Установка для валковой штамповки с неприводными роликами
Номер патента: 16557
Опубликовано: 30.12.2012
Авторы: Малинин Владислав Георгиевич, Голенков Вячеслав Александрович, Яскевич Михаил Яковлевич, Радченко Сергей Юрьевич, Геращенко Василий Васильевич
Текст
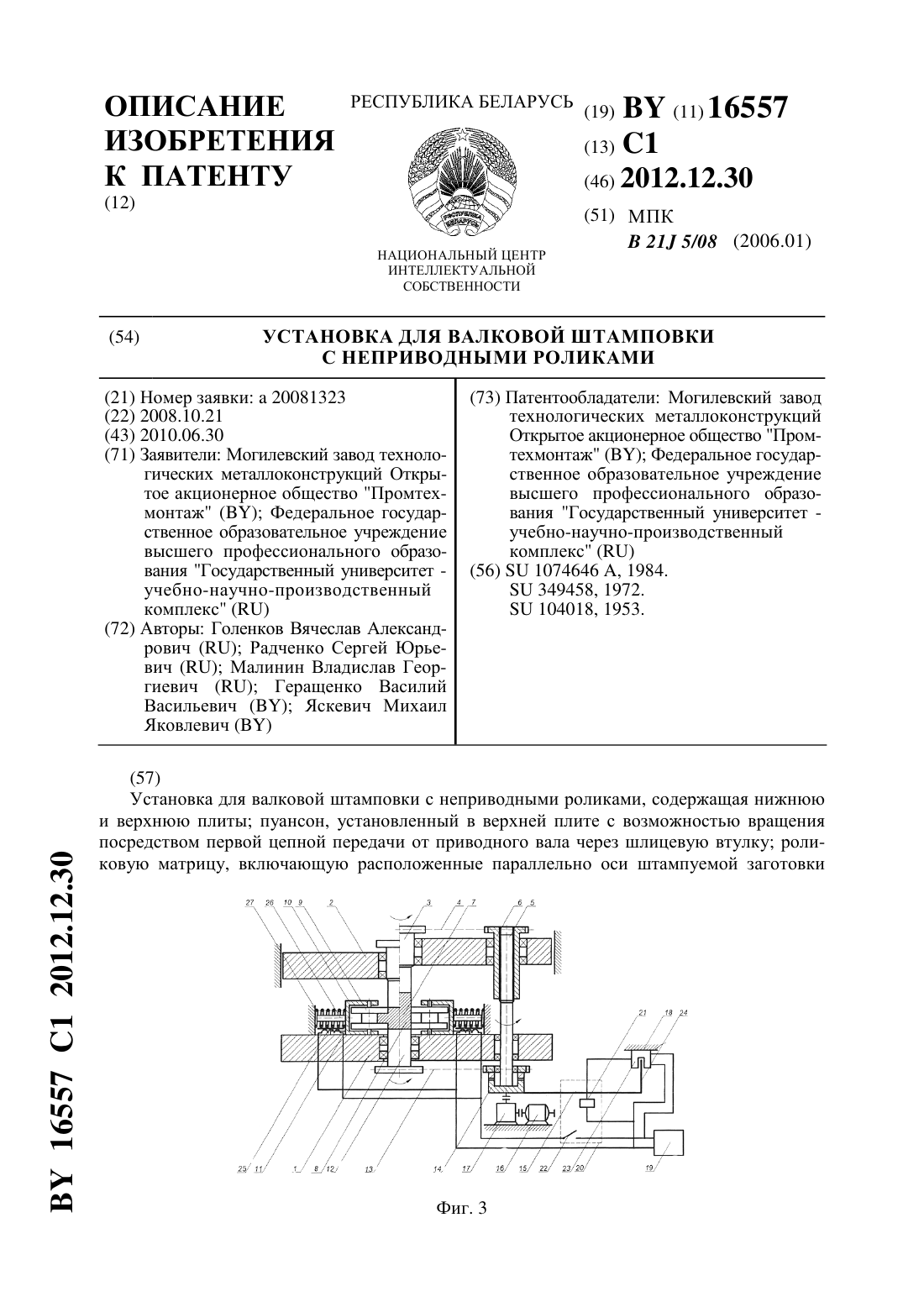
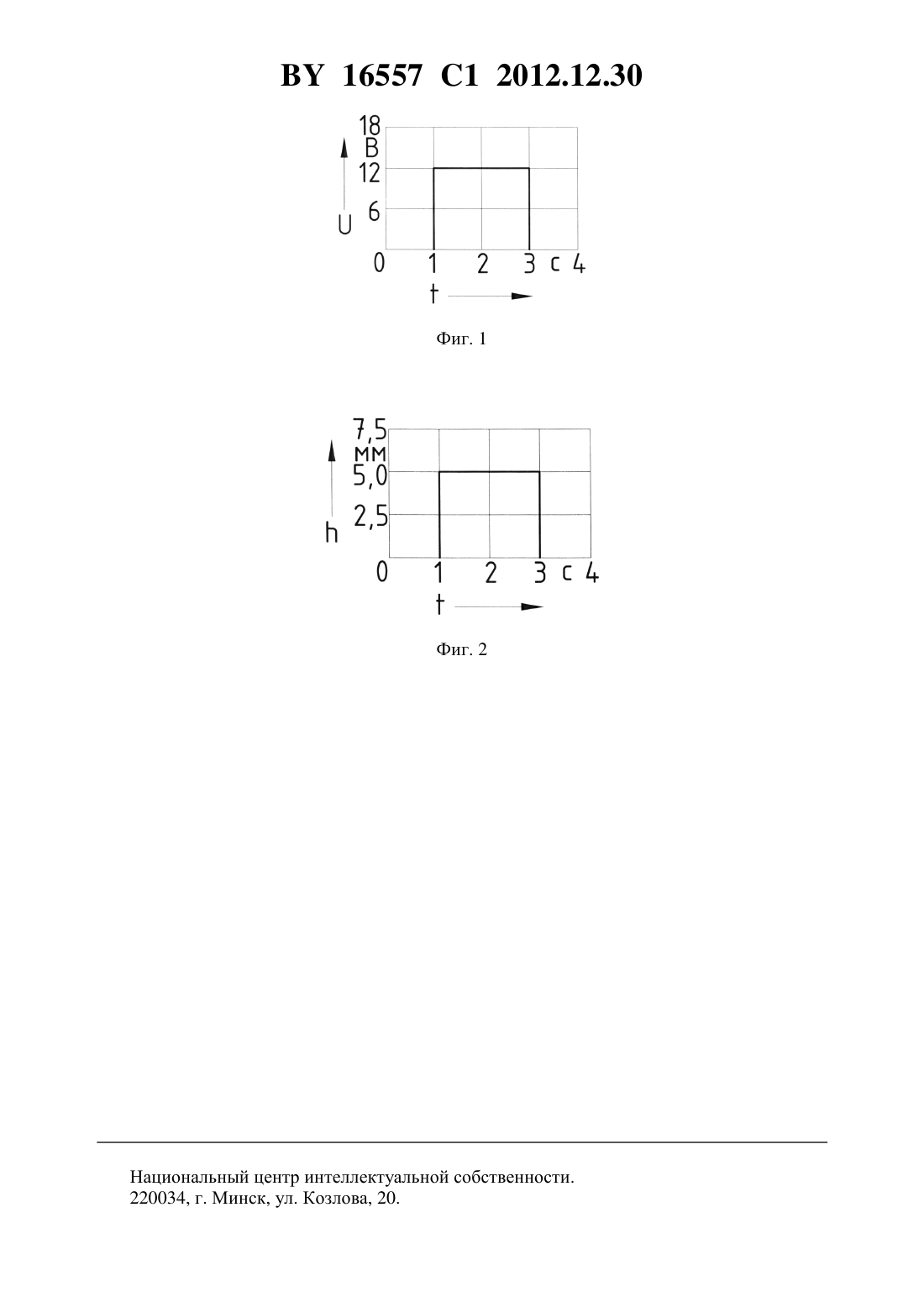
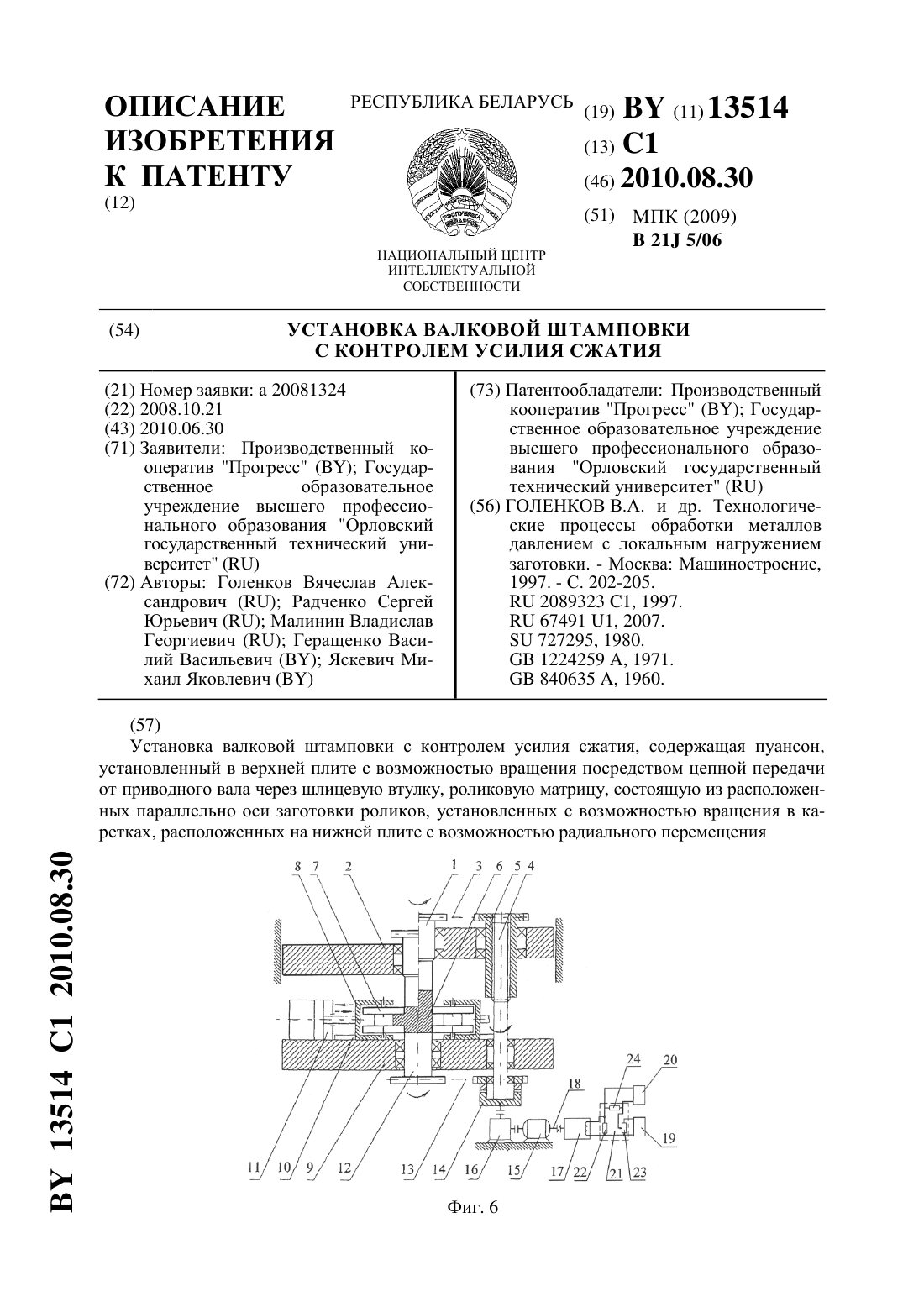
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТАНОВКА ДЛЯ ВАЛКОВОЙ ШТАМПОВКИ С НЕПРИВОДНЫМИ РОЛИКАМИ(71) Заявители Могилевский завод технологических металлоконструкций Открытое акционерное общество ПромтехмонтажФедеральное государственное образовательное учреждение высшего профессионального образования Государственный университет учебно-научно-производственный комплекс(72) Авторы Голенков Вячеслав АлександровичРадченко Сергей ЮрьевичМалинин Владислав ГеоргиевичГеращенко Василий ВасильевичЯскевич Михаил Яковлевич(73) Патентообладатели Могилевский завод технологических металлоконструкций Открытое акционерное общество ПромтехмонтажФедеральное государственное образовательное учреждение высшего профессионального образования Государственный университет учебно-научно-производственный комплекс(57) Установка для валковой штамповки с неприводными роликами, содержащая нижнюю и верхнюю плиты пуансон, установленный в верхней плите с возможностью вращения посредством первой цепной передачи от приводного вала через шлицевую втулку роликовую матрицу, включающую расположенные параллельно оси штампуемой заготовки 16557 1 2012.12.30 полые ролики, установленные с возможностью вращения в каретках, расположенных на нижней плите с возможностью радиального перемещения относительно оси штампуемой заготовки в направляющих установленный в нижней плите соосно с пуансоном упор,привод вращения которого осуществляется посредством второй цепной передачи через управляемую муфту, имеющую рычаг управления, от приводного вала, постоянно вращаемого электродвигателем через редуктор кронштейн, установленный вблизи рычага управления, отличающаяся тем, что содержит источник постоянного тока, электромагнитное реле напряжения с обмоткой и контактом замыкающего типа, при этом на кронштейне установлен бесконтактный переключатель щелевого типа, а на рычаге управления закреплен металлический стержень, установленный с возможностью свободного вхождения в щель бесконтактного переключателя при включении муфты рычагом управления причем привод перемещения кареток с полыми роликами в направляющих выполнен в виде электромагнитов с обмотками возбуждения и подпружиненными якорями, в исходном состоянии связанными с каретками, при этом параллельно соединенные между собой обмотки возбуждения электромагнитов посредством контакта и вход бесконтактного переключателя соединены с выходом источника постоянного тока, обмотка электромагнитного реле соединена с выходом бесконтактного переключателя, а ход якорей при их перемещении равен заданной величине перемещения кареток. Изобретение относится к установкам для обработки металлов давлением, а именно к установкам для валковой штамповки. Известно устройство для штамповки с обкаткой, содержащее упор и формирующий инструмент, включающий пуансон и ролик, установленные с возможностью вращения,корпус, в котором эксцентрично оси упора размещен ролик, привод перемещения последнего в направлении, перпендикулярном направлению перемещения пуансона, при этом ролик выполнен полым и на его внутренней поверхности расположен формообразующий профиль 1. Недостатком известного устройства для штамповки с обкаткой деталей является недостаточная надежность установки. Объясняется это тем, что в известной установке с приводными роликами крутящий момент передается от приводных роликов к заготовке, а заготовка получает вращение от упора и пуансона, поэтому при эксплуатации к заготовке прикладываются два крутящих момента и поэтому возможно заклинивание заготовки,надежность работы установки недостаточна. Для повышения надежности путем исключения вероятности заклинивания установку необходимо совершенствовать путем применения неприводных роликов, а вращение роликов необходимо обеспечивать за счет сил трения между вращающейся заготовкой и неприводными роликами, при этом практически исключается вероятность заклинивания заготовки. Известна установка валковой штамповки, содержащая пуансон, установленный в верхней плите с возможностью вращения посредством цепной передачи от приводного вала через шлицевую втулку и роликовую матрицу, состоящую из расположенных параллельно оси заготовки роликов, установленных с возможностью вращения в каретках, расположенных на нижней плите с возможностью радиального перемещения относительно оси заготовки в направляющих посредством, например, гидроцилиндров, нижнюю плиту,в которой установлен соосно с пуансоном упор, привод вращения которого осуществляется посредством цепной передачи через управляемую муфту от приводного вала, постоянно вращаемого двигателем через редуктор 2. Недостатком известной установки валковой штамповки является недостаточный выигрыш в повышении надежности. Объясняется это тем, что ролики в установке сводятся на нужный диаметр изделия посредством перемещения в направляющих кареток относительно нижней плиты гидроцилиндрами. Применением гидропривода из-за зависимости 2 16557 1 2012.12.30 давления рабочей жидкости от температуры и других внешних факторов не обеспечивается достаточная точность величины перемещения кареток на нужный диаметр изделия, что снижает надежность установки из-за имеющейся некоторой вероятности заклинивания. Кроме того, применение гидропривода усложняет установку, так как требует дополнительного специального гидрооборудования при наличии уже в установке электропривода. Поэтому установку необходимо совершенствовать. Задачей изобретения является повышение надежности установки путем повышения точности перемещения кареток относительно нижней плиты на нужный диаметр изделия. Сущность изобретения заключается в том, что установка для валковой штамповки с неприводными роликами, содержащая нижнюю и верхнюю плиты пуансон, установленный в верхней плите с возможностью вращения посредством первой цепной передачи от приводного вала через шлицевую втулку роликовую матрицу, включающую расположенные параллельно оси штампуемой заготовки полые ролики, установленные с возможностью вращения в каретках, расположенных на нижней плите с возможностью радиального перемещения относительно оси штампуемой заготовки в направляющих установленный в нижней плите соосно с пуансоном упор, привод вращения которого осуществляется посредством второй цепной передачи через управляемую муфту, имеющую рычаг управления, от приводного вала, постоянно вращаемого электродвигателем через редуктор,кронштейн, установленный вблизи рычага управления, согласно изобретению, содержит источник постоянного тока, электромагнитное реле напряжения с обмоткой и контактом замыкающего типа, при этом на кронштейне установлен бесконтактный переключатель щелевого типа, а на рычаге управления - металлический стержень, установленный с возможностью свободного вхождения в щель бесконтактного переключателя при включении муфты рычагом управления причем привод перемещения кареток с полыми роликами в направляющих выполнен в виде электромагнитов с обмотками возбуждения и подпружиненными якорями, в исходном состоянии связанными с каретками, при этом параллельно соединенные между собой обмотки возбуждения электромагнитов посредством контакта и вход бесконтактного переключателя соединены с выходом источника постоянного тока,обмотка электромагнитного реле соединена с выходом бесконтактного переключателя, а ход якорей при их перемещении равен заданной величине перемещения кареток. Наличие источника постоянного тока обеспечивает энергией постоянного тока привод перемещения роликов, наличие электромагнитного реле напряжения с обмоткой и контактом замыкающего типа, при этом на кронштейне установлен бесконтактный переключатель щелевого типа, а на рычаге управления закреплен металлический стержень,установленный с возможностью свободного вхождения в щель бесконтактного переключателя при включении муфты рычагом управления, позволяет при включении муфты рычагом управления ввести стержень в щель бесконтактного переключателя и получить на его выходе напряжение постоянного тока, выполнение привода перемещения кареток с полыми роликами в направляющих в виде электромагнитов с обмотками возбуждения и подпружиненными якорями, в исходном положении связанными с каретками, соединение параллельно соединенных между собой обмоток возбуждения электромагнитов посредством контакта и входа бесконтактного переключателя с выходом источника постоянного тока, соединение обмотки электромагнитного реле с выходом бесконтактного переключателя, равенство хода якорей при перемещении величине перемещения кареток обеспечивают перемещение роликов на заданную величину при включении управляемой муфты. На фиг. 1 изображено напряжение, подаваемое на обмотку возбуждения электромагнита на фиг. 2 - перемещение якоря электромагнита на заданную величину на фиг. 3 схема установки валковой штамповки с неприводными роликами. Установка содержит нижнюю 1 и верхнюю 2 плиты, пуансон 3, установленный в верхней плите 2 с возможностью вращения посредством первой цепной передачи 4 от приводного вала 5 через шлицевую втулку 6 роликовую матрицу 7, включающую располо 3 16557 1 2012.12.30 женные параллельно оси штампуемой заготовки 8 полые ролики 9, установленные с возможностью вращения в каретках 10, расположенных на нижней плите 1 с возможностью радиального перемещения относительно оси штампуемой заготовки 8 в направляющих 11 установленный в нижней плите 1 соосно с пуансоном 3 упор 12, привод вращения которого осуществляется посредством второй цепной передачи 13 через управляемую муфту 14,имеющую рычаг 15 управления, от приводного вала 5, постоянно вращаемого электродвигателем 16, через редуктор 17, кронштейн 18, установленный вблизи рычага 15 управления, источник 19 постоянного тока, электромагнитное реле 20 напряжения с обмоткой 21 и контактом 22 замыкающего типа, при этом на кронштейне 18 установлен бесконтактный переключатель 23 щелевого типа, а на рычаге 15 управления - металлический стержень 24,установленный с возможностью свободного вхождения в щель бесконтактного переключателя 23 при включении муфты 14 рычагом 15 управления причем привод перемещения кареток 10 с полыми роликами 9 в направляющих 11 выполнен в виде электромагнитов 25 с обмотками 26 возбуждения и подпружиненными якорями 27, в исходном состоянии связанными с каретками 10, при этом параллельно соединенные между собой обмотки 26 возбуждения электромагнитов 25 посредством контакта 22 и вход бесконтактного переключателя 23 соединены с выходом источника 19 постоянного тока, обмотка 21 электромагнитного реле 20 соединена с выходом бесконтактного переключателя 23, а ход якорей 27 при их перемещении равен заданной величине перемещения кареток 10. Установка работает следующим образом. Заготовку 8 устанавливают на упор 12, при этом муфта 14 отключена и упор 12 неподвижен. Затем верхнюю плиту 2 с вращающимся пуансоном 3, первой цепной передачей 4 и шлицевой втулкой 6, перемещающейся по шлицам вала 5 вместе с верхней плитой 2, опускают до контакта пуансона 3 с заготовкой 8. Перемещением рычага 15 управляемой муфты 14 вводится стержень 24 в щель переключателя 23. На выходе переключателя 23 появляется напряжение, изображенное на фиг. 1, оно прикладывается к обмотке 21 реле 20. По обмотке 21 реле начинает протекать ток, возникает намагничивающая сила, контакт 22 закрывается, поэтому по обмоткам 26 возбуждения электромагнитов 25 начинает протекает ток, якоря 27 втягиваются в электромагниты 25 на заданную величину (фиг. 2) и воздействуют на каретки 10. Каретки 10 перемещаются в направляющих 11 на величину, равную ходу якорей 27. Ролики 9 сводятся на заданный диаметр изделия относительно нижней плиты 1. Одновременно начинает вращаться упор 12 из-за включения управляемой муфты 14. После того как металл заготовки 8 под действием пуансона 3 заполняет калибр роликовой матрицы, пуансон 3 возвращается в исходное положение, муфта 14 отключается, вращение упора 12 прекращается. Стержень 24 выходит из щели переключателя 23, по обмотке 21 реле 20 ток больше не протекает, контакт 22 размыкается, ток по обмоткам электромагнитов 25 больше не протекает, под действием усилия пружины якоря 27, а вместе с ними и каретки 10 приходят в исходное положение. Готовое изделие извлекается. Далее технологический процесс повторяется при штамповке новой заготовки. Экономический эффект от внедрения заявляемой установки обеспечивается повышением качества изготовляемых изделий за счет более точной выдержки размеров изделия. Источники информации 1. А.с. СССР 1074646, МПК 321 5/08,21 8/00. Устройство для штамповки с обкаткой / В.Я.Осадчий, В.Г.Зимовец, В.А.Голенков, Б.А.Егоров (СССР) // Бюл.7. 23.02.84. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B21J 5/08
Метки: валковой, роликами, неприводными, штамповки, установка
Код ссылки
<a href="https://by.patents.su/5-16557-ustanovka-dlya-valkovojj-shtampovki-s-neprivodnymi-rolikami.html" rel="bookmark" title="База патентов Беларуси">Установка для валковой штамповки с неприводными роликами</a>
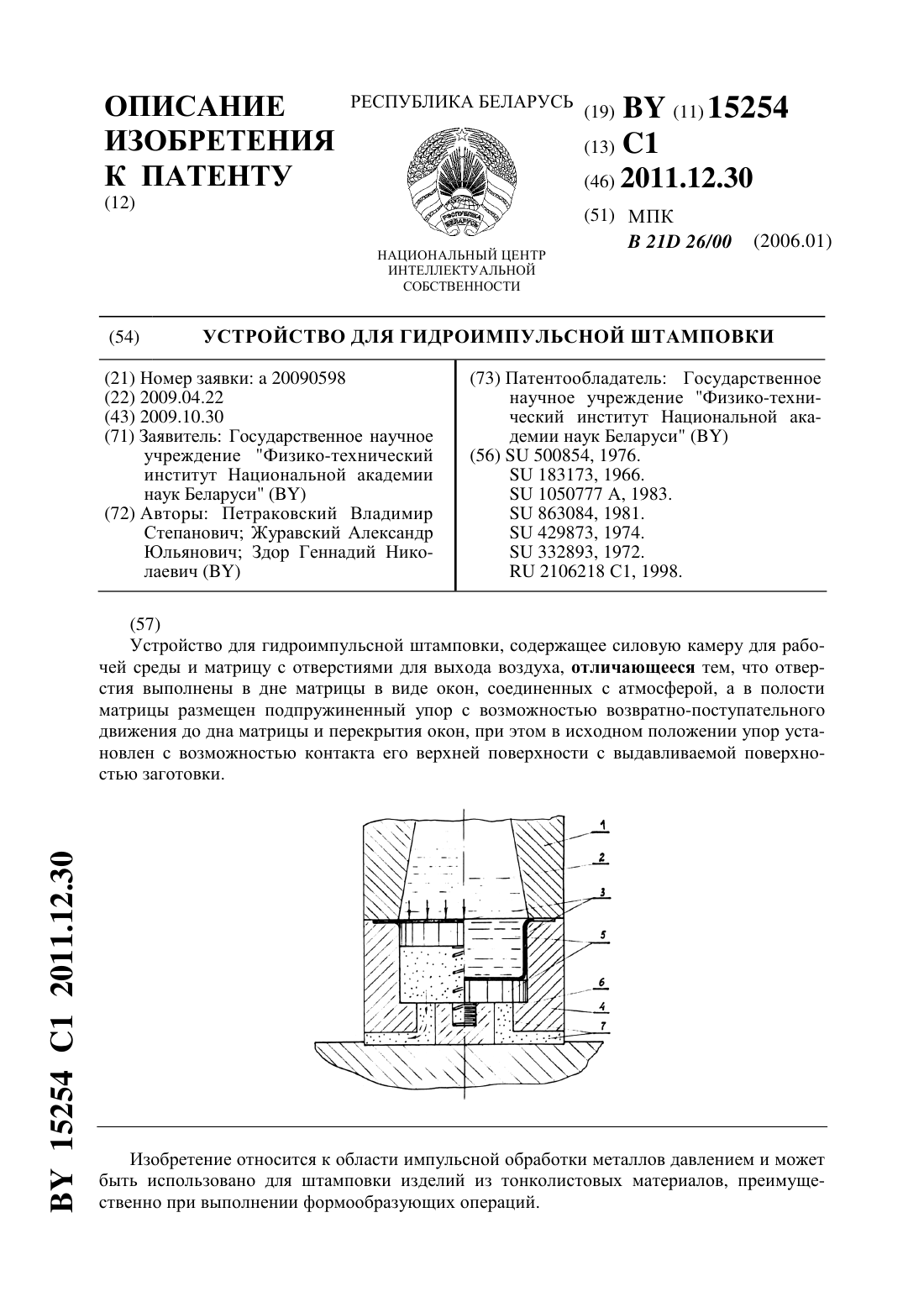
Установка валковой штамповки с контролем усилия сжатия
Номер патента: 13514
Опубликовано: 30.08.2010
Авторы: Радченко Сергей Юрьевич, Голенков Вячеслав Александрович, Малинин Владислав Георгиевич, Геращенко Василий Васильевич, Яскевич Михаил Яковлевич
МПК: B21J 5/06
Метки: контролем, установка, усилия, сжатия, валковой, штамповки
Текст:
...третьего резистора, являющегося выходом вычитающего элемента, соединены параллельно с самопишущим прибором. Наличие датчика частоты вращения, выполненного в виде тахогенератора, вал которого соединен с приводным валом, постоянно вращаемым электродвигателем, позволяет непрерывно во времени протекания технологического процесса штамповки детали измерять частоту вращения электродвигателя, которая имеет максимальное значение при отсутствии...
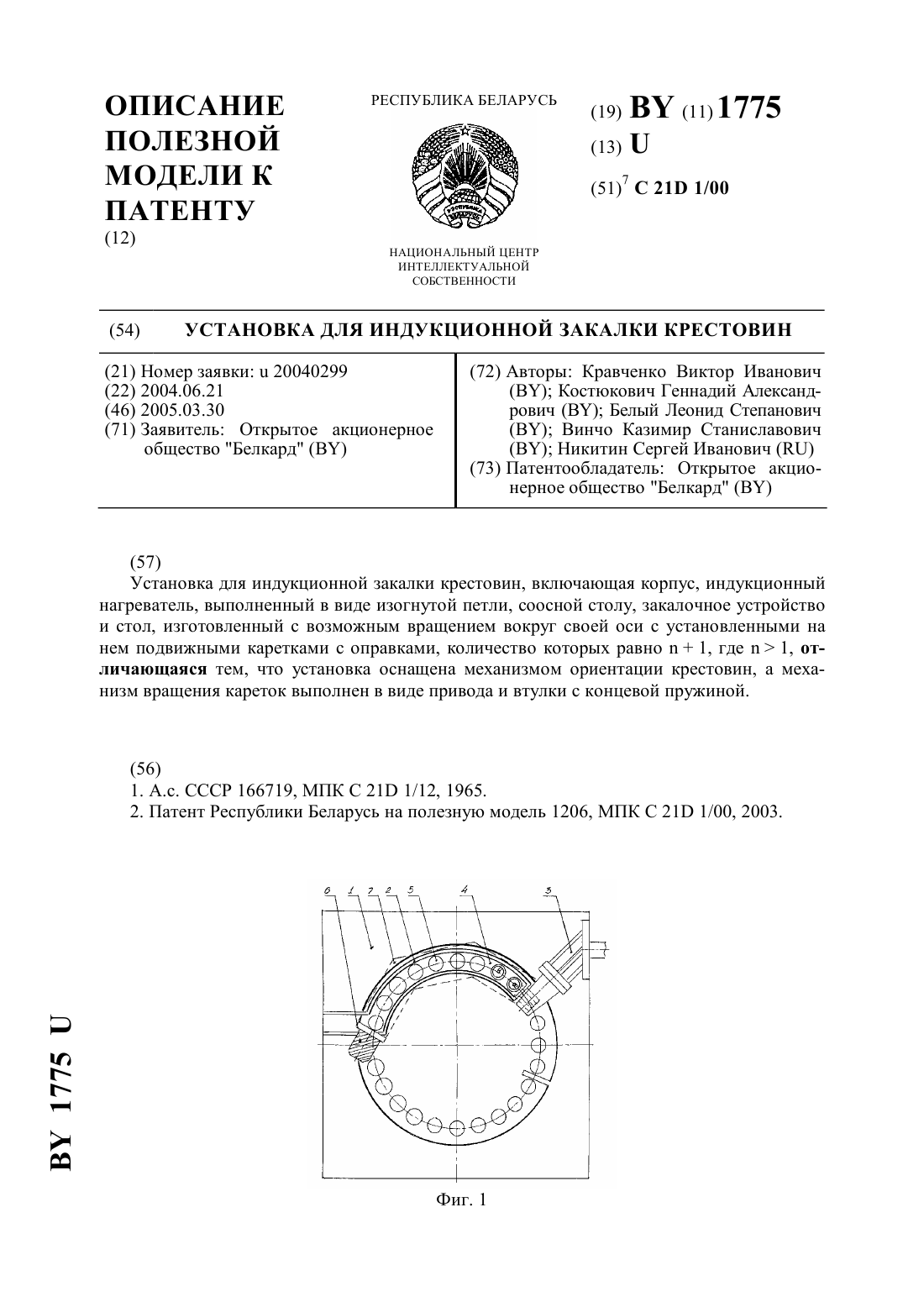
Устройство для гидроимпульсной штамповки
Номер патента: 15254
Опубликовано: 30.12.2011
Авторы: Журавский Александр Юльянович, Петраковский Владимир Степанович, Здор Геннадий Николаевич
МПК: B21D 26/00
Метки: гидроимпульсной, штамповки, устройство
Текст:
...воздушного зазора между деформируемой заготовкой и матрицей. Конструкция предлагаемого устройства исключает подпор воздуха без использования вакуумной системы. Подпружиненный упор в исходном положении контактирует с заготовкой и имеет возможность возвратно-поступательного движения вдоль оси матрицы. В дне матрицы сделаны окна, соединенные с атмосферой. При приложении нагрузки к заготовке начинается ее движение вниз совместно с...
Установка для индукционной закалки крестовин
Номер патента: U 1775
Опубликовано: 30.03.2005
Авторы: Никитин Сергей Иванович, Костюкович Геннадий Александрович, Винчо Казимир Станиславович, Белый Леонид Степанович, Кравченко Виктор Иванович
МПК: C21D 1/00
Метки: крестовин, индукционной, установка, закалки
Текст:
...механизм вращения кареток выполнен в виде привода и втулки с концевой пружиной. Существенность отличий полезной модели заключается в оснащении конструкции установки для индукционной закалки крестовин механизмом ориентации, что позволяет ориентировать положение крестовины в закалочном устройстве под углом 45 к оси закалочного устройства и обеспечивает плотное закрывание отверстий в шипах крестовины механизмом закрывания, препятствуя сквозному...
Установка для обработки кристаллов алмаза
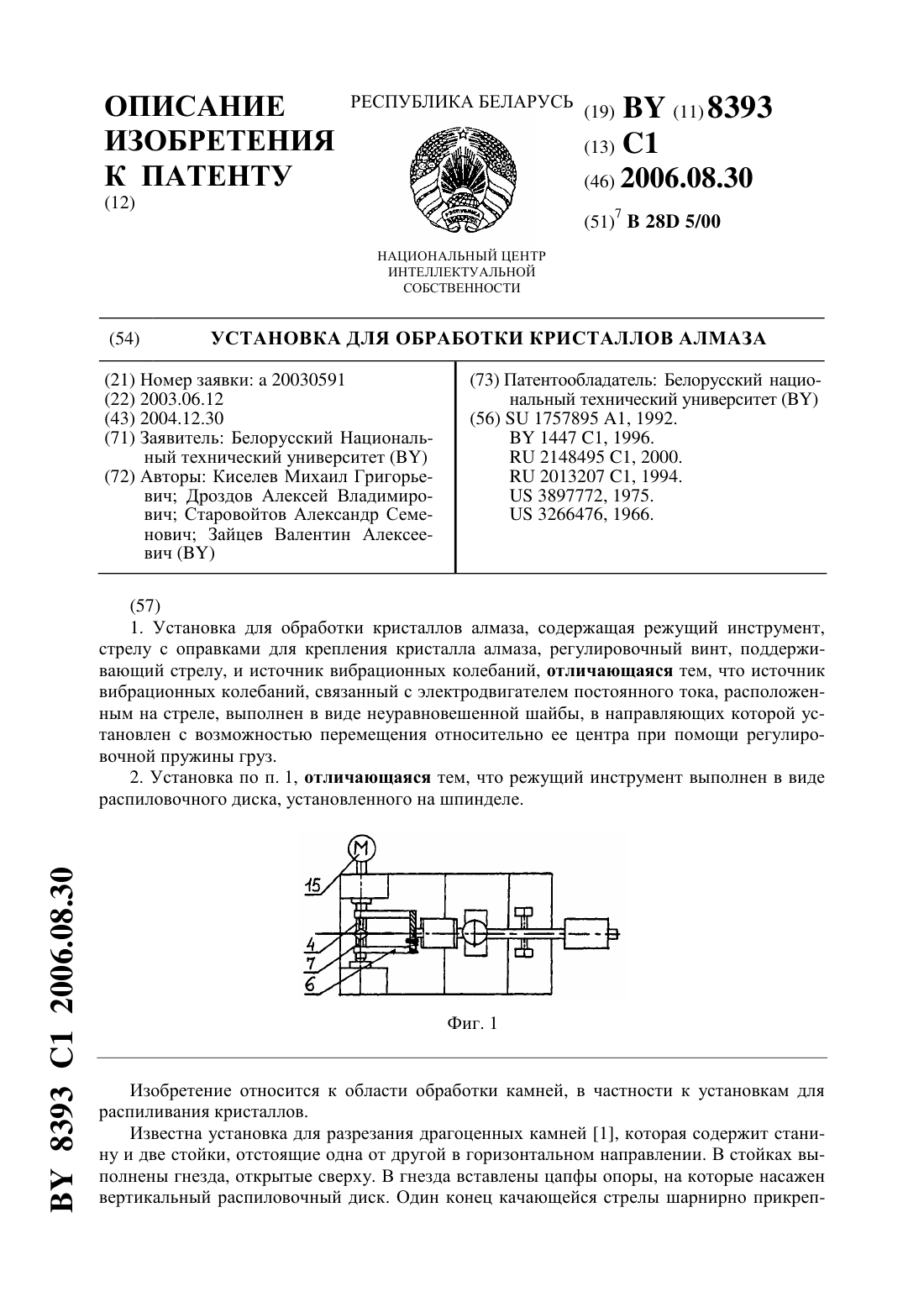
Номер патента: 8393
Опубликовано: 30.08.2006
Авторы: Старовойтов Александр Семенович, Зайцев Валентин Алексеевич, Киселев Михаил Григорьевич, Дроздов Алексей Владимирович
МПК: B28D 5/00
Метки: обработки, алмаза, кристаллов, установка
Текст:
...и качества поверхностей распиливаемого кристалла. Положительное влияние вибрационных колебаний заключается в том, что периодически изменяющиеся частотные возмущения вызывают перемещение стрелы, а вместе с ней и распиливаемого кристалла в радиальном направлении распиловочного диска, а это, в свою очередь, способствует более интенсивному съему обрабатываемого материала за счет активизации алмазных зерен, закрепленных в распиловочном диске....
Автоматическая линия для горячей штамповки поковок
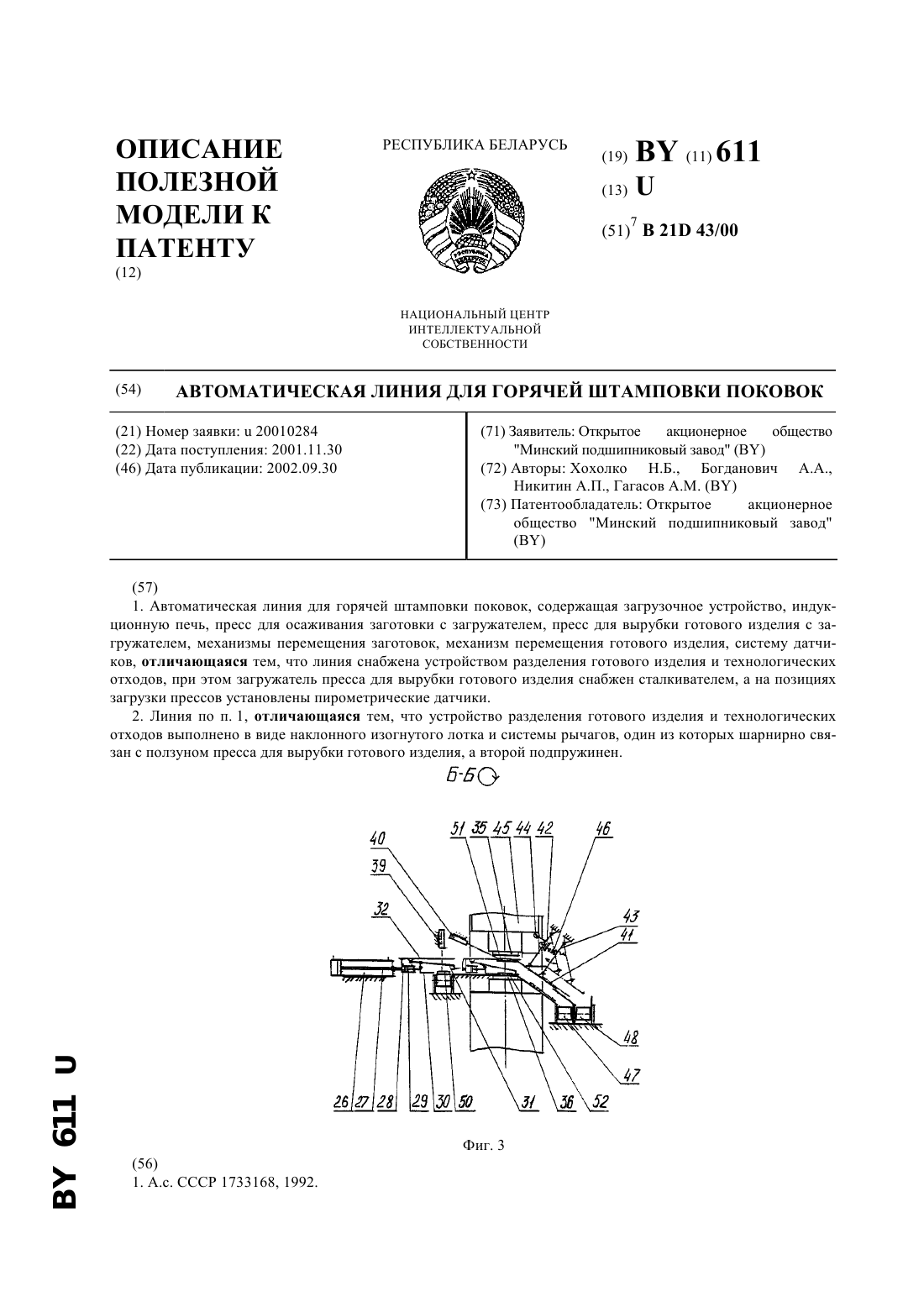
Номер патента: U 611
Опубликовано: 30.09.2002
Авторы: Никитин Анатолий Павлович, Богданович Александр Андреевич, Гагасов Александр Матвеевич, Хохолко Николай Борисович
МПК: B21D 43/00
Метки: горячей, штамповки, линия, поковок, автоматическая
Текст:
...и поворотный упор 25. Загружатель 13 состоит из пневмоцилиндра 26 и установленного на его штоке 27 пневмоцилиндра 28. Пневмоцилиндр 28 содержит шток 29 с жестко закрепленным на нем толкателем 30, поворотный упор 31 и сталкиватель 32. Штамп 11 состоит из пуансона 33 и матрицы 34. Вырубной штамп 17 состоит из пуансона 35 и матрицы 36. В загрузочной зоне пресса 10 установлены пирометрические датчики 37 и 38. Аналогично в загрузочной зоне пресса...
Предыдущий патент: Способ определения устойчивости люпина узколистного к антракнозу
Следующий патент: Штамм молочнокислых бактерий и содержащий его пробиотический продукт
Случайный патент: Патрон для бесшумного стрелкового оружия