Кристаллизатор для литья жидкого металла

Текст
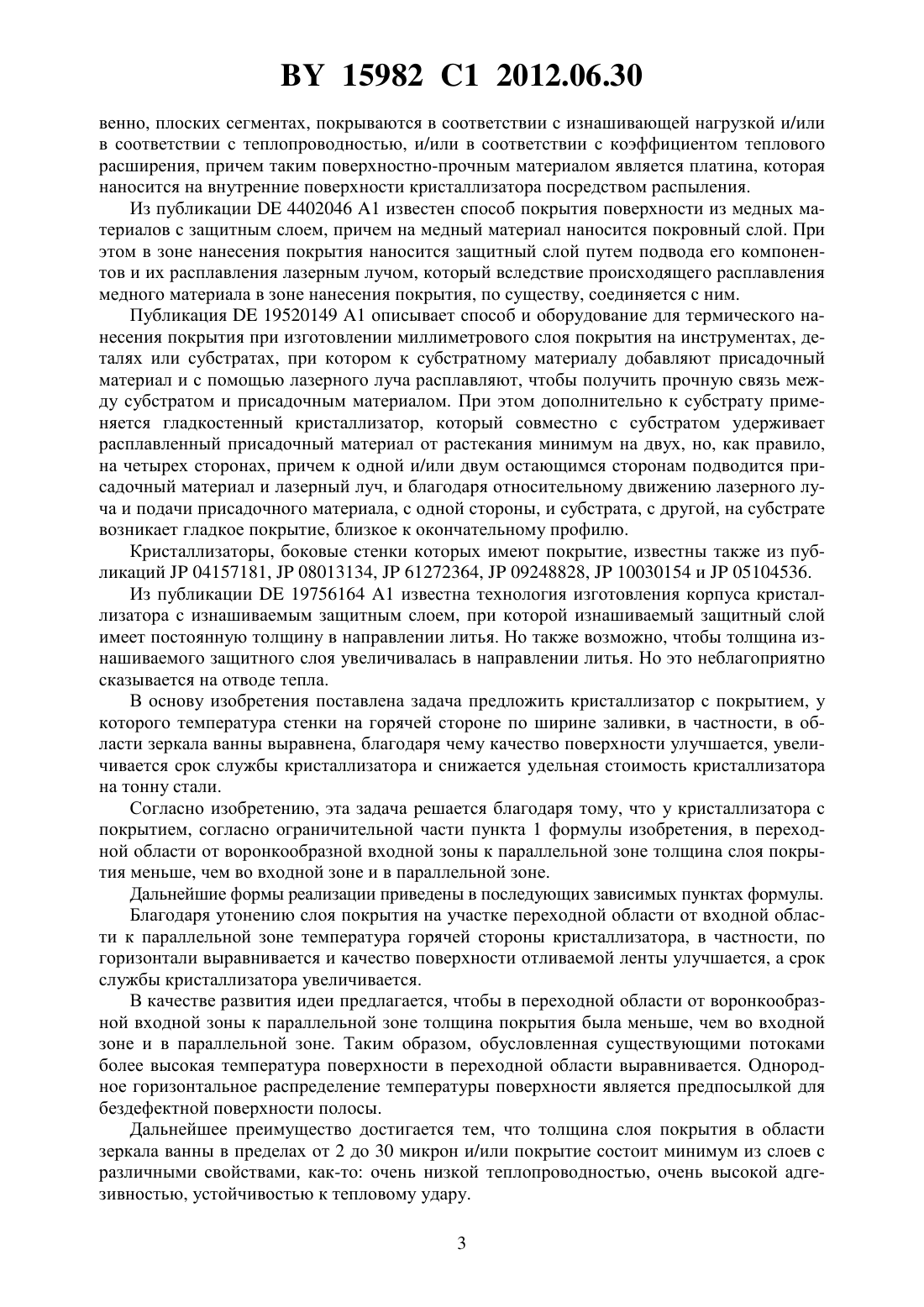
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ КРИСТАЛЛИЗАТОР ДЛЯ ЛИТЬЯ ЖИДКОГО МЕТАЛЛА(71) Заявитель СМС ЗИМАГ АКЦИЕНГЕЗЕЛЛЬШАФТ(73) Патентообладатель СМС ЗИМАГ АКЦИЕНГЕЗЕЛЛЬШАФТ(57) 1. Кристаллизатор (1) для литья жидкого металла, включающий стенки (2, 3, 4, 5), выполненные с образованием воронкообразной входной зоны (7) и параллельной зоны (11),при этом поверхности стенок, подвергаемые при соприкосновении с жидким металлом высокой температурной нагрузке, выполнены с покрытием (12), отличающийся тем, что воронкообразная входная зона (7) переходит в параллельную зону (11) с образованием переходной области (10), при этом в переходной области (10) толщина покрытия (12) меньше, чем во входной зоне (7) и в параллельной зоне (11). 2. Кристаллизатор по п. 1, отличающийся тем, что в горизонтальном направлении покрытие (12) в переходной области (10) от входной зоны (7) к параллельной зоне (11) имеет толщину от 50 до 80 от толщины покрытия (12) во входной зоне (7) и в параллельной зоне (11). 3. Кристаллизатор по п. 1, отличающийся тем, что в вертикальном направлении (8) литья толщина покрытия (12) в нижней части кристаллизатора уменьшается до величины 40-80 от толщины покрытия (12) в верхней части входной зоны (7). 4. Кристаллизатор по п. 1, отличающийся тем, что толщина покрытия (12) в области зеркала ванны металла составляет от 2 до 30 мкм. 5. Кристаллизатор по п. 1, отличающийся тем, что покрытие (12) по толщине состоит, по меньшей мере, из двух слоев с различными свойствами. 15982 1 2012.06.30 6. Кристаллизатор по любому из пп. 1-4, отличающийся тем, что покрытие (12) состоит из одного материала или комбинации керамических материалов или соединений,или керамических напыляемых присадочных материалов, например оксида титана или нитрида хрома, или нитрида цинка. 7. Кристаллизатор по любому из пп. 1-4, отличающийся тем, что покрытие (12) состоит из твердого металлического материала, в частности никеля или хрома. 8. Кристаллизатор по любому из пп. 1-4, отличающийся тем, что покрытие (12) состоит из нитрида титана или нитрида хрома, или нитрида циркония. 9. Способ нанесения покрытия кристаллизатора (1) по любому из пп. 1-8, в котором покрытие (12) наносят посредством пламенного напыления в виде проволочного или порошкового пламенного напыления, при этом покрытие в переходной области в горизонтальном направлении наносят меньшей толщины, чем в воронкообразной входной зоне и в параллельной зоне. 10. Способ нанесения покрытия кристаллизатора (1) по любому из пп. 1-8, в котором покрытие (12) наносят посредством газо- или водостабилизированного плазменного напыления, при этом покрытие в переходной области в горизонтальном направлении наносят меньшей толщины, чем в воронкообразной входной зоне и в параллельной зоне. 11. Способ нанесения покрытия кристаллизатора (1) по любому из пп. 1-8, в котором покрытие (12) наносят посредством высокоскоростного пламенного напыления, покрытие в переходной области в горизонтальном направлении наносят меньшей толщины, чем в воронкообразной входной зоне и в параллельной зоне. Изобретение относится к кристаллизатору, имеющему воронкообразную входную область для заливки жидкого металла, стенку кристаллизатора, имеющую горячую сторону,контактирующую с жидким металлом, и покрытие на упомянутой горячей стороне. Изобретение относится также к технологии нанесения покрытия на упомянутый кристаллизатор. Кристаллизатор установки непрерывной разливки подвергается воздействию высокой температуры на горячей стороне и особенно в области зеркала ванны. На тонкослябовых установках со скоростью литья до 10 м/мин это приводит к высоким и различающимся температурам стенок кристаллизатора на горячей стороне по ширине отливаемой заготовки, в особенности в области зеркала ванны воронкообразного кристаллизатора, и к снижению срока службы кристаллизатора. Для повышения срока службы на современном уровне техники кристаллизаторы по всей поверхности, контактирующей с жидким металлом, покрывают, например, никелем. Вследствие высокой температурной нагрузки в покрытии возникают трещины, и покрытие отслаивается. В публикации 10003827 1 описывается технология изготовления кристаллизатора для установки непрерывной разливки стали из медных сплавов с износостойким покрытием на формообразующих поверхностях, ограничивающих формовочное пространство,причем износостойкое покрытие состоит из аморфного слоя углерода. Кристаллизаторы для непрерывного литья стали или других металлов с покрытием или усилением представлены в публикациях 3727424 1,2625914 2,3415050 1,3218100 2,10062490 1. В публикации 4039230 2 раскрыт способ покрытия поверхностно-прочным материалом применяемого в установке непрерывного литья проточного кристаллизатора, в частности, для покрытия кристаллизатора установки непрерывного литья слябов толщиной до 300 мм и, соответственно, для установки непрерывного литья полосы толщиной до 60 мм, конструкционный материал которых состоит ив меди или медного сплава, причем внутренние поверхности кристаллизатора, проводящие жидкий металл от входной зоны до зоны выхода и, в данном случае, к тому же поперек на плоских участках и, соответст 2 15982 1 2012.06.30 венно, плоских сегментах, покрываются в соответствии с изнашивающей нагрузкой и/или в соответствии с теплопроводностью, и/или в соответствии с коэффициентом теплового расширения, причем таким поверхностно-прочным материалом является платина, которая наносится на внутренние поверхности кристаллизатора посредством распыления. Из публикации 4402046 1 известен способ покрытия поверхности из медных материалов с защитным слоем, причем на медный материал наносится покровный слой. При этом в зоне нанесения покрытия наносится защитный слой путем подвода его компонентов и их расплавления лазерным лучом, который вследствие происходящего расплавления медного материала в зоне нанесения покрытия, по существу, соединяется с ним. Публикация 19520149 1 описывает способ и оборудование для термического нанесения покрытия при изготовлении миллиметрового слоя покрытия на инструментах, деталях или субстратах, при котором к субстратному материалу добавляют присадочный материал и с помощью лазерного луча расплавляют, чтобы получить прочную связь между субстратом и присадочным материалом. При этом дополнительно к субстрату применяется гладкостенный кристаллизатор, который совместно с субстратом удерживает расплавленный присадочный материал от растекания минимум на двух, но, как правило,на четырех сторонах, причем к одной и/или двум остающимся сторонам подводится присадочный материал и лазерный луч, и благодаря относительному движению лазерного луча и подачи присадочного материала, с одной стороны, и субстрата, с другой, на субстрате возникает гладкое покрытие, близкое к окончательному профилю. Кристаллизаторы, боковые стенки которых имеют покрытие, известны также из публикаций 04157181,08013134,61272364,09248828,10030154 и 05104536. Из публикации 19756164 1 известна технология изготовления корпуса кристаллизатора с изнашиваемым защитным слоем, при которой изнашиваемый защитный слой имеет постоянную толщину в направлении литья. Но также возможно, чтобы толщина изнашиваемого защитного слоя увеличивалась в направлении литья. Но это неблагоприятно сказывается на отводе тепла. В основу изобретения поставлена задача предложить кристаллизатор с покрытием, у которого температура стенки на горячей стороне по ширине заливки, в частности, в области зеркала ванны выравнена, благодаря чему качество поверхности улучшается, увеличивается срок службы кристаллизатора и снижается удельная стоимость кристаллизатора на тонну стали. Согласно изобретению, эта задача решается благодаря тому, что у кристаллизатора с покрытием, согласно ограничительной части пункта 1 формулы изобретения, в переходной области от воронкообразной входной зоны к параллельной зоне толщина слоя покрытия меньше, чем во входной зоне и в параллельной зоне. Дальнейшие формы реализации приведены в последующих зависимых пунктах формулы. Благодаря утонению слоя покрытия на участке переходной области от входной области к параллельной зоне температура горячей стороны кристаллизатора, в частности, по горизонтали выравнивается и качество поверхности отливаемой ленты улучшается, а срок службы кристаллизатора увеличивается. В качестве развития идеи предлагается, чтобы в переходной области от воронкообразной входной зоны к параллельной зоне толщина покрытия была меньше, чем во входной зоне и в параллельной зоне. Таким образом, обусловленная существующими потоками более высокая температура поверхности в переходной области выравнивается. Однородное горизонтальное распределение температуры поверхности является предпосылкой для бездефектной поверхности полосы. Дальнейшее преимущество достигается тем, что толщина слоя покрытия в области зеркала ванны в пределах от 2 до 30 микрон и/или покрытие состоит минимум из слоев с различными свойствами, как-то очень низкой теплопроводностью, очень высокой адгезивностью, устойчивостью к тепловому удару. 3 15982 1 2012.06.30 Покрытие может наноситься различными способами, в частности с помощью пламенного напыления, которое дифференцируется на проволочное пламенное напыление, в том числе и для никелевых покрытий, и порошковое пламенное напыление, в том числе для керамических покрытий. Возможно также наносить это покрытие с помощью газостабилизированного плазменного распыления, которое подходит в том числе для тугоплавких или керамических материалов, или водостабилизированного плазменного распыления, которое используется в том числе для толстых керамических покрытий толщиной до 10 мм. Кроме того, применяется также высокоскоростное пламенное напыление, особенно подходящее для напыляемых материалов с твердометаллическими включениями. Вариант выполнения изобретения подробно описывается с помощью схематических изображений. На фиг. 1 представлена в виде сверху воронкообразная входная зона кристаллизатора. На фиг. 2 представлена в виде спереди стенка кристаллизатора с входной зоной в форме прямоугольной воронки. На фиг. 3 представлена в разрезе в виде сбоку стенка кристаллизатора с покрытием. Кристаллизатор 1, согласно фиг. 1, состоит из четырех стенок 2, 3, 4, 5, например двух противолежащих широких боковых стенок 2, 3 и двух узких боковых стенок 5, 4, расположенных между широкими боковыми стенками 2, 3. Широкие боковые стенки 2, 3 имеют начинающийся на верхней кромке 6 кристаллизатора воронкообразную, выполненную арочной формы входную зону 7, которая сужается к узким сторонам 5, 4 и в направлении литья 8 (фиг. 2) до размера отливаемой полосы. На фиг. 2 представлена стенка 2 кристаллизатора в виде спереди. Входная зона 7 имеет прямоугольную форму. Возможны другие формы, как-то трапеция, парабола и подобное. Воронкообразная входная зона 7 переходит в параллельную зону 11 и образует при этом переходную область 10. Направление литья 8 проходит от верхнего края 6 кристаллизатора к нижнему краю 9. На фиг. 3 представлено в разрезе в виде сбоку покрытие 12 кристаллизатора. Покрытие 12 идет по стенке 2 кристаллизатора по поверхности, которая соприкасается с горячим металлом. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: C23C 4/12, C23C 4/06, B22D 11/059
Метки: литья, жидкого, кристаллизатор, металла
Код ссылки
<a href="https://by.patents.su/4-15982-kristallizator-dlya-litya-zhidkogo-metalla.html" rel="bookmark" title="База патентов Беларуси">Кристаллизатор для литья жидкого металла</a>
Кристаллизатор для непрерывного литья металла или сплава
Номер патента: 14497
Опубликовано: 30.06.2011
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/04
Метки: непрерывного, или, литья, металла, сплава, кристаллизатор
Текст:
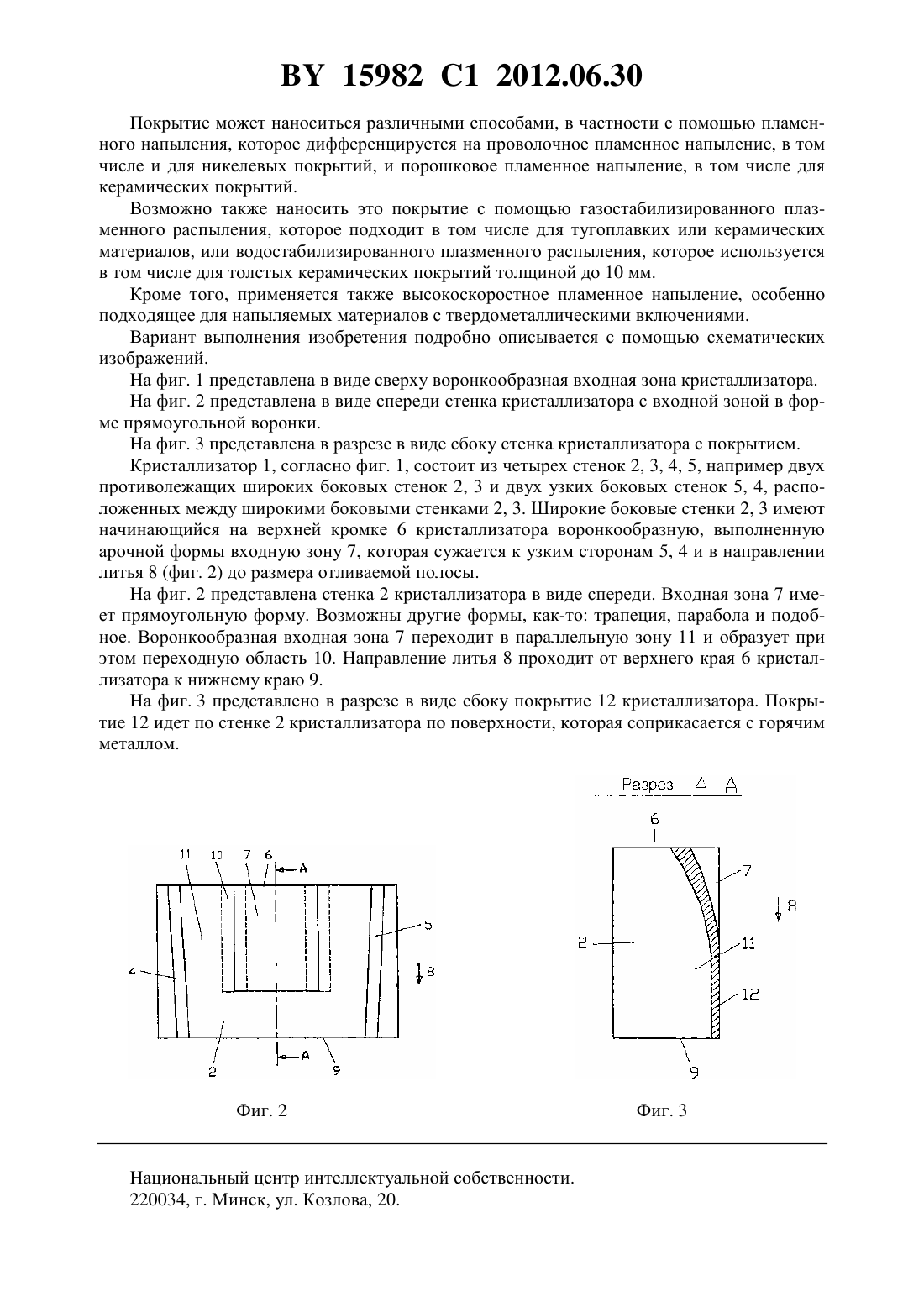
...на расстоянии от 7 до 40 мм от рубашки и соединенный с верхним фланцем, а нижней частью через перегородку соединенный с корпусом, в экране со стороны верхнего фланца выполнены продольные сквозные пазы с шагом от 4 до 80 мм по наружной поверхности экрана, причем ширина каждого паза составляет от 2 до 20 мм, а длина составляет от 0,2 до 0,9 высоты экрана от перегородки. На фигуре представлен продольный разрез предлагаемого...
Кристаллизатор для непрерывного горизонтального литья
Номер патента: U 6739
Опубликовано: 30.10.2010
Авторы: Коновалов Роман Владимирович, Стеценко Владимир Юзефович, Певнев Александр Михайлович
МПК: B22D 11/04
Метки: литья, кристаллизатор, непрерывного, горизонтального
Текст:
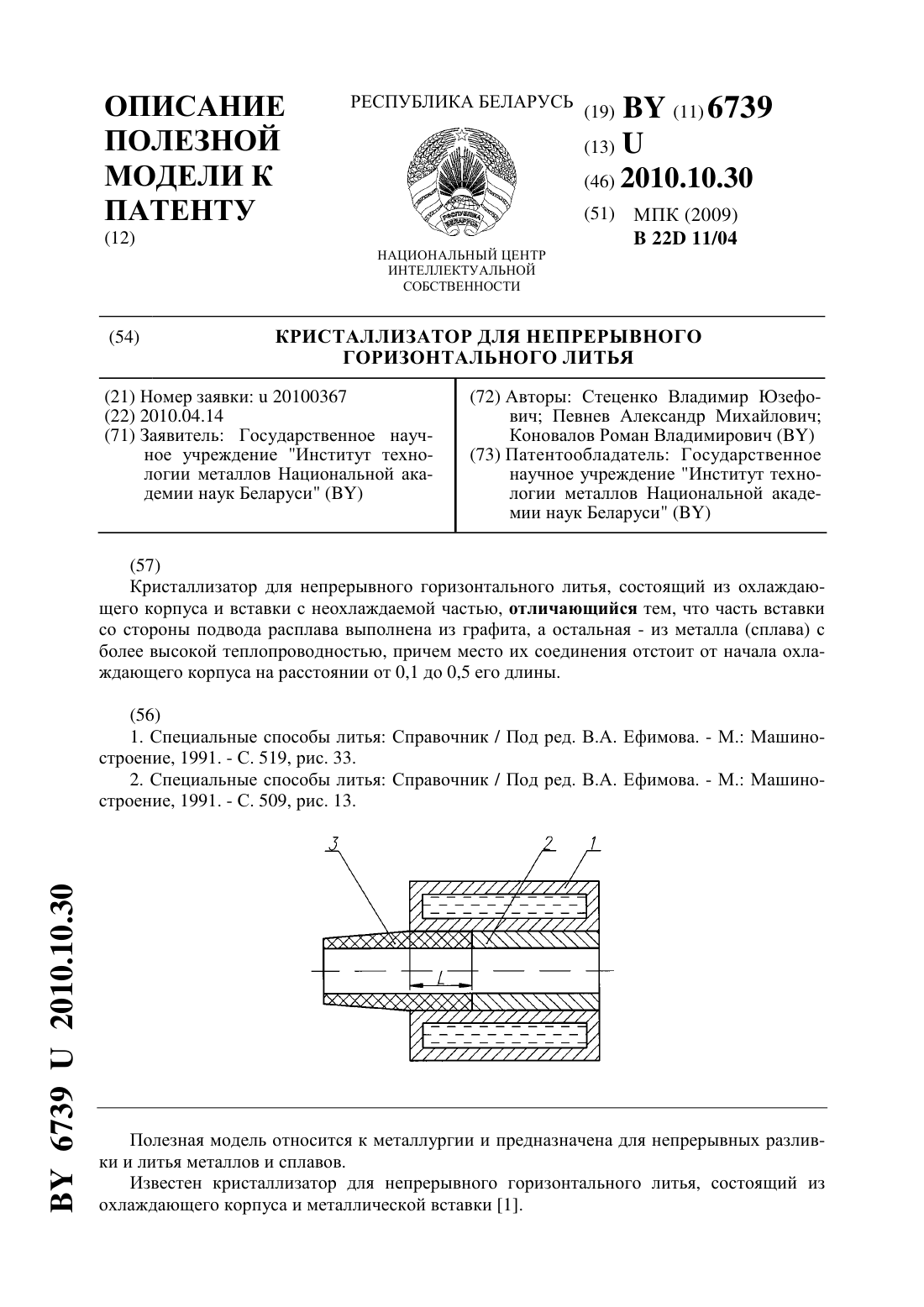
...Поставленная задача достигается тем, что в заявляемом кристаллизаторе для непрерывного горизонтального литья, состоящем из охлаждающего корпуса и вставки с неохлаждаемой частью, часть вставки со стороны подвода расплава выполнена из графита, а остальная - из металла (сплава) с более высокой теплопроводностью, причем место их соединения отстоит от начала охлаждающего корпуса на расстоянии от 0,1 до 0,5 его длины. Выполнение вставки...
Кристаллизатор для непрерывного литья
Номер патента: 12444
Опубликовано: 30.10.2009
Авторы: Марукович Евгений Игнатьевич, Стеценко Владимир Юзефович
МПК: B22D 11/00
Метки: непрерывного, литья, кристаллизатор
Текст:
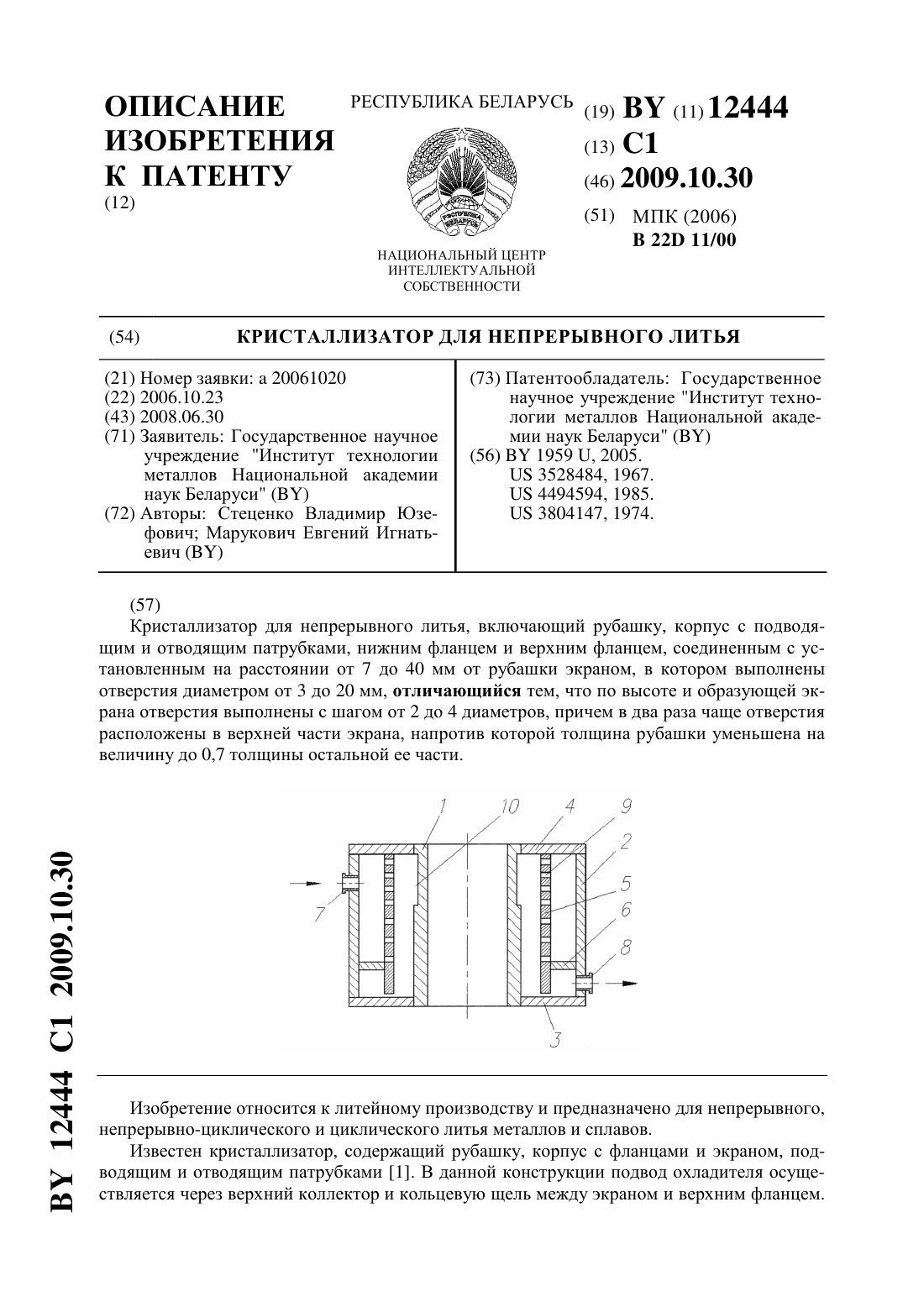
...на расстоянии от 7 до 40 мм от рубашки экраном, в котором выполнены отверстия диаметром от 3 до 20 мм,при этом по высоте и образующей экрана отверстия выполнены с шагом от 2 до 4 диаметров, причем в два раза чаще отверстия расположены в верхней части экрана, напротив которой толщина рубашки уменьшена на величину до 0,7 толщины остальной ее части. На фигуре представлен продольный разрез предлагаемого кристаллизатора. Он состоит из...
Кристаллизатор для непрерывного литья
Номер патента: U 3526
Опубликовано: 30.04.2007
Авторы: Стеценко Владимир Юзефович, Марукович Евгений Игнатьевич
МПК: B22D 11/00
Метки: непрерывного, кристаллизатор, литья
Текст:
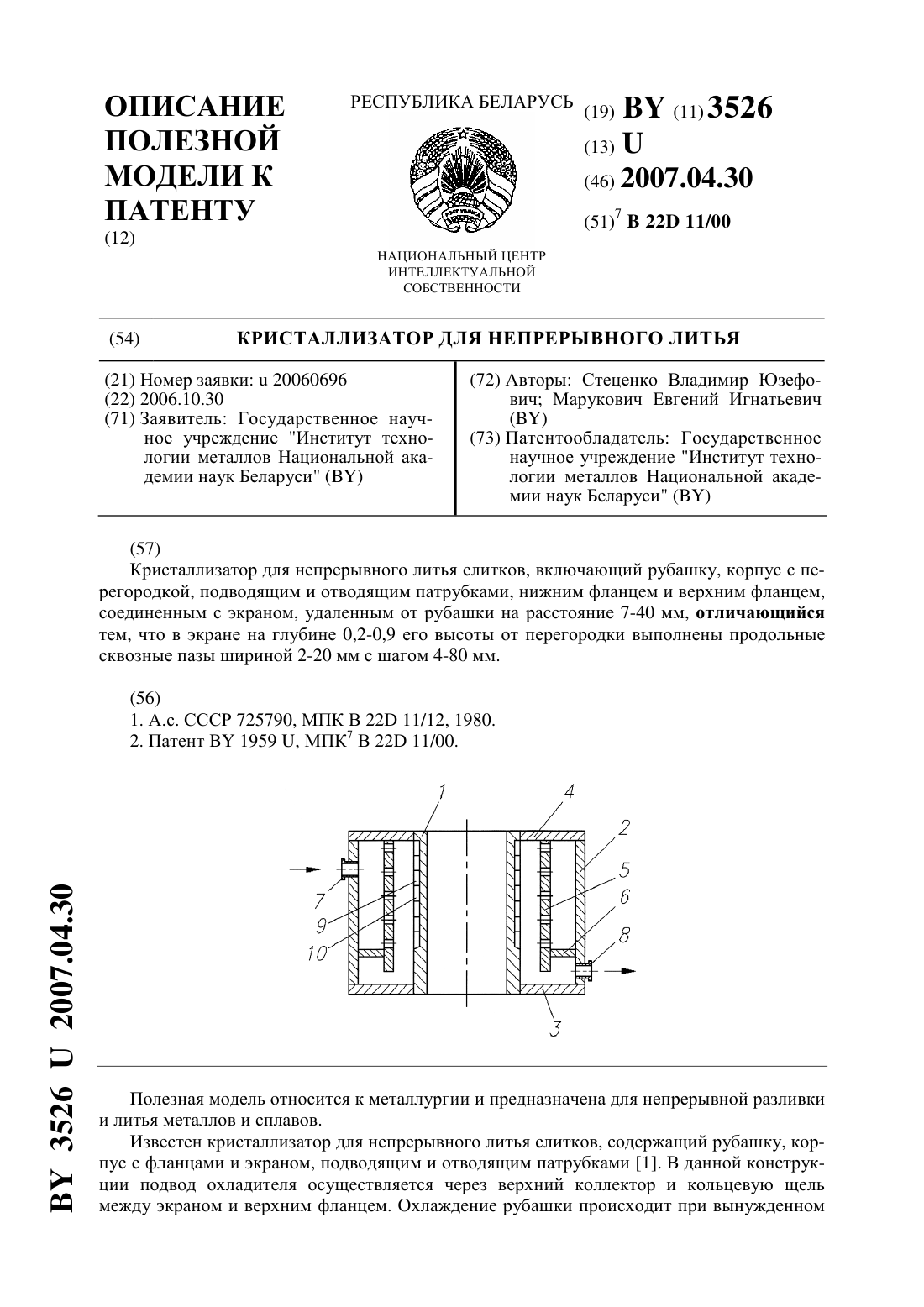
...достигается тем, что в заявленном кристаллизаторе для непрерывного литья, включающем рубашку, корпус с подводящим и отводящим патрубками,нижним фланцем и верхним фланцем, соединенным с экраном, удаленным от рубашки на расстояние 7-40 мм, в экране на глубине 0,2-0,9 его высоты от перегородки выполнены продольные сквозные пазы шириной 2-20 мм с шагом 4-80 мм. На чертеже представлен продольный разрез предлагаемого кристаллизатора. Он состоит...
Кристаллизатор для непрерывного литья плоских слитков
Номер патента: U 7077
Опубликовано: 28.02.2011
Авторы: Чудаков Сергей Романович, Стеценко Владимир Юзефович
МПК: B22D 11/00
Метки: слитков, кристаллизатор, непрерывного, плоских, литья
Текст:
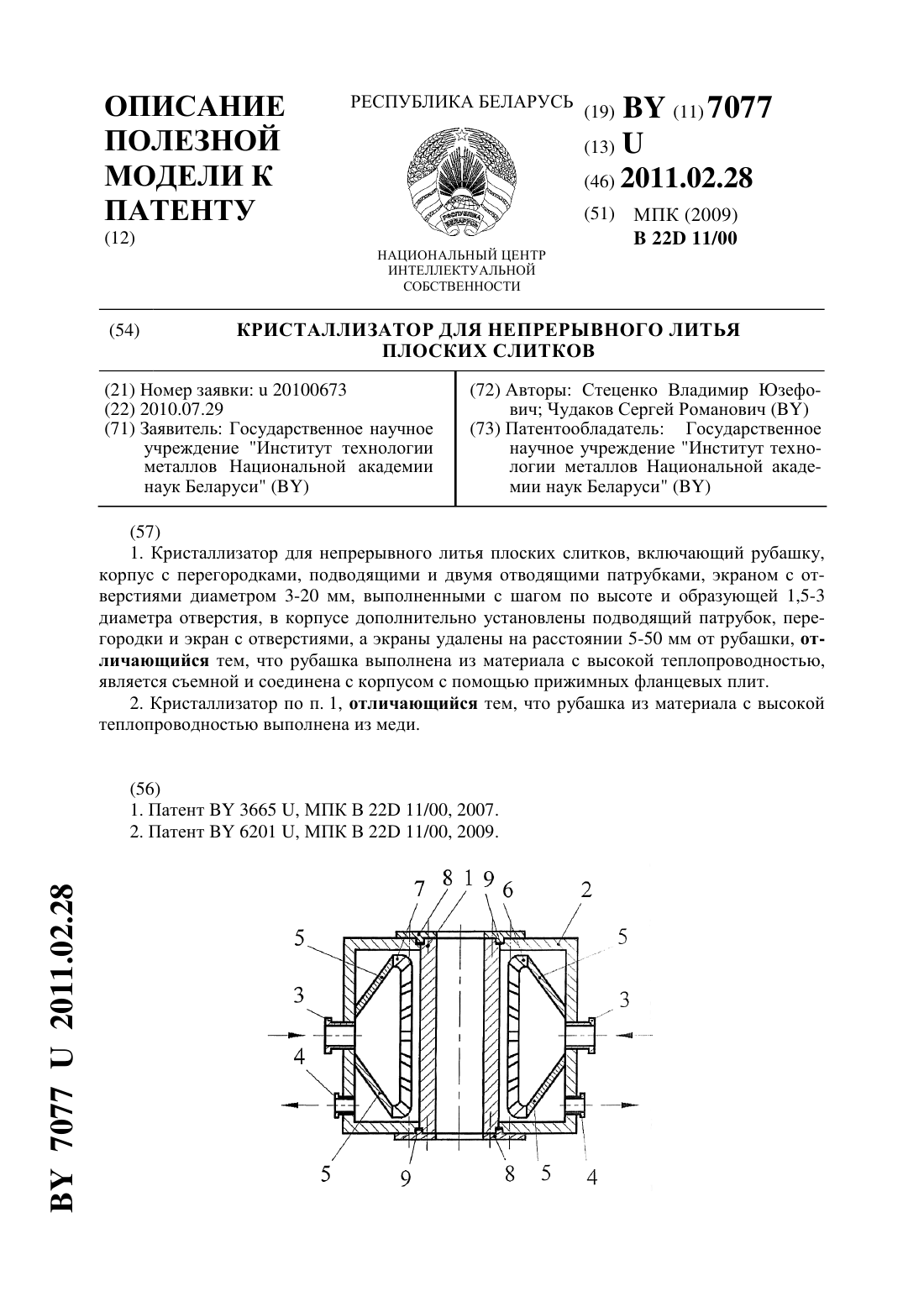
...1,5-3 диаметра отверстия, в корпусе дополнительно установлены подводящий патрубок, перегородки и экран с отверстиями, а экраны удалены на расстоянии 5-50 мм от рубашки 2. Главным недостатком данной модели является низкая теплопроводность материала рубашки (сталь). Технической задачей, на решение которой направлена полезная модель, является повышение охлаждающей способности кристаллизатора. Технический результат заключается в повышении...
Предыдущий патент: Установка для промывки газов дистилляции в производстве карбамида
Следующий патент: Способ изготовления фрикционного диска
Случайный патент: Способ динамического хранения информации