Проволочная арматура для железобетонной конструкции и способ ее изготовления
Номер патента: 10561
Опубликовано: 30.04.2008
Авторы: Могилевец Валерий Михайлович, Зайцев Марат Викторович
Текст
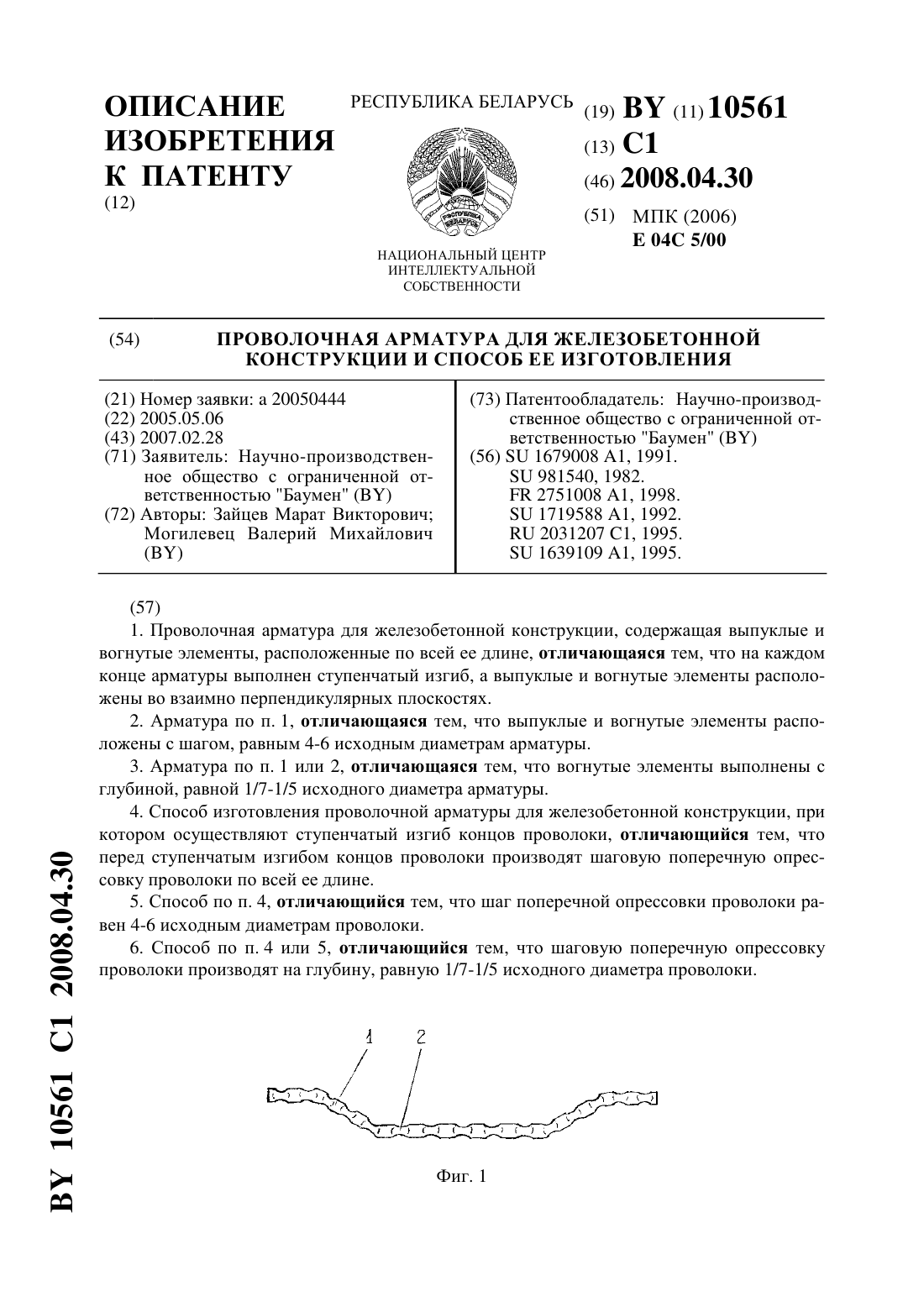
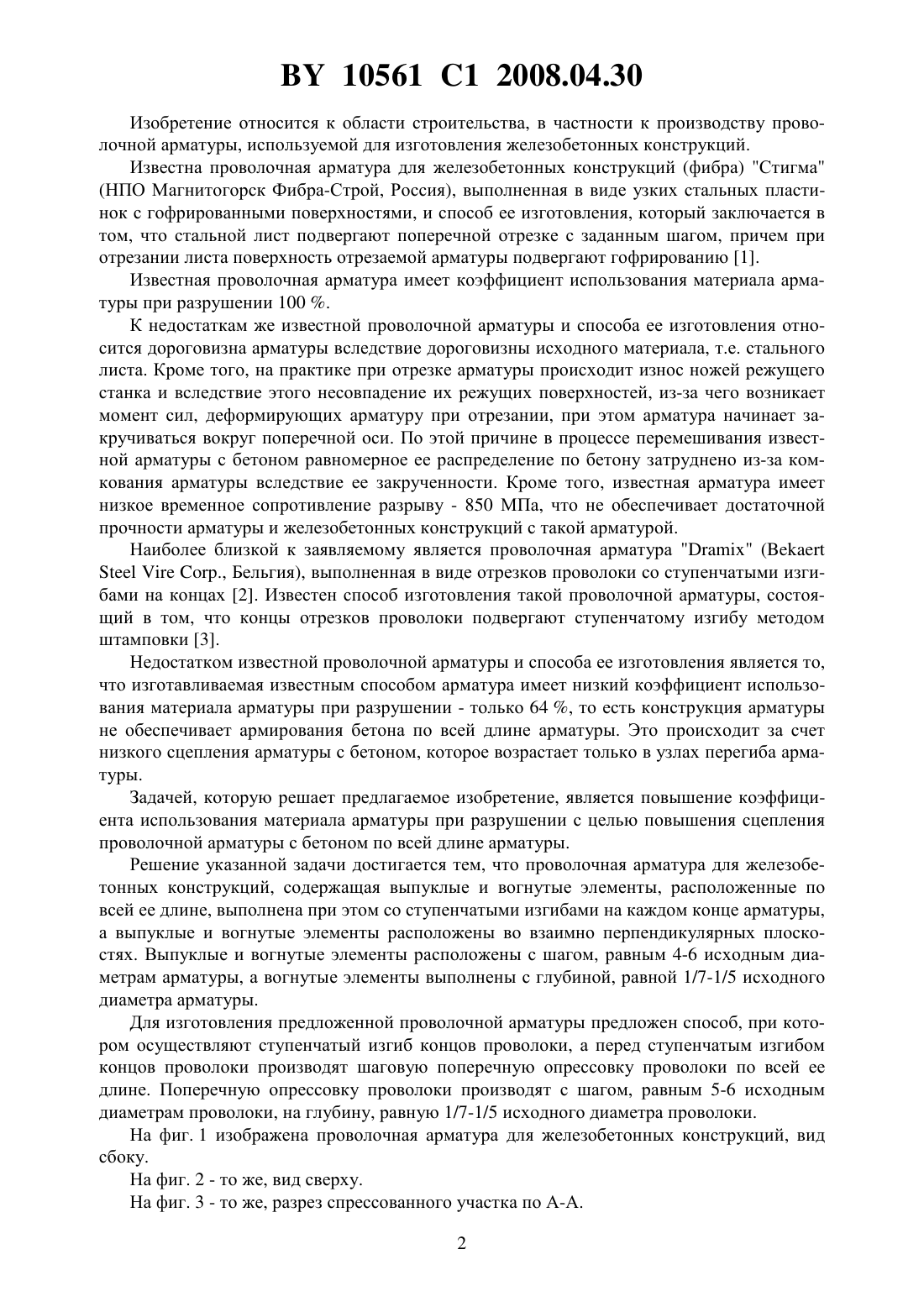
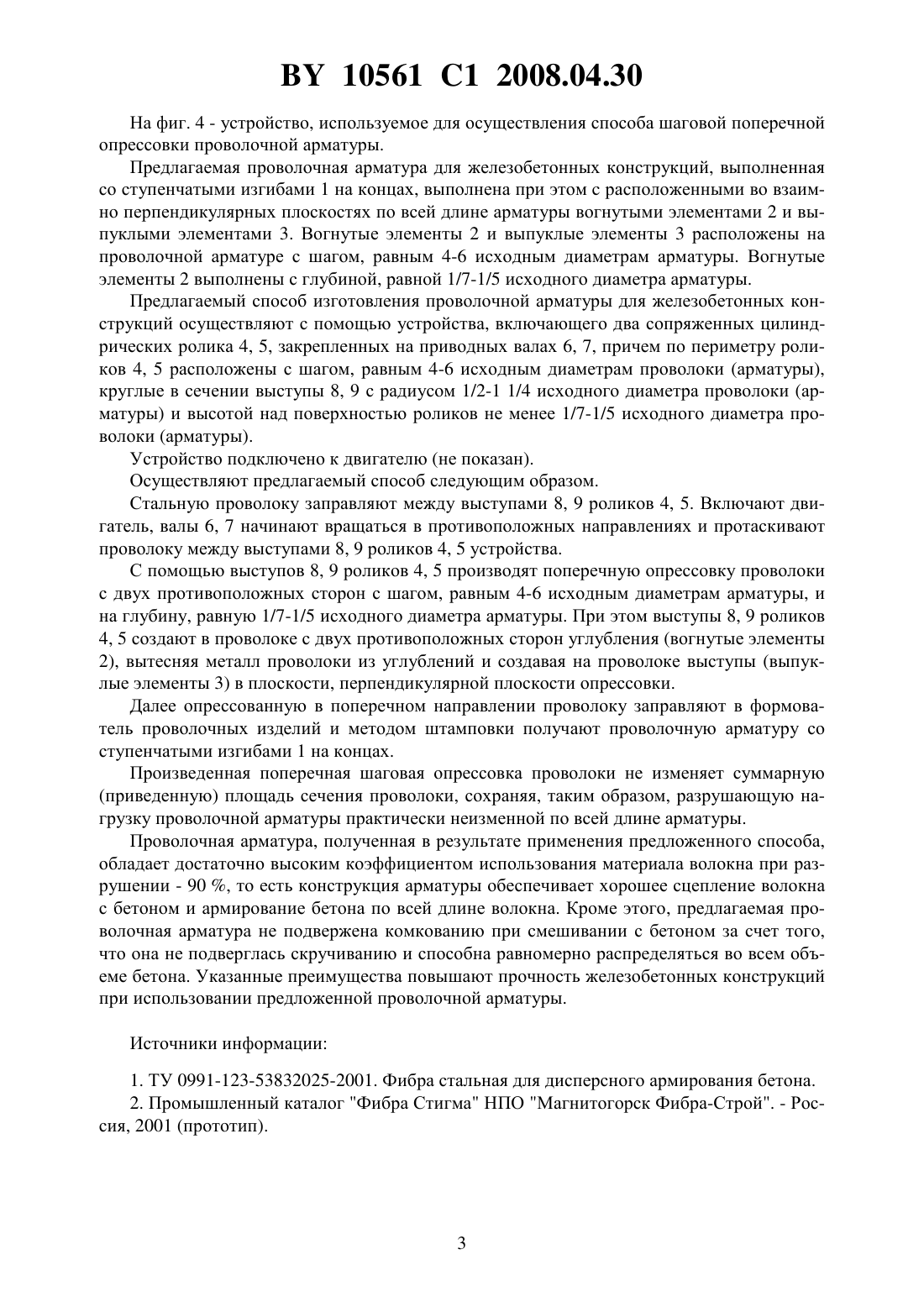
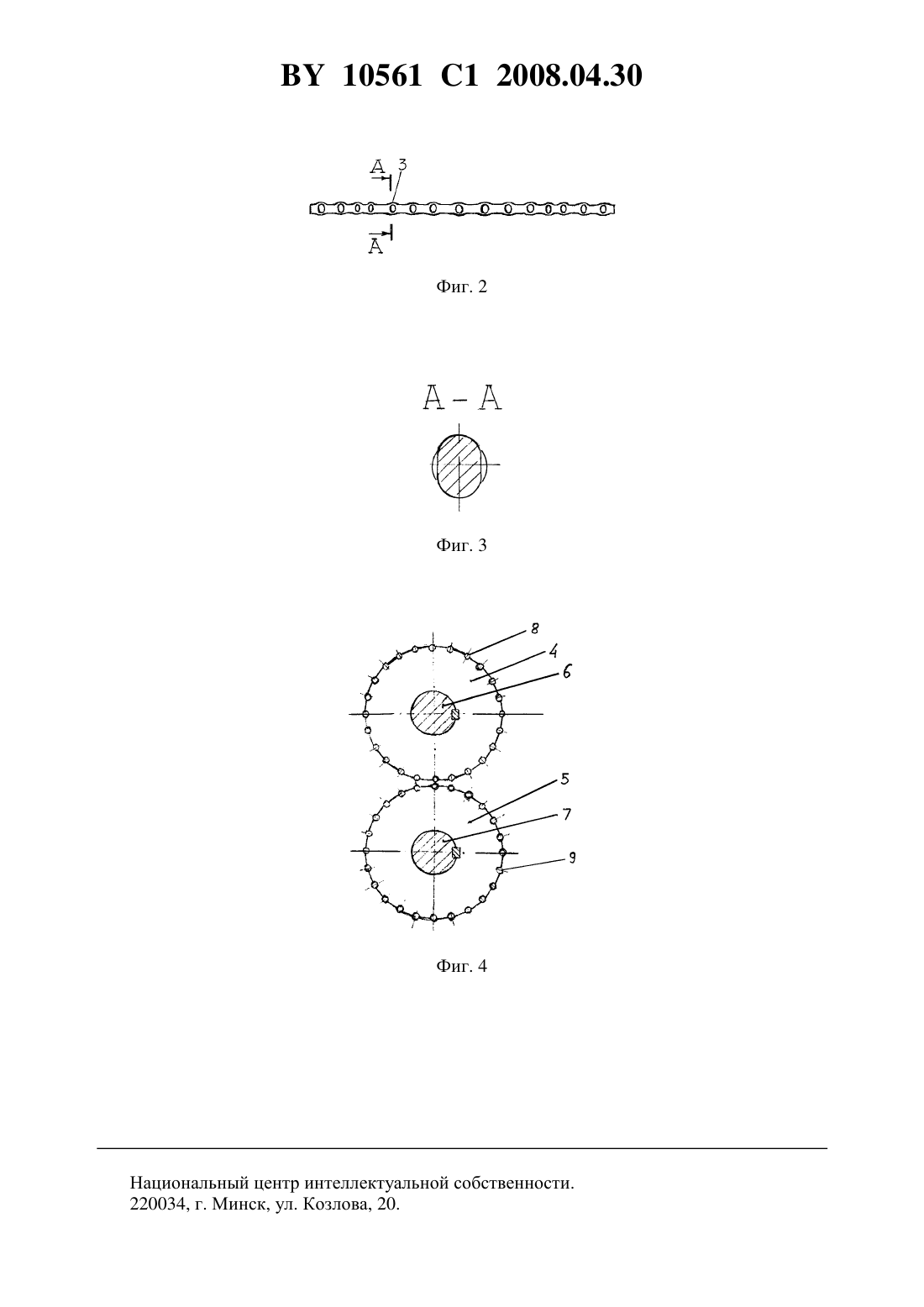
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПРОВОЛОЧНАЯ АРМАТУРА ДЛЯ ЖЕЛЕЗОБЕТОННОЙ КОНСТРУКЦИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ(72) Авторы Зайцев Марат Викторович Могилевец Валерий Михайлович(57) 1. Проволочная арматура для железобетонной конструкции, содержащая выпуклые и вогнутые элементы, расположенные по всей ее длине, отличающаяся тем, что на каждом конце арматуры выполнен ступенчатый изгиб, а выпуклые и вогнутые элементы расположены во взаимно перпендикулярных плоскостях. 2. Арматура по п. 1, отличающаяся тем, что выпуклые и вогнутые элементы расположены с шагом, равным 4-6 исходным диаметрам арматуры. 3. Арматура по п. 1 или 2, отличающаяся тем, что вогнутые элементы выполнены с глубиной, равной 1/7-1/5 исходного диаметра арматуры. 4. Способ изготовления проволочной арматуры для железобетонной конструкции, при котором осуществляют ступенчатый изгиб концов проволоки, отличающийся тем, что перед ступенчатым изгибом концов проволоки производят шаговую поперечную опрессовку проволоки по всей ее длине. 5. Способ по п. 4, отличающийся тем, что шаг поперечной опрессовки проволоки равен 4-6 исходным диаметрам проволоки. 6. Способ по п. 4 или 5, отличающийся тем, что шаговую поперечную опрессовку проволоки производят на глубину, равную 1/7-1/5 исходного диаметра проволоки. 10561 1 2008.04.30 Изобретение относится к области строительства, в частности к производству проволочной арматуры, используемой для изготовления железобетонных конструкций. Известна проволочная арматура для железобетонных конструкций (фибра) Стигма(НПО Магнитогорск Фибра-Строй, Россия), выполненная в виде узких стальных пластинок с гофрированными поверхностями, и способ ее изготовления, который заключается в том, что стальной лист подвергают поперечной отрезке с заданным шагом, причем при отрезании листа поверхность отрезаемой арматуры подвергают гофрированию 1. Известная проволочная арматура имеет коэффициент использования материала арматуры при разрушении 100 . К недостаткам же известной проволочной арматуры и способа ее изготовления относится дороговизна арматуры вследствие дороговизны исходного материала, т.е. стального листа. Кроме того, на практике при отрезке арматуры происходит износ ножей режущего станка и вследствие этого несовпадение их режущих поверхностей, из-за чего возникает момент сил, деформирующих арматуру при отрезании, при этом арматура начинает закручиваться вокруг поперечной оси. По этой причине в процессе перемешивания известной арматуры с бетоном равномерное ее распределение по бетону затруднено из-за комкования арматуры вследствие ее закрученности. Кроме того, известная арматура имеет низкое временное сопротивление разрыву - 850 МПа, что не обеспечивает достаточной прочности арматуры и железобетонных конструкций с такой арматурой. Наиболее близкой к заявляемому является проволочная арматура(., Бельгия), выполненная в виде отрезков проволоки со ступенчатыми изгибами на концах 2. Известен способ изготовления такой проволочной арматуры, состоящий в том, что концы отрезков проволоки подвергают ступенчатому изгибу методом штамповки 3. Недостатком известной проволочной арматуры и способа ее изготовления является то,что изготавливаемая известным способом арматура имеет низкий коэффициент использования материала арматуры при разрушении - только 64 , то есть конструкция арматуры не обеспечивает армирования бетона по всей длине арматуры. Это происходит за счет низкого сцепления арматуры с бетоном, которое возрастает только в узлах перегиба арматуры. Задачей, которую решает предлагаемое изобретение, является повышение коэффициента использования материала арматуры при разрушении с целью повышения сцепления проволочной арматуры с бетоном по всей длине арматуры. Решение указанной задачи достигается тем, что проволочная арматура для железобетонных конструкций, содержащая выпуклые и вогнутые элементы, расположенные по всей ее длине, выполнена при этом со ступенчатыми изгибами на каждом конце арматуры,а выпуклые и вогнутые элементы расположены во взаимно перпендикулярных плоскостях. Выпуклые и вогнутые элементы расположены с шагом, равным 4-6 исходным диаметрам арматуры, а вогнутые элементы выполнены с глубиной, равной 1/7-1/5 исходного диаметра арматуры. Для изготовления предложенной проволочной арматуры предложен способ, при котором осуществляют ступенчатый изгиб концов проволоки, а перед ступенчатым изгибом концов проволоки производят шаговую поперечную опрессовку проволоки по всей ее длине. Поперечную опрессовку проволоки производят с шагом, равным 5-6 исходным диаметрам проволоки, на глубину, равную 1/7-1/5 исходного диаметра проволоки. На фиг. 1 изображена проволочная арматура для железобетонных конструкций, вид сбоку. На фиг. 2 - то же, вид сверху. На фиг. 3 - то же, разрез спрессованного участка по А-А. 2 10561 1 2008.04.30 На фиг. 4 - устройство, используемое для осуществления способа шаговой поперечной опрессовки проволочной арматуры. Предлагаемая проволочная арматура для железобетонных конструкций, выполненная со ступенчатыми изгибами 1 на концах, выполнена при этомрасположенными во взаимно перпендикулярных плоскостях по всей длине арматуры вогнутыми элементами 2 и выпуклыми элементами 3. Вогнутые элементы 2 и выпуклые элементы 3 расположены на проволочной арматуре с шагом, равным 4-6 исходным диаметрам арматуры. Вогнутые элементы 2 выполнены с глубиной, равной 1/7-1/5 исходного диаметра арматуры. Предлагаемый способ изготовления проволочной арматуры для железобетонных конструкций осуществляют с помощью устройства, включающего два сопряженных цилиндрических ролика 4, 5, закрепленных на приводных валах 6, 7, причем по периметру роликов 4, 5 расположены с шагом, равным 4-6 исходным диаметрам проволоки (арматуры),круглые в сечении выступы 8, 9 с радиусом 1/2-1 1/4 исходного диаметра проволоки (арматуры) и высотой над поверхностью роликов не менее 1/7-1/5 исходного диаметра проволоки (арматуры). Устройство подключено к двигателю (не показан). Осуществляют предлагаемый способ следующим образом. Стальную проволоку заправляют между выступами 8, 9 роликов 4, 5. Включают двигатель, валы 6, 7 начинают вращаться в противоположных направлениях и протаскивают проволоку между выступами 8, 9 роликов 4, 5 устройства. С помощью выступов 8, 9 роликов 4, 5 производят поперечную опрессовку проволоки с двух противоположных сторон с шагом, равным 4-6 исходным диаметрам арматуры, и на глубину, равную 1/7-1/5 исходного диаметра арматуры. При этом выступы 8, 9 роликов 4, 5 создают в проволоке с двух противоположных сторон углубления (вогнутые элементы 2), вытесняя металл проволоки из углублений и создавая на проволоке выступы (выпуклые элементы 3) в плоскости, перпендикулярной плоскости опрессовки. Далее опрессованную в поперечном направлении проволоку заправляют в формователь проволочных изделий и методом штамповки получают проволочную арматуру со ступенчатыми изгибами 1 на концах. Произведенная поперечная шаговая опрессовка проволоки не изменяет суммарную(приведенную) площадь сечения проволоки, сохраняя, таким образом, разрушающую нагрузку проволочной арматуры практически неизменной по всей длине арматуры. Проволочная арматура, полученная в результате применения предложенного способа,обладает достаточно высоким коэффициентом использования материала волокна при разрушении - 90 , то есть конструкция арматуры обеспечивает хорошее сцепление волокна с бетоном и армирование бетона по всей длине волокна. Кроме этого, предлагаемая проволочная арматура не подвержена комкованию при смешивании с бетоном за счет того,что она не подверглась скручиванию и способна равномерно распределяться во всем объеме бетона. Указанные преимущества повышают прочность железобетонных конструкций при использовании предложенной проволочной арматуры. Источники информации 1. ТУ 0991-123-53832025-2001. Фибра стальная для дисперсного армирования бетона. 2. Промышленный каталог Фибра Стигма НПО Магнитогорск Фибра-Строй. - Россия, 2001 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: E04C 5/00
Метки: способ, проволочная, изготовления, железобетонной, конструкции, арматура
Код ссылки
<a href="https://by.patents.su/4-10561-provolochnaya-armatura-dlya-zhelezobetonnojj-konstrukcii-i-sposob-ee-izgotovleniya.html" rel="bookmark" title="База патентов Беларуси">Проволочная арматура для железобетонной конструкции и способ ее изготовления</a>
Способ антикоррозионной защиты железобетонной конструкции
Номер патента: 3490
Опубликовано: 30.09.2000
Авторы: Плескачевский Юрий Михайлович, Пироговский Константин Николаевич, Кудрявцев Игорь Александрович
МПК: C04B 41/60, E04B 1/64
Метки: способ, железобетонной, конструкции, защиты, антикоррозионной
Текст:
...способ защиты поверхности бетонных конструкций путем нанесения кислотоупорных силикатных растворов 3. Недостаток данного способа в низкой механической прочности получаемого защитного покрытия, которое может легко повреждаться при механических воздействиях. Задачей, на решение которой направлен заявляемый способ, является повышение надежности антикоррозионной защиты железобетона от коррозии. Технический результат при осуществлении этого...
Способ изготовления спиралеобразной проволочной нити (варианты) и устройство для его осуществления, спиралеобразная проволочная нить
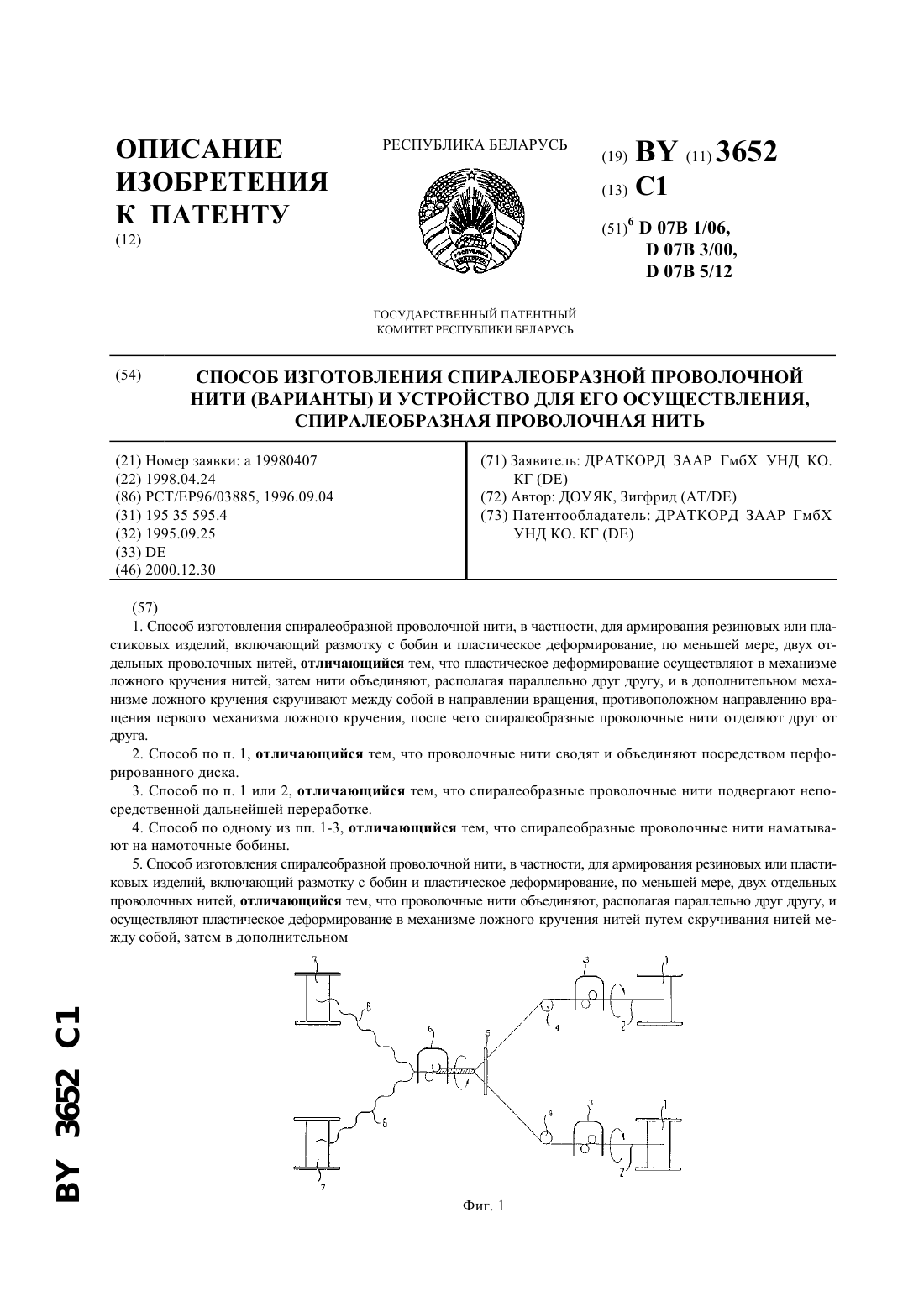
Номер патента: 3652
Опубликовано: 30.12.2000
Автор: undefined
МПК: D07B 5/12, D07B 1/06, D07B 3/00...
Метки: нить, способ, варианты, нити, устройство, изготовления, проволочной, осуществления, спиралеобразной, спиралеобразная, проволочная
Текст:
...противоположном направлению вращения первого механизма ложного кручения, после чего спиралеобразные проволочные нити отделяют друг от друга. Предпочтительно проволочные нити сводить и объединять посредством перфорированного диска. Можно спиралеобразные проволочные нити подвергать непосредственной дальнейшей переработке. Далее спиралеобразные проволочные нити нужно наматывать на намоточные бобины. Поставленная задача решается также тем, что...
Способ усиления сборной железобетонной многопустотной панели перекрытия
Номер патента: 5746
Опубликовано: 30.12.2003
Авторы: Лазовский Дмитрий Николаевич, Бусел Александр Петрович
МПК: E04G 23/02
Метки: усиления, способ, перекрытия, многопустотной, железобетонной, сборной, панели
Текст:
...способа усиления являются увеличение собственного веса конструкции в результате заполнения пустот бетонной смесью расположение дополнительной арматуры внутри пустот, что ограничивает плечо внутренней пары сил и, как следствие, снижает эффективность усиления сложность выполнения работ в стесненных условиях из-за необходимости установки арматуры в пустоты. Задачей изобретения является повышение эффективности и снижение трудоемкости...
Витая проволочная структура
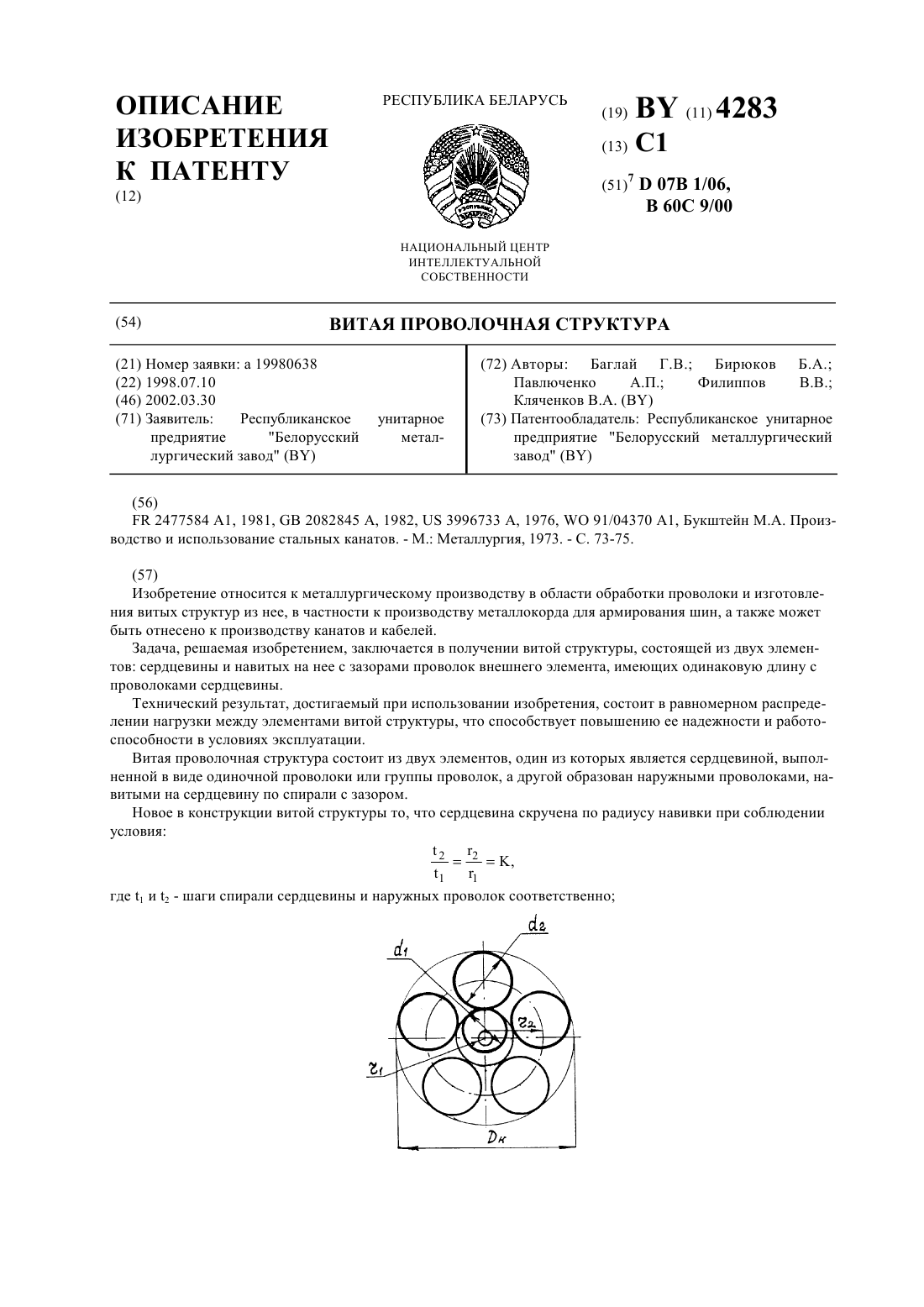
Номер патента: 4283
Опубликовано: 30.03.2002
Авторы: Кляченков Виктор Алексеевич, Павлюченко Анатолий Петрович, Филиппов Вадим Владимирович, Баглай Геннадий Валерианович, Бирюков Борис Александрович
Метки: витая, проволочная, структура
Текст:
...) 1 Таким образом, соотношение (2) обеспечивает условие равенства длин проволок наружного элемента и сердечника, а значит и равномерное распределение нагрузки при эксплуатации витого изделия. Изобретение поясняется чертежом, где на фиг. 1 показано сечение витой структуры, состоящей из пяти наружных проволок диаметром 2, навитых по спирали с радиусом спирали 2 на сердечник из проволок или проволоки диаметром 1 с радиусом спирали 1. При этом...
Арматура периодического профиля для армирования железобетонных изделий
Номер патента: U 612
Опубликовано: 30.09.2002
Авторы: Исаевич Леонид Александрович, Филиппов Вадим Владимирович, Стеблов Анвер Борисович, Дуброва Игорь Валентинович, Вашков Адам Семенович, Лешкевич Олег Николаевич, Ленартович Дмитрий Владимирович, Мирюгин Олег Геннадьевич, Терин Вячеслав Дмитриевич
МПК: E04C 5/03
Метки: армирования, железобетонных, изделий, арматура, периодического, профиля
Текст:
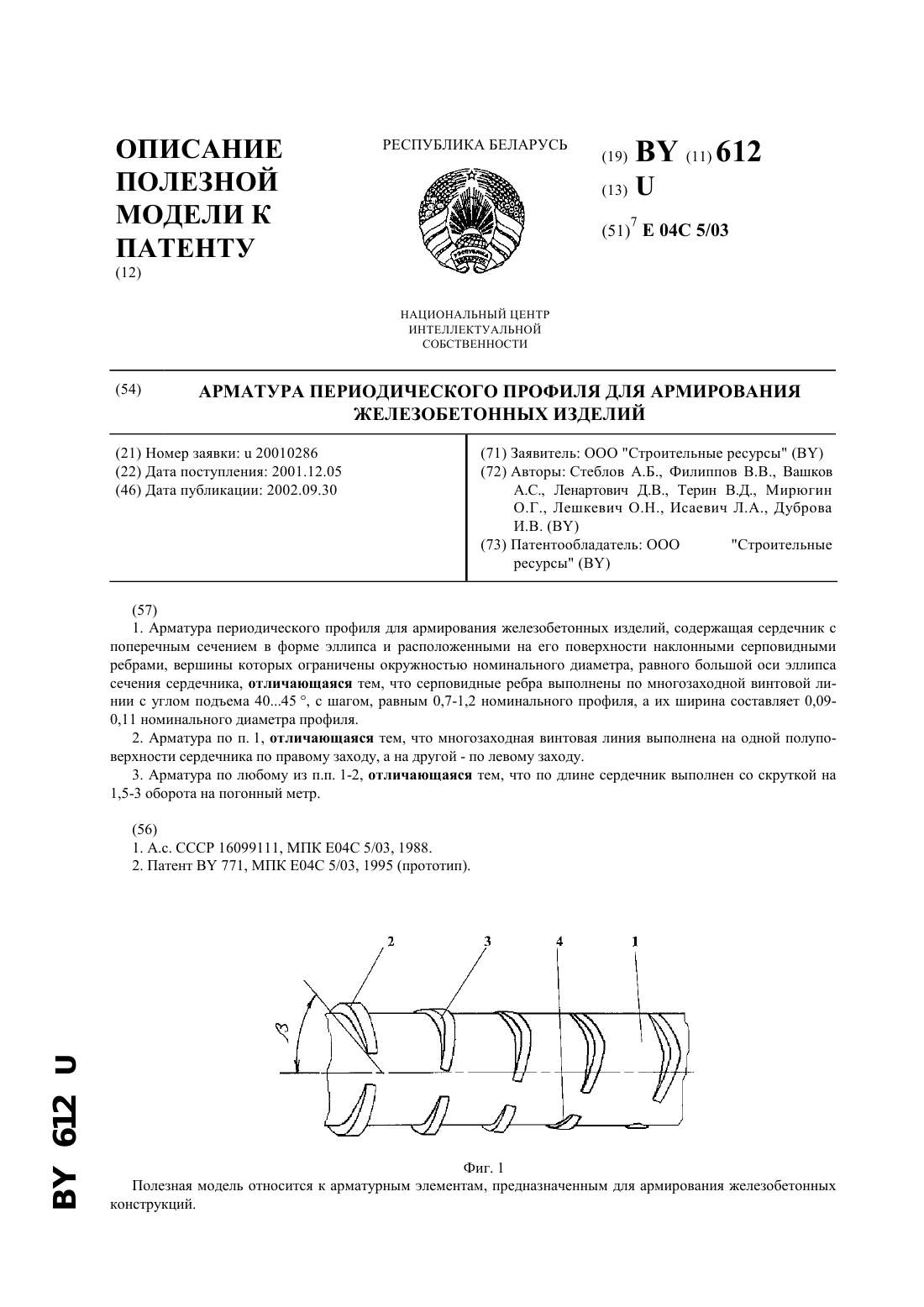
...изделий включает сердечник 1 с поперечным сечением в форме эллипса и расположенными на его поверхности наклонными серповидными ребрами 2, вершины которых ограничены окружностью номинального диаметра , равного большой оси В эллипса сечения сердечника 1. Серповидные ребра 2 выполнены по многозаходной винтовой линии с углом 4045 подъема винтовой линии, с шагом , равным 0,7-1,2 диаметраноминального профиля, а их ширинасоставляет 0,09-0,11...
Предыдущий патент: Способ нанесения металлического покрытия
Следующий патент: Носочно-чулочное изделие
Случайный патент: Стан для поперечно-клиновой прокатки