Состав для подготовки металлической поверхности под лазерную резку
Номер патента: 17688
Опубликовано: 30.10.2013
Авторы: Шаповалов Владимир Викторович, Мойса Анатолий Степанович, Качанов Игорь Владимирович, Филипчик Яков Вячеславович, Филипчик Алексей Вячеславович, Яглов Валерий Николаевич
Текст
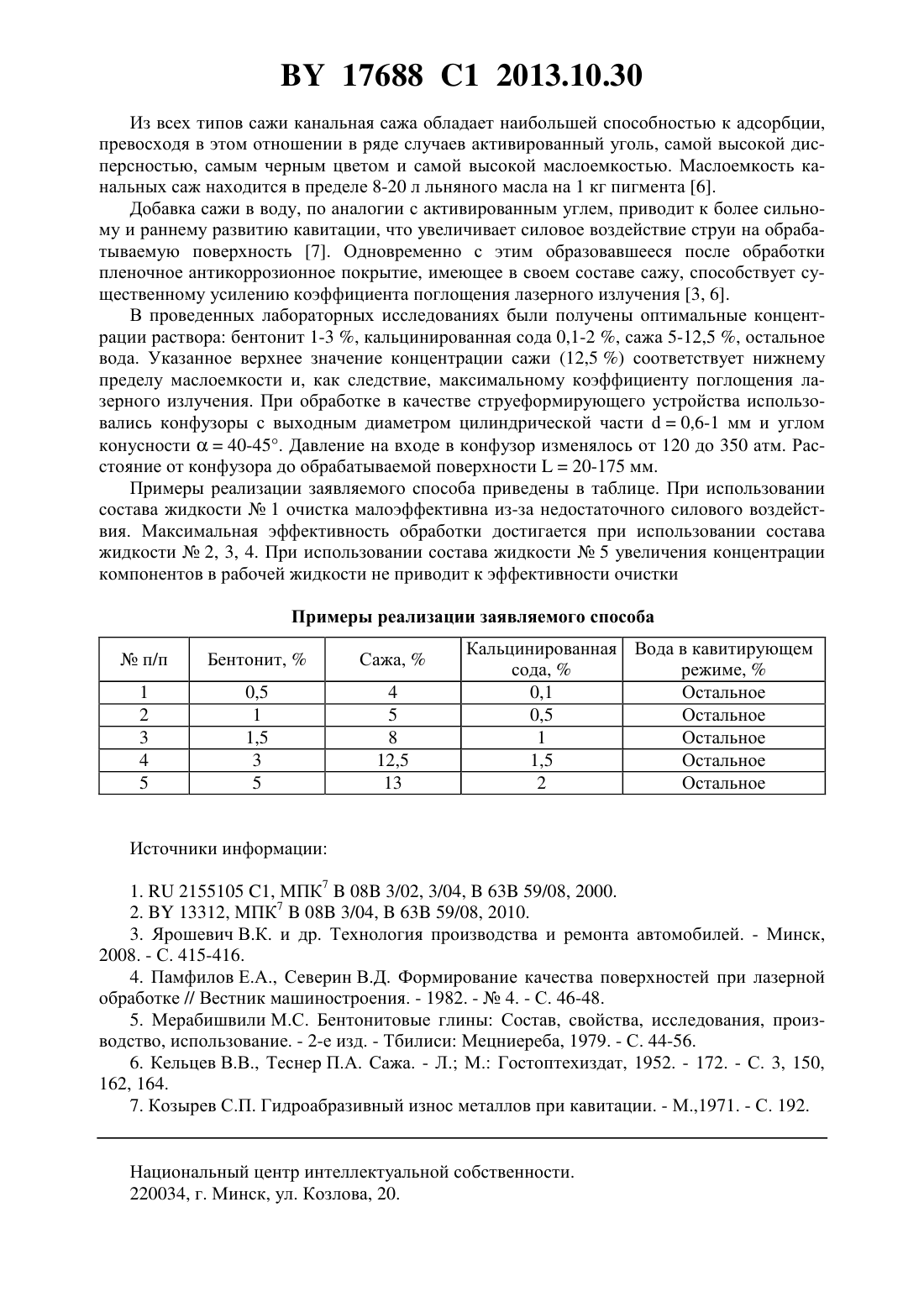
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СОСТАВ ДЛЯ ПОДГОТОВКИ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ПОД ЛАЗЕРНУЮ РЕЗКУ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Качанов Игорь Владимирович Филипчик Алексей Вячеславович Мойса Анатолий Степанович Яглов Валерий Николаевич Филипчик Яков Вячеславович Шаповалов Владимир Викторович(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Состав для подготовки металлической поверхности под лазерную резку, содержащий бентонит, кальцинированную соду, сажу и воду при следующем соотношении компонентов, мас.бентонит 1-3 кальцинированная сода 0,1-2,0 сажа 5,0-12,5 вода остальное. Изобретение относится к гидродинамической очистке и подготовке поверхностного слоя металла под лазерную резку, может быть использовано при лазерной, плазменной,газовой резке на машиностроительных, судостроительных и других предприятиях РБ. Известно, что при очистке металлической поверхности используют химическую модификацию активно кавитирующих парогазовых полостей и химически активных газов,которые по своим термодинамическим свойствам имеют возможность вступать в реакцию между собой и/или с жидкостью кавитирующей струи. В качестве жидкости используют воду. В качестве химически активных газов используют аммиак и хлористый водород и в парогазовые полости дополнительно подают углекислый газ 1. Недостатками вышесказанного являются высокая трудоемкость, вредные для здоровья условия осуществления, связанные с необходимостью растворения в воде токсичных, химически активных газов аммиака и хлористого водорода, непроизводительные потери мощности в потоке жидкости, вызванные значительным гидродинамическим трением. Наиболее близким по технической сущности является состав рабочей жидкости, в которую входят бентонит, полиакриламид, кальцинированная сода и вода 2, используемый 17688 1 2013.10.30 для очистки твердых поверхностей. При этом осуществляют физико-химическую модификацию свойств жидкости путем добавления в нее взвешенных частиц и/или хорошо растворимых в ней высокомолекулярных полимеров. В качестве вещества-модификатора используют высокомолекулярный линейный полимер полиакриламид. В качестве жидкости используют воду. Недостатками являются недостаточно высокая эффективность и качество очистки. Эффективность очистки снижается при использовании полимера полиакриламида, который легко подвергается деструкции в сопле-кавитаторе. Задачей заявляемого состава является повышение эффективности очистки и получение заданной шероховатости обрабатываемой поверхности. Поставленная задача решается тем, что состав для подготовки металлической поверхности под лазерную резку, включающий бентонит, кальцинированную соду и воду, отличающийся тем, что дополнительно используют сажу в следующем соотношении компонентов,мас.бентонит 1-3 кальцинированная сода 0,1-2,0 сажа 5,0-12,5 вода остальное. При использовании данного состава для очистки обрабатываемой поверхности происходит снижение шероховатости до оптимального значения 0,2 мкм, образование пленочного антикоррозийного покрытия, которое способствует получению величины коэффициента поглощения лазерного излучения не менее 0,8. Эффективность лазерной обработки определяется коэффициентом поглощения лазерного излучения поверхностью деталей. Поглощающая способность обрабатываемой поверхности зависит от длины волны излучения, свойств и состояния поверхностей заготовок, условий лазерного нагрева и составляет 20-30 . Одним из путей повышения коэффициента поглощения излучения является нанесение на поверхности заготовок поглощающих покрытий. Значение этого коэффициента должно составлять 0,8-0,9 и при воздействии излучения не оказывать влияния на структуру и свойства материала заготовки. Наиболее часто применяют оксидирование и нанесение покрытий из вольфрама, оксида меди или в виде красок. В авторемонтном производстве используют покрытия из сажи 3. Очистку обрабатываемых поверхностей осуществляют рабочей жидкостью, которая получается в результате использования нескольких компонентов. Добавление в воду бентонита усиливает силовое воздействие и за счет придания упруго-пластичных свойств рабочей жидкости снижает шероховатость обработанного изделия до 0,2-0,4 мкм 2. Существующая в водной среде между частицами бентонита связь усиливается по мере удаления воды и значительного их сближения. При полном удалении воды (искусственное высушивание) наступает довольно прочная связь, которая обеспечивает сильное сцепление или склеивание частиц бентонита как между собой, так и с частицами тех материалов, с которыми они соприкасаются. При этом частицы бентонита благодаря их чешуйчатому строению ориентируются по плоскостям, образуя достаточно прочную связь. Это позволяет получить из тонкодисперсной фракции бентонита пленочные материалы, обладающие определенной эластичностью 4. Использование кальцинированной соды способствует повышению однородности, агрегативной и кинетической устойчивости рабочей жидкости, т.е. частицы бентонита не слипаются в крупные агрегаты, вследствие чего остаются во взвешенном состоянии в течение длительного времени 5. Сажа представляет собой углерод в чрезвычайно дисперсной форме. Из всех известных в промышленности порошков сажа является самым дисперсным. Средний диаметр частиц сажи, применяемый в промышленности, составляет 0,00003-0,00004 мм. Наиболее известным является применение сажи в качестве красящего пигмента. Все черные неорганические краски, лаки и эмали изготавливаются из различных сортов сажи 6. 2 17688 1 2013.10.30 Из всех типов сажи канальная сажа обладает наибольшей способностью к адсорбции,превосходя в этом отношении в ряде случаев активированный уголь, самой высокой дисперсностью, самым черным цветом и самой высокой маслоемкостью. Маслоемкость канальных саж находится в пределе 8-20 л льняного масла на 1 кг пигмента 6. Добавка сажи в воду, по аналогии с активированным углем, приводит к более сильному и раннему развитию кавитации, что увеличивает силовое воздействие струи на обрабатываемую поверхность 7. Одновременно с этим образовавшееся после обработки пленочное антикоррозионное покрытие, имеющее в своем составе сажу, способствует существенному усилению коэффициента поглощения лазерного излучения 3, 6. В проведенных лабораторных исследованиях были получены оптимальные концентрации раствора бентонит 1-3 , кальцинированная сода 0,1-2 , сажа 5-12,5 , остальное вода. Указанное верхнее значение концентрации сажи (12,5 ) соответствует нижнему пределу маслоемкости и, как следствие, максимальному коэффициенту поглощения лазерного излучения. При обработке в качестве струеформирующего устройства использовались конфузоры с выходным диаметром цилиндрической части 0,6-1 мм и углом конусности 40-45. Давление на входе в конфузор изменялось от 120 до 350 атм. Расстояние от конфузора до обрабатываемой поверхности 20-175 мм. Примеры реализации заявляемого способа приведены в таблице. При использовании состава жидкости 1 очистка малоэффективна из-за недостаточного силового воздействия. Максимальная эффективность обработки достигается при использовании состава жидкости 2, 3, 4. При использовании состава жидкости 5 увеличения концентрации компонентов в рабочей жидкости не приводит к эффективности очистки Примеры реализации заявляемого способап/п Источники информации 1.2155105 1, МПК 708 3/02, 3/04,63 59/08, 2000. 2.13312, МПК 708 3/04,63 59/08, 2010. 3. Ярошевич В.К. и др. Технология производства и ремонта автомобилей. - Минск,2008. - С. 415-416. 4. Памфилов Е.А., Северин В.Д. Формирование качества поверхностей при лазерной обработке // Вестник машиностроения. - 1982. -4. - С. 46-48. 5. Мерабишвили М.С. Бентонитовые глины Состав, свойства, исследования, производство, использование. - 2-е изд. - Тбилиси Мецниереба, 1979. - С. 44-56. 6. Кельцев В.В., Теснер П.А. Сажа. - Л. М. Гостоптехиздат, 1952. - 172. - С. 3, 150,162, 164. 7. Козырев С.П. Гидроабразивный износ металлов при кавитации. - М.,1971. - С. 192. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B08B 3/04
Метки: поверхности, состав, лазерную, резку, подготовки, металлической
Код ссылки
<a href="https://by.patents.su/3-17688-sostav-dlya-podgotovki-metallicheskojj-poverhnosti-pod-lazernuyu-rezku.html" rel="bookmark" title="База патентов Беларуси">Состав для подготовки металлической поверхности под лазерную резку</a>
Состав для защитного покрытия участков металлической поверхности, не подлежащих электрохимической обработке
Номер патента: 16236
Опубликовано: 30.08.2012
Авторы: Комаров Александр Иванович, Витязь Петр Александрович, Комарова Валентина Иосифовна
МПК: C09D 183/04
Метки: защитного, поверхности, состав, покрытия, электрохимической, обработке, участков, металлической, подлежащих
Текст:
...слоем на защищаемые поверхности и удаления с них после завершения технологического процесса. Для решения поставленной задачи предложен состав для защитного покрытия участков металлической поверхности, не подлежащих электрохимической обработке, содержащий силиконовый герметик, включающий силиконовый полимер, ацетоксисилан,двуокись кремния и двуокись титана, причем, согласно изобретению, в его состав дополнительно введен наполнитель в...
Способ очистки металлической поверхности от солевых отложений
Номер патента: 6247
Опубликовано: 30.06.2004
Авторы: Пашин Александр Дмитриевич, Каравосов Виктор Тимофеевич, Каравосов Александр Викторович
МПК: C23G 5/00, C23G 1/20, C23G 1/24...
Метки: поверхности, металлической, очистки, солевых, отложений, способ
Текст:
...заключается в снижении коррозийности растворителя солевых отложений и повышении степени очистки свинцовой поверхности. Поставленная задача достигается тем, что в способе очистки свинцовой поверхности от солевых отложений, включающем двухстадийную обработку 35-43 раствором едкого натра и растворителем солевых отложений, в качестве растворителя солевых отложений используют насыщенный раствор нитрата аммония. Использование щелочи...
Способ электроэрозионной обработки металлической поверхности несъемного зубного протеза
Номер патента: 10338
Опубликовано: 28.02.2008
Авторы: Спиридонов Лев Георгиевич, Борунов Александр Семенович, Наумович Семен Антонович
МПК: A61C 13/00
Метки: протеза, электроэрозионной, зубного, способ, обработки, поверхности, металлической, несъемного
Текст:
...с разной величиной силы сцепления на границе металлкомпозит. 3. При точечном способе обработки кончик электрода подгорает, что не дает возможность получить одинаковую конфигурацию кратера. Задача, на решение которой направлено предлагаемое изобретение, состоит в повышении адгезивности металлической поверхности несъемных зубных протезов (металлопластмассовых, адгезивных), упрощении технологии электроэрозионной обработки. Поставленная...
Способ электролитно-плазменной обработки металлической поверхности перед нанесением покрытий
Номер патента: 12957
Опубликовано: 28.02.2010
Авторы: Куликов Иван Семенович, Ермаков Владимир Леонидович, Климова Людмила Александровна, Каменев Анатолий Яковлевич
МПК: C25F 1/00
Метки: нанесением, поверхности, электролитно-плазменной, способ, металлической, покрытий, обработки
Текст:
...обеспечивает такую чистоту поверхности, какая необходима для нанесения, например, вакуумных покрытий. Наиболее близким по технической сущности и экологической безопасности является способ очистки поверхности металлического изделия в электролите, который включает непрерывную подачу щелочного электролита в межэлектродное пространство на очищаемую поверхность, ее поляризацию путем создания разности потенциалов между изделием и электродом,...
Способ формирования покрытия в виде оксидной пленки на металлической поверхности
Номер патента: 17481
Опубликовано: 30.08.2013
Авторы: Лапко Тамара Михайловна, Жданок Виталий Александрович, Гринчик Николай Николаевич
МПК: C23C 22/10
Метки: покрытия, виде, металлической, способ, поверхности, формирования, оксидной, пленки
Текст:
...компонентов может дополнительно содержать карбонат или бикарбонат аммония или гидроксид аммония в количестве, обеспечивающем сохранение уровня кислотности раствора. Способ фосфатирования металлической поверхности осуществляют кислотным водным раствором фосфата. Известен способ получения марганцевого фосфатирующего концентрата 3, заключающийся в получении марганцевого фосфатирующего концентрата, включающем растворение металлического...
Предыдущий патент: Способ определения времени наработки на отказ подзатворного диэлектрика МДП-микросхемы
Следующий патент: Раствор для химического нанесения покрытия никель-фосфор
Случайный патент: Способ селективной выемки пласта полезного ископаемого с двумя породными прослоями