Способ шлифования газотермического защитного покрытия
Текст
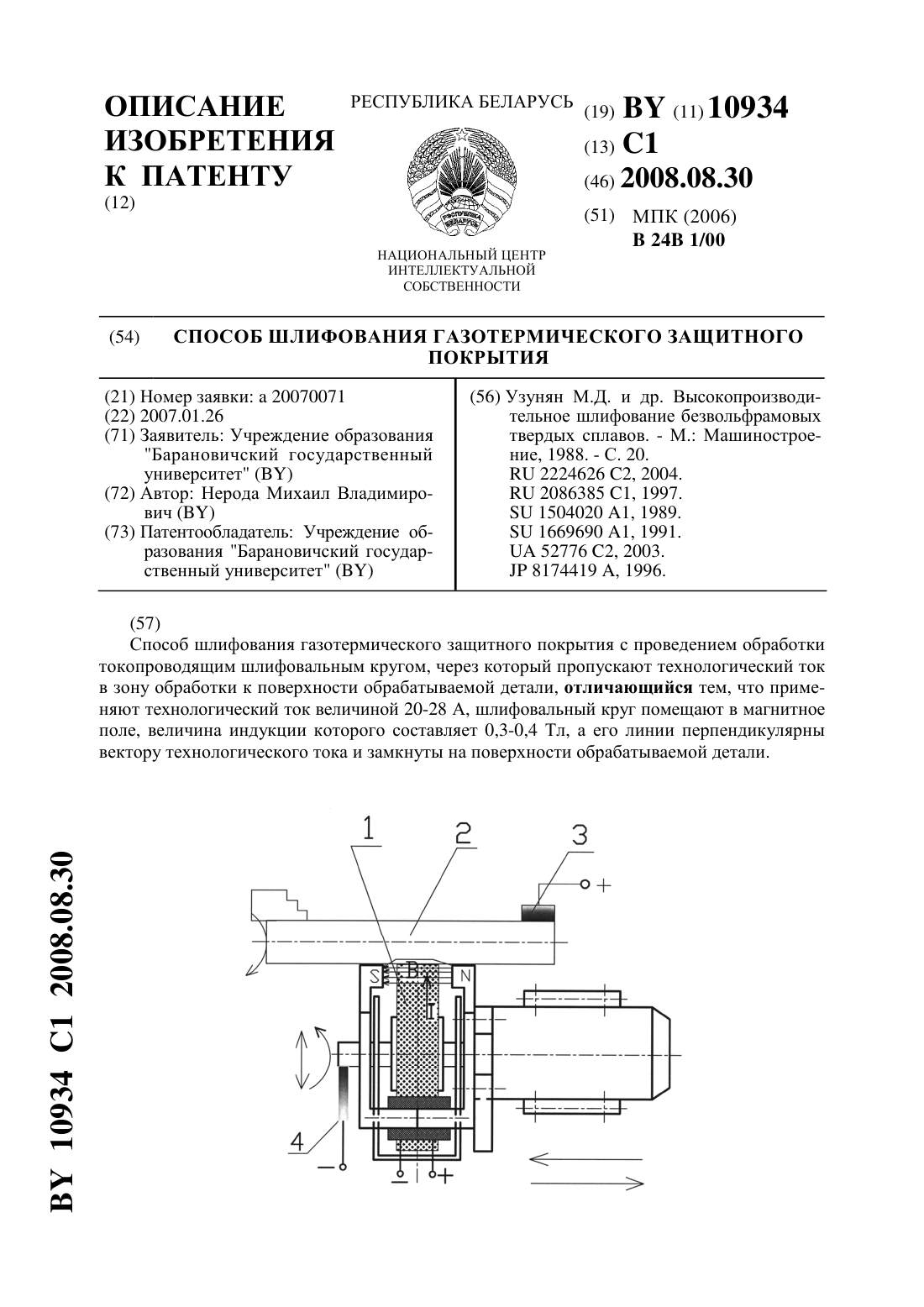
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ШЛИФОВАНИЯ ГАЗОТЕРМИЧЕСКОГО ЗАЩИТНОГО ПОКРЫТИЯ(71) Заявитель Учреждение образования Барановичский государственный университет(72) Автор Нерода Михаил Владимирович(73) Патентообладатель Учреждение образования Барановичский государственный университет(56) Узунян М.Д. и др. Высокопроизводительное шлифование безвольфрамовых твердых сплавов. - М. Машиностроение, 1988. - С. 20.2224626 2, 2004.2086385 1, 1997.1504020 1, 1989.1669690 1, 1991.52776 2, 2003.8174419 , 1996.(57) Способ шлифования газотермического защитного покрытия с проведением обработки токопроводящим шлифовальным кругом, через который пропускают технологический ток в зону обработки к поверхности обрабатываемой детали, отличающийся тем, что применяют технологический ток величиной 20-28 А, шлифовальный круг помещают в магнитное поле, величина индукции которого составляет 0,3-0,4 Тл, а его линии перпендикулярны вектору технологического тока и замкнуты на поверхности обрабатываемой детали. 10934 1 2008.08.30 Изобретение относится к металлообработке и может быть использовано для обработки труднообрабатываемых поверхностей, в частности для обработки газотермического защитного покрытия. Из уровня техники известно, что газотермические защитные покрытия отличаются высокой прочностью, твердостью и малой вязкостью и поэтому существуют трудности при их обработке. Известен способ абразивной обработки газотермических защитных покрытий с использованием шлифовальных кругов из электрокорунда титанового, электрокорунда белого на керамической связке или кругами из карбида кремния зеленого 1. Недостатком такого способа является низкая производительность и надежность процесса обработки, так как шлифовальные круги быстро засаливаются, подлежат правке, а покрытие имеет плохое качество. Кроме того, известен способ шлифования газотермических защитных покрытий с использованием алмазных шлифовальных кругов 2, при котором создаются более благоприятные условия обработки, по сравнению с абразивной, но из-за интенсивного износа алмазных зерен такой способ шлифования требует значительных экономических вложений. Известен способ шлифования газотермических защитных покрытий с проведением обработки алмазным токопроводящим шлифовальным кругом 3. Данный аналог наиболее близкий, т.е. прототип. Недостатком данного способа является сложность процесса,большая стоимость оборудования процесса электроалмазного шлифования, что не оправдывается в условиях мелкосерийного и единичного производства. Задача, на которую направлено данное изобретение, - повышение надежности, уменьшение затрат на шлифование и повышение качества обработанных поверхностей, упрочненных газотермическими покрытиями. Данная задача решается тем, что обработку проводят токопроводящим шлифовальным кругом, через который пропускают технологический ток в зону обработки к поверхности обрабатываемой детали. Отличие состоит в том, что применяют технологический ток величиной 2028 А, шлифовальный круг помещают в магнитное поле, величина индукции которого составляет 0,30,4 Тл, а его линии перпендикулярны вектору технологического тока и замкнуты на поверхности обрабатываемой детали. Кроме того, предложенный способ позволяет повысить производительность обработки газотермического защитного покрытия за счет концентрации электрической и магнитной энергии в зоне обработки, применять дешевые абразивные круги и обеспечить их надежную длительную работу. Данное изобретение поясняется чертежами, где на фигуре представлена схема способа шлифования газотермических защитных покрытий. Способ шлифования газотермического защитного покрытия с проведением обработки токопроводящим шлифовальным кругом 1, через который пропускают технологический ток, в зону обработки к поверхности обрабатываемой детали 2, подводится через контакты 3, 4. При этом шлифовальный круг помещен в магнитном поле, величина индукции которого составляет 0,30,4 Тл, а его линии В перпендикулярны векторутехнологического тока и замыкаются на поверхности обрабатываемой детали 2. Технологический ток величиной 2028 А, проходя через шлифовальный круг 1 и обрабатываемую деталь 2 с газотермическим защитным покрытием, благодаря микронеровностям в точке контакта будет разогревать место контакта до температуры, близкой к температуре плавления. При этом металл газотермического защитного покрытия этой зоны контакта, находящийся частично в жидкой и в пластичной фазе, будет вырван и выброшен из зоны контакта за счет механического движения шлифовального круга и энергии магнитного поля. В момент удаления металла газотермического защитного покрытия из зоны контакта произойдет разрыв электрической цепи шлифовальный круг 1 - обрабатываемая деталь 2, нарушая процесс обработки. В следующий момент, вращаясь, шлифо 2 10934 1 2008.08.30 вальный круг войдет в соприкосновение с новой точкой на поверхности газотермического защитного покрытия обрабатываемой детали 2 и процесс повторится. Экспериментальным путем получено, что наилучшие режимы обработки получаются при величине технологического тока 2028 А и индукции магнитного поля 0,30,4 Тл. Предложенный способ шлифования позволяет использовать при обработке абразивный токопроводящий круг ПП 250 Х 25 Х 32-5 С 25 СТ 6 КАЛ на алюминиевой токопроводящей связке, который является дешевым и обеспечивает надежность в работе, при которой не требуется его правка. Предложенный способ позволяет получать качественную обработку поверхности за счет оплавления гребешков микронеровностей газотермического защитного покрытия обрабатываемой детали 2. Перпендикулярность векторов технологического тока и магнитной индукции обеспечивают интенсивное удаление продуктов шлифования из зоны резания и увеличивают съем металла. Источники информации 1. Юшков В.В. Опыт внедрения абразивной и алмазной обработки при восстановлении деталей машин. - М. Машиностроение, 1989. - С. 19. 2. Ящерицин П.И., Забавский М.Т., Кожуро Л.М., Акулович Л.М. Алмазноабразивная обработка и упрочнение изделий в магнитном поле. - Мн. Наука 1988. - С. 29. 3. Узунян М.Д., Краснощек Ю.С. Высокопроизводительное шлифование безвольфрамовых твердых сплавов. - М. Машиностроение, 1988. - С. 20 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B24B 1/00
Метки: способ, шлифования, защитного, газотермического, покрытия
Код ссылки
<a href="https://by.patents.su/3-10934-sposob-shlifovaniya-gazotermicheskogo-zashhitnogo-pokrytiya.html" rel="bookmark" title="База патентов Беларуси">Способ шлифования газотермического защитного покрытия</a>
Способ защитного покрытия откоса
Номер патента: 1552
Опубликовано: 16.12.1996
Автор: Яромко Вячеслав Николаевич
МПК: E02D 17/20
Метки: защитного, способ, покрытия, откоса
Текст:
...посев трав на подготовленную грунтовую поверхность откоса, после чего укладывают покрытие из волокнистого материала, обрабатывают его водным раствором органических или минеральных удобрений, а после всхода семян на поверхность откоса наносят слой содержащего семена растительного грунта толтшщой меньше высоты образовавшегося травяного покрова.Существенные отличия предлагаемого способа состоят в следующем. Посев семян подпрослойку из...
Устройство для газотермического напыления покрытия на внутреннюю цилиндрическую поверхность
Номер патента: 8259
Опубликовано: 30.08.2006
Авторы: Яркович Александр Михайлович, Хроленок Валерий Васильевич
МПК: B05B 7/16
Метки: напыления, газотермического, внутреннюю, покрытия, цилиндрическую, устройство, поверхность
Текст:
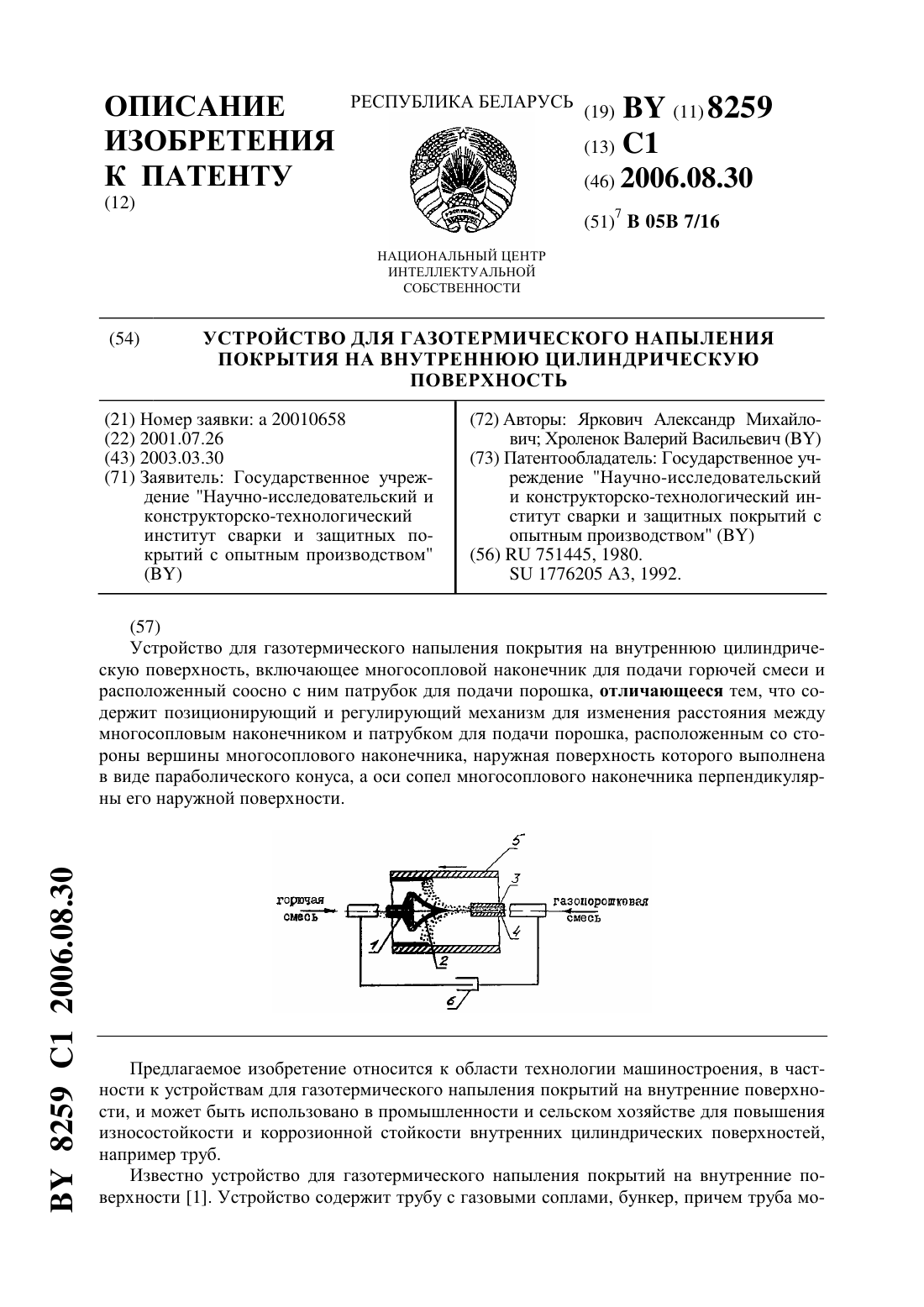
...газотермического напыления и наносить покрытия на внутренние поверхности диаметром 30-35 мм и более. На фигуре представлена схема устройства. Устройство для газотермического напыления покрытий на внутренние цилиндрические поверхности включает многосопловый наконечник 1, наружная поверхность которого выполнена в виде параболического конуса и имеет сопла 2, оси которых перпендикулярны к этой поверхности патрубок 3 для подачи...
Способ бесцентрового шлифования бочкообразных роликов со сферическим торцом
Номер патента: 2176
Опубликовано: 30.06.1998
Автор: Веремейчик Иван Васильевич
Метки: бесцентрового, способ, шлифования, бочкообразных, роликов, торцом, сферическим
Текст:
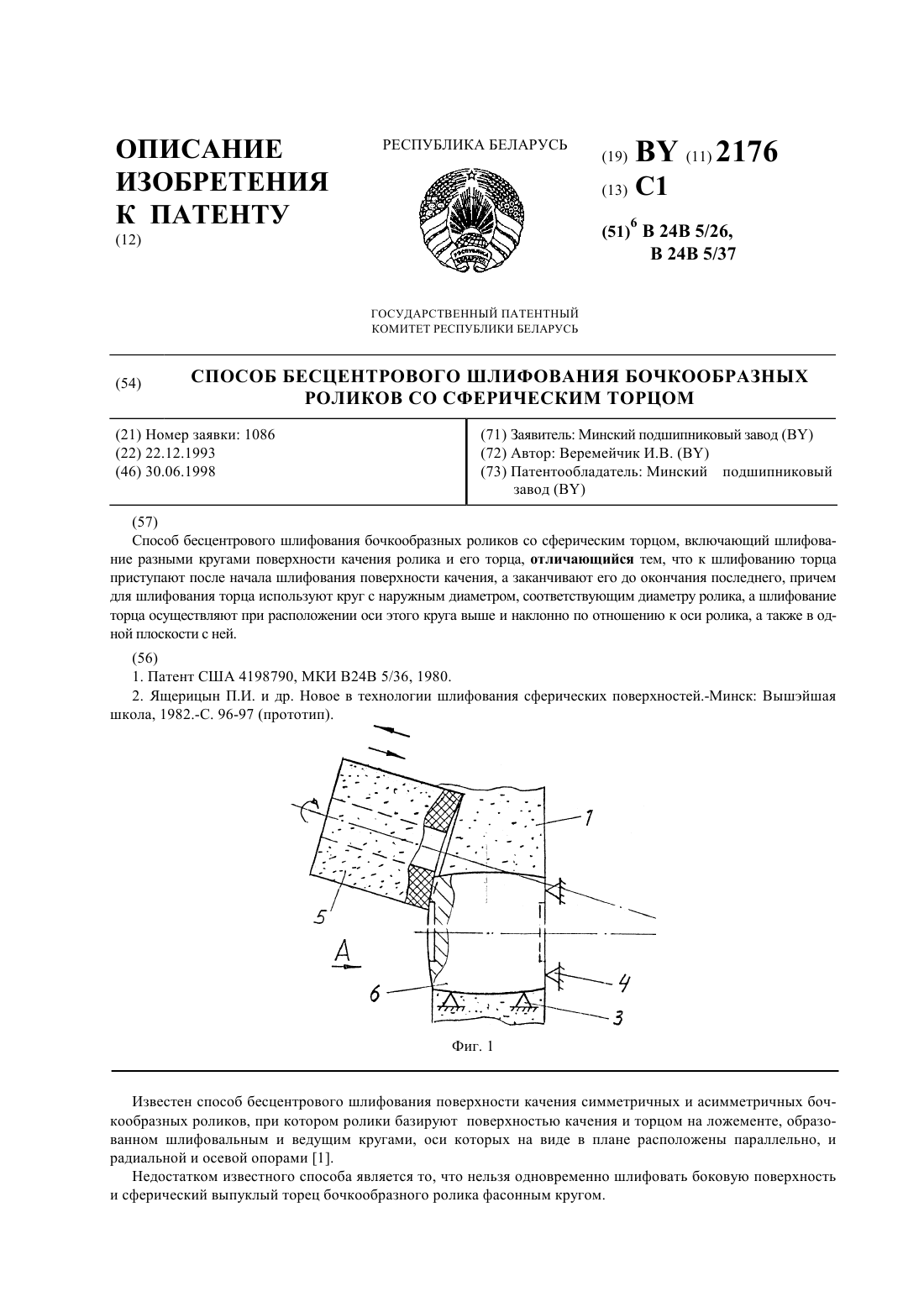
...начала шлифования поверхности качения, а заканчивают его до окончания последнего, причем для шлифования торца используют круг с наружным диаметром, соответствующим диаметру ролика, а шлифование торца осуществляют при расположении оси этого круга выше и наклонно по отношению к оси ролика, а также в одной плоскости с ней. Сущность изобретения поясняется чертежами, где на фиг. 1 показано положение шлифовального инструмента и заготовки в...
Способ формирования защитного покрытия
Номер патента: 6436
Опубликовано: 30.09.2004
Авторы: Глыбин Василий Порфирьевич, Нагибаров Андрей Виленович, Дешковская Алла Арсеньевна
МПК: C23C 26/00
Метки: покрытия, формирования, способ, защитного
Текст:
...1015-1018 см-2. При этом сильно возрастает адгезионная прочность покрытия. Улучшение прочностных свойств происходит за счет образования новых фаз на границе слой-подложка. Выбор значения энергии ионного пучка определяется двумя условиями, обеспечивающими интенсивное атомное перемешивание в приконтактном слое (покрытие-подложка) и эффективное фазообразование (ионный синтез) в этом слое, а именно а) соотношением, где- толщина покрытия,и-...
Способ формирования защитного покрытия
Номер патента: 5135
Опубликовано: 30.06.2003
Авторы: Нагибаров Андрей Виленович, Дешковская Алла Арсеньевна, Глыбин Василий Порфирьевич
МПК: C23C 26/00
Метки: формирования, покрытия, способ, защитного
Текст:
...сорта в данном покрытии ( исоответственно). Условием, обеспечивающим наиболее эффективное атомное перемешивание и формирование ионносинтезированного слоя на границе стекло-покрытие, является и , где- концентрация внедренных ионов,- концентрация выделенной в упругих соударениях энергии,является наиболее благоприятной для протекания фазовых превращений в процессе твердофазных реакций . , -, ..., 166-167 (2000), .511-516. Пример 2....
Предыдущий патент: Серый фрикционный чугун
Следующий патент: Формирователь коротких оптических импульсов
Случайный патент: Гараж для автомобилей