Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников
Номер патента: 18192
Опубликовано: 30.04.2014
Авторы: Ермаков Николай Иванович, Ворошухо Олег Николаевич, Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Акулович Леонид Михайлович
Текст
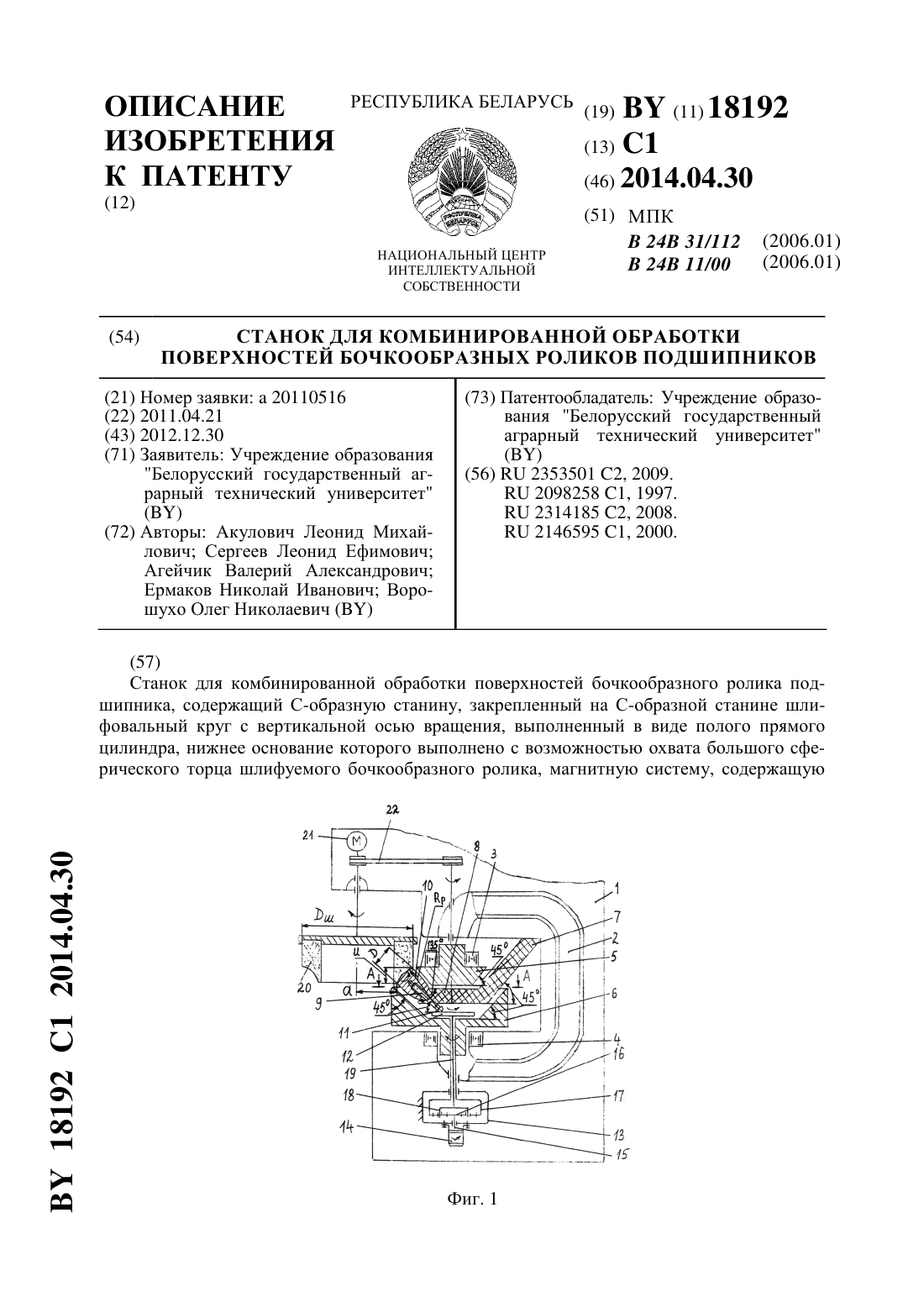
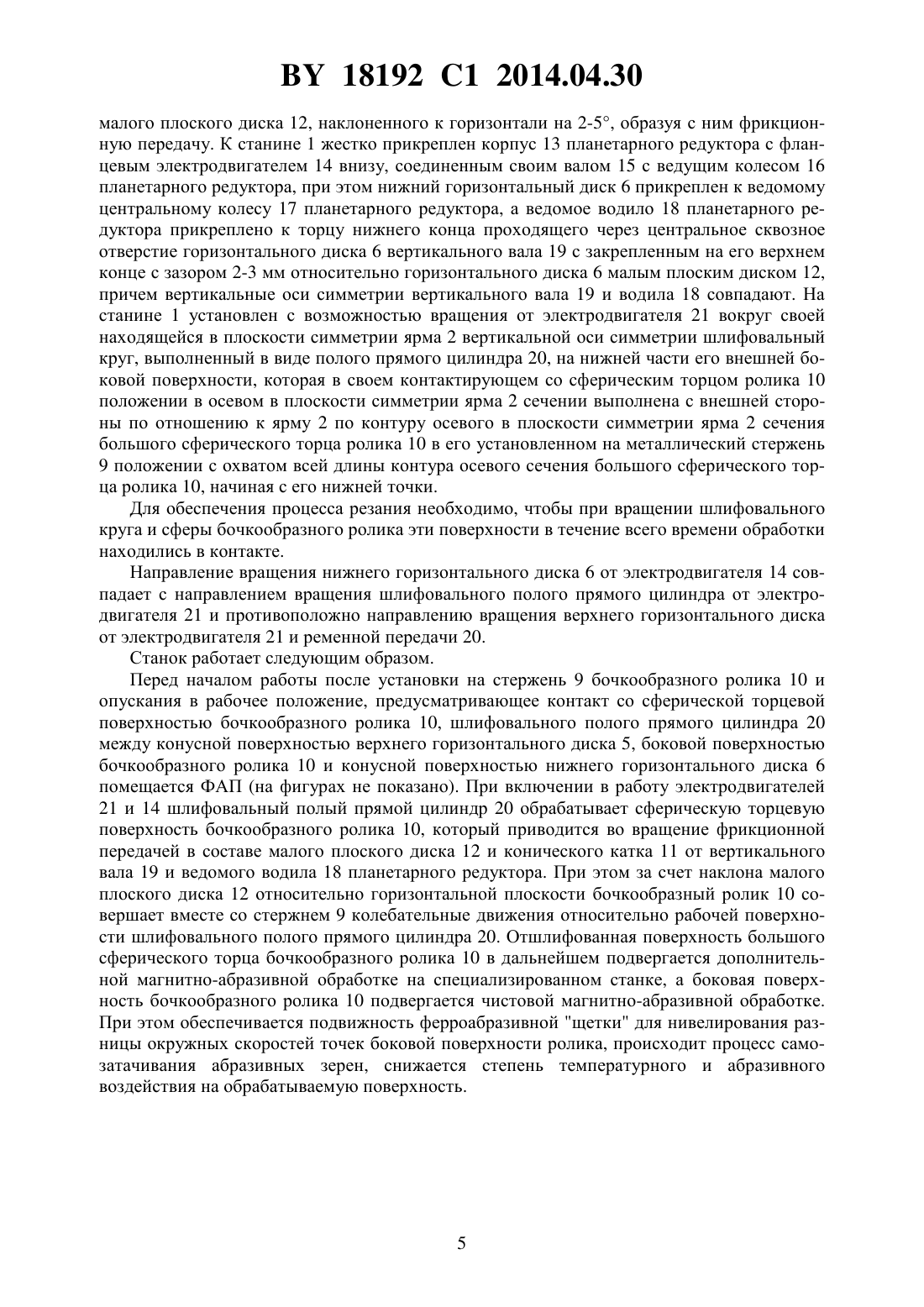
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАНОК ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ БОЧКООБРАЗНЫХ РОЛИКОВ ПОДШИПНИКОВ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович Ворошухо Олег Николаевич(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Станок для комбинированной обработки поверхностей бочкообразного ролика подшипника, содержащий С-образную станину, закрепленный на С-образной станине шлифовальный круг с вертикальной осью вращения, выполненный в виде полого прямого цилиндра, нижнее основание которого выполнено с возможностью охвата большого сферического торца шлифуемого бочкообразного ролика, магнитную систему, содержащую 18192 1 2014.04.30 установленное в С-образной станине ярмо, нижний, установленный с возможностью вращения, и верхний горизонтальные диски, электромагнитные катушки, расположенные в плоскости симметрии ярма и установленные на верхнем и нижнем горизонтальных дисках, причем нижний горизонтальный диск выполнен с выемкой в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45 и отверстием по вертикальной оси симметрии, в котором установлен вертикальный вал с закрепленным на его верхнем конце с зазором над горизонтальной поверхностью выемки малым плоским диском, а верхний горизонтальный диск выполнен в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45,причем между верхним и нижним горизонтальными дисками с образованием зазоров от 1 до 3 мм с ними установлена выполненная в виде половины усеченного прямого кругового конуса, обращенного меньшим основанием вниз, с углом наклона образующей к горизонтальной плоскости 45, например, из фторопласта диамагнитная перегородка с выемкой в виде половины усеченного прямого кругового конуса, обращенного меньшим основанием вниз, с углом наклона образующей к горизонтальной плоскости 45, к нижней вертикальной торцевой плоскости диамагнитной перегородки прикреплен с помощью, например,клея выполненный, например, из фторопласта диамагнитный параллелепипед с горизонтальными верхней и нижней гранями, одна из боковых граней которого выполнена наклонной, образуя с верхним его основанием угол 135, при этом в центре наклонной грани диамагнитного параллелепипеда выполнена выемка в виде половины цилиндра, в которую вставлена с возможностью относительного перемещения подпружиненная с помощью закрепленных на наклонной грани плоских пружин вставка в виде половины цилиндра, выполненная с радиусом, равным радиусу выемки, причем во вставке по центру ее плоской грани и перпендикулярно ей выполнено отверстие, и в наклонной грани диамагнитного параллелепипеда перпендикулярно к ней выполнено отверстие, диаметр которого больше диаметра отверстия, выполненного во вставке, в оба отверстия установлен металлический стержень, на одной части которого выполнена резьба для навинчивания бочкообразного ролика, в котором со стороны меньшего основания выполнено технологическое резьбовое отверстие, с образованием зазоров между боковой поверхностью бочкообразного ролика и конусными поверхностями нижнего и верхнего горизонтальных дисков от 1 до 4 мм, на торце второй части металлического стержня закреплен конический каток в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона его образующей к оси симметрии металлического стержня 45, причем боковая поверхность конического катка контактирует с поверхностью малого плоского диска, образуя с ним фрикционную передачу, к С-образной станине жестко прикреплен планетарный редуктор с фланцевым электродвигателем внизу, вал которого соединен с ведущим колесом планетарного редуктора, при этом нижний горизонтальный диск связан с ведомым центральным колесом планетарного редуктора, а ведомое водило планетарного редуктора связано с вертикальным валом, причем оси симметрии вертикального вала и водила совпадают. Изобретение относится к комбинированной одновременной шлифовальной обработке и чистовой обработке изделий ферро-абразивным порошком (ФАП) в магнитном поле и может быть использовано в различных отраслях машиностроения при обработке поверхностей роликов подшипников качения. Известен 1 станок для магнитно-абразивной обработки шариков, содержащий С-образную станину и магнитную систему, состоящую из проходящего через станину ярма и электромагнитных катушек, установленных на ведущем и прижимном дисках, первый из которых связан с приводом вращения вокруг вертикальной оси, а второй - с приводом 2 18192 1 2014.04.30 возвратно-поступательных перемещений вдоль той же оси, причем на обращенных друг к другу торцах дисков выполнены канавки полукруглого профиля, а в канавке каждого диска установлены вставки из диамагнитного материала, которые расположены поочередно по обе стороны от оси симметрии полукруглого профиля канавки. Такое устройство не позволяет производить шлифовальную обработку поверхностей сферических торцов и магнитно-абразивную обработку боковых поверхностей бочкообразных роликов роликовых упорных сферических одинарных подшипников, например,номер 9039428 2, 3, 4. Задачей, которую решает изобретение, является повышение качества и производительности одновременной шлифовальной обработки поверхности большого сферического торца и магнитно-абразивной обработки боковой поверхности бочкообразного ролика роликовых упорных сферических одинарных подшипников. Поставленная задача решается с помощью станка для комбинированной обработки поверхностей бочкообразного ролика подшипника, содержащего С-образную станину, закрепленный на С-образной станине шлифовальный круг с вертикальной осью вращения,выполненный в виде полого прямого цилиндра, нижнее основание которого выполнено с возможностью охвата большого сферического торца шлифуемого бочкообразного ролика,магнитную систему, содержащую установленное в С-образной станине ярмо, нижний,установленный с возможностью вращения, и верхний горизонтальные диски, электромагнитные катушки, расположенные в плоскости симметрии ярма и установленные на верхнем и нижнем горизонтальных дисках, причем нижний горизонтальный диск выполнен с выемкой в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45 и отверстием по вертикальной оси симметрии, в котором установлен вертикальный вал с закрепленным на его верхнем конце с зазором над горизонтальной поверхностью выемки малым плоским диском, а верхний горизонтальный диск выполнен в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45, причем между верхним и нижним горизонтальными дисками с образованием зазоров от 1 до 3 мм с ними установлена выполненная в виде половины усеченного прямого кругового конуса, обращенного меньшим основанием вниз, с углом наклона образующей к горизонтальной плоскости 45, например, из фторопласта диамагнитная перегородка с выемкой в виде половины усеченного прямого кругового конуса,обращенного меньшим основанием вниз, с углом наклона образующей к горизонтальной плоскости 45, к нижней вертикальной торцевой плоскости диамагнитной перегородки прикреплен с помощью, например, клея выполненный, например, из фторопласта диамагнитный параллелепипед с горизонтальными верхней и нижней гранями, одна из боковых граней которого выполнена наклонной, образуя с верхним его основанием угол 135, при этом в центре наклонной грани диамагнитного параллелепипеда выполнена выемка в виде половины цилиндра, в которую вставлена с возможностью относительного перемещения подпружиненная с помощью закрепленных на наклонной грани плоских пружин вставка в виде половины цилиндра, выполненная с радиусом, равным радиусу выемки, причем во вставке по центру ее плоской грани и перпендикулярно ей выполнено отверстие, и в наклонной грани диамагнитного параллелепипеда перпендикулярно к ней выполнено отверстие, диаметр которого больше диаметра отверстия, выполненного во вставке, в оба отверстия установлен металлический стержень, на одной части которого выполнена резьба для навинчивания бочкообразного ролика, в котором со стороны меньшего основания выполнено технологическое резьбовое отверстие, с образованием зазоров между боковой поверхностью бочкообразного ролика и конусными поверхностями нижнего и верхнего горизонтальных дисков от 1 до 4 мм, на торце второй части металлического стержня закреплен конический каток в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона его образующей к оси симметрии металличе 3 18192 1 2014.04.30 ского стержня 45, причем боковая поверхность конического катка контактирует с поверхностью малого плоского диска, образуя с ним фрикционную передачу, к С-образной станине жестко прикреплен планетарный редуктор с фланцевым электродвигателем внизу, вал которого соединен с ведущим колесом планетарного редуктора, при этом нижний горизонтальный диск связан с ведомым центральным колесом планетарного редуктора, а ведомое водило планетарного редуктора связано с вертикальным валом, причем оси симметрии вертикального вала и водила совпадают. На фиг. 1 изображен общий вид станка на фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 представлен узелна фиг. 1 на фиг. 4 - разрез В-В на фиг. 3. Станок для комбинированной обработки поверхностей средних бочкообразных роликов подшипников содержит С-образную станину 1 и магнитную систему, состоящую из проходящего через станину 1 ярма 2 и электромагнитных катушек 3 и 4 с совпадающими находящимися в плоскости симметрии ярма 2 вертикальными осями симметрии, установленных на верхнем 5 и нижнем 6, с возможностью вращения относительно общей с катушками 3 и 4 вертикальной оси симметрии, горизонтальных дисках, выполненных из ферромагнитного материала, например стали 10 по ГОСТ 1050-88. Нижний горизонтальный диск 6 имеет по его вертикальной оси симметрии центральное сквозное отверстие и выполнен с выемкой в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45. Верхний горизонтальный диск 5 выполнен в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45 с установленной сверху электромагнитной катушкой 3. Между верхним 5 и нижним 6 горизонтальными дисками закреплена на станине с зазорами с ними 2-3 мм выполненная,например, из фторопласта диамагнитная перегородка 7. К находящейся в проходящей через ось вращения дисков плоскости, перпендикулярной плоскости симметрии ярма 2,нижней вертикальной торцевой плоскости диамагнитной перегородки 7 с горизонтальными верхней и нижней гранями прикреплен, например, с помощью клея выполненный из,например, фторопласта диамагнитный параллелепипед 8. Симметрично перпендикулярной наклонной грани диамагнитного параллелепипеда 8 плоскости, включающей в себя проходящую через центр тяжести наклонной грани диамагнитного параллелепипеда 8 горизонталь, в диамагнитном параллелепипеде 8 выполнена выемка в виде образованной сечением проходящей через ось цилиндра половины цилиндра, в которую вставлена с возможностью относительного перемещения подпружиненная с помощью закрепленных с помощью винтов 24 на наклонной грани диамагнитного параллелепипеда 8 плоских пружин 23 вставка 22 в виде образованной сечением проходящей через ось цилиндра половины цилиндра, выполненная одинакового радиуса с выемкой, причем в вставке 22 в центре тяжести ее плоской грани и перпендикулярно ей выполнено отверстие, а в наклонной грани нижнего диамагнитного параллелепипеда 8 перпендикулярно к ней выполнено проходящее своей осью через ее центр тяжести отверстие большего диаметра, чем в вставке 22,в которую установлен с возможностью вращения сквозной металлический стержень 9,выполненный своей верхней выступающей над наклонной гранью диамагнитного параллелепипеда 8 частью с резьбой, на которую навинчен своим по оси симметрии выполненным со стороны меньшего основания технологическим резьбовым отверстием бочкообразный ролик 10. Зазоры между боковой поверхностью бочкообразного ролика 10 и конусными поверхностями нижнего 6 и верхнего 5 горизонтальных дисков равны 1-4 мм. Сквозной металлический стержень 9 на торце своей нижней выступающей под наклонной гранью диамагнитного параллелепипеда 8 части имеет соосно закрепленный конический каток 11 в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона его образующей к оси симметрии стержня 9, равным 45, причем оси симметрии сквозного металлического стержня 9 и конического катка 11 совпадают. Конический каток 11 нижней частью своей боковой поверхности контактирует с поверхностью 4 18192 1 2014.04.30 малого плоского диска 12, наклоненного к горизонтали на 2-5, образуя с ним фрикционную передачу. К станине 1 жестко прикреплен корпус 13 планетарного редуктора с фланцевым электродвигателем 14 внизу, соединенным своим валом 15 с ведущим колесом 16 планетарного редуктора, при этом нижний горизонтальный диск 6 прикреплен к ведомому центральному колесу 17 планетарного редуктора, а ведомое водило 18 планетарного редуктора прикреплено к торцу нижнего конца проходящего через центральное сквозное отверстие горизонтального диска 6 вертикального вала 19 с закрепленным на его верхнем конце с зазором 2-3 мм относительно горизонтального диска 6 малым плоским диском 12,причем вертикальные оси симметрии вертикального вала 19 и водила 18 совпадают. На станине 1 установлен с возможностью вращения от электродвигателя 21 вокруг своей находящейся в плоскости симметрии ярма 2 вертикальной оси симметрии шлифовальный круг, выполненный в виде полого прямого цилиндра 20, на нижней части его внешней боковой поверхности, которая в своем контактирующем со сферическим торцом ролика 10 положении в осевом в плоскости симметрии ярма 2 сечении выполнена с внешней стороны по отношению к ярму 2 по контуру осевого в плоскости симметрии ярма 2 сечения большого сферического торца ролика 10 в его установленном на металлический стержень 9 положении с охватом всей длины контура осевого сечения большого сферического торца ролика 10, начиная с его нижней точки. Для обеспечения процесса резания необходимо, чтобы при вращении шлифовального круга и сферы бочкообразного ролика эти поверхности в течение всего времени обработки находились в контакте. Направление вращения нижнего горизонтального диска 6 от электродвигателя 14 совпадает с направлением вращения шлифовального полого прямого цилиндра от электродвигателя 21 и противоположно направлению вращения верхнего горизонтального диска от электродвигателя 21 и ременной передачи 20. Станок работает следующим образом. Перед началом работы после установки на стержень 9 бочкообразного ролика 10 и опускания в рабочее положение, предусматривающее контакт со сферической торцевой поверхностью бочкообразного ролика 10, шлифовального полого прямого цилиндра 20 между конусной поверхностью верхнего горизонтального диска 5, боковой поверхностью бочкообразного ролика 10 и конусной поверхностью нижнего горизонтального диска 6 помещается ФАП (на фигурах не показано). При включении в работу электродвигателей 21 и 14 шлифовальный полый прямой цилиндр 20 обрабатывает сферическую торцевую поверхность бочкообразного ролика 10, который приводится во вращение фрикционной передачей в составе малого плоского диска 12 и конического катка 11 от вертикального вала 19 и ведомого водила 18 планетарного редуктора. При этом за счет наклона малого плоского диска 12 относительно горизонтальной плоскости бочкообразный ролик 10 совершает вместе со стержнем 9 колебательные движения относительно рабочей поверхности шлифовального полого прямого цилиндра 20. Отшлифованная поверхность большого сферического торца бочкообразного ролика 10 в дальнейшем подвергается дополнительной магнитно-абразивной обработке на специализированном станке, а боковая поверхность бочкообразного ролика 10 подвергается чистовой магнитно-абразивной обработке. При этом обеспечивается подвижность ферроабразивной щетки для нивелирования разницы окружных скоростей точек боковой поверхности ролика, происходит процесс самозатачивания абразивных зерен, снижается степень температурного и абразивного воздействия на обрабатываемую поверхность. 18192 1 2014.04.30 Источники информации 1. А.с. СССР 1030147, МПК 24 31/00, 1983. 2. Нарышкин В.Н., Коросташевский Р.В. Подшипники качения Справочник. - М. Машиностроение, 1984. - С. 60-61. 3. ГОСТ 520-2002. Подшипники качения. Общие технические условия. Межгосударственный стандарт. - Минск, по заказу Госстандарта РФ. - С. 126. 4. ГОСТ 9942-90. Подшипники упорные радиальные роликовые сферические одинарные. Технические условия. - М. ФГУП, Стандартинформ, 2007. - С. 1-5. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B24B 31/112, B24B 11/00
Метки: обработки, роликов, бочкообразных, станок, поверхностей, комбинированной, подшипников
Код ссылки
<a href="https://by.patents.su/6-18192-stanok-dlya-kombinirovannojj-obrabotki-poverhnostejj-bochkoobraznyh-rolikov-podshipnikov.html" rel="bookmark" title="База патентов Беларуси">Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников</a>
Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников

Номер патента: U 8413
Опубликовано: 30.08.2012
Авторы: Сергеев Леонид Ефимович, Ворошухо Олег Николаевич, Ермаков Николай Иванович, Акулович Леонид Михайлович, Агейчик Валерий Александрович
МПК: B24B 31/00
Метки: бочкообразных, роликов, комбинированной, обработки, поверхностей, подшипников, станок
Текст:
...выполнен с выемкой в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45, а верхний горизонтальный диск выполнен в виде ферромагнитного, например железного, параллелепипеда с установленной сверху электромагнитной катушкой с параллельно и перпендикулярно плоскости симметрии ярма расположенными боковыми гранями, причем наиболее удаленная от неразрывной вертикальной...
Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников

Номер патента: U 7471
Опубликовано: 30.08.2011
Авторы: Ермаков Николай Иванович, Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Акулович Леонид Михайлович
МПК: B24B 31/00
Метки: комбинированной, станок, подшипников, обработки, роликов, поверхностей, бочкообразных
Текст:
...параллелепипеда угол 45, при этом к нижнему основанию ферромагнитного параллелепипеда прикреплен,например, с помощью клея своим меньшим верхним основанием выполненный из, например, фторопласта диамагнитный параллелепипед, три боковые грани которого параллельны ближайшим боковым граням ферромагнитного параллелепипеда, а наиболее удаленная от неразрывной вертикальной части ярма, перпендикулярная его оси симметрии наклонная грань...
Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников

Номер патента: U 7808
Опубликовано: 30.12.2011
Авторы: Агейчик Валерий Александрович, Акулович Леонид Михайлович, Ермаков Николай Иванович, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: бочкообразных, подшипников, поверхностей, комбинированной, обработки, роликов, станок
Текст:
...к ней закреплен металлический стержень, на котором установлен с возможностью вращения своим по оси симметрии выполненным со стороны меньшего основания технологическим отверстием бочкообразный ролик, причем зазоры между боковой поверхностью бочкообразного ролика и конусными поверхностями нижнего и верхнего горизонтальных дисков равны 14 мм, при этом на станине установлен с возможностью вращения вокруг своей находящейся в плоскости...
Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников

Номер патента: U 8481
Опубликовано: 30.08.2012
Авторы: Акулович Леонид Михайлович, Ермаков Николай Иванович, Сергеев Леонид Ефимович, Ворошухо Олег Николаевич, Агейчик Валерий Александрович
МПК: B24B 31/00
Метки: подшипников, станок, роликов, комбинированной, бочкообразных, поверхностей, обработки
Текст:
...половины усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45 с верхней соосной оси вращения дисков выемкой в виде обращенного меньшим основанием вниз усеченного прямого кругового конуса с углом наклона образующей к горизонтальной плоскости 45, а к находящейся в проходящей через ось вращения дисков плоскости, перпендикулярной плоскости симметрии ярма, нижней вертикальной торцевой плоскости диамагнитной...
Станок для комбинированной обработки поверхностей бочкообразных роликов подшипников

Номер патента: U 7868
Опубликовано: 30.12.2011
Авторы: Ермаков Николай Иванович, Ворошухо Олег Николаевич, Агейчик Валерий Александрович, Акулович Леонид Михайлович, Сергеев Леонид Ефимович
МПК: B24B 31/00
Метки: станок, поверхностей, бочкообразных, комбинированной, обработки, роликов, подшипников
Текст:
...стержень, выполненный своей верхней выступающей над наклонной гранью диамагнитного параллелепипеда частью с резьбой, на которую навинчен своим по оси симметрии выполненным со стороны меньшего основания технологическим резьбовым отверстием бочкообразный ролик, причем зазоры между боковой 4 78682011.12.30 поверхностью бочкообразного ролика и конусными поверхностями нижнего и верхнего горизонтальных дисков равны 14 мм, а сквозной...