Способ получения слитков
Номер патента: 6638
Опубликовано: 30.12.2004
Авторы: Поко Ольга Александровна, Купченко Геннадий Владимирович, Майонов Александр Владимирович
Текст
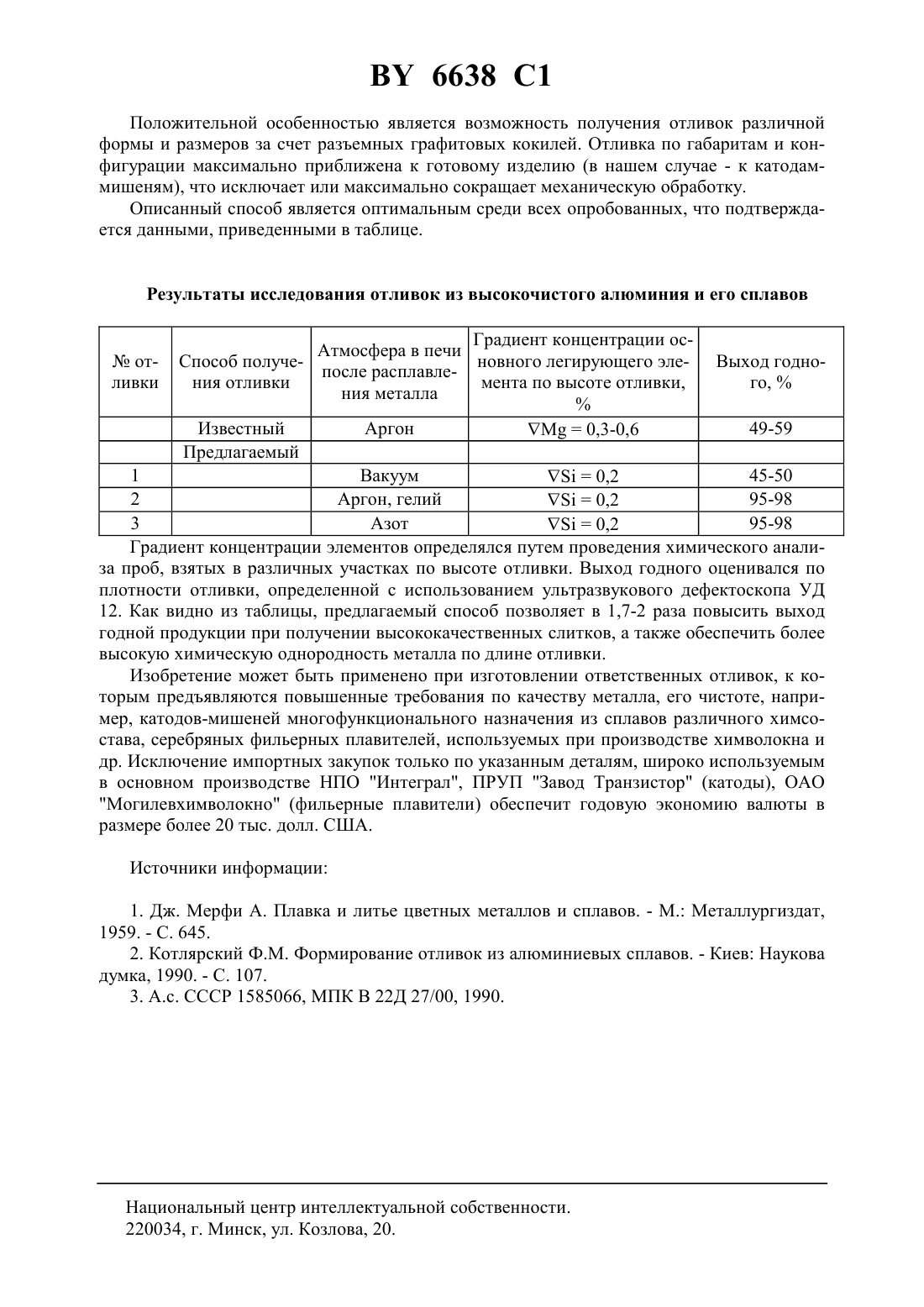
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Купченко Геннадий Владимирович Майонов Александр Владимирович Поко Ольга Александровна(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Способ получения слитков, включающий вакуумную плавку металла в печи, разливку в атмосфере защитного газа и кристаллизацию расплава, отличающийся тем, что в качестве защитного газа используют азот, который после расплавления металла подают в камеру печи до давления 0,1 МПа, и выдерживают расплав в газовой среде 3-5 мин, разливают его в подогретый кокиль, а кристаллизацию осуществляют путем вывода кокиля из зоны нагрева со скоростью 40-50 см/ч.(56)1585066 1, 1990.1497860 1, 1996.2026135 1, 1995. Изобретение относится к металлургии, а именно к способам получения слитков, и может быть использовано при изготовлении отливок из цветных металлов. При изготовлении слитков основные дефекты связаны с наличием пористости, газовых пузырей, микротрещин, несплошностей, неметаллических включений, а также неоднородности химического состава по высоте слитка. Известные способы получения слитков включают нагрев металла в печи до расплавления, выдержку в расплавленном состоянии для осуществления перемешивания расплава, заливку расплава в форму, кокиль или изложницу 1. Для уменьшения или исключения окисления металла плавку часто проводят в вакууме, либо в защитной атмосфере, чаще всего в среде инертного газа. Однако применение защитной атмосферы не всегда устраняет отмеченные выше дефекты слитка. Затвердевание металла в форме (кокиле, изложнице) происходит от стенок к центру отливки, и кроме усадочной раковины в теле отливки присутствуют дефекты. Поэтому прогрессивные литейные технологии предусматривают регламентирование режима охлаждения. Однонаправленный отвод тепла от отливки обеспечивает оттеснение газовых пузырей, раковин, несплошностей в прибыльную часть отливки, которая после затвердевания и охлаждения отрезается. Практика показывает, что для отливок, применяемых при изготовлении ответственных изделий с особыми 6638 1 требованиями по плотности и чистоте металла, качество слитков даже после использования в отдельности вакуумного литья, защитной атмосферы, регламентированного режима охлаждения оказывается неудовлетворительным 2. Это делает необходимым привлечение при изготовлении отливок специальных приемов. Наиболее близким по технической сущности к заявляемому техническому решению является способ получения слитков 3, включающий плавку в атмосфере инертного газа, разливку металла при определенном давлении инертного газа в заливочной камере и одновременной подаче газа под давлением через дно изложницы в металл (барботаже расплава). Указанный способ имеет следующие недостатки сложность в реализации в связи с необходимостью проведения барботажа металла при строго регламентируемом давлении инертного газа использование в качестве защитной среды достаточно дорогих инертных газов низкий уровень выхода годной продукции (49-59 ). Задачей настоящего изобретения является повышение выхода годного в процессе получения высококачественных слитков. Поставленная задача решается за счет того, что в известном способе получения слитков,включающем вакуумную плавку металла в печи, разливку в изложницу в атмосфере защитного газа и кристаллизацию, в качестве защитного газа используют азот, который после расплавления металла подают в камеру до давления 0,1 МПа, расплав выдерживают в газовой среде 3-5 мин, после чего кокиль удаляют из зоны нагрева со скоростью 4050 см/ч. Предлагаемый способ имеет следующие преимущества по сравнению с известными. В качестве газовой среды используют менее дорогой газ - азот. Способ значительно более прост в осуществлении отсутствует продувка газа через расплав (барботаж). За счет однонаправленного регламентированного охлаждения металла дефекты оттесняются в прибыльную часть слитка, выдержка и заливка металла в кокиль в среде азота существенно снижают количество оксидных пленок, вносимых в расплав в результате турбулентного перемещения металла при литье. Комплекс указанных действий обеспечивает плотность материала 99 , выход годного до 95-98 , что в 1,72 выше, чем при известном способе. Применение скорости вывода изложницы из зоны нагрева выше 50 см/ч не обеспечивает эффект формирования плотной отливки, т.к. примеси, газовые включения, пузыри не успевают оттесниться в прибыльную часть слитка. Использование скорости менее 40 см/ч увеличивает длительность процесса, не приводя к дальнейшей дегазации слитка. Замена в качестве газовой среды азота на инертный газ (аргон, гелий) не повышает качество слитков и приводит к существенному удорожанию продукции. Выдержка расплава в газовой среде длительностью менее 3 мин недостаточна для полного удаления газовых включений, выдержка более 5 мин не приводит к возрастанию плотности слитка. Использование давления азота в камере ниже 0,1 МПа не обеспечивает достаточной насыщенности атмосферы молекулами азота, препятствующего окислению струи расплавленного металла. Превышение заявляемого значения давления газовой атмосферы не приводит к улучшению качества слитка. В качестве примера осуществлено изготовление отливок для получения катодовмишеней из высокочистого алюминия А 995 и его сплавов с кремнием, титаном, медью,используемых для металлизации пластин в электронной промышленности. Шихта расплавляется в плавильном тигле при температуре 730 С в вакууме не ниже 10-2 МПа. После расплавления металла температуру понижают до 690 С, плавильную камеру заполняют азотом до избыточного давления 0,1 МПа. После 3-минутной выдержки в газовой среде расплав переливают в разъемный графитовый кокиль, установленный в индукционный нагреватель и разогретый до 700 С. Графитовый кокиль с расплавом выводят из зоны нагрева со скоростью 45 см/ч. Охлажденный слиток удаляют из графитового кокиля, обрубают прибыльную часть. 2 6638 1 Положительной особенностью является возможность получения отливок различной формы и размеров за счет разъемных графитовых кокилей. Отливка по габаритам и конфигурации максимально приближена к готовому изделию (в нашем случае - к катодаммишеням), что исключает или максимально сокращает механическую обработку. Описанный способ является оптимальным среди всех опробованных, что подтверждается данными, приведенными в таблице. Результаты исследования отливок из высокочистого алюминия и его сплавов Градиент концентрации осАтмосфера в печиот- Способ полученовного легирующего эле- Выход годнопосле расплавлеливки ния отливки мента по высоте отливки,го,ния металла Известный Аргон 49-590,3-0,6 Предлагаемый 1 Вакуум 45-500,2 2 Аргон, гелий 95-980,2 3 Азот 95-980,2 Градиент концентрации элементов определялся путем проведения химического анализа проб, взятых в различных участках по высоте отливки. Выход годного оценивался по плотности отливки, определенной с использованием ультразвукового дефектоскопа УД 12. Как видно из таблицы, предлагаемый способ позволяет в 1,7-2 раза повысить выход годной продукции при получении высококачественных слитков, а также обеспечить более высокую химическую однородность металла по длине отливки. Изобретение может быть применено при изготовлении ответственных отливок, к которым предъявляются повышенные требования по качеству металла, его чистоте, например, катодов-мишеней многофункционального назначения из сплавов различного химсостава, серебряных фильерных плавителей, используемых при производстве химволокна и др. Исключение импортных закупок только по указанным деталям, широко используемым в основном производстве НПО Интеграл, ПРУП Завод Транзистор (катоды), ОАО Могилевхимволокно (фильерные плавители) обеспечит годовую экономию валюты в размере более 20 тыс. долл. США. Источники информации 1. Дж. Мерфи А. Плавка и литье цветных металлов и сплавов. - М. Металлургиздат,1959. - С. 645. 2. Котлярский Ф.М. Формирование отливок из алюминиевых сплавов. - Киев Наукова думка, 1990. - С. 107. 3. А.с. СССР 1585066, МПК В 22 Д 27/00, 1990. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 27/15
Метки: способ, слитков, получения
Код ссылки
<a href="https://by.patents.su/3-6638-sposob-polucheniya-slitkov.html" rel="bookmark" title="База патентов Беларуси">Способ получения слитков</a>
Устройство для электрошлаковой выплавки слитков
Номер патента: 4874
Опубликовано: 30.12.2002
Авторы: Мельников Сергей Федорович, Малашенко Сергей Владимирович, Голозубов Андрей Леонидович
МПК: C22B 9/18
Метки: слитков, выплавки, устройство, электрошлаковой
Текст:
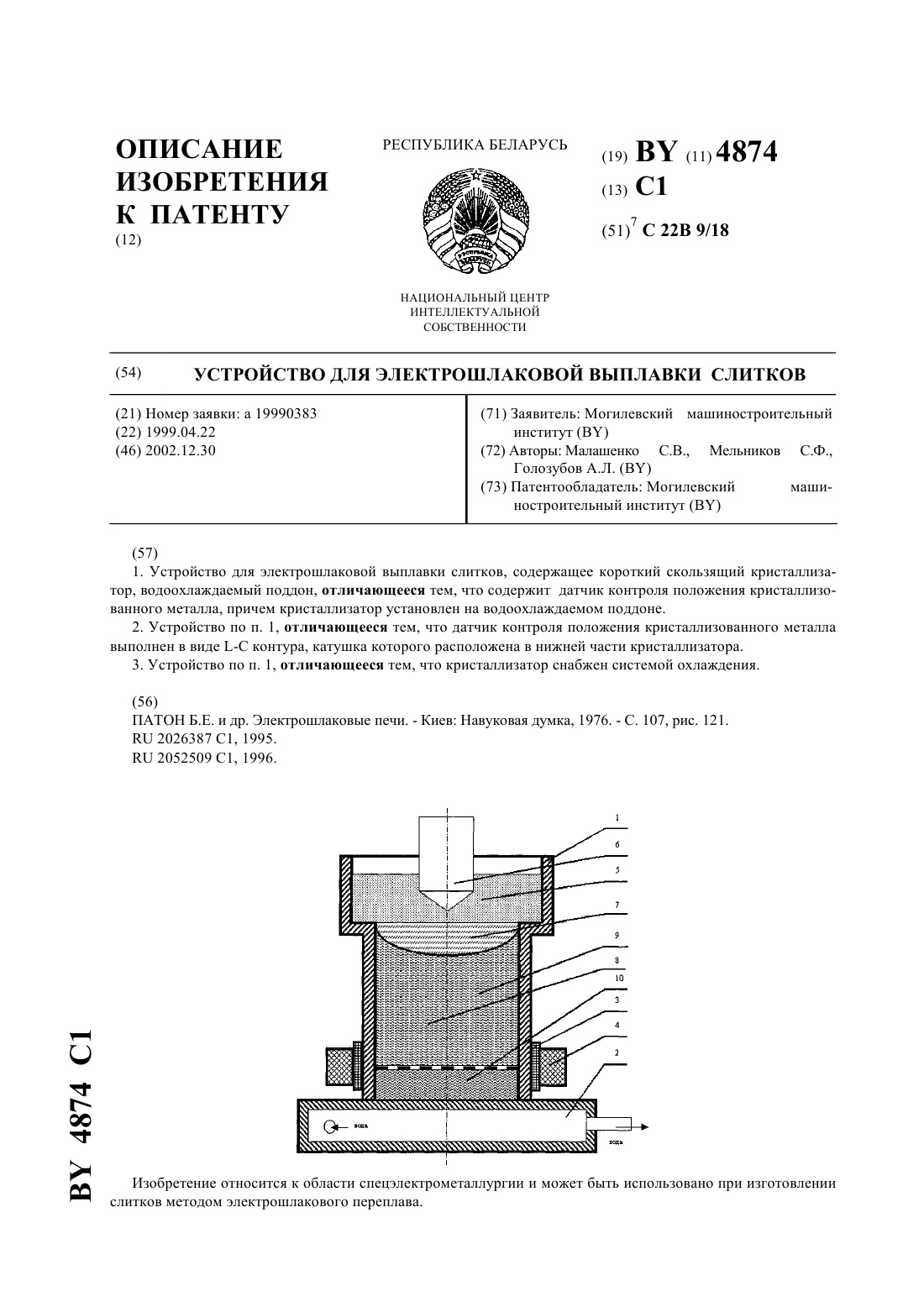
...то есть основание кристаллизатора находится ниже уровня поддона. Задачей изобретения является получение слитков и увеличение выхода годного металла, за счет применения датчика контролирующего уровень закристаллизовавшегося металла, находящегося ниже температуры Кюри. Указанная задача достигается тем, что устройство для электрошлаковой выплавки слитков, содержащее короткий скользящий кристаллизатор, водоохлаждаемый поддон, согласно...
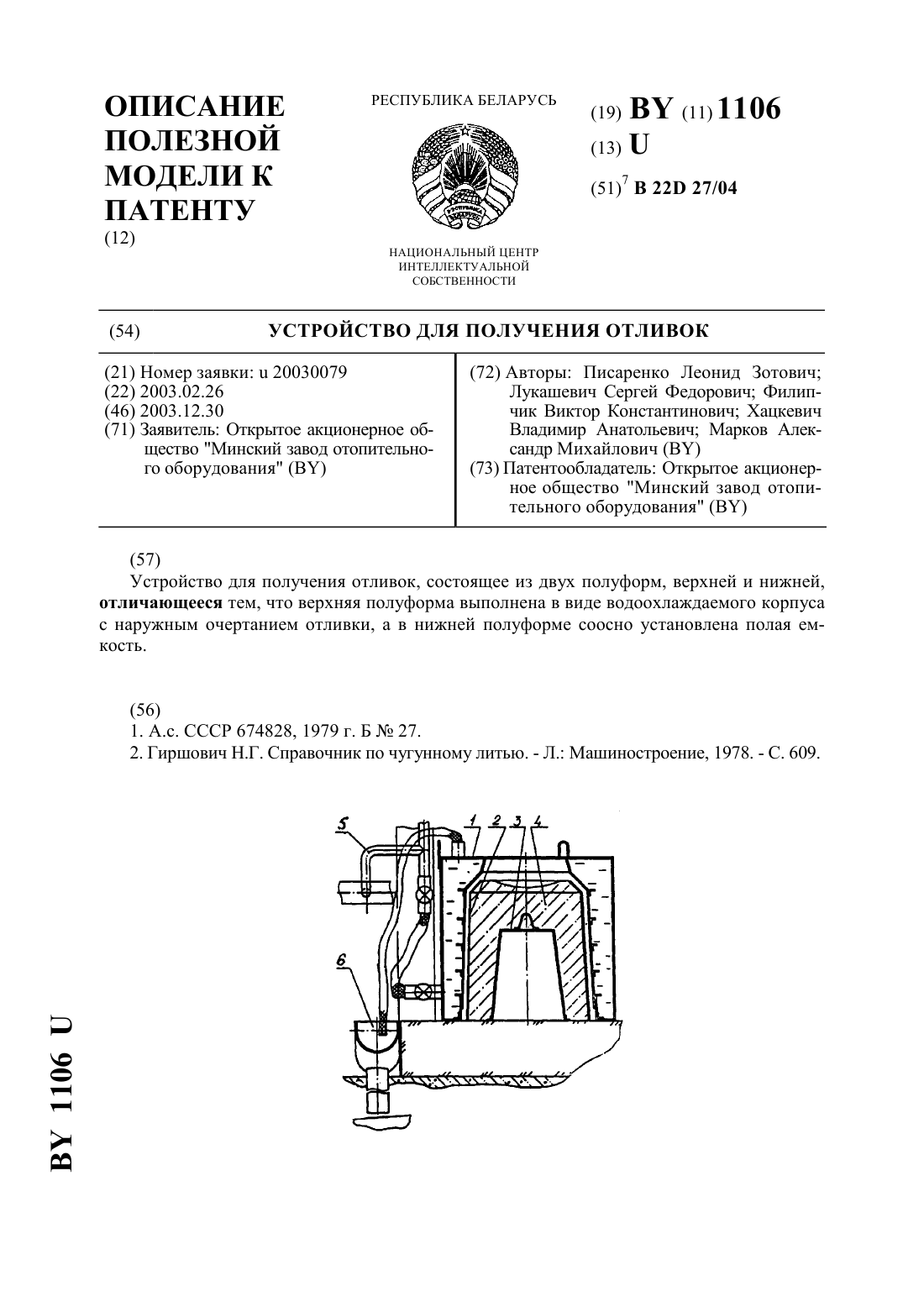
Устройство для получения отливок
Номер патента: U 1106
Опубликовано: 30.12.2003
Авторы: Хацкевич Владимир Анатольевич, Писаренко Леонид Зотович, Лукашевич Сергей Федорович, Марков Александр Михайлович, Филипчик Виктор Константинович
МПК: B22D 27/04
Метки: получения, отливок, устройство
Текст:
...обеспечения повышенной термической стойкости и окалиностойкости отливок, большой расход металла, в том числе и дорогостоящего алюминия, используемого в качестве материала модели и как добавка в жаростойкий чугун. Задачей полезной модели является обеспечение направленности затвердевания для получения повышенной термостойкости и окалиностойкости отливок, экономия металла,в том числе и дорогостоящего, упрощение технологии изготовления форм,...
Способ получения антимикробного материала, тонкозернистый антимикробный материал и способ его получения
Номер патента: 5421
Опубликовано: 30.09.2003
Авторы: Лэрри Рой МОРРИС, Прасад Шрикришна АПТЕ, Кашмир Сингх ДЖИЛЛ, Родерик Джон ПРИХТ, Роберт Эдвард БАРРЕЛЛ, Катрин Лаури МАКИНТОШ, Садхиндра Бхарат САНТ
МПК: C23C 14/14, A61L 31/08, A01N 59/16...
Метки: способ, антимикробный, антимикробного, получения, материала, тонкозернистый, материал
Текст:
...по п. 21, отличающийся тем, что величина отношения температуры его рекристаллизации к температуре его плавления, в градусах Кельвина (Т рек./Т пп.), составляет менее 0,3.23. Материал по п. 21, отличающийся тем, что имеет температуру рекристаллизации менее 140 С.24. Материал по п. 23, отличающийся тем, что имеет размер частиц менее 200 нм.25. Материал по п. 23, отличающийся тем, что имеет размер частиц менее 140 нм.26. Материал по п. 23,...
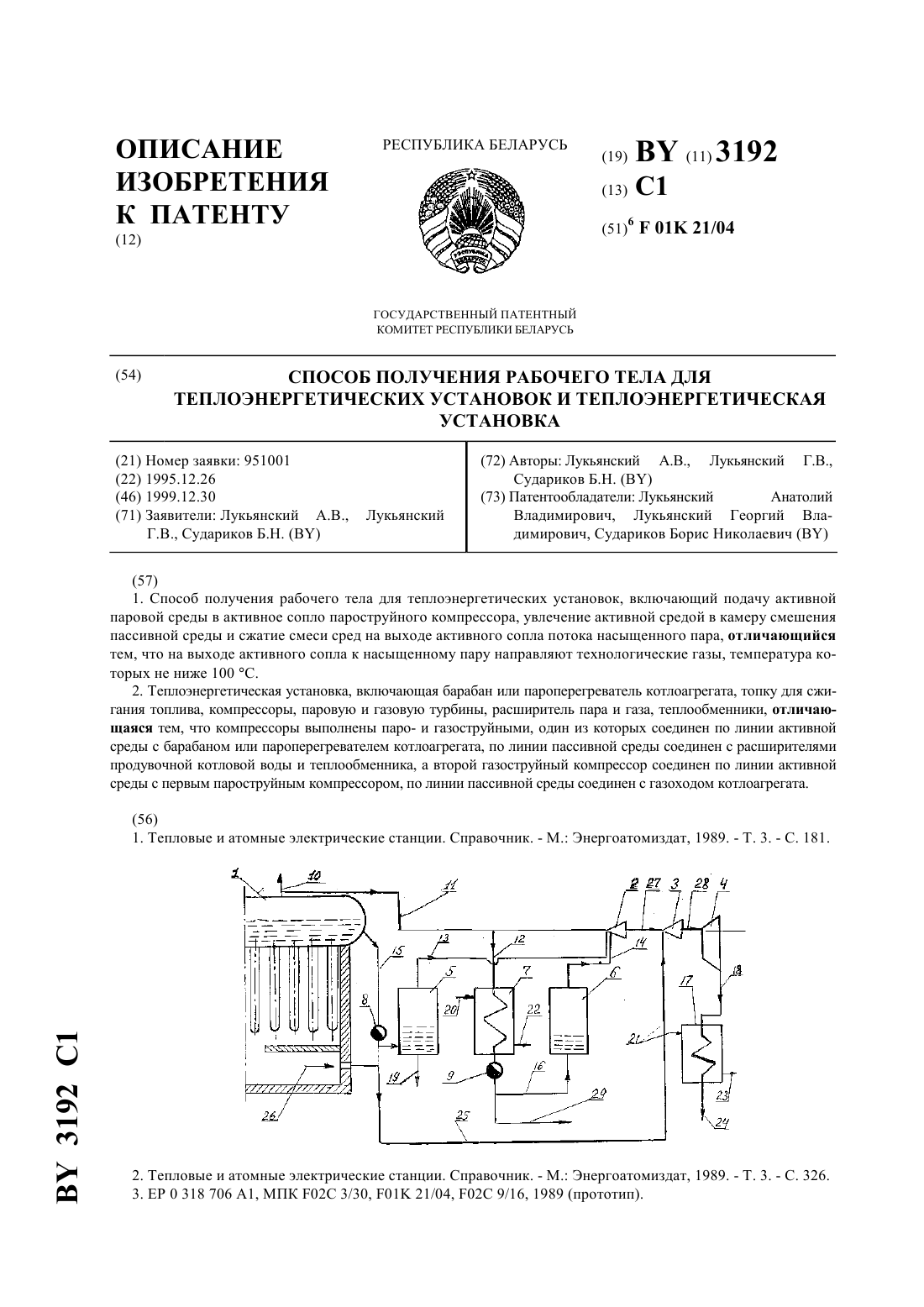
Способ получения рабочего тела для теплоэнергетических установок и теплоэнергетическая установка
Номер патента: 3192
Опубликовано: 30.12.1999
Авторы: Лукьянский Георгий Владимирович, Лукьянский Анатолий Владимирович, Судариков Борис Николаевич
МПК: F01K 21/04
Метки: тела, теплоэнергетическая, рабочего, теплоэнергетических, способ, получения, установок, установка
Текст:
...поступает пароводяная смесь после теплообменника для перемещения пароводосодержащей смеси активной струей водяного пара. Таким образом, в способе, включающем подачу активной паровой среды в активное сопло пароструйного компрессора, увлечение активной средой в камеру смешения пассивной среды и сжатие смеси сред на выходе активного сопла потоком насыщенного пара, новым является то, что к насыщенному пару направляется технологический газ с...
Способ получения композиционного керамического материала
Номер патента: 4163
Опубликовано: 30.12.2001
Авторы: Талако Татьяна Леонидовна, Ильющенко Александр Федорович, Витязь Петр Александрович, Соболевский Сергей Борисович, Беляев Андрей Васильевич
МПК: C04B 35/65, C04B 35/01
Метки: способ, композиционного, получения, материала, керамического
Текст:
...4 ч. Смешивание порошков титана, хрома, твердой смазки в течение 4 ч, механоактивация в аттриторе,при соотношении шаров и шихты 301 в течение 2 ч, размещение шихты на пористом несгораемом основании с пористостью 40 и размером пор 80 мкм, при толщине слоя 15 мм, содержание кислорода - 8 мас. , давление - 0,05 МПа, измельчение спека до частиц порошка размером меньше 100 мкм, термохимическая обработка в воздушной среде при температуре 600...
Предыдущий патент: Устройство для изготовления биополотна
Следующий патент: Устройство питания люминесцентной лампы
Случайный патент: Паста для доводки шариков и способ доводки шариков