Способ модификации изделий из высоконаполненных резин на основе бутадиен-нитрильных каучуков
Номер патента: 15598
Опубликовано: 30.04.2012
Авторы: Касперович Андрей Викторович, Пятов Иван Соломонович, Усс Елена Петровна, Максимова Юлия Анатольевна, Федотова Елена Сергеевна, Врублевская Юлия Ибремовна, Шашок Жанна Станиславовна
Текст
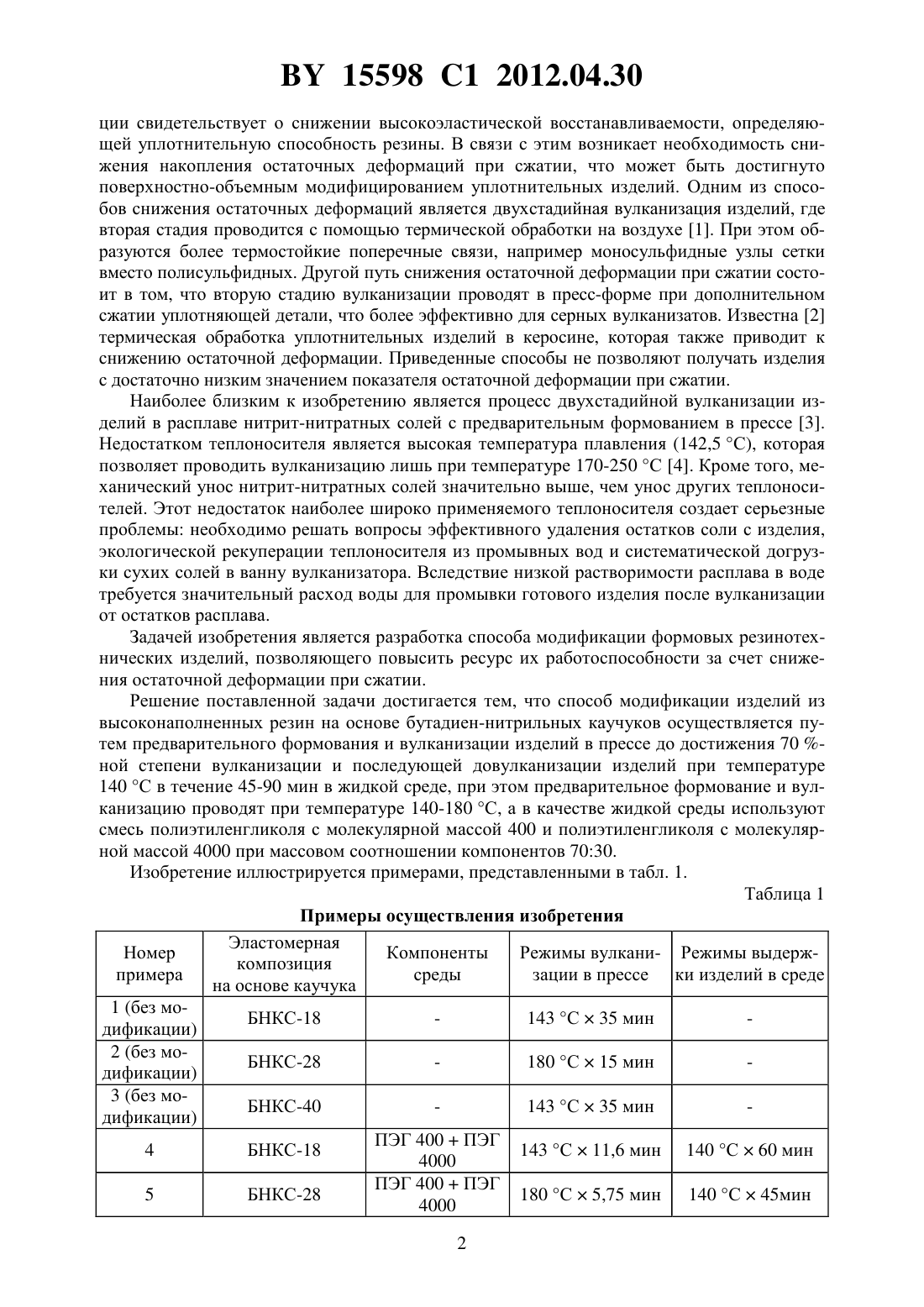
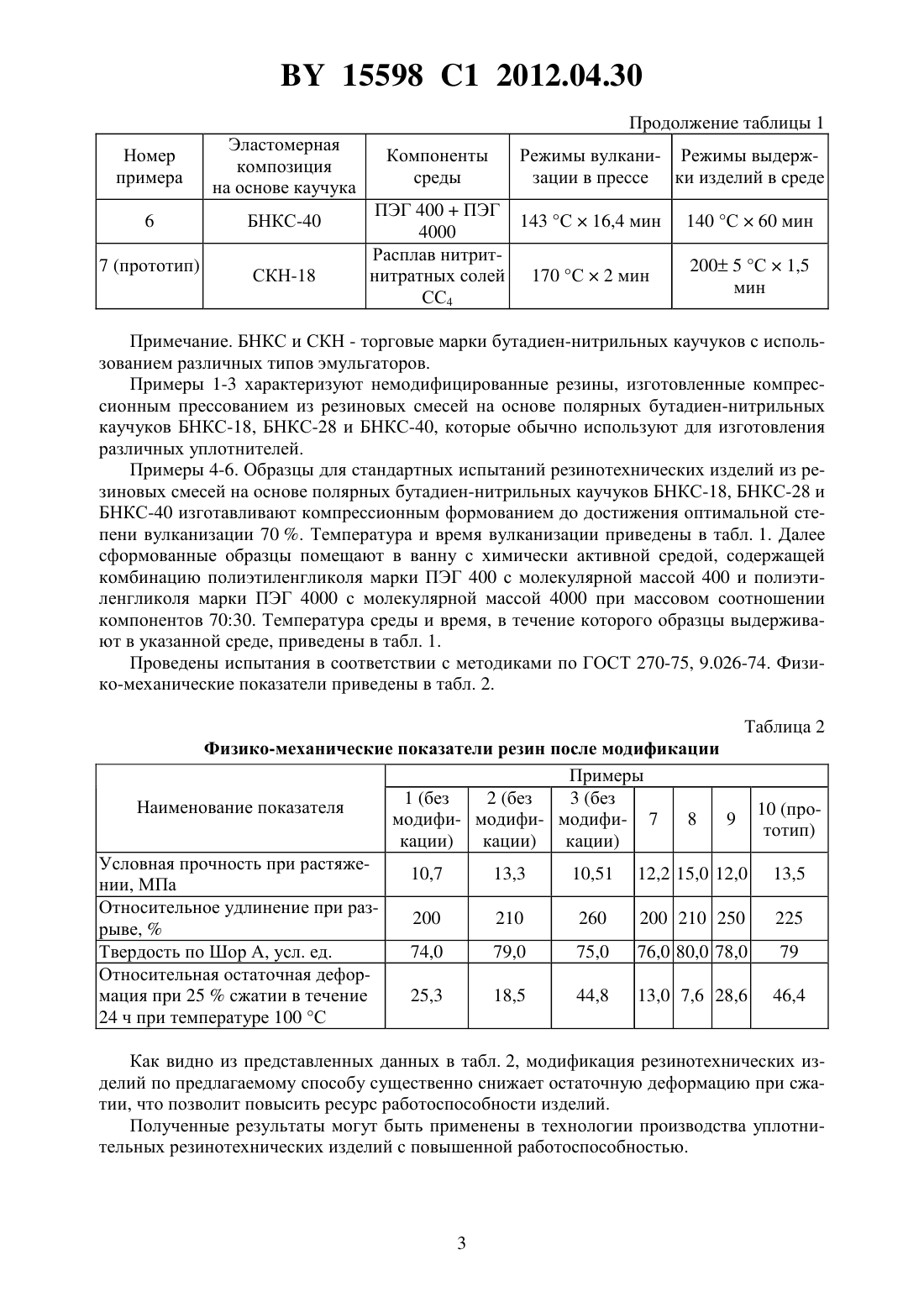
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ МОДИФИКАЦИИ ИЗДЕЛИЙ ИЗ ВЫСОКОНАПОЛНЕННЫХ РЕЗИН НА ОСНОВЕ БУТАДИЕН-НИТРИЛЬНЫХ КАУЧУКОВ(71) Заявители Учреждение образования Белорусский государственный технологический университетОбщество с ограниченной ответственностью РЕАМ-РТИ(72) Авторы Касперович Андрей ВикторовичУсс Елена Петровна Шашок Жанна СтаниславовнаПятов Иван Соломонович Максимова Юлия АнатольевнаВрублевская Юлия Ибремовна(73) Патентообладатели Учреждение образования Белорусский государственный технологический университет(56) УСС Е.П. и др. Труды Белорусского государственного технологического университета. Сер. . Химия и технология органических веществ. Вып. . Минск, 2008. - С. 90-93. ВОЛКОВА З.С. и др. Производство шин, резинотехнических и асбестотехнических изделий. - 1979. -4. С. 12-14.1024298 , 1983.1214631, 1970.744008, 1980.596472, 1978.434088, 1974.(57) Способ модификации изделий из высоконаполненных резин на основе бутадиеннитрильных каучуков, включающий предварительное формование и вулканизацию изделий в прессе до достижения 70 -ной степени вулканизации и последующую довулканизацию изделий при температуре 140 С в течение 45-90 мин в жидкой среде,отличающийся тем, что предварительное формование и вулканизацию проводят при температуре 140-180 С, а в качестве жидкой среды используют смесь полиэтиленгликоля с молекулярной массой 400 и полиэтиленгликоля с молекулярной массой 4000 при массовом соотношении компонентов 7030. Изобретение относится к резиновой промышленности, в частности к способу модификации формовых резинотехнических изделий, включающему предварительное формование и вулканизацию изделий в прессе до достижения 70 -ной степени вулканизации и последующую довулканизацию изделий при температуре 140 С в течение 45-90 мин в среде полиэтиленгликолей. Изобретение может быть использовано для изготовления уплотнительных колец, манжет. Остаточная деформация при сжатии является одним из основных показателей, характеризующих работоспособность уплотняющих изделий. Появление остаточной деформа 15598 1 2012.04.30 ции свидетельствует о снижении высокоэластической восстанавливаемости, определяющей уплотнительную способность резины. В связи с этим возникает необходимость снижения накопления остаточных деформаций при сжатии, что может быть достигнуто поверхностно-объемным модифицированием уплотнительных изделий. Одним из способов снижения остаточных деформаций является двухстадийная вулканизация изделий, где вторая стадия проводится с помощью термической обработки на воздухе 1. При этом образуются более термостойкие поперечные связи, например моносульфидные узлы сетки вместо полисульфидных. Другой путь снижения остаточной деформации при сжатии состоит в том, что вторую стадию вулканизации проводят в пресс-форме при дополнительном сжатии уплотняющей детали, что более эффективно для серных вулканизатов. Известна 2 термическая обработка уплотнительных изделий в керосине, которая также приводит к снижению остаточной деформации. Приведенные способы не позволяют получать изделия с достаточно низким значением показателя остаточной деформации при сжатии. Наиболее близким к изобретению является процесс двухстадийной вулканизации изделий в расплаве нитрит-нитратных солей с предварительным формованием в прессе 3. Недостатком теплоносителя является высокая температура плавления (142,5 С), которая позволяет проводить вулканизацию лишь при температуре 170-250 С 4. Кроме того, механический унос нитрит-нитратных солей значительно выше, чем унос других теплоносителей. Этот недостаток наиболее широко применяемого теплоносителя создает серьезные проблемы необходимо решать вопросы эффективного удаления остатков соли с изделия,экологической рекуперации теплоносителя из промывных вод и систематической догрузки сухих солей в ванну вулканизатора. Вследствие низкой растворимости расплава в воде требуется значительный расход воды для промывки готового изделия после вулканизации от остатков расплава. Задачей изобретения является разработка способа модификации формовых резинотехнических изделий, позволяющего повысить ресурс их работоспособности за счет снижения остаточной деформации при сжатии. Решение поставленной задачи достигается тем, что способ модификации изделий из высоконаполненных резин на основе бутадиен-нитрильных каучуков осуществляется путем предварительного формования и вулканизации изделий в прессе до достижения 70 ной степени вулканизации и последующей довулканизации изделий при температуре 140 С в течение 45-90 мин в жидкой среде, при этом предварительное формование и вулканизацию проводят при температуре 140-180 С, а в качестве жидкой среды используют смесь полиэтиленгликоля с молекулярной массой 400 и полиэтиленгликоля с молекулярной массой 4000 при массовом соотношении компонентов 7030. Изобретение иллюстрируется примерами, представленными в табл. 1. Таблица 1 Примеры осуществления изобретения Эластомерная Номер Компоненты Режимы вулкани- Режимы выдержкомпозиция примера среды зации в прессе ки изделий в среде на основе каучука 1 (без моБНКС-18 143 С 35 мин дификации) 2 (без моБНКС-28 180 С 15 мин дификации) 3 (без моБНКС-40 143 С 35 мин дификации) ПЭГ 400 ПЭГ 4 БНКС-18 143 С 11,6 мин 140 С 60 мин 4000 ПЭГ 400 ПЭГ 5 БНКС-28 180 С 5,75 мин 140 С 45 мин 4000 2 Эластомерная композиция на основе каучука Режимы вулкани- Режимы выдержзации в прессе ки изделий в среде ПЭГ 400 ПЭГ 143 С 16,4 мин 4000 Расплав нитритнитратных солей 170 С 2 мин СС 4 Примечание. БНКС и СКН - торговые марки бутадиен-нитрильных каучуков с использованием различных типов эмульгаторов. Примеры 1-3 характеризуют немодифицированные резины, изготовленные компрессионным прессованием из резиновых смесей на основе полярных бутадиен-нитрильных каучуков БНКС-18, БНКС-28 и БНКС-40, которые обычно используют для изготовления различных уплотнителей. Примеры 4-6. Образцы для стандартных испытаний резинотехнических изделий из резиновых смесей на основе полярных бутадиен-нитрильных каучуков БНКС-18, БНКС-28 и БНКС-40 изготавливают компрессионным формованием до достижения оптимальной степени вулканизации 70 . Температура и время вулканизации приведены в табл. 1. Далее сформованные образцы помещают в ванну с химически активной средой, содержащей комбинацию полиэтиленгликоля марки ПЭГ 400 с молекулярной массой 400 и полиэтиленгликоля марки ПЭГ 4000 с молекулярной массой 4000 при массовом соотношении компонентов 7030. Температура среды и время, в течение которого образцы выдерживают в указанной среде, приведены в табл. 1. Проведены испытания в соответствии с методиками по ГОСТ 270-75, 9.026-74. Физико-механические показатели приведены в табл. 2. Таблица 2 Физико-механические показатели резин после модификации Примеры 1 (без 2 (без 3 (без Наименование показателя 10 (промодифи- модифи- модифи- 7 8 9 тотип) кации) кации) кации) Условная прочность при растяже 10,7 13,3 10,51 12,2 15,0 12,0 13,5 нии, МПа Относительное удлинение при раз 200 210 260 200 210 250 225 рыве,Твердость по Шор А, усл. ед. 74,0 79,0 75,0 76,0 80,0 78,0 79 Относительная остаточная деформация при 25 сжатии в течение 25,3 18,5 44,8 13,0 7,6 28,6 46,4 24 ч при температуре 100 С Как видно из представленных данных в табл. 2, модификация резинотехнических изделий по предлагаемому способу существенно снижает остаточную деформацию при сжатии, что позволит повысить ресурс работоспособности изделий. Полученные результаты могут быть применены в технологии производства уплотнительных резинотехнических изделий с повышенной работоспособностью. 15598 1 2012.04.30 Источники литературы 1. Федюкин Д.Л., Махлис Ф.А. Технические и технологические свойства резин. - М. Химия, 1985. - 240 с. 2. Москатов К.А. Термическая обработка пластмассовых и резиновых деталей машин. М. Машиностроение, 1976. - 200 с. 3. Волкова З.С. и др. Двухстадийный процесс вулканизации колец круглого сечения с использованием расплава солей. Производство шин, РТИ и АТИ. Обзор. сер. - М. ЦНИИТЭнефтехим, 1979. -4. - С. 12-14. 4. Осошник И.А., Шутилин Ю.Ф., Карманова О.В. Производство резиновых технических изделий Учеб. пособие / Под общ. ред. Ю.Ф.Шутилина. - Воронеж Воронеж. гос. технол. акад., 2007. - 972 с. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B29C 35/04
Метки: каучуков, способ, изделий, модификации, бутадиен-нитрильных, высоконаполненных, основе, резин
Код ссылки
<a href="https://by.patents.su/4-15598-sposob-modifikacii-izdelijj-iz-vysokonapolnennyh-rezin-na-osnove-butadien-nitrilnyh-kauchukov.html" rel="bookmark" title="База патентов Беларуси">Способ модификации изделий из высоконаполненных резин на основе бутадиен-нитрильных каучуков</a>
Способ стабилизации резин на основе ненасыщенных каучуков
Номер патента: 7217
Опубликовано: 30.09.2005
Авторы: Свибович Ирина Николаевна, Шашок Жанна Станиславовна, Прокопчук Николай Романович, Гугович Светлана Александровна, Климовцова Ирина Аркадьевна, Прокопович Владимир Петрович
Метки: основе, резин, способ, стабилизации, каучуков, ненасыщенных
Текст:
...смешения данный ингредиент находится в расплавленном состоянии, что позволяет получать более качественную продукцию за счет более равномерного диспергирования ингредиента в эластомерной матрице. Промышленный синтез бис-(2,2,6,6-тетраметил-4-пиперидинил)ортофталата может быть налажен в Республике Беларусь с использованием отходов местных предприятий. Предлагаемую комбинацию стабилизаторов вводили в резиновую смесь следующего состава Таблица 1...
Эластомерная композиция на основе бутадиен-нитрильного каучука повышенной атмосферо-и озоностойкости
Номер патента: 10706
Опубликовано: 30.06.2008
Авторы: Максимова Валентина Петровна, Михедов Николай Николаевич, Русецкий Денис Валерьевич, Кротова Татьяна Валентиновна, Лейзеронок Марина Евгеньевна, Касперович Виктор Иосифович, Пасько Вера Борисовна, Русецкий Валерий Викторович, Коровина Юлия Владимировна
МПК: C08L 9/00
Метки: эластомерная, бутадиен-нитрильного, повышенной, композиция, атмосферо-и, каучука, основе, озоностойкости
Текст:
...кислот, или адипинаты вводятся в резиновую смесь для улучшения обработки и снижения уровня набухания в агрессивных средах.В качестве антиоксиданта могут использоваться агидол (4-метил-2,6-дитретичный бутилфенол), диафен ФП (Ы-фенил-Ы-изопропил-п-фенилендиамин), ацетонанил Р (полимеризованнь 1 й 2,2,4-триметил 1,2-дигидрохинолин).В качестве технологических добавок могут использоваться полиэтиленгликоль, низкомолекулярный полиэтилен,...
Вулканизуемая резиновая смесь на основе гидрированного бутадиен-нитрильного каучука
Номер патента: 9649
Опубликовано: 30.08.2007
Авторы: Русецкий Валерий Викторович, Лейзеронок Марина Евгеньевна, Русецкий Денис Валерьевич, Михедов Николай Николаевич, Касперович Виктор Иосифович, Кротова Татьяна Валентиновна, Максимова Валентина Петровна, Коровина Юлия Владимировна
МПК: C08L 9/00, C08L 33/00
Метки: гидрированного, бутадиен-нитрильного, каучука, резиновая, смесь, основе, вулканизуемая
Текст:
...от 1,0 до 5,5 и акрилатные каучуки марок Ну Тешр 4053 ЕР фирмы ЕЕОЫ С 11 еш 1 са 15, Европрен АК фирмы Епйспеш, Крайнак(Канада), 1 Т 1 ро 1 АК фирмы Ыйрроп 2 еоп.С целью усиления резиновых смесей могут быть использованы следующие марки активных и малоактивных наполнителей технический углерод П-234, П-514, П-324.Пластификаторы, представляющие собой сложные эфиры различных спиртов и дикарбоновых кислот или адипинаты, вводятся в резиновую...
Способ поверхностной модификации резинотехнических изделий
Номер патента: 3699
Опубликовано: 30.12.2000
Авторы: Казаченко Виктор Павлович, Рогачев Александр Владимирович
Метки: способ, резинотехнических, поверхностной, изделий, модификации
Текст:
...исходного фторполимера, электронным потоком с энергией частиц 0,5-2,0 кэВ. Указанный интервал энергий позволяет получить достаточно интенсивные потоки летучих продуктов распыления. При Е 0,5 кэВ энергия электронов недостаточна для разрыва макромолекул в достаточно толстом слое и скорость разрушения низка, а, соответственно, и скорость осаждения слоя фторполимера на поверхности РТИ низки. При Е 2,0 кэВ происходит зарядка полимера и его...
Способ поверхностной модификации резинотехнических изделий
Номер патента: 7359
Опубликовано: 30.09.2005
Авторы: Ярмоленко Максим Анатольевич, Саркисов Олег Армаисович, Рогачев Александр Владимирович, Холодилов Олег Викторович, Сидорский Сергей Сергеевич
Метки: модификации, поверхностной, изделий, способ, резинотехнических
Текст:
...поверхность РТИ наносят слой фторполимера (политетрафторэтилена) из активной газовой фазы, образованной диспергированием (разрушением) исходного фторполимера потоком электронов с энергией 0,5-2,0 кэВ. Отличительным признаком данного решения является то, что нанесение покрытия проводится на деформированные в направлении перемещения при трении в процессе последующей эксплуатации резинотехнические изделия с относительным удлинением 10-100 . При...
Предыдущий патент: Устройство для вычисления модулярных симметрических булевых функций n переменных
Следующий патент: Устройство для получения образца из тугоплавких материалов при высоком давлении и высокой температуре
Случайный патент: Установка для синтеза углеродного наноматериала