Способ повышения износостойкости деталей центробежного насоса
Номер патента: 18308
Опубликовано: 30.06.2014
Авторы: Агабеков Владимир Енокович, Селькин Владимир Петрович, Турки Сауд Мохаммед Аль-Сауд, Мохаммед А Бинхуссейн, Сосновский Сергей Васильевич
Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ДЕТАЛЕЙ ЦЕНТРОБЕЖНОГО НАСОСА(71) Заявители Государственное научное учреждение Институт механики металлополимерных систем имени В.А.Белого Национальной академии наук БеларусиГосударственное научное учреждение Институт химии новых материалов Национальной академии наук Беларуси(72) Авторы Селькин Владимир ПетровичСосновский Сергей ВасильевичТурки Сауд Мохаммед Аль-СаудМохаммед А БинхуссейнАгабеков Владимир Енокович(73) Патентообладатели Государственное научное учреждение Институт механики металлополимерных систем имени В.А.Белого Национальной академии наук БеларусиГосударственное научное учреждение Институт химии новых материалов Национальной академии наук БеларусиНаучнотехнический центр им. Короля Абдулазиза(57) 1. Способ повышения износостойкости детали центробежного насоса, при котором изготавливают деталь с размером подверженной износу поверхности меньше необходимого,наносят на эту поверхность путем наплавки покрытие из алюминиевой бронзы, осуществляют механическую обработку покрытия из алюминиевой бронзы до размера меньше необходимого на толщину твердосплавного покрытия и наносят на него с помощью электрода из твердого сплава электроэрозионным методом твердосплавное покрытие. 2. Способ по п. 1, отличающийся тем, что наносят два или более слоя твердосплавного покрытия. 3. Способ по п. 2, отличающийся тем, что наносят слои твердосплавного покрытия,имеющие одинаковый состав. 4. Способ по п. 1, отличающийся тем, что электрод из твердого сплава содержит 612 кобальта и 88-94 карбидов вольфрама, хрома и ванадия. 5. Способ по п. 1, отличающийся тем, что наплавку покрытия из алюминиевой бронзы осуществляют с помощью электрической дуги. 6. Способ по п. 1, отличающийся тем, что наплавляют алюминиевую бронзу, содержащую 6-10 алюминия, 9-18 марганца, железа и никеля, остальное - медь. 7. Способ по п. 1, отличающийся тем, что покрытия наносят на поверхность рабочего колеса или уплотнительного кольца центробежного насоса в области щелевого уплотнения, разделяющего камеры всасывания и нагнетания насоса. 18308 1 2014.06.30 Изобретение относится к способам получения по крайней мере двух совмещенных покрытий из металлического материала, а именно к способам получения износостойких покрытий на поверхности деталей центробежных насосов. Как известно, КПД центробежных насосов учитывает их механические, гидравлические и объемные потери. При этом объемные потери центробежных насосов вызваны наличием зазоров в расположенных между их рабочими колесами и корпусом или уплотнительными кольцами (кольцами трения) щелевых уплотнениях. Эти щелевые уплотнения разделяют в центробежных насосах области высокого и низкого давления (камеры всасывания и нагнетания насоса). Для снижения объемных потерь и соответственно повышения КПД центробежных насосов предложен способ повышения их эффективности 1. В способе предложено использовать уплотнительные кольца из термопластичного полимерного материала, который за счет разного с металлом рабочего колеса коэффициента термического расширения будет приводить к уменьшению в процессе работы насоса величины зазора между внутренним диаметром уплотнительного кольца и внешним диаметром рабочего колеса. Этот способ позволяет повышать КПД центробежных насосов, однако из-за недостаточной абразивной стойкости полимерного материала неэффективен при работе насоса на жидкостях, содержащих значительное количество абразивных примесей,например добываемой из подземных скважин воды или сырой нефти. В данном случае в процессе эксплуатации из-за механического изнашивания происходит постоянное увеличение величины зазора и, как следствие, снижение КПД насоса. Основными способами уменьшения объемных потерь центробежных насосов, перекачивающих содержащие абразивные примеси жидкости, являются мероприятия по повышению износостойкости материала рабочих колес и уплотнительных колец, в частности нанесение на их подвергающиеся износу поверхности покрытий из сплавов различных металлов. Известен наиболее близкий по технической сути и достигаемому положительному эффекту способ получения износостойких покрытий из сплавов металлов на металлических деталях двигателей 2. Способ включает изготовление детали с размером подверженной износу поверхности, отличающимся от необходимого, нанесение на эту поверхность путем наплавки покрытия из алюминиевой бронзы и его чистовую механическую обработку до желаемого размера. Использование износостойкой алюминиевой бронзы, не подверженной коррозии в пресной и соленой воде, позволяет успешно использовать данный способ для повышения износостойкости деталей щелевых уплотнений центробежных водяных насосов. Однако стойкость к абразивному износу существующих марок алюминиевых бронз оказывается недостаточной при длительной работе насосов на воде, содержащей высокую концентрацию таких абразивных частиц, как песок. Задачей предлагаемого изобретения является повышение износостойкости рабочей поверхности деталей щелевых уплотнений центробежных насосов, применяемых при перекачивании воды, сырой нефти и других жидкостей, содержащих абразивные частицы. Указанная задача решается за счет того, что в известном способе повышения износостойкости деталей центробежного насоса, изготавливают деталь с размером подверженной износу поверхности меньше необходимого, наносят на эту поверхность путем наплавки покрытие из алюминиевой бронзы, осуществляют механическую обработку покрытия из алюминиевой бронзы до размера меньше необходимого на толщину твердосплавного покрытия и наносят на него с помощью электрода из твердого сплава электроэрозионным методом твердосплавное покрытие. Оптимальные варианты и целесообразные усовершенствования в соответствии с признаками, приведенными в ограничительной части формулы изобретения, изложены в зависимых пунктах формулы изобретения. Наплавку покрытия из алюминиевой бронзы целесообразно осуществлять с помощью электрической дуги на поверхность рабочего колеса или уплотнительного кольца центробежного насоса в области щелевого уплотнения, разделяющего камеры всасывания и нагнетания насоса. Желательно наносить два или более слоя твердосплавного покрытия, имеющего одинаковый состав. 2 18308 1 2014.06.30 Электрод из твердого сплава оптимально содержит 6-12 кобальта и 88-94 карбидов вольфрама, хрома и ванадия, а алюминиевая бронза оптимально содержит 6-10 алюминия, 9-18 марганца, железа и никеля, остальное - медь. Способ согласно изобретению осуществляют следующим образом. Сначала изготавливают деталь центробежного насоса, например рабочее колесо или уплотнительное кольцо, с размером наиболее подверженной абразивному износу поверхности, отличающимся от необходимого на толщину защитного покрытия, которое планируют нанести на данную поверхность. Затем на эту поверхность электродуговым методом с помощью, например, сварочного полуавтомата для / сварки металлов наплавляется слой покрытия из алюминиевой бронзы. В качестве алюминиевой бронзы целесообразно использовать сплавы на основе меди, содержащие 6-10 алюминия и 9-18 марганца, железа и никеля. Эти сплавы хорошо наносятся на стальные поверхности, достаточно износостойкие и обладают очень высокой коррозионной стойкостью в воде,включая соленую (морскую) воду. После этого производят механическую обработку (токарную, фрезерную или шлифовальную в зависимости от детали) наплавленного слоя алюминиевой бронзы до размера, отличающегося от необходимого на запланированную толщину дополнительного твердосплавного покрытия. Затем на верхний слой покрытия из алюминиевой бронзы наносят электроэрозионным методом твердосплавное покрытие на основе мелкозернистых карбидов металлов, например вольфрама, ванадия, хрома. Процесс осуществляется за счет электрической эрозии электрода из твердого сплава и переноса частиц карбида металла на поверхность детали. В качестве материала, используемого для электрода, могут применяться различные марки однокарбидных и многокорбидных твердых сплавов, содержащих кобальт (связующее) в количестве 6-12 и карбиды металлов (вольфрама, ванадия, хрома). В результате микротвердость верхнего слоя защитного покрытия в зависимости от толщины слоя и марки твердого сплава возрастает от нескольких раз до нескольких десятков раз (до 19000 МПа по Викерсу). Как показывают эксперименты, сплавы, содержащие кобальт в количестве менее 6 или более 12 , использовать нецелесообразно из-за снижения износостойкости защитного покрытия вследствие охрупчивания его поверхности в первом случае и снижения микротвердости во втором случае. Вследствие высокой твердости и износостойкости предпочтительно использовать твердые сплавы на основе карбида вольфрама с добавками карбидов ванадия и хрома. Электроэрозионное нанесение покрытия осуществляют с помощью стандартного оборудования для упрочняюще-легирующей электроэрозионной обработки металлов. Режимы работы оборудования и модель установки выбирают в зависимости от необходимой толщины слоя твердосплавного покрытия и заданной производительности процесса. В частности, при рабочем токе от 0,5 до 20 А максимально достижимая толщина слоя твердосплавного покрытия и производительность процесса его нанесения напрямую зависят от величины тока. Для достижения большей равномерности покрытия и меньшей шероховатости его поверхности желательно наносить два или более слоя твердосплавного покрытия (до 10 слоев). Пример. Осуществляли упрочнение поверхности рабочего колеса многосекционного центробежного водяного насоса. Материал рабочего колеса - литьевая сталь, диаметр по упрочняемой поверхности - 254,0 мм. Вначале на токарном станке осуществили механическую обработку поверхности рабочего колеса в области щелевого уплотнения, разделяющего камеры всасывания и нагнетания насоса, до размера, отличающегося от необходимого на толщину защитного покрытия (до диаметра 252,0 мм). Затем на эту поверхность наплавили покрытие из алюминиевой бронзы. Наплавку осуществляли проволокой для сварки и наплавки 118 (состав 7,8 алюминия, 2,1 никеля, 2,1 железа, 13,1 марганца, 0,02 свинца, 0,02 цинка, 0,01 кремния, остальное - медь) диаметром 0,8 мм в среде инертного газа (аргон) на сварочном полуавтомате -384. Наплавка осу 3 18308 1 2014.06.30 ществлялась в автоматическом режиме при закреплении рабочего колеса на вращающемся столе сварщика 300. После операции нанесения покрытия из алюминиевой бронзы произвели его механическую обработку на токарном станке до размера меньше необходимого на толщину запланированного твердосплавного покрытия (30 мкм). Толщина покрытия составила 0,97 мм. Твердость по Викерсу покрытия из алюминиевой бронзы составила 220 МПа. Твердость измеряли на микротвердомере ПМТ-3 М как среднюю по 5 замерам. Затем в соответствии с заявляемым изобретением нанесли пять слоев твердосплавного покрытия до достижения им толщины 30 мкм. Конечный диаметр рабочего колеса по упрочняяемой поверхности составил 254,0 мм. Нанесение твердосплавного покрытия осуществляли на установкеТур 2020. Нанесение производили в автоматическом режиме при закреплении рабочего колеса на вращающемся столе сварщика 300. Твердость по Викерсу полученного твердосплавного покрытия составила 1800 МПа. В качестве электрода использовали стержень из твердого сплава 8 производства, спеченного из порошка с размером зерен 0,5 мкм (8 кобальта, 91 карбида вольфрама, 1 карбидов хрома и ванадия). Кроме этого, на образцах из литьевой стали, содержащей 0,3 углерода, дополнительно провели испытания на абразивную стойкость при трении в воде покрытий, нанесенных согласно прототипу и заявляемому изобретению. Технология и оборудование нанесения на образцы покрытий полностью соответствовали описанию, изложенному в примере нанесения покрытий на рабочее колесо. Испытания образцов проводили на установке, предназначенной для оценки абразивной стойкости материалов деталей щелевых уплотнений центробежных насосов. Установка сделана на базе машины трения -1. Схема трения вращающийся вал (ролик высокой твердости) - неподвижный частичный вкладыш (испытуемый образец). При испытаниях контактная поверхность вкладыша с нанесенным покрытием находилась от поверхности ролика на некотором расстоянии (щелевой зазор по линии наибольшего сближения поверхностей 0,2 мм). В зазор подавали поток жидкости (вода) и абразивные частицы (песок фракционного состава 100-300 мкм). За счет вращения ролика происходило затягивание частиц в щелевой зазор и, как следствие,абразивное изнашивание материалов противолежащих поверхностей. Скорость вращения ролика 1500 об/мин, время испытаний - 100 ч. Результаты представлены в таблице. Результаты испытаний Твердость покрытия по Викерсу, МПа Износ покрытия при трении в воде с песком, мкм Таким образом, способ согласно изобретению по сравнению с прототипом обеспечивает существенное повышение микротвердости поверхности и меньшие значения величины интенсивности ее изнашивания при трении в воде, содержащей абразивные частицы. Испытания были осуществлены сотрудниками Института механики металлополимерных систем им. В.А.Белого НАН Беларуси. Источники информации 1. Патент США 5873697, МПК 04 29/16, 1999. 2. Патент США 5080056, МПК 23 4/06, 1992 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C23C 28/02, B23K 9/04, F04D 7/04
Метки: насоса, центробежного, деталей, способ, износостойкости, повышения
Код ссылки
<a href="https://by.patents.su/4-18308-sposob-povysheniya-iznosostojjkosti-detalejj-centrobezhnogo-nasosa.html" rel="bookmark" title="База патентов Беларуси">Способ повышения износостойкости деталей центробежного насоса</a>
Рабочее колесо центробежного насоса
Номер патента: U 8317
Опубликовано: 30.06.2012
Авторы: Арбузов Виталий Иванович, Дубковский Владимир Евгеньевич
МПК: F01P 5/10, F04D 29/22
Метки: насоса, рабочее, колесо, центробежного
Текст:
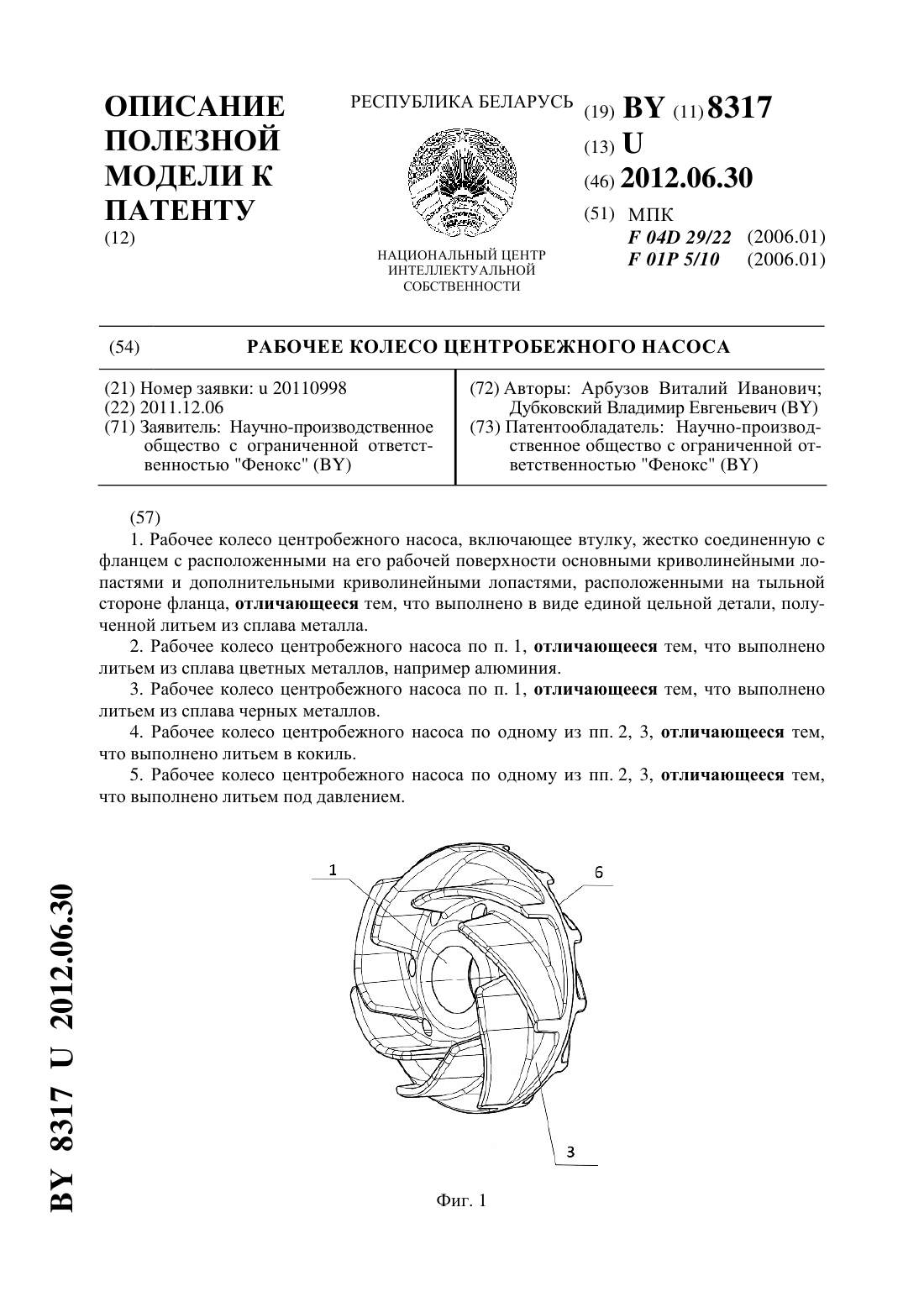
...и дополнительными криволинейными лопастями, расположенными на тыльной стороне фланца, выполнено в виде единой цельной детали, полученной литьем из сплава металла. 83172012.06.30 Рабочее колесо центробежного насоса выполнено литьем из сплава цветных металлов,например алюминия. Рабочее колесо центробежного насоса выполнено литьем из сплава черных металлов. Рабочее колесо центробежного насоса выполнено литьем в кокиль. Рабочее колесо...
Корпус центробежного насоса
Номер патента: U 8455
Опубликовано: 30.08.2012
Авторы: Дубковский Владимир Евгеньевич, Арбузов Виталий Иванович
МПК: F04D 29/40
Метки: центробежного, насоса, корпус
Текст:
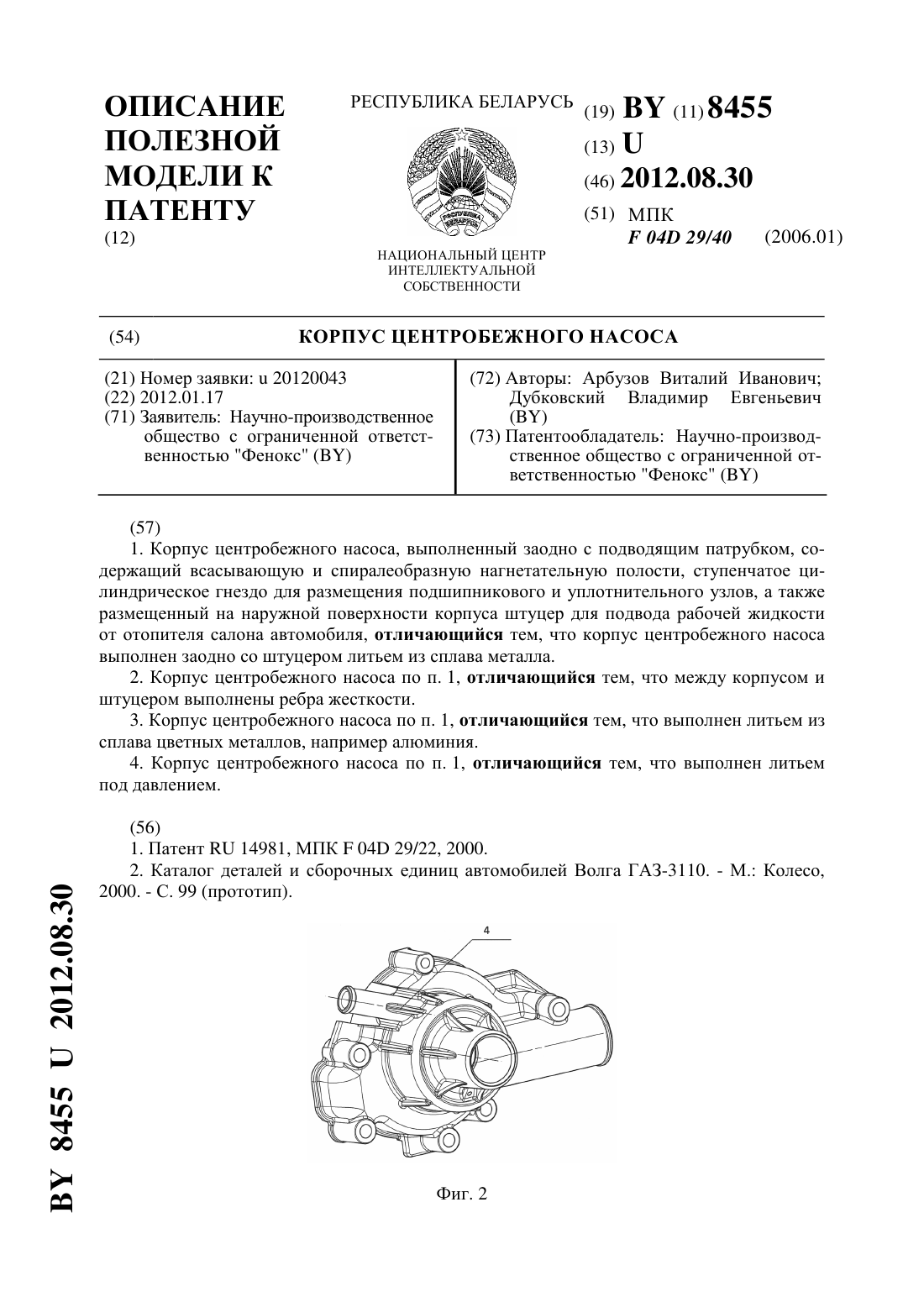
...известного корпуса центробежного насоса является трудоемкость изготовления насоса в целом, ненадежность резьбового соединения штуцера с корпусом, а также то, что стальной штуцер в сложных условиях функционирования жидкостного центробежного насоса быстро ржавеет и выходит из строя, что приводит к снижению надежности центробежного насоса в целом. Задачей предложенного технического решения является повышение надежности центробежного насоса в...
Способ повышения износостойкости стальных пресс-форм для формовки изделий из пластмасс
Номер патента: 15172
Опубликовано: 30.12.2011
Авторы: Чигринова Наталья Михайловна, Чигринов Вадим Витальевич, Чигринов Виталий Евгеньевич
МПК: C23C 28/00, C25D 11/04
Метки: повышения, пресс-форм, стальных, способ, изделий, формовки, пластмасс, износостойкости
Текст:
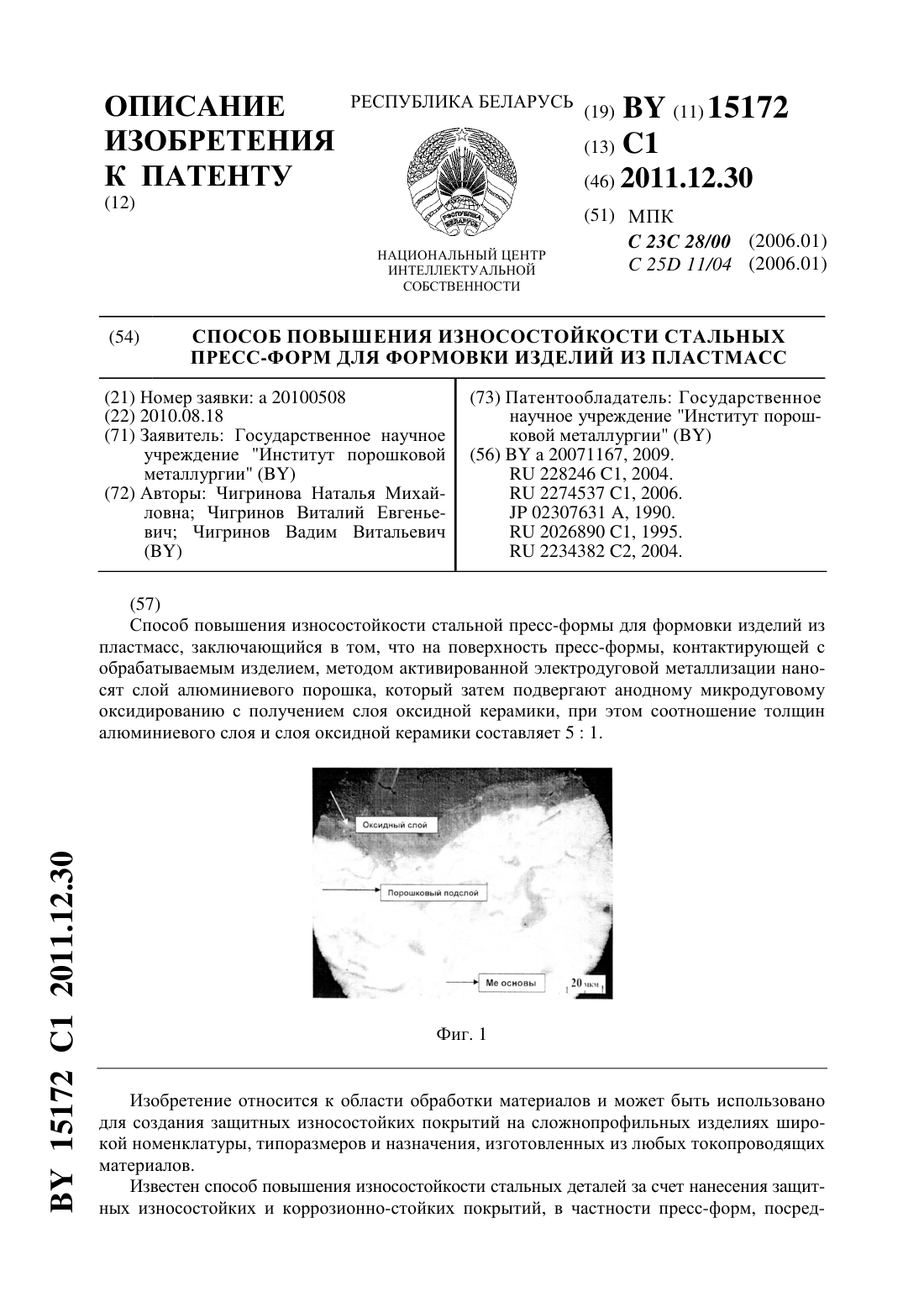
...при АМДО компактных алюминиевых сплавов скорость растворения металла, определяемая его составом и химической активностью поверхности, а также степенью кислотностиэлектролита и режимами обработки, составляет 3-5 от общей толщины изделия. При этом скорость растворения тем больше, чем выше химическая активность указанной поверхности. Химическая активность порошкового материала существенно выше данного параметра компактного. Кроме того,...
Способ повышения износостойкости стальных пресс-форм для формовки изделий из пластмасс
Номер патента: 14021
Опубликовано: 28.02.2011
Авторы: Гунько Сергей Мартинович, Чигринов Виталий Евгеньевич, Чигринов Вадим Витальевич, Сидоркин Сергей Васильевич, Чигринова Наталья Михайловна
МПК: C23C 28/00, C25D 11/04
Метки: стальных, изделий, износостойкости, пластмасс, пресс-форм, повышения, формовки, способ
Текст:
...пресс-формы покрытия. Покрытие наносят путем напыления на поверхность пресс-формы алюминиевого порошка методом активированной электродуговой металлизации и анодного микродугового оксидирования напыленного алюминиевого слоя. При этом соотношение толщин алюминиевого и оксидированного слоев покрытия составляет 101. Сущность изобретения поясняется следующим примером. Пример На лицевую контактную поверхность литьевой, изготовленной из...
Корпус центробежного насоса
Номер патента: U 3763
Опубликовано: 30.08.2007
Авторы: Данилевич Валентин Дмитриевич, Дубковский Владимир Евгеньевич, Арбузов Виталий Иванович
МПК: F04D 29/40
Метки: насоса, корпус, центробежного
Текст:
...цепи и блоку цилиндров двигателя. Отвод жидкости осуществляется из нагнетательной полости непосредственно в рубашку охлаждения двигателя. Недостатком данного технического решения является высокая материалоемкость и низкие прочность и герметичность корпуса. Внутренняя полость имеет сложную форму с поднутрениями, образованными всасывающей полостью и перегородкой. Корпус получают литьем в кокиль с песчаным стержнем для образования внутренней...