходимо фрезеровать их концевой фрезой со сферической рабочей поверхностью. Траектории фрезы на фиг. 3 обозначены линиями 3 (на левом торце) и 2 (на правом торце) соответственно. Следует отметить,что радиус фрезы, число периодов, максимальный диаметр , минимальный диаметр,4 на противоположных торцах опорного элемента могут быть различными. В данном случае количество периодов канавок 2 и 3 принято одинаковым на обеих поверхностях опорно 3 8068 1 2006.04.30 го элемента и равным восьми, а диаметрыиприняты различными. Для разных канавок, выполненных по траекториям 3 и 2, радиус сферической рабочей поверхности фрезы может быть различным. Ведущим звеном редуцирующего узла является свободно вращающаяся на оправке втулка 5 (фиг. 1 и фиг. 4). На ее торце по траектории 1 выполнена волнообразная канавка, и эта втулка является ведущим звеном редуцирующего узла. Она имеет такие же параметры ,и радиус сферической рабочей поверхности фрезы, что и волнообразная канавка 2 на правом торце опорного элемента 4 (фиг. 1 и фиг. 3). Числа периодов 1 и 2 выбираются исходя из требуемого передаточного отношения редуцирующего узла. В данном случае 27. Заторможенным звеном редуцирующего узла является неподвижно закрепленный на оправке диск 6 (фиг. 1 и фиг. 5) с радиальными прорезями, в которых размещены шарысателлиты 7 редуцирующего узла. Таким образом, опорный элемент 4, втулка 5, диск 6 и шары-сателлиты 7 образуют планетарный редуктор. Коаксиально втулке 5 (фиг. 1) расположена втулка поводкового устройства 9 и винтовая пружина 8. Пружина 8 предназначена для прижатия фрикционного кольца 11, закрепленного на торце втулки 9, к обрабатываемой детали. Это фрикционное кольцо 11 предназначено для передачи вращения от детали на втулку 9 и, далее, посредством подвижной шпонки 10, выполненной в виде направляющих шариков 10, на втулку 5, являющуюся ведущим звеном редуцирующего узла раскатки. Втулка 9 поводкового устройства имеет возможность осевого перемещения относительно втулки 5. Работает импульсная шариковая раскатка следующим образом. Если деталь вращается, а раскатка установлена неподвижно, то вращение от детали передается на втулку поводкового устройства 9 посредством поводка 11. Вращение от втулки поводкового устройства 9 передается втулке 5, являющейся ведущим звеном редуцирующего узла, при помощи подвижной шпонки, выполненной в виде направляющих шариков 10. Далее, вращение от втулки 5 посредством шариков 7 передается выходному звену 4 редуцирующего узла, которое выполняет функции опорного элемента деформирующих шариков 3. Как указывалось выше, опорный элемент имеет на своих торцовых поверхностях замкнутые волнообразные канавки. Волнообразная канавка на правом его торце участвует в редуцировании вращения втулки 5 и определяет его частоту вращения после редуцирования. Волнообразные канавки на левом торце опорного элемента 4 при его вращении вызывают радиальное движение деформирующих шариков 3, при котором они бомбардируют обрабатываемую поверхность. Это обеспечивается тем, что волнообразные канавки выполнены так, что шарики 3, обкатываясь по этим канавкам, выступают за пределы наружной цилиндрической поверхности опорного элемента 4. Так как сепаратор 2, имеющий радиальные направляющие пазы для деформирующих шариков 3, неподвижно закреплен на оправке, которая не имеет вращения, то шарики выныривают в одних и тех же местах. Но во время обработки деталь совершает вращательное движение, а раскатка совершает движение подачи (перемещается внутри детали, влево), поэтому происходит обработка всей внутренней цилиндрической поверхности. Если раскатка вращается, а деталь установлена неподвижно, то вращение от оправки 1 передается на неподвижно закрепленные на ней диск 6 и сепаратор 2. Поскольку деталь заторможена, постольку заторможены и втулка поводкового устройства 9, и втулка 5. При этом в редуцирующем узле заторможенным является звено 5, ведущим - звено 6,а ведомым - звено 4. А так как опорный элемент 4 совершает вращение относительно сепаратора 2, то деформирующие элементы 3 относительно сепаратора совершают радиальные возвратно-поступательные движения, бомбардируя, как и в предыдущем случае, обрабатываемую поверхность. Во время обработки раскатка совершает вращательное движение, а деталь или раскатка совершают движение подачи. За счет этого производится обработка внутренней цилиндрической поверхности по всей ее длине. Если обрабатываемая деталь вращается, а раскатка установлена неподвижно, то в редуцирующем узле, представляющем собой планетарный редуктор, заторможен диск 6, яв 4 8068 1 2006.04.30 ляющийся водилом. При этом передаточное отношение редуцирующего узла, как это известно из теории планетарных передач, определяется соотношением 2/1. Если же вращается раскатка, а деталь закреплена неподвижно, то в редуцирующем узле заторможена втулка 5, а ведущим звеном является водило. Поэтому в данном случае передаточное отношение редуцирующего узла будет определяться соотношением 2/(21). Если обрабатываемая деталь вращается, а раскатка установлена неподвижно, и при этом числа периодов 1 и 2 равны между собой, то передаточное отношение редуцирующего узла 1. При этом внутренняя поверхность детали обрабатывается не по всему периметру, а деформируются лишь продольные дорожки, количество которых равно количеству деформирующих шариков. Независимо от того, что вращается, деталь или инструмент, обработка ведется без каких бы то ни было натягов между деталью и инструментом. При этом разжимные усилия отсутствуют и, следовательно, на основе предложенного устройства решается задача повышения точности обработки тонкостенных деталей за счет исключения разжимных усилий. Источники информации 1. А.с. СССР 495195, МПК В 24 В 39/02. 2. А.с. СССР 212097, МПК В 24 В 39/02. 3. Австралийский патент 454717, МПК В 24 В 75/90, 1974. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B24B 39/02
Метки: шариковая, импульсная, раскатка
Код ссылки
<a href="https://by.patents.su/6-8068-impulsnaya-sharikovaya-raskatka.html" rel="bookmark" title="База патентов Беларуси">Импульсная шариковая раскатка</a>
Шариковая ручка
Номер патента: U 8
Опубликовано: 30.03.1999
Автор: Маркаров Игорь Феликсович
МПК: B43K 7/00
Текст:
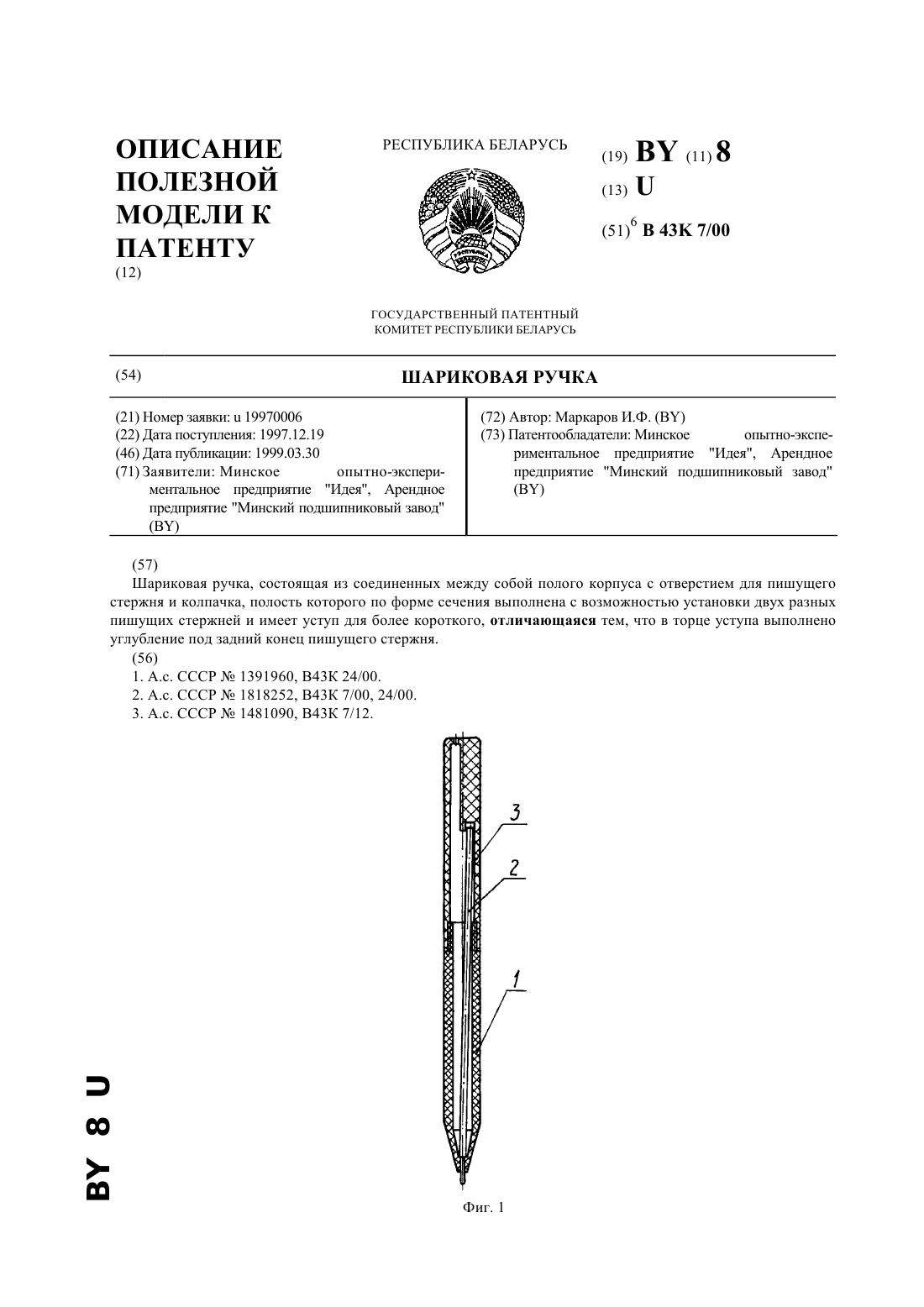
...предприятие Идея, Арендное предприятие Минский подшипниковый завод(73) Патентообладатели Минское опытно-экспериментальное предприятие Идея, Арендное предприятие Минский подшипниковый завод(57) Шариковая ручка, состоящая из соединенных между собой полого корпуса с отверстием для пишущего стержня и колпачка, полость которого по форме сечения выполнена с возможностью установки двух разных пишущих стержней и имеет уступ для более...
Шариковая ручка
Номер патента: 983
Опубликовано: 15.12.1995
Автор: Камлюк Александр Антонович
МПК: B43K 23/00, B43K 7/00
Текст:
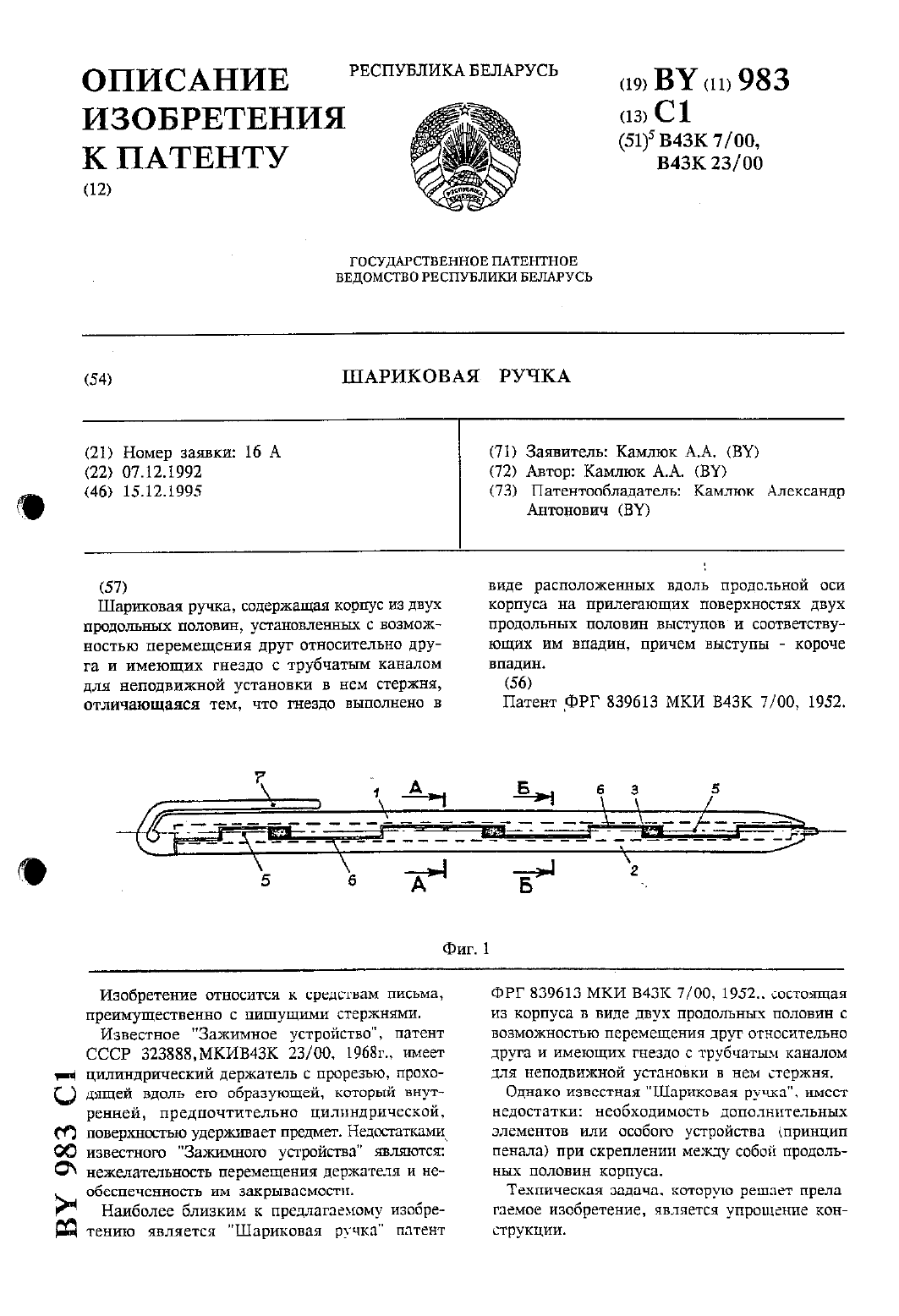
...корпуса на ПрИЛЕГНЮШНХ ПОББРХНОСТЯХ ДВУХ ПРОДОЛЬНЫХ половин выступов и соответствующих впадин,причем выступы - короче впадин.Такое выполнение двух продольных половин корпуса. позволяет упростить конструкцию за СЧЕТ ОбСПСЧЕНИЯ СКрСПЛВНИЯ ИХ за ПИШУший стержень и закрытия пишущего наконечника продольным перемещением половины корпуса по стержню.Предлагаемое изобретение предусматривает следующий вариант исполнении заявляемой шариковой ручки.На...
Инструмент для обработки отверстий поверхностным пластическим деформированием
Номер патента: 7823
Опубликовано: 28.02.2006
Авторы: Пашкевич Виктор Михайлович, Пашкевич Михаил Федорович, Павлюц Станислав Анатольевич
МПК: B24B 39/02
Метки: поверхностным, пластическим, деформированием, инструмент, обработки, отверстий
Текст:
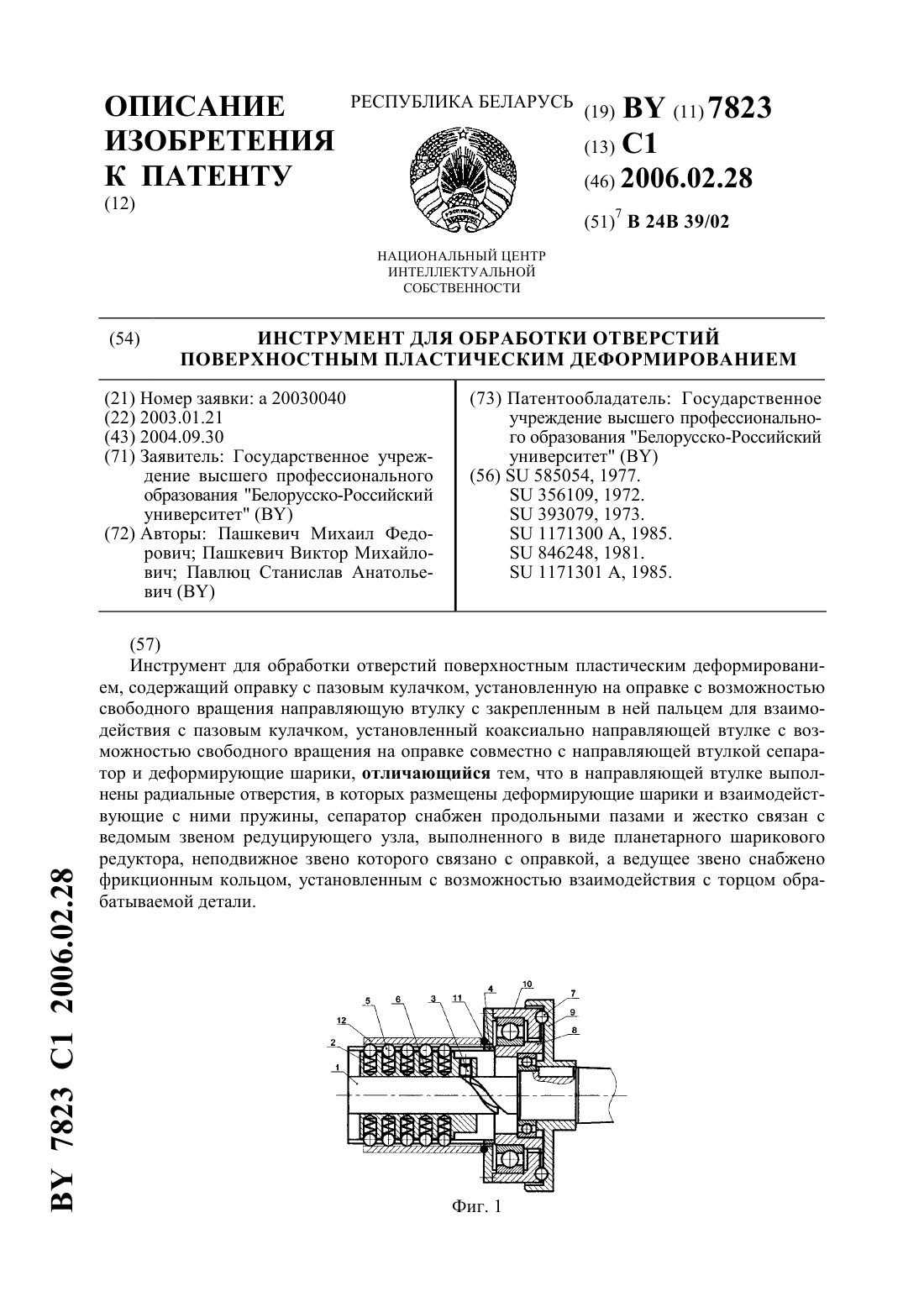
...тем, что в инструменте для обработки отверстий поверхностным пластическим деформированием, содержащем оправку с пазовым кулачком,установленную на оправке с возможностью свободного вращения направляющую втулку с закрепленным в ней пальцем для взаимодействия с пазовым кулачком, установленный коаксиально направляющей втулке с возможностью свободного вращения на оправке совместно с направляющей втулкой сепаратор и деформирующие шарики,...
Предохранительная шариковая муфта
Номер патента: 6712
Опубликовано: 30.12.2004
Авторы: Рехлицкий Олег Валентинович, Янучковский Иосиф Иосифович, Шуринов Валентин Алексеевич, Дюжев Андрей Анисимович, Казаков Виктор Андреевич
МПК: F16D 7/06
Метки: муфта, шариковая, предохранительная
Текст:
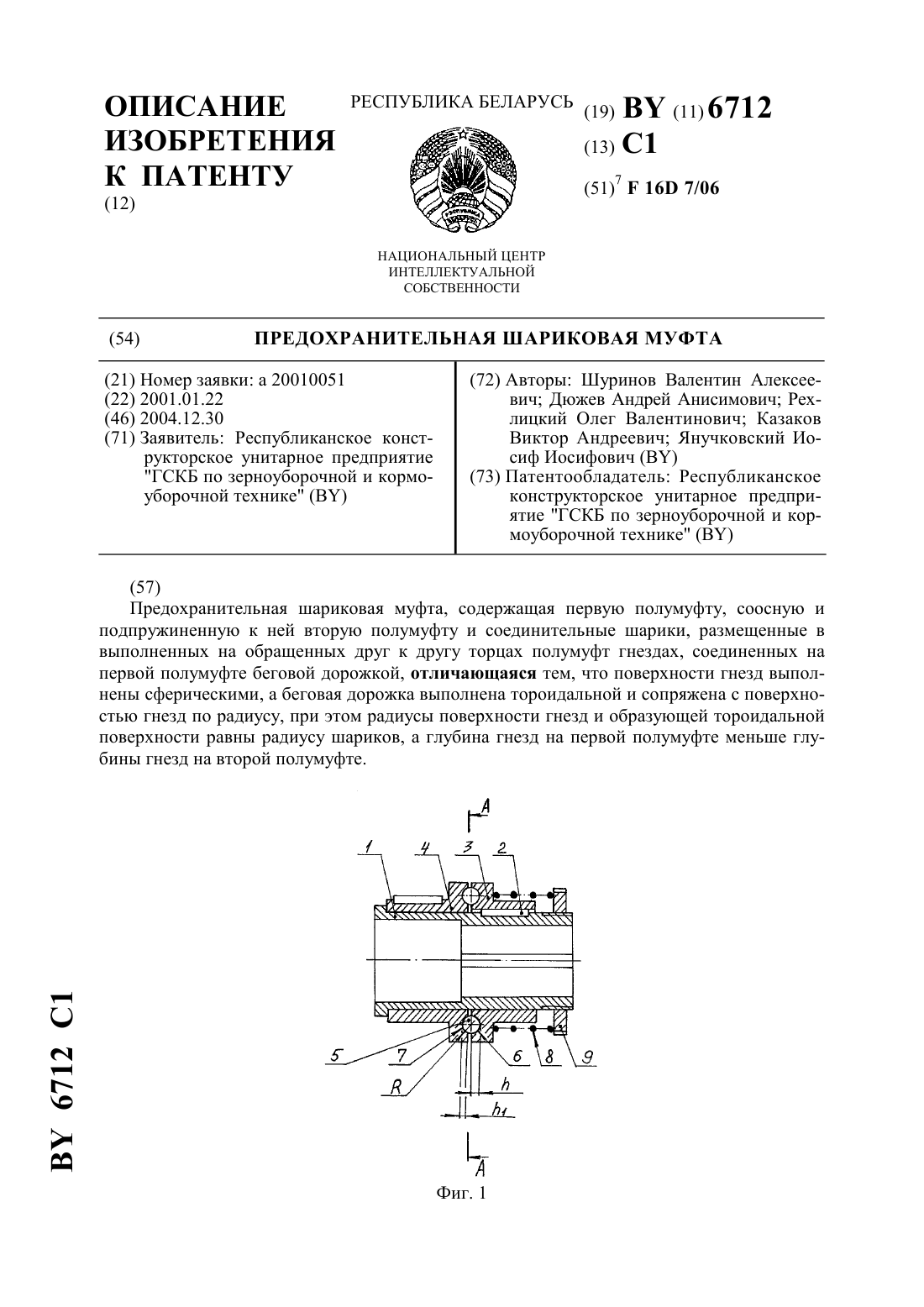
...первой полумуфте беговой дорожкой, поверхности гнезд выполнены сферическими, а беговая дорожка выполнена тороидальной и сопряжена с поверхностью гнезд по радиусу, при этом радиусы поверхности гнезд и образующей тороидальной поверхности равны радиусу шариков, а глубина гнезд на первой полумуфте меньше глубины гнезд на второй полумуфте. Изложенная сущность изобретения поясняется чертежами фиг. 1 - общий вид предохранительной шариковой муфты...
Шариковая многорядная опора
Номер патента: U 1314
Опубликовано: 30.03.2004
Авторы: Вербовская Тамара Ивановна, Зинкович Александр Петрович, Пулькин Валерий Николаевич, Трофимович Николай Петрович
МПК: F16C 19/00, F16C 33/00
Метки: многорядная, опора, шариковая
Текст:
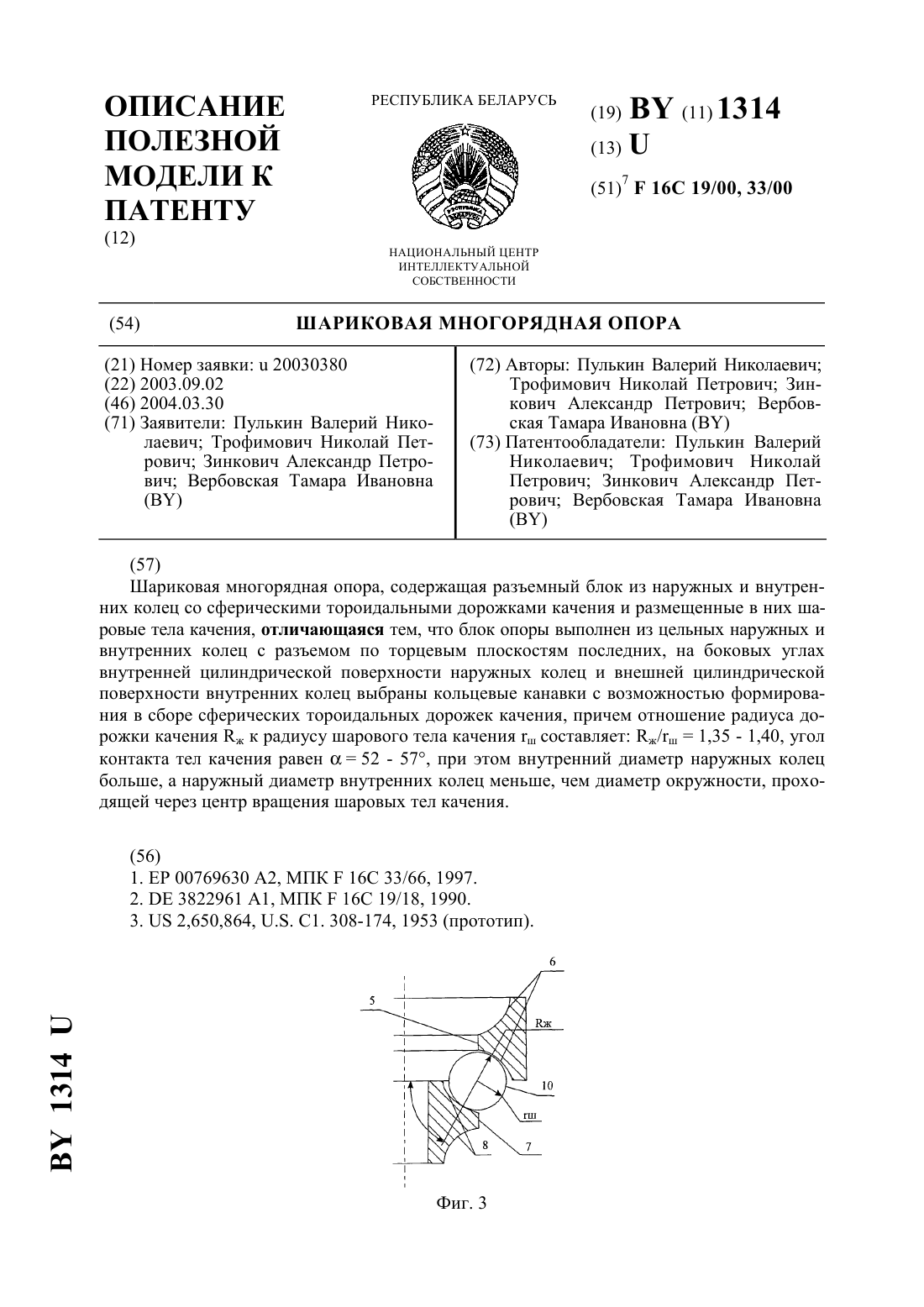
...жесткость и надежность конструкции и делает невозможным его эксплуатацию при ударных осевых нагрузках, например, в двигателях бурильных установок. Кроме того, сложными являются сборка и монтаж подшипников при замене в эксплуатационных условиях. Задачей полезной модели является создание конструкции шариковой многорядной опоры, способной воспринимать высокие ударные осевые и частично радиальные нагрузки и свободной от указанных...
Предыдущий патент: Стенд для исследования транспортных машин
Следующий патент: Защитная смазка
Случайный патент: Устройство для пневматического транспортирования сыпучих материалов