Индукционный дефектоскоп
Номер патента: U 9266
Опубликовано: 30.06.2013

Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявители Белорусский государственный университет Учреждение образования Белорусский государственный педагогический университет имени Максима Танка(72) Авторы Козлов Владимир Леонидович Чубаров Сергей Ильич(73) Патентообладатели Белорусский государственный университет Учреждение образования Белорусский государственный педагогический университет имени Максима Танка(57) Индукционный дефектоскоп, содержащий излучающую обмотку, соединенную с генератором, первую приемную обмотку, смеситель и микропроцессор, соединенный с дисплеем, отличающийся тем, что в него введены вторая приемная обмотка и последовательно соединенные синхродетектор и интегратор, выход которого соединен с микропроцессором, при этом первая и вторая приемные обмотки соединены с входами смесителя, выход которого соединен с синхродетектором, а генератор соединен с тактовым входом синхродетектора.(56) 1. Клюев В.В. Неразрушающий контроль и техническая диагностика Справочник. М. Машиностроение, 2005. - 656 с. 2. Александров В.Н., Козлов В.Л., Кузьмин К.Г., Ревутский М.В., Чубаров С.И. Индукционный датчик дефектов арматуры железобетонных конструкций // Датчики и преобразователи информации систем измерения, контроля и управления. Матер.междун. конф. - М. МГИ-ЭМ, 2000. - С. 85-86. Полезная модель относится к области неразрушающего контроля материалов и предназначена для бесконтактной экспресс-диагностики дефектов арматуры железобетонных конструкций и стоек опор линий электропередач, находящихся в рабочем режиме. 92662013.06.30 Известен индукционный дефектоскоп 1, принцип обнаружения дефектов в котором основан на измерении коэффициента связи обмоток диагностического кольца при попадании в сечение кольца стержня металлической арматуры, имеющей дефекты. Недостатком таких устройств является низкая чувствительность и достоверность обнаружения дефектов. Известен индукционный датчик дефектов арматуры 2, содержащий диагностическое кольцо, состоящее из излучающей и приемной обмоток, генератора, соединенного с излучающей обмоткой, и последовательно соединенных смесителя, микропроцессора и дисплея, при этом приемная обмотка и генератор соединены с входами смесителя. Недостатком этого устройства является низкая достоверность обнаружения дефектов арматуры. Техническая задача, решаемая полезной моделью, заключается в повышении достоверности определения дефектов арматуры железобетонных конструкций. Решение этой задачи особенно важно для обнаружения дефектов арматуры стоек опор линий электропередач, находящихся в режиме эксплуатации и не имеющих видимых повреждений конструкции. Поставленная задача решается путем того, что в индукционный дефектоскоп 2, содержащий излучающую обмотку, соединенную с генератором, первую приемную обмотку, смеситель и микропроцессор, соединенный с дисплеем, введены вторая приемная обмотка и последовательно соединенные синхродетектор и интегратор, выход которого соединен с микропроцессором, при этом первая и вторая приемные обмотки соединены с входами смесителя, выход которого соединен с синхродетектором, а генератор соединен с тактовым входом синхродетектора. Свойство, появляющееся у заявляемого объекта, - это повышение достоверности определения дефектов арматуры стоек опор линий электропередач. Это достигается за счет использования второй приемной обмотки в диагностическом кольце, что повышает чувствительность к изменению амплитуды и фазы информационного сигнала. Сущность полезной модели поясняется с помощью фигуры, на которой представлена функциональная схема индукционного дефектоскопа. Устройство содержит диагностическое кольцо, состоящее из излучающей обмотки 1 и двух приемных обмоток 2,3, генератора 4, соединенного с излучающей обмоткой и синхродетектором, и последовательно соединенных смесителя 5, синхродетектора 6, интегратора 7, микропроцессора 8 и дисплея 9, при этом приемные обмотки 2, 3 соединены с входами смесителя 5. Устройство работает следующим образом. С генератора 4 переменный электрический сигнал частотойпоступает в излучающую обмотку 1. Обмотка 1 излучает электромагнитное излучение 1 ,где 1 - амплитуда сигнала. На приемных обмотки диагностического кольца 2, 3 при этом будут появляться сигналы 22 (2), 3 3 (3),где 2, 3 - амплитуды сигнала, 2, 3 - фазы сигнала в обмотках 2, 3 соответственно. Методика измерений дефектов арматуры основана на том, что значения амплитуды 2, 3 и фазы 2, 3 сигнала определяются наличием ферромагнитного металла (стержней арматуры) в сечении диагностического кольца. При наличии дефектов в стержнях арматуры будут изменяться параметры сигналаи , причем относительное изменение фазыбудет на порядок большее, чем амплитуды . Сигналы 2 и 3 суммируются в смесителе,и выходной сигнал равен 3321 2 (2(1) 2 2 Калибровкой достигается равенство амплитуд 23 в соответствующих режимах измерений. 2 92662013.06.30 Диагностическое кольцо устроено таким образом, что в центре расположена обмотка 1, а слева и справа от нее на расстоянии 2-3 см обмотки 2 и 3. Диагностическое кольцо передвигается вдоль длины стойки. При наличии дефекта арматуры он попадает сначала в сечение одной обмотки, а затем в сечение другой. Если в обеих измерительных обмотках отсутствуют дефекты арматуры, то 23 и сигнал на выходе смесителя (1) будет равен нулю. Если в одной из обмоток будет присутствовать дефект арматуры, то фаза сигнала в ней изменится, 2 не будет равно 3 и на выходе смесителя появится сигнал рассогласования, амплитуда и фаза которого будут определять структуру дефекта. Для улучшения отношения сигнал/шум в измерительном тракте используется синхронное детектирование с последующим интегрированием блоком 7. Повышение отношения сигнал/шум на выходе синхронного детектора основано на совпадении фазы сигнала с фазой работы детектора. Для обеспечения режима синхронного детектирования сигнал с генератора 4 подается на тактовый вход синхродетектора 6. В диагностической системе используется микропроцессорная обработка информационного сигнала, обеспечивающая получение на экране дисплея электромагнитного профиля арматуры по длине стойки. В точках появления дефектов арматуры амплитуда сигнала на выходе интегратора будет резко возрастать. Проверка наличия дефектов осуществляется путем визуального анализа электромагнитного профиля арматуры на экране дисплея с одновременным микропроцессорным поиском наличия разрыва и определения его местоположения по установленному пороговому значению амплитуды. По величине изменения амплитуды сигнала можно судить о структуре дефекта (уменьшение толщины вследствие ржавчины, трещина, разрыв), а также о ширине регистрируемого разрыва менее 0,1 мм, менее 0,5 мм, менее 1 мм. Выводы компьютерной обработки сигнала о наличии дефекта подтверждаются результатами визуального анализа диаграммы. Таким образом, введение в измерительный канал второй приемной обмотки диагностического кольца повышает чувствительность к изменению амплитуды и фазы информационного сигнала, а следовательно, повышает достоверность определения дефектов арматуры стоек опор линий электропередач. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: G01N 27/82
Метки: дефектоскоп, индукционный
Код ссылки
<a href="https://by.patents.su/3-u9266-indukcionnyjj-defektoskop.html" rel="bookmark" title="База патентов Беларуси">Индукционный дефектоскоп</a>
Индукционный нагреватель жидкости или газа
Номер патента: 13945
Опубликовано: 30.12.2010
Авторы: Шевчик Николай Евгеньевич, Янукович Генрих Иосифович, Сердешнов Анатолий Петрович, Базулина Татьяна Геннадьевна, Сердешнов Кирилл Евгеньевич, Протосовицкий Иван Васильевич
МПК: H01F 27/00
Метки: или, жидкости, индукционный, нагреватель, газа
Текст:
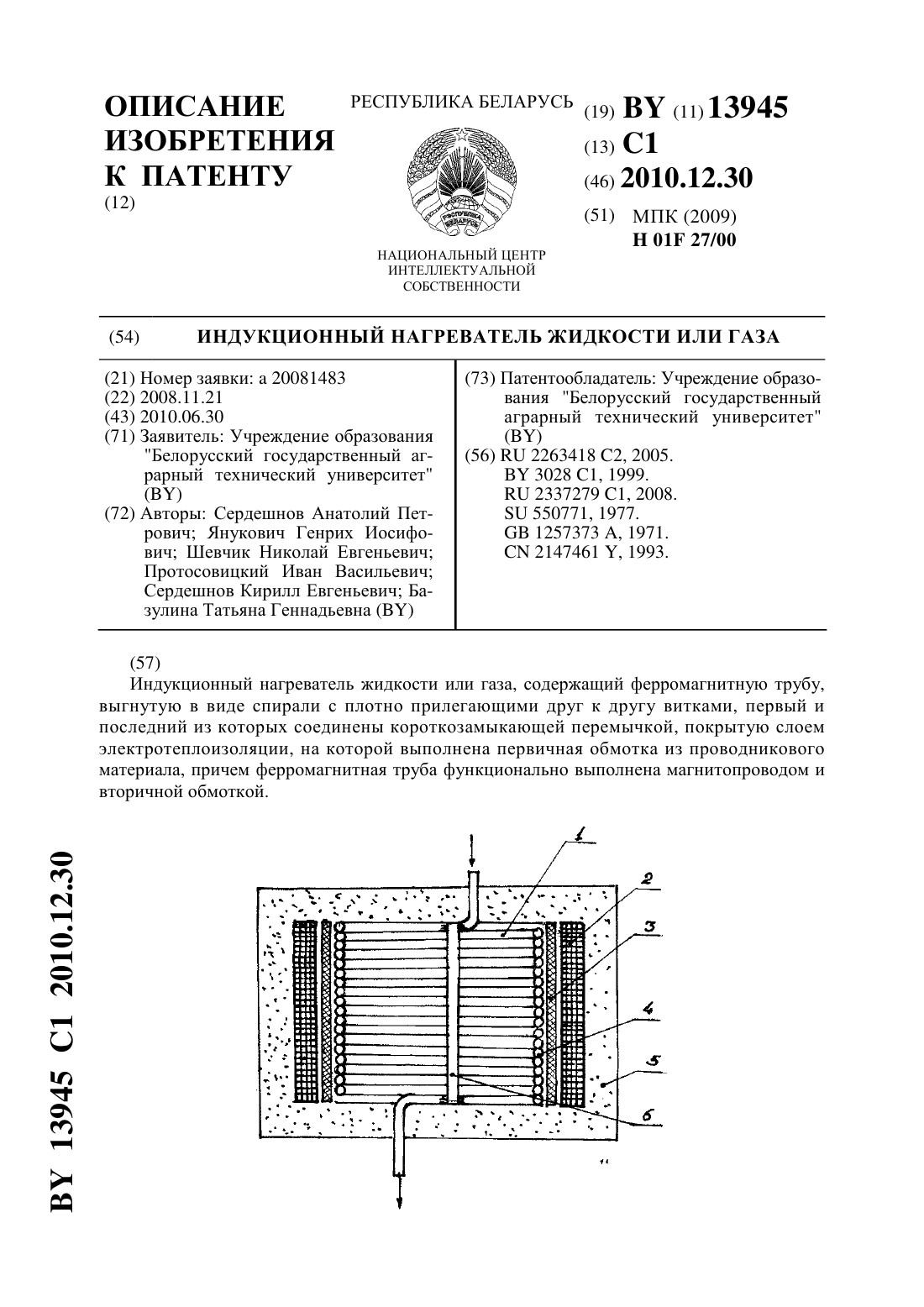
...при нагреве вихревых токов. Задачи, которые решает предлагаемое изобретение, заключаются в сокращении расхода электротехнических материалов и более полном использовании вихревых токов для нагрева. Поставленные задачи достигаются в предлагаемом индукционном нагревателе жидкости или газа, содержащем ферромагнитную трубу, выгнутую в виде спирали с плотно прилегающими друг к другу витками, первый и последний из которых соединены...
Индукционный датчик
Номер патента: U 705
Опубликовано: 30.12.2002
Авторы: Минченя Николай Тимофеевич, Карпович Сергей Леонидович, Минченя Владимир Тимофеевич
МПК: G01R 33/02
Метки: индукционный, датчик
Текст:
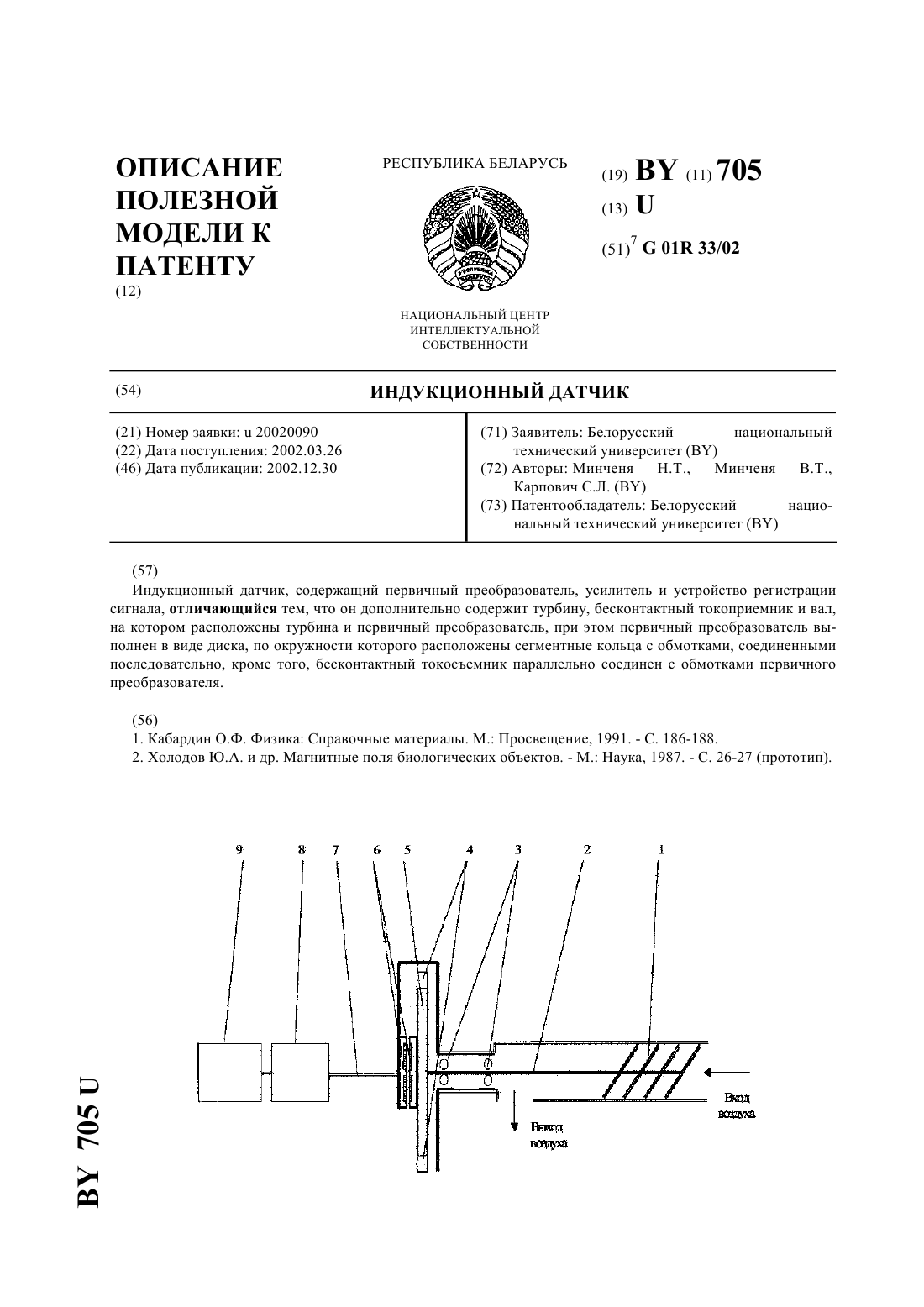
...полезной модели заключается в том, что индукционный датчик, содержащий первичный преобразователь, усилитель и устройство регистрации сигнала, дополнительно содержит турбину, бесконтактный токосъемник и вал, на котором расположены турбина и первичный преобразователь, при этом первичный преобразователь выполнен в виде диска, по окружности которого расположены сегментные кольца с обмотками, соединенными последовательно, кроме того,...
Вихретоковый дефектоскоп для контроля ферромагнитных изделий
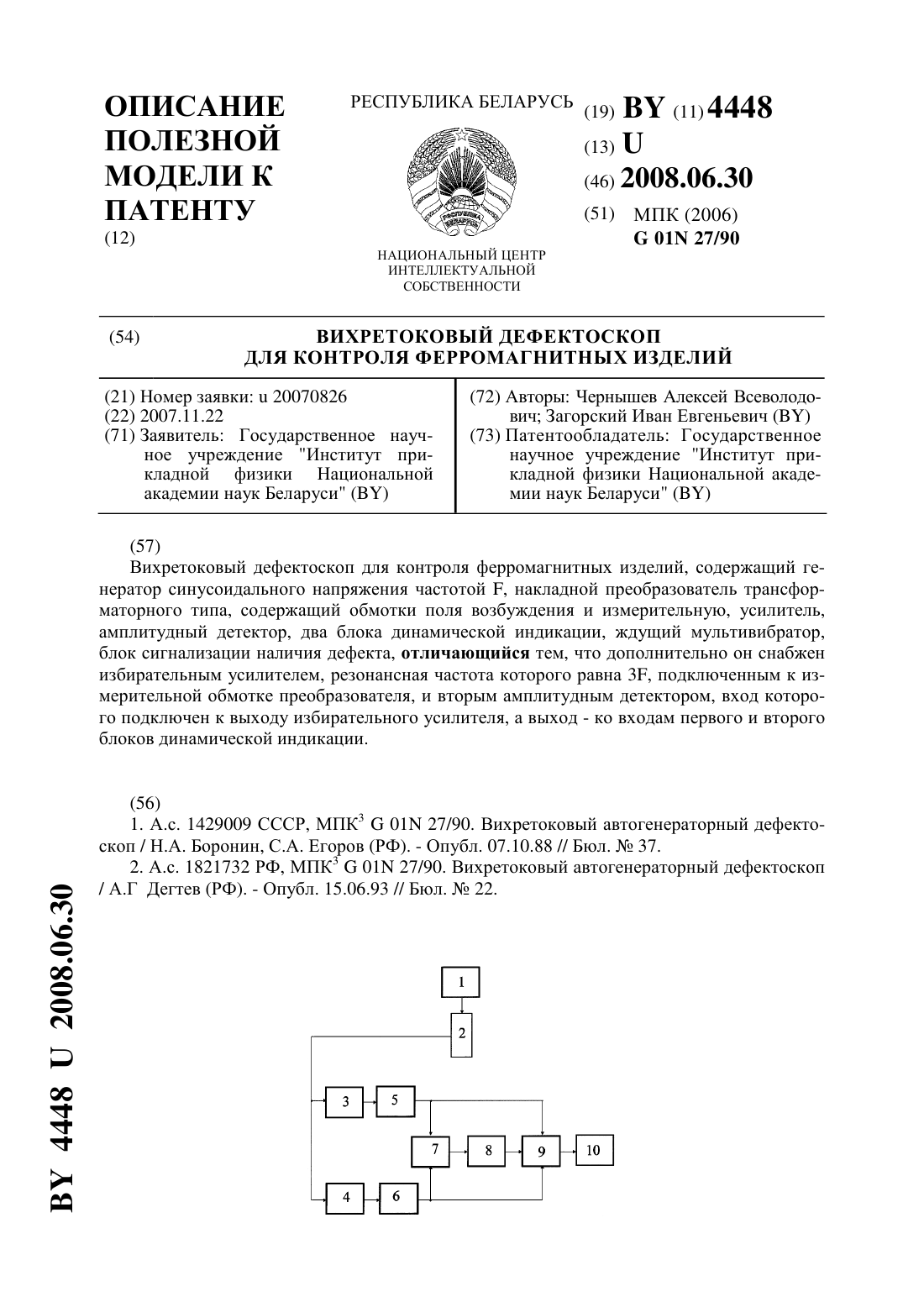
Номер патента: U 4448
Опубликовано: 30.06.2008
Авторы: Загорский Иван Евгеньевич, Чернышев Алексей Всеволодович
МПК: G01N 27/90
Метки: ферромагнитных, изделий, контроля, дефектоскоп, вихретоковый
Текст:
...стробирования длительности импульсов, вызванных изменениями амплитуды выходной 2 44482008.06.30 э.д.с. накладного преобразователя в процессе сканирования контролируемой поверхности,и анализа полярности этих импульсов дополнительно проводится временное стробирование длительности импульсов, вызванныхизменениями амплитуды третьей гармонической составляющей этой э.д.с., и также анализируется их полярность, что позволяет различать сигналы от...
Ультразвуковой дефектоскоп
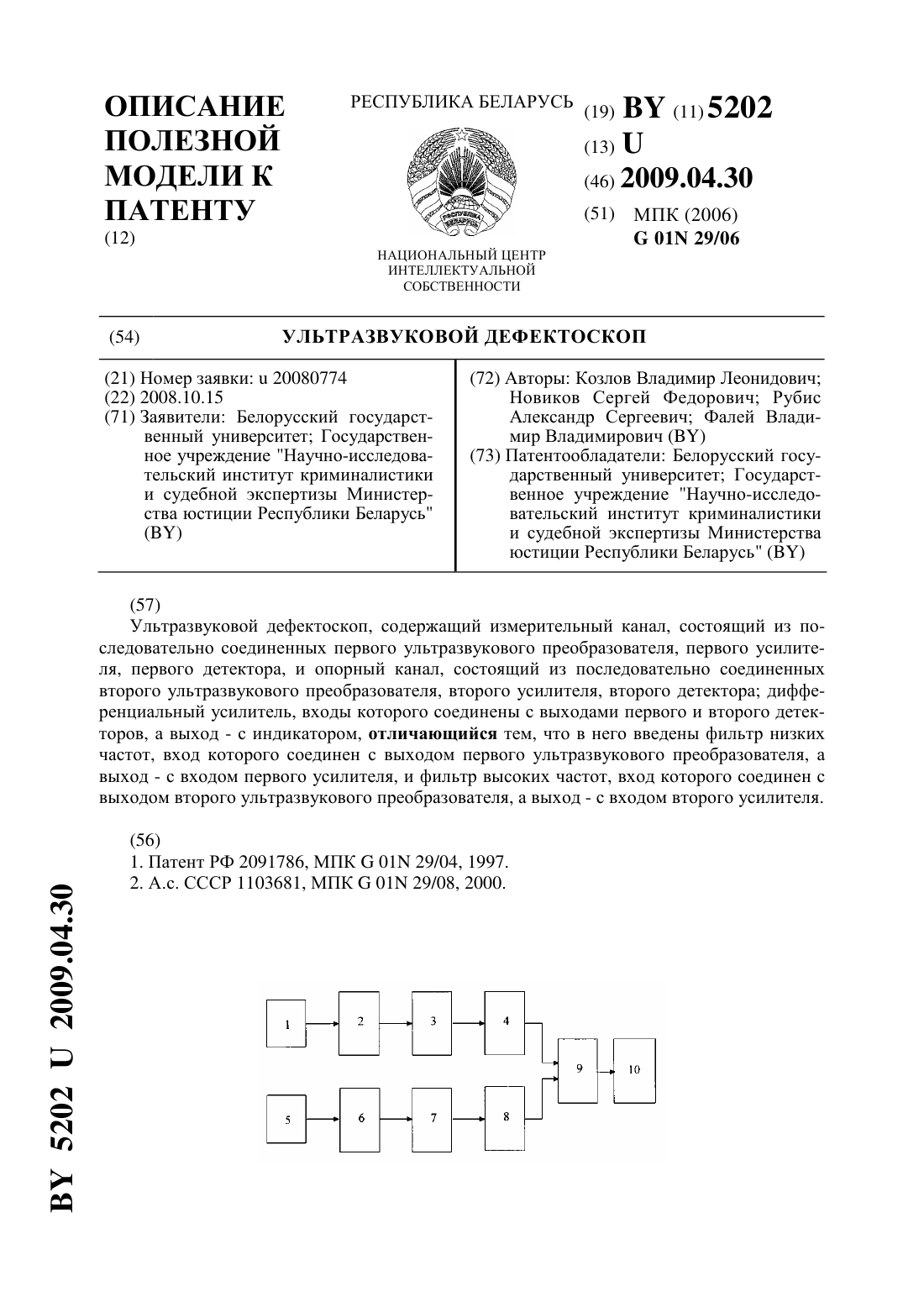
Номер патента: U 5202
Опубликовано: 30.04.2009
Авторы: Фалей Владимир Владимирович, Новиков Сергей Федорович, Козлов Владимир Леонидович, Рубис Александр Сергеевич
МПК: G01N 29/06
Метки: дефектоскоп, ультразвуковой
Текст:
...и разрывов металлического троса резонансная частота распространяющего акустического сигнала в тросе сдвигается в низкочастотную область. Поэтому введение в измерительный канал фильтра низкой частоты, а в опорный канал фильтра высокой частоты обеспечит учет изменения спектра распространяющегося акустического сигнала при наличии или отсутствии дефекта и более точное выделение информационного сигнала на фоне шума,что дает повышение...
Индукционный датчик
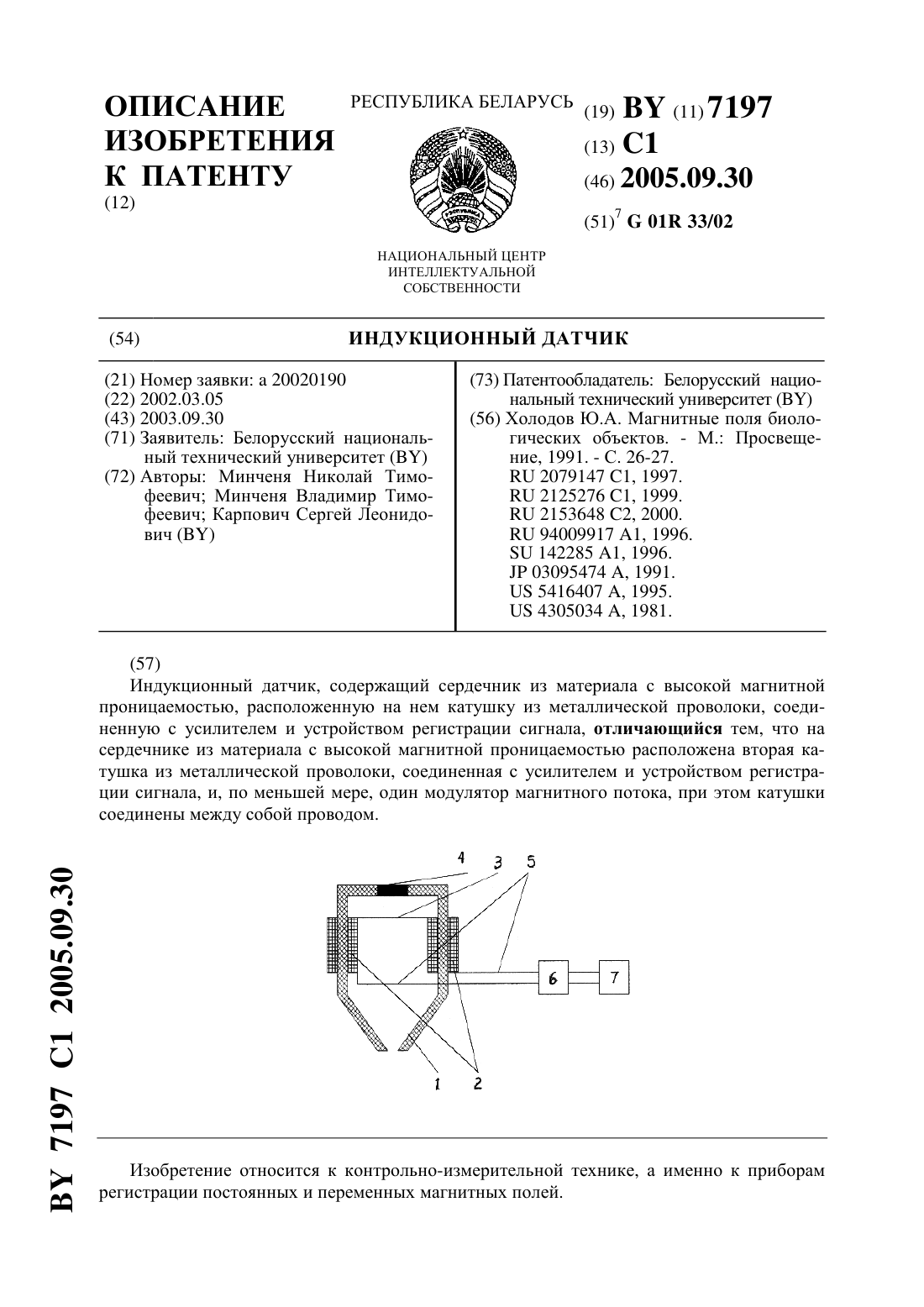
Номер патента: 7197
Опубликовано: 30.09.2005
Авторы: Карпович Сергей Леонидович, Минченя Владимир Тимофеевич, Минченя Николай Тимофеевич
МПК: G01R 33/02
Метки: датчик, индукционный
Текст:
...заключается в том, что в индукционном датчике, содержащем сердечник из материала с высокой магнитной проницаемостью, расположенную на нем катушку из металлической проволоки, соединенную с усилителем и устройством регистрации сигнала, на сердечнике из материала с высокой магнитной проницаемостью расположена вторая катушка из металлической проволоки, соединенная с усилителем и устройством регистрации сигнала, и, по меньшей мере, один...
Предыдущий патент: Тест-система для идентификации облигатно-анаэробных микроорганизмов
Следующий патент: Сетка для поперечного армирования каменной кладки
Случайный патент: Способ получения фенилалкиламинов или их фармакологически приемлемых солей