Аморфные субмикронные частицы
Номер патента: 16737
Опубликовано: 28.02.2013
Авторы: МИССЕЛИХ, Дорис, БРИНКМАНН, Ульрих, ПАНЦ, Кристиан, МАЙЕР, Карл, ГЕТЦ, Кристиан
Текст
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Эвоник Дегусса ГмбХ(73) Патентообладатель Эвоник Дегусса ГмбХ(57) 1. Твердое аморфное порошкообразное вещество с определенными методом трансмиссионной электронной микроскопии средними размерами частиц 501,5 мкм, 901,8 мкм и 992 мкм. 2. Твердое аморфное порошкообразное вещество по п. 1, отличающееся тем, что представляет собой гель или частицы, содержащие агрегаты и/или агломераты, предпочтительно представляет собой аморфное твердое вещество, содержащее по меньшей мере один металл и/или один оксид металла или состоящее из них, особенно предпочтительно представляет собой аморфные оксиды металлов 3-й и 4-й главных групп периодической системы элементов. 3. Твердое аморфное порошкообразное вещество по п. 2, отличающееся тем, что представляет собой силикагель, который дополнительно имеет пористость от 0,2 до 0,7 мл/г. 16737 1 2013.02.28 4. Твердое аморфное порошкообразное вещество по п. 2, отличающееся тем, что представляет собой силикагель, который дополнительно имеет пористость от 0,8 до 1,5 мл/г. 5. Твердое аморфное порошкообразное вещество по п. 2, отличающееся тем, что представляет собой силикагель, который дополнительно имеет пористость от 1,5 до 2,1 мл/г. 6. Твердое аморфное порошкообразное вещество по п. 1, отличающееся тем, что представляет собой частицы, содержащие агрегаты и/или агломераты, предпочтительно представляет собой аморфное твердое вещество, содержащее по меньшей мере один металл и/или один оксид металла или состоящее из них, особенно предпочтительно представляет собой аморфные оксиды металлов 3-й и 4-й главных групп периодической системы элементов. 7. Способ получения твердого аморфного порошкообразного вещества по любому из пп. 1-6 путем измельчения твердых аморфных тел с помощью размольной системы, содержащей струйную мельницу, при котором стадии размола предшествует стадия нагрева,причем на стадии размола мельницу эксплуатируют с рабочей средой, выбранной из группы, состоящей из газа и/или пара, предпочтительно водяного пара, и/или газа, содержащего водяной пар, а на стадии нагревания размольную камеру струйной мельницы нагревают таким образом, чтобы температура в размольной камере и/или на выходе мельницы была выше точки росы пара и/или рабочей среды, и причем используют струйную мельницу, снабженную встроенным просеивателем, выполненным с возможностью сортирования размалываемого материала для вывода измельченного продукта с величиной частиц, меньшей определенного размера. 8. Способ по п. 7, отличающийся тем, что в качестве струйной мельницы используют противоточную струйную мельницу с псевдоожиженным слоем или струйную мельницу с плотным слоем, или спиральную струйную мельницу. 9. Способ по п. 7, отличающийся тем, что размольную систему или мельницу на стадии нагревания обрабатывают горячим газом и/или смесью газов, предпочтительно горячим воздухом и/или отработанными газами, и/или инертными газами, и/или их смесями. 10. Способ по п. 9, отличающийся тем, что горячий газ и/или смесь газов на стадии нагревания вводят в размольную камеру через впускные отверстия, предпочтительно сопла,которые отличны от тех, через которые пропускают рабочую среду на стадии размола. 11. Способ по п. 9, отличающийся тем, что горячий газ и/или смесь газов на стадии нагревания вводят в размольную камеру через впускные отверстия, предпочтительно сопла, через которые пропускают также рабочую среду на стадии размола. 12. Способ по п. 9, отличающийся тем, что впускные отверстия для горячего газа,предпочтительно сопла для горячего газа, и/или впускные отверстия для рабочей среды,предпочтительно сопла для рабочей среды, расположены в одной плоскости в нижней трети размольной камеры таким образом, чтобы все струи горячего газа и/или струи рабочей среды встречались в одной точке внутри размольной камеры. 13. Способ по п. 7, отличающийся тем, что для охлаждения через мельницу пропускают сухой газ и/или сухую смесь газов, предпочтительно сухой воздух и/или отработанный газ, и/или инертный газ, и/или их смесь. 14. Способ по п. 7, отличающийся тем, что предотвращают конденсацию водяного пара на конструктивных элементах и/или компонентах размольной системы или мельницы. 15. Способ по п. 7, отличающийся тем, что температура рабочей среды на стадии размола лежит в пределах от 200 до 800 С. 16. Способ по п. 7, отличающийся тем, что давление рабочей среды на стадии размола лежит в пределах от 15 до 250 бар. 17. Способ по любому из пп. 7-16, отличающийся тем, что просеивание размалываемого продукта осуществляют с помощью динамического просеивателя. 18. Способ по п. 17, отличающийся тем, что просеивание осуществляют с помощью встроенного динамического центробежного лопастного просеивателя и/или воздушного сепаратора. 2 16737 1 2013.02.28 19. Способ по п. 17, отличающийся тем, что используют струйную мельницу (1) со встроенным динамическим воздушным сепаратором (7), причем число оборотов просеивающего ротора или колеса (8) воздушного сепаратора (7) и внутренний коэффициент усиления/, где- внутренний диаметр просеивающего колеса, а- внутренний диаметр погружной трубки, выбирают или регулируют так, чтобы окружная скорость рабочей средыу присоединенной к просеивающему колесу погружной трубки или у выпускного патрубка (20) достигала до 0,8-кратной величины скорости распространения звука в рабочей среде. 20. Способ по п. 17, отличающийся тем, что используют размольную систему, в которой могут выполнять и/или выполняют продувку щели между просеивающим колесом и корпусом просеивателя и/или прохода вала между валом просеивающего колеса и корпусом просеивателя. 21. Способ по п. 17, отличающийся тем, что используют струйную мельницу (1) со встроенным динамическим воздушным сепаратором (7), который содержит просеивающее колесо (8) и вал (35) просеивающего колеса, а также корпус (21) просеивающего колеса,причем между просеивающим колесом (8) и корпусом (21) просеивающего колеса образована просеивающая щель (8), а между валом (35) просеивающего колеса и корпусом (21) просеивающего колеса образован проход (35) вала, и осуществляют продувку просеивающей щели (8) и/или прохода (35) вала сжатыми газами с низким содержанием энергии. 22. Способ по п. 17, отличающийся тем, что количество рабочей среды, подаваемой в просеиватель, регулируют так, чтобы определенный методом трансмиссионной электронной микроскопии средний размер частиц 50 получаемого измельченного продукта был меньше 1,5 мкм, 90 был меньше 1,8 мкм и 99 был меньше 2 мкм. 23. Способ по п. 7, отличающийся тем, что твердое аморфное вещество представляет собой гель или частицы, содержащие агрегаты и/или агломераты предпочтительно представляет собой твердое аморфное вещество, содержащее по меньшей мере один металл и/или один оксид металла, или состоящее из них, особенно предпочтительно представляет собой аморфные оксиды металлов 3-й и 4-й главных групп периодической системы элементов. 24. Способ по п. 7, отличающийся тем, что размалывают аморфные частицы, которые уже были подвергнуты сушке. 25. Способ по п. 7, отличающийся тем, что размалывают или одновременно размалывают и высушивают фильтровальный осадок из аморфных частиц или гидрогель. Изобретение касается порошкообразного твердого аморфного вещества с очень малым средним размером частиц, а также узким гранулометрическим составом, способа их изготовления и применения. Высокодисперсные аморфные кремневая кислота и силикаты уже десятки лет изготавливаются в промышленных масштабах. Тонкое измельчение выполняется, как правило,в спиральных или противоточных струйных мельницах со сжатым воздухом в качестве размалывающего газа, например,0139279. Известно, что достижимый диаметр частиц пропорционален корню из величины,обратной скорости столкновения частиц. Скорость же столкновения задается скоростью расширяющихся газовых струй соответствующей размалывающей среды из применяемых сопел. Поэтому для генерирования частиц очень малого размера предпочтительно использование перегретого пара, поскольку ускоряющая способность пара на 50 больше, чем у воздуха. Однако использование водяного пара имеет тот недостаток, что ко времени запуска мельницы в системе может образоваться конденсат, следствием чего, как правило,является формирование агломератов и отложений в процессе перемалывания. 3 16737 1 2013.02.28 К настоящему времени обычно используемые струйные мельницы обеспечивают при размоле аморфных кремневой кислоты, силикатов или силикагелей частицы со средним диаметром 50 значительно больше 1 мкм. Так, например, в патенте 3,367,742 описан способ размалывания аэрогелей, при котором получаются аэрогели со средним диаметром частиц от 1,8 до 2,2 мкм. Но размол до частиц со средним диаметром менее 1 мкм такой техникой невозможен. Кроме того, частицы по патенту 3,367,742 имеют распределение частиц по размеру от 0,1 до 5,5 мкм, и доля частиц с диаметром 2 составляет от 15 до 20 . Доля крупных частиц, т.е.2 мкм, для использования в системах покрытия не пригодна, поскольку из-за этого не удается наложить тонкие слои с гладкой поверхностью. В патенте 2,856,268 описан размол с одновременной сушкой силикагелей в пароструйных мельницах. Однако получаемый при этом средний диаметр частиц лежит значительно выше 2 мкм. Альтернативную возможность размола представляет мокрое дробление, например, в шаровых мельницах. Это обеспечивает получение тонкодисперсных эмульсий размалываемых продуктов, см. например,200002814. Но с помощью этой технологии из таких суспензий невозможно выделить тонкодисперсный без комков сухой продукт, в частности, без изменения порометрических свойств. Поэтому задачей настоящего изобретения являлось получение новых тонкодисперсных, порошковых, твердых аморфных веществ, а также способ их изготовления. Другие не указанные подробнее задачи вытекают из общего контекста описания, формулы изобретения и из примеров. Авторами неожиданно было найдено, что есть возможность с помощью очень специфического, подробнее указанного в пунктах формулы изобретения 1-19 способа размалывать твердые аморфные вещества до среднего размера частиц 50 меньше 1,5 мкм и при этом обеспечить очень узкое распределение размеров частиц. Таким образом, задача решена способом, более подробно обозначенным в формуле изобретения и приведенном далее описании, а также благодаря более подробно обозначенным там аморфным твердым веществам. Следовательно, предметом изобретения является способ получения твердого аморфного порошкообразного вещества путем измельчения твердых аморфных тел с помощью размольной системы, содержащей струйную мельницу, отличающийся тем, что стадии размола предшествует стадия нагрева, причем на стадии размола мельницу эксплуатируют с рабочей средой, выбранной из группы, состоящей из газа и/или пара, предпочтительно водяного пара, и/или газа, содержащего водяной пар, а на стадии нагревания размольную камеру струйной мельницы нагревают таким образом, чтобы температура в размольной камере и/или на выходе мельницы была выше точки росы пара и/или рабочей среды, причем используют струйную мельницу, снабженную встроенным просеивателем, выполненным с возможностью сортирования размалываемого материала для вывода измельченного продукта с величиной частиц, меньшей определенного размера. Далее предметом изобретения является твердое аморфное порошкообразное вещество с определенным методом трансмиссионной электронной микроскопии и средними размерами частиц 501,5 мкм, 901,8 мкм и 992 мкм. Твердое аморфное вещество представляет собой гель или частицы, содержащие агрегаты или агломераты, предпочтительно представляют собой твердое аморфное вещество,содержащее по меньшей мере один металл и/или один оксид металла, или состоящих из них вещества, особенно предпочтительно представляет собой аморфные оксиды металлов 3-й и 4-й главных групп периодической системы элементов. Это справедливо как для гелей, так и для прочих твердых аморфных веществ, в особенности содержащих частицы из агломератов и/или агрегатов. Особенно предпочтительны осажденные кремниевые кислоты, пирогенные кремниевые кислоты, силикаты и силикагели, причем силикагели включают как гидрогели, так и аэрогели и ксерогели. 4 16737 1 2013.02.28 Далее предметом данного изобретения является применение твердого аморфного порошкообразного вещества со средним размером частиц 501,5 мкм, 901,8 мкм и 992 мкм, например, в системах нанесения покрытий на поверхности. Способом согласно изобретению впервые удалось изготовить порошкообразные твердые аморфные вещества со средним размером частиц 501,5 мкм и узким распределением частиц по размерам, выражаемым показателем 902 мкм и показателем 992 мкм. Размол твердого аморфного порошкообразного вещества, в частности, содержащего металл и/или оксид металла, например, 3-й и 4-й главных групп периодической системы элементов, таких как осажденные кремниевые кислоты, пирогенные кремниевые кислоты,силикаты и силикагели, для достижения очень малых средних размеров частиц возможен до настоящего времени только посредством мокрого помола. Однако эта технология позволяет получить только дисперсии. Сушка этих дисперсий приводит к обратному спеканию аморфных частиц, что делает эффект размола обратимым и для высушенных порошкообразных твердых веществ не обеспечивает достижение среднего размера частиц 501,5 мкм, а также распределение частиц по размерам 902 мкм. К тому же при сушке гелей пористость изменяется в худшую сторону. Способ согласно изобретению имеет то преимущество по сравнению с существующими способами, в частности, с мокрым размолом, что речь идет о сухом размоле, который обеспечивает получение порошкообразного продукта с частицами очень малых размеров,имеющих к тому же высокую пористость, что особенно выгодно. Отсутствует проблема обратного спекания при сушке, поскольку отпадает необходимость последующего этапа сушки. Следующим преимуществом способа согласно изобретению в одной из предпочтительных форм его исполнения следует считать то, что размол может осуществляться одновременно с сушкой, так что, например, фильтрационные осаждения могут быть сразу обработаны. Это экономит дополнительный этап сушки и в то же время повышает показатель объем-время-выход. Кроме того, в предпочтительных формах исполнения способ согласно изобретению имеет еще то преимущество, что при пуске размольной системы в ней не образуется, или образуется очень малое количество конденсата, в особенности в мельнице. Для охлаждения может быть использован высушенный газ. Благодаря этому даже при охлаждении в размольной системе не образуется конденсат и существенно сокращается время охлаждения. Это повышает полезное машинное время. Наконец, благодаря тому, что при пуске в размольной системе не образуется конденсат или образуется его очень мало, предотвращается повторное намокание уже высушенного измельчаемого материала и этим исключается образование агломератов и отложений в процессе размола. Благодаря очень специальным и однородным по средней величине частицам изготовленные с помощью способа согласно изобретению порошкообразные твердые аморфные вещества обладают особенно хорошими свойствами при применении их в системах нанесения покрытий на поверхности, например, в качестве реологических средств, для нанесения покрытий на бумагу, для красок или лаков. Благодаря очень малым средним размерам частиц и, в частности, благодаря низким показателям 50 и 99, продукты согласно изобретению позволяют изготавливать очень тонкие покрытия. Далее подробно описано данное изобретение. Предварительно приведены определения некоторых терминов, употребляемых в описании и в формуле изобретения. Понятия порошок и порошкообразные твердые вещества в рамках данного изобретения используются как синонимы и обозначают тонко измельченные, твердые субстанции,состоящие из маленьких сухих частиц, при этом понятие сухие частицы означает, что речь идет об исключительно сухих частицах. Эти частицы, как правило, содержат воду, но эта 5 16737 1 2013.02.28 вода так жестко связана в частицах или в их капиллярах, что она не высвобождается при комнатной температуре и нормальном атмосферном давлении. Другими словами, речь идет о порошкообразных веществах, различимых оптическими методами, а не о суспензиях или дисперсиях. Кроме того, речь может идти при этом как о поверхностно модифицированных, так и о поверхностно не модифицированных твердых веществах. Поверхностная модификация осуществляется предпочтительно с помощью покрывающих средств, содержащих углерод, и может выполняться как перед размолом, так и после него. Твердые вещества согласно изобретению могут быть в виде геля или в виде частиц,содержащих агломераты и/или агрегаты. Гель означает, что твердые вещества построены из стабильной, предпочтительно гомогенной сетчатой структуры первичных частиц. Примерами таких веществ являются силикагели. Частицы, содержащие агрегаты и/или агломераты, в смысле данного изобретения не обнаруживают трехмерную сетчатую структуру или, по крайней мере, сетчатую структуру первичных частиц, охватывающую все частицы. Вместо этого они имеют агрегаты и/или агломераты первичных частиц. Примерами этому являются осажденные и пирогенные кремниевые кислоты. Описание отличия структуры силикагелей по сравнению с осажденной 2 можно найти в работе,, 1979,0-471-02404-, глава 5,стр. 462 и на рисунке 3.25. Способ согласно изобретению реализован в размольной системе, предпочтительно в размольной системе, содержащей струйную мельницу, особенно предпочтительно содержащей противоточную струйную мельницу. Для этого предназначенный для измельчения загружаемый материал ускоряется в расширяющейся газовой струе высокой скорости и измельчается при соударениях частиц. В качестве струйных мельниц наиболее предпочтительны струйные мельницы с псевдоожиженным слоем или с плотным слоем или спиральные струйные мельницы. В случае особенно предпочтительных струйных мельниц с псевдоожиженным слоем в нижней трети размольной камеры находятся два или больше впускных отверстий для мелющих струй, предпочтительно в форме сопел для мелющих струй, которые расположены предпочтительно в горизонтальной плоскости. Впускные отверстия для мелющих струй особенно предпочтительно располагать по периметру преимущественно круглой размольной камеры, так чтобы мелющие струи сходились в одной точке внутри камеры. Особенно предпочтительно распределение впускных отверстий мелющих струй равномерно по периметру размольной камеры. В случае наличия трех впускных отверстий они располагаются под углом 120. В специальной форме исполнения способа согласно изобретению размольная система включает просеиватель, предпочтительно динамический просеиватель, особенно предпочтителен центробежный лопастной просеиватель, наиболее предпочтителен просеиватель согласно фиг. 2 и 3. В предпочтительной форме исполнения используется динамический воздушный сепаратор согласно фиг. 2 и 3. Такой динамический воздушный сепаратор содержит просеивающее колесо и вал просеивающего колеса, а также корпус сепаратора, причем между просеивающим колесом и корпусом сепаратора образуется щель для мелющего газа, а между валом колеса и корпусом сепаратора образован проход вала, отличающийся тем,что продувка просеивающей щели и/или прохода вала осуществляется сжатыми газами низкой энергии. Путем применения просеивателя в комбинации со струйной мельницей, работающей при условиях согласно изобретению, осуществляется ограничение грубого зерна, при этом поднимающиеся вместе с освобожденными струями газа частицы продукта проводятся из центра камеры через просеиватель и затем продукт с достаточной тонкостью помола выводится из просеивателя и из мельницы. Грубые частицы остаются в зоне размола и подвергаются дальнейшему измельчению. 6 16737 1 2013.02.28 В размольной системе просеиватель подключается как отдельный узел мельницы, однако предпочтительней применять интегрированный просеиватель. Существенная особенность способа согласно изобретению заключается в том, что к стадии собственно размола добавлена стадия нагрева, на которой обеспечивается нагрев рабочего объема мельницы, особенно предпочтительно всех существенных узлов мельницы и/или размольной системы, на которых может конденсироваться вода и/или водяной пар, чтобы их температура была выше точки росы. Нагревание может, в принципе, осуществляться любым способом. Однако предпочтителен способ, при котором горячий воздух проходит через мельницу и/или через всю размольную систему, так чтобы температура газа на выходе из мельницы была выше точки росы пара. При этом особенно предпочтительно обращать внимание на то, чтобы горячий газ нагревал в достаточной степени предпочтительно все существенные узлы мельницы и/или всей размольной системы, которые контактируют с водяным паром. Газом для нагрева, в принципе, может быть любой газ и/или смесь газов, но предпочтительно применение горячего воздуха и/или отработанных газов и/или инертных газов. Температура горячего воздуха лежит выше точки росы водяного пара. Горячий газ, в принципе, может подаваться в рабочую камеру любым способом. Преимущественно для этого в рабочей камере имеются впускные отверстия или сопла. Под этими впускными отверстиями или соплами могут пониматься такие впускные отверстия или сопла, через которые на стадии размола пропускаются также мелющие струи. Однако возможно также наличие в рабочей камере отдельных впускных отверстий или сопел (сопел для горячего газа), через которые может подаваться горячий воздух и/или смесь газов. В предпочтительной форме исполнения горячий газ вводится, по крайней мере, через два,предпочтительно через три или более находящиеся в одной плоскости впускные отверстия или сопла, которые расположены по периметру предпочтительно круглой мельничной камеры так, чтобы все струи сходились в одной точке внутри резервуара. Особенно предпочтительно равномерное распределение впускных отверстий или сопел по периметру мельничной камеры. Во время измельчения попадающий через впускные отверстия для мелющих струй,предпочтительно выполненных в виде сопел для мелющего газа, газ и/или пар, предпочтительно водяной пар и/или смесь газа с водяным паром, в качестве рабочей среды, расширяется. Такая рабочая среда имеет, как правило, значительно более высокую скорость распространения звука, чем воздух (343 м/с), предпочтительно не менее 450 м/с. В качестве рабочей среды выгодно использование водяного пара и/или газообразного водорода и/или аргона и/или гелия. Особенно предпочтителен перегретый водяной пар. Для получения очень тонкого размельчения особенно предпочтительно, чтобы разрежение рабочей среды в мельнице было от 15 до 250 бар, более предпочтительно от 20 до 150 бар, еще лучше от 30 до 70 бар и наиболее предпочтительно от 40 до 65 бар. Температура рабочей средыпредпочтительна от 200 до 800 С, более предпочтительна 250-600 С и наиболее предпочтительна 300-400 С. В случае водяного пара в качестве рабочей среды, особенно если трубопровод подвода пара подсоединен к источнику водяного пара, оказывается особенно выгодным, если сопла для мелющего газа или впускные сопла соединены с трубопроводом подвода пара, который оснащен расширительным отводом. Далее оказывается выгодным, если площадь поверхности струйной мельницы имеет возможно малое значение, и/или пути потоков, по крайней мере, не встречают выступов,и/или если расположение компонентов струйной мельницы препятствует скоплению масс. Благодаря этим мерам может быть дополнительно предотвращено отложение продукта размола в мельнице. Более подробное пояснение изобретения приведенными далее предпочтительными и специальными формами исполнения способа согласно изобретению с помощью предпо 7 16737 1 2013.02.28 чтительных и наиболее пригодных исполнений струйных мельниц, а также на чертежах и описаниях к чертежам приведено лишь в качестве примера, т.е. оно не ограничивается этими примерами исполнения и применения или отдельными примерами исполнения в рамках соответствующих комбинаций характеристик. Отдельные характеристики, которые указаны и/или представлены в связи с конкретными примерами исполнения, не ограничиваются этими примерами исполнения или комбинацией с остальными характеристиками этих примеров исполнения, а могут комбинироваться в рамках технических возможностей с другими вариантами, даже если они не излагаются в имеющейся документации. Одинаковые символы на отдельных рисунках и чертежах обозначают одинаковые или подобные или одинаково или похоже действующие компоненты. При помощи представлений на чертеже понятны даже такие особенности, которые не предусмотрены обозначениями, независимо от того, описаны ли впоследствии эти особенности или нет. С другой стороны, те особенности, которые содержатся в данном описании, но не явны или не представлены на чертеже, будут понятны специалисту. Как было отмечено выше, в способе согласно изобретению для получения тончайших частиц может применяться струйная мельница, предпочтительно противоточная струйная мельница со встроенным просеивателем, предпочтительно со встроенным динамическим воздушным сепаратором. Особенно предпочтительно наличие в воздушном сепараторе просеивающего колеса и его вала, а также корпуса просеивателя, причем между просеивающим колесом и его валом образована просеивающая щель, а между валом просеивающего колеса и корпусом просеивателя образован проход вала, и работа выполняется таким образом, чтобы продувка просеивающей щели и/или прохода вала осуществлялась сжатыми газами низкой энергии. Преимущественно для этого используется мелющий газ с приблизительным давлением,превышающим внутреннее давлением мельницы, по крайней мере, не более чем на 0,4 бара,предпочтительно на 0,3 бара и особенно предпочтительно не более чем на 0,2 бара. При этом внутреннее давление мельницы лежит примерно в диапазоне, по крайней мере, от 0,1 до 0,5 бар. Кроме того, предпочтительно, если используется газ для продувки с температурой от 80 до 120 С, особенно предпочтительно с температурой около 100 С, и/или если в качестве газа для продувки применяется низкоэнергетический сжатый воздух с давлением от 0,3 до 0,4 бар. Число оборотов просеивающего ротора воздушного сепаратора или внутренний коэффициент усиления/ может выбираться или быть регулируемым так, чтобы окружная скорость рабочей средыу присоединенной к просеивающему колесу приемной трубки или у присоединенного выпускного патрубка была кратна до 0,8 раз относительно скорости звука в рабочей среды. В формуле/, гдеозначает внутренний диаметр просеивающего колеса (8), т.е. расстояние между внутренними гранями лопастей(34), а- это внутренний диаметр приемной трубки (20). В особенно предпочтительной форме исполнения внутренний диаметр просеивающего колеса составляет 280 мм и внутренний диаметр приемной трубки 100 мм. Для определения коэффициента усиления см. также работу . . , Аэрогидромеханика и термодинамика в технологии механических процессов, которую можно приобрести в службе оказания консультационной помощи . , 86486 , Германия. Ее можно также приобрести на фирме,1, 63457 , Германия. Для дальнейшего усовершенствования число оборотов просеивающего ротора воздушного сепаратора или внутренний коэффициент усиления/ выбирается или устанавливается таким, или быть регулируемым так, чтобы окружная скорость рабочей средыу приемной трубки или у выпускного патрубка была кратна до 0,7 раз, особенно предпочтительно до 0,6 раз относительно скорости звука в рабочей среде. 8 16737 1 2013.02.28 Кроме того, с особой выгодой может быть предусмотрено, чтобы просеивающий ротор имел внутренний размер по высоте, увеличивающийся с уменьшением радиуса, при этом обтекаемая поверхность просеивающего ротора преимущественно остается примерно постоянной. Альтернативно или дополнительно может быть выгодным, чтобы просеивающий ротор имел сменную приемную трубку. В еще одном варианте предпочтительно,если предусмотрена выходная камера тонкоизмельченного продукта, сечение которой расширяется по направлению потока. Далее, струйная мельница согласно изобретению преимущественно может содержать воздушный сепаратор, обладающий отдельными характеристиками или комбинациями характеристик воздушного сепаратора согласно 0 472 930 1. Благодаря этой ссылке сюда включено общее содержание раскрытия патента 0 472 930 1 в полном объеме без его идентичного пересказа. В частности, воздушный сепаратор может содержать средства для сокращения периферийных составляющих потока согласно 0 472 930 1. При этом особенно желательно предусмотреть, чтобы один из выпускных патрубков, присоединенных к просеивающему колесу воздушного сепаратора, сформированный в виде приемной трубки, для предотвращения завихрения имел преимущественно круглую форму по направлению потока. Предпочтительные и/или преимущественные формы исполнения размольной системы или мельницы, применяемой в способе согласно изобретению, видны из фиг. 1-3 и соответствующих им описаний, причем следует еще раз подчеркнуть, что эти формы исполнения приведены лишь как примеры для более подробного пояснения изобретения, т.е. оно не ограничивается этими примерами исполнения и применения или соответствующими комбинациями характеристик в рамках отдельных примеров исполнения. На фиг. 1 в графическом виде показан пример исполнения струйной мельницы на частично обрезанном схемном чертеже. На фиг. 2 схематически показан пример исполнения воздушного сепаратора струйной мельницы вертикальной конструкции в разрезе, причем к просеивающему колесу присоединена выпускная трубка для смеси из сепарирующего воздуха и частичек твердого вещества. На фиг. 2 показан пример исполнения воздушного сепаратора, аналогичного изображенному на Фиг. 2, но с продувкой просеивающей щели 8 и прохода 35 вала. На фиг. 3 показано в схематическом представлении и в вертикальном разрезе просеивающее колесо воздушного сепаратора. На фиг. 3 показано в схематическом представлении и в вертикальном разрезе просеивающее колесо воздушного сепаратора, аналогичное изображенному на фиг. 3, но с продувкой просеивающей 8 щели и прохода 35 вала. На фиг. 4 показано распределение частиц кремневой кислоты 1 (не измельченной). На фиг. 5 показана ТЭМ-фотография из примера 1. На фиг. 6 показана гистограмма эквивалентного диаметра из примера 1. На фиг. 7 показана ТЭМ-фотография из примера 2. На фиг. 8 показана гистограмма эквивалентного диаметра из примера 2. На фиг. 9 показана ТЭМ-фотография из примера 3. На фиг. 10 показана гистограмма эквивалентного диаметра из примера 3. На фиг. 11 показана ТЭМ-фотография из примера 3. На фиг. 12 показана гистограмма эквивалентного диаметра из примера 3. Отдельные характеристики, которые приведены и/или представлены в связи с конкретными примерами исполнения, не ограничиваются этими примерами исполнения или комбинацией с другими характеристиками этих примеров исполнения, а могут комбинироваться в рамках технических возможностей с прочими возможными вариантами, даже если они не обсуждаются специально в данных документах. Одинаковые символы на отдельных рисунках и чертежах обозначают одинаковые или подобные или одинаково или похоже действующие компоненты. При помощи представ 9 16737 1 2013.02.28 лений на чертеже понятны даже такие особенности, которые не предусмотрены обозначениями, независимо от того, описаны ли впоследствии эти особенности или нет. С другой стороны, те особенности, которые содержатся в данном описании, но не явны или не представлены на чертеже, будут понятны специалисту без дополнительных пояснений. На фиг. 1 показан пример исполнения струйной мельницы 1 с цилиндрическим корпусом 2, включающей размольную камеру 3, средство 4 загрузки размалываемого материала приблизительно на середине высоты размольной камеры 3, по крайней мере одно впускное отверстие 5 для мелющей струи в нижней части размольной камеры 3 и выпускное отверстие 6 для продукта размола в верхней части размольной камеры 3. Здесь расположен воздушный сепаратор 7 с вращающимся просеивающим колесом 8, с помощью которого сортируется размалываемый материал (не показан), чтобы через выпускное отверстие вывести из размольной камеры только измельченный продукт с величиной зерен, меньшей определенного размера, а продукт с величиной зерен, превышающей выбранный показатель, подвергнуть дальнейшему процессу измельчения. Просеивающее колесо 8 в воздушном сепараторе может быть стандартным просеивающим колесом, лопасти которого (см. далее, например, фиг. 3) ограничивают радиально проходящие каналы, и к внешним концам которых поступает просеивающий воздух, который переносит частицы меньшего размера или меньшей массы к центральному выходному отверстию или к выпускному отверстию 6 для продукта размола, в то время как более тяжелые частицы отклоняются под влиянием центробежной силы. Особенно предпочтительны воздушный сепаратор 7 и/или его просеивающее колесо 8, имеющие по крайней мере одну особенность конструкции согласно патенту 0 472 930 1. Можно предусмотреть только одно впускное отверстие 5 для мелющей струи, например, состоящее из единственного, радиально расположенного впускного отверстия или впускного сопла 9, чтобы единичная мелющая струя 10 с высокой энергией попадала на частицы размалываемого продукта, которые поступают в размольную камеру из средства 4 загрузки в зону мелющей струи 10 и разбивают их на более мелкие частицы, которые при соответствующе малом размере или малой массе втягиваются просеивающим колесом 8 и выводятся через выпускное отверстие 6 для продукта размола. Однако лучший эффект достигается с двумя впускными отверстиями 5, расположенными диаметрально противоположно относительно друг друга, которые формируют две соударяющиеся мелющие струи 10, более интенсивно размалывающие частицы размалываемого продукта, чем это делает только одна струя 10, особенно если создается несколько пар мелющих струй. Предпочтительно использование двух или более впускных отверстий мелющих струй,предпочтительно мелющих сопел, в частности 3, 4, 5, 6, 7, 8, 9, 10, 11, или 12 впускных отверстий, которые размещены в нижней трети предпочтительно цилиндрического корпуса размольной камеры. Эти впускные отверстия в идеале расположены в одной плоскости и равномерно распределены по периметру размольной камеры, так чтобы все мелющие струи встречались в одной точке внутри размольной камеры. Особенно предпочтительны впускные отверстия или сопла, равномерно распределенные по периметру размольной камеры. При трех мелющих струях угол между соответствующими впускными отверстиями или соплами составляет 120. В общем можно сказать, что чем больше рабочая область измельчения, тем больше применяется впускных отверстий или сопел. Рабочая область измельчения в предпочтительной форме исполнения способа согласно изобретению дополнительно к впускным отверстиям мелющих струй может иметь отверстия 5 для горячего газа, предпочтительно в форме сопел для горячего газа, через которые на стадии нагрева в мельницу может подаваться горячий газ. Эти сопла или отверстия могут быть расположены - как уже отмечалось - в той же плоскости, в которой расположены впускные отверстия или сопла для мелющих струй. Может содержаться одно отверстие для горячего газа, однако предпочтительно больше, особенно предпочтительно 2, 3, 4, 5, 6, 7 или 8 отверстий или сопел 5 для горячего газа. 10 16737 1 2013.02.28 В особенно предпочтительной форме исполнения мельница содержит два сопла или отверстия для горячего газа и три сопла или отверстия для мелющих струй. Далее, на температуру обработки можно влиять применением внутреннего нагревательного элемента 11, расположенного между средством 4 загрузки размалываемого продукта и зоной мелющих струй 10, или соответствующего нагревательного элемента 12,расположенного в области вне средства 4 загрузки размалываемого продукта, или путем обработки частиц и без того уже нагретого размалываемого продукта, что удается благодаря избеганию тепловых потерь в средстве загрузки размалываемого продукта, для чего подающий трубопровод 13 оборачивается теплоизолирующей обшивкой 14. Нагревательный элемент 11 или 12, если он применяется, может быть любым и выбирается, исходя из целесообразности применения и наличия на рынке, поэтому более подробные пояснения по этому вопросу не требуются. Температура, в частности температура мелющей струи или мелющих струй 10, имеет существенное значение, и температура размалываемого продукта должна, по крайней мере, приблизительно соответствовать этой температуре мелющей струи. Для образования подаваемых в размольную камеру 3 через впускные отверстия 5 для мелющих струй 10 в данном примере исполнения используется перегретый пар. При этом следует исходить из того, что теплосодержание водяного пара после впускного сопла 9 соответствующего впускного отверстия для мелющей струи 5 несколько ниже, чем перед этим впускным соплом 9. Поскольку предоставление необходимой для измельчения частиц энергии должно быть первостепенным по отношению к энергии потока, то важным является падение давления между впуском 15 впускного сопла 9 и выпуском 16 (энергия напора максимально возможно преобразуется в энергию потока), и уменьшение температуры также имеет значение. В частности, это уменьшение температуры должно быть компенсировано за счет нагрева размалываемого продукта таким образом, чтобы размалываемый продукт и мелющая струя 10 в зоне центра 17 размольной камеры 3 при двух или кратных двум встречающихся мелющих струях 10 имели одинаковую температуру. О формировании и обработке мелющей струи 10 из перегретого пара, в особенности в виде замкнутой системы, делается ссылка на патент 198 24 062 1, полное содержание раскрытия которого включено сюда благодаря данной ссылке в полном объеме без его идентичного пересказа. Благодаря замкнутой системе возможен, например, размол горячего шлака в качестве размалываемого продукта с оптимальным коэффициентом полезного действия. При представлении данного примера исполнения струйной мельницы 1 используется пригодная для любой будущей рабочей среды или рабочей средыкамера или оборудование 18 для производства, которое представляет собой, например, цистерну 18, откуда рабочее средство или рабочая средачерез трубопроводы 19 подается к впускному отверстию 5 для мелющей струи или к впускным отверстиям 5 для мелющих струй для формирования мелющей струи 10 или мелющих струй 10. В частности, исходя из струйной мельницы 1, оснащенной воздушным сепаратором 7,причем относящиеся к этому примеры исполнения здесь следует рассматривать и понимать только как примеры, а не как ограничение к применению, выполняется способ получения мельчайших частиц с помощью этой струйной мельницы 1 со встроенным динамическим воздушным сепаратором 7. Новшество по сравнению с традиционными струйными мельницами состоит в следующем кроме того факта, что стадии размола предшествует стадия нагрева, в течение которой все контактирующие с паром узлы нагреваются до температуры выше точки росы пара, и того факта, что предпочтительно применяется встроенный просеиватель, число оборотов просеивающего ротора или просеивающего колеса 8 воздушного сепаратора 7 и внутренний коэффициент усиления/ предпочтительно выбирается, устанавливается или регулируется таким, чтобы окружная скорость рабочей средыу приемной трубки или у выпускного патрубка 20 достигла 0,8-кратной, преиму 11 16737 1 2013.02.28 щественно 0,7-кратной и особенно предпочтительно 0,6-кратной величины скорости звука в рабочем средстве или рабочей среде . Ссылаясь на приведенные ранее варианты с перегретым паром в качестве рабочего средства или рабочей среды , альтернативой этому особенно выгодно использование в качестве рабочей среды газов или паров , которые характеризуются более высокой и, в особенности, значительно более высокой скоростью распространения звука, чем воздух(343 м/с). В качестве рабочей средыспециально используются газы или пары, в которых скорость звука достигает 450 м/с. Благодаря этому заметно совершенствуется процесс изготовления и выход мельчайших частиц и вместе с тем оптимизируется способ по сравнению со способами, традиционно использующими другие рабочие средства согласно практическим знаниям. В качестве рабочей среды используется вещество в газообразном состоянии, предпочтительно уже упомянутый водяной пар, а также водород или гелий. В предпочтительной форме исполнения струйная мельница 1, здесь, в частности, имеется в виду струйная мельница с псевдоожиженным слоем или спиральная струйная мельница со встроенным динамическим воздушным сепаратором 7 для изготовления мельчайших частиц, соответственно сконструирована или рассчитана или предусмотрена с подходящими приспособлениями так, что число оборотов просеивающего ротора или просеивающего колеса 8 воздушного сепаратора 7 и внутренний коэффициент усиления/ выбирается, устанавливается или может регулироваться или управляться таким образом,чтобы окружная скорость рабочей средыу приемной трубки или у выпускного патрубка 20 достигла 0,8-кратной, преимущественно 0,7-кратной и особенно предпочтительно 0,6-кратной величины скорости распространения звука в рабочей среде или рабочем средстве . Далее, струйная мельница 1 предпочтительно оснащена источником, например резервуаром или устройством 18 для производства водяного или перегретого пара или другим подходящим резервуаром или производящим устройством для рабочей среды , или к ней подсоединен такой источник, из которого для работы подается рабочая средас более высокой и, в особенности, с существенно более высокой скоростью распространения звука чем у воздуха (343 м/с), как преимущественно скорость звука 450 м/с. Такой источник рабочей среды, как, например, резервуар или устройство 18 для производства водяного или перегретого пара, содержит газы или пары В для использования при работе струйной мельницы 1, в частности, уже вышеупомянутый водяной пар, но предпочтительную альтернативу представляют также водород или гелий. В частности, при использовании горячего водяного пара в качестве подвода рабочей средывыгодно предусмотреть трубопровод 19, оснащенный расширительным отводом(не показан на рисунке), который далее обозначается как подводящий паропровод, к впускным отверстиям или соплам 9 для мелющих струй, также предпочтительно, если подводящий паропровод подсоединен к источнику водяного пара в качестве резервуара или устройства 18 для производства водяного пара. Следующий выгодный аспект при применении водяного пара в качестве рабочей средызаключается в том, чтобы предусмотреть струйную мельницу 1 с возможно малой поверхностью или, другими словами, оптимизировать струйную мельницу 1 в отношении возможно малой поверхности. Именно в связи с водяным паром в качестве рабочей средыособенно важно избегать теплообмена или теплопотерь и, соответственно, энергопотерь в системе. Этой цели служат также другие альтернативные или дополнительные конструктивные меры, а именно рассчитать компоненты струйной мельницы 1 для предупреждения скопления массы или оптимизировать их в этом направлении. Это может быть реализовано, например, путем применения возможно тонких фланцев в трубопроводах 19 и для их подсоединения. Потеря энергии и другие нарушения, касающиеся потоков, могут дополнительно сдерживаться или предупреждаться, если компоненты струйной мельницы 1 рассчитаны или оптимизированы для предупреждения конденсации. Для этой цели могут применяться 12 16737 1 2013.02.28 даже специальные приспособления (не показаны на чертеже) для предупреждения конденсации. Кроме того, выгодно, чтобы пути потоков были, по крайней мере, свободными от препятствий или оптимизированы в этом отношении. Другими словами, с помощью таких вариантов размещения, отдельных или в любых комбинациях, реализуется следующий принцип по возможности избегать многих или всех деталей, которые могут быть холодными и где может образовываться конденсат. Далее выгодно и поэтому предпочтительно, если просеивающий ротор имеет уменьшающийся радиус, т.е. увеличивающуюся в направлении его оси высоту, причем обтекаемая поверхность остается, по крайней мере, почти постоянной. Прежде всего, или в виде альтернативы может быть предусмотрена выпускная камера тонкоизмельченного продукта с расширяющимся сечением по направлению потока. Особенно предпочтительное оформление для струйной мельницы 1 заключается в том,чтобы просеивающий ротор 8 имел сменный, вращающийся с ним выпускной патрубок 20. Далее со ссылкой на фиг. 2 и 3 будут объяснены следующие детали и варианты предпочтительных оформлений струйной мельницы 1 и ее компонентов. Струйная мельница 1, как видно из схематического ее представления на фиг. 2, предпочтительно содержит встроенный воздушный сепаратор 7, который при конструкции струйной мельницы 1 как струйной мельницы с псевдоожиженным слоем или как струйной мельницы с толстым слоем или как спиральной струйной мельницы может рассматриваться как динамический воздушный сепаратор 7, который выгодным образом расположен в центре размольной камеры 3 струйной мельницы 1. В зависимости от объемного потока мелющего газа и числа оборотов просеивателя можно влиять на желаемую дисперсность размалываемого продукта. Что касается воздушного сепаратора 7 струйной мельницы 1 согласно фиг. 2, то вертикальный воздушный сепаратор 7 целиком окружен корпусом сепаратора 21, который в основном состоит из верхней части 22 и нижней части 23. Верхняя часть 22 и нижняя часть 23 корпуса имеют на верхнем или на нижнем крае по одному направленному наружу окружному фланцу 24 и 25 соответственно. Оба фланца 24 и 25 в монтажном или функциональном состоянии воздушного сепаратора 8 лежат друг на друге и фиксируются относительно друг друга подходящим приспособлением. Подходящими средствами для фиксации являются, например, резьбовые соединения (не показаны). В качестве разъемных соединений могут служить также скобы (не показаны) или подобные им приспособления. Практически в любом месте по окружности фланцев оба фланца 24 и 25 соединены друг с другом шарниром 26 таким образом, чтобы верхнюю часть корпуса 22 после освобождения соединения с нижней частью 23 можно было отклонить вверх по направлению стрелки 27. При этом верхняя часть корпуса 22 становится доступной снизу, а нижняя часть 23 - сверху. Со своей стороны, нижняя часть корпуса 23 составлена из двух частей и,в основном, состоит из цилиндрического корпуса просеивающей камеры 28 с окружным фланцем 25 на его верхнем открытом конце и из разгрузочного конуса 29, который сужается книзу. Разгрузочный конус 29 и корпус просеивающей камеры 28 прилегают друг к другу через фланцы 30, 31 по верхнему или нижнему краю, и оба фланца 30, 31 разгрузочного конуса 29 и корпуса просеивающей камеры 28 соединены, как и окружные фланцы 24, 25, разъемным соединением (не показано). Такой сборный корпус просеивателя 21 подвешен на кронштейнах 28, которые распределены через возможно равные промежутки по периметру корпуса просеивателя или компрессора 21 воздушного сепаратора 7 струйной мельницы 1 и прикреплены к цилиндрическому корпусу просеивающей камеры 28. Важной частью встроенных элементов воздушного сепаратора 7 является просеивающее колесо 8 с верхней дисковой крышкой 32, с нижней аксиально расположенной к ней дисковой крышкой 33 на стороне стекающего потока и с лопастями 34 между наружными краями дисковых крышек 32 и 33, жестко прикрепленными к ним и равномерно распределенными по периметру просеивающего колеса 8. В таком воздушном сепараторе 7 привод 13 16737 1 2013.02.28 просеивающего колеса 8 осуществляется через верхнюю дисковую крышку 32, в то время как нижняя дисковая крышка 33 находится на стороне стекающего потока. Конструкция просеивающего колеса 8 включает принудительно ведомый вал 35, верхний конец которого выведен из корпуса просеивателя 21, а нижний конец внутри корпуса просеивателя 21 жестко соединен в консольном креплении с просеивающим колесом 8. Вывод вала просеивающего колеса 35 из корпуса просеивателя 21 осуществляется через пару обработанных пластин 36 и 37, закрывающих корпус просеивателя 21 в его верхней конической части 38, через которые проходит вал и которые уплотняют этот проход вала, не препятствуя его вращению. Верхняя пластина 36 в виде фланца жестко без прокручивания скреплена с валом просеивающего колеса 35 и через вращающуюся опору 35 опирается на нижнюю пластину 37, которая в свою очередь прикреплена к верхнему концу конусной части корпуса 38. Нижняя дисковая крышка 33 на стороне стекающего потока нижней стороной лежит в общей плоскости между окружными фланцами 24 и 25, так что просеивающее колесо 8 целиком расположено внутри откидной верхней части корпуса 22. В коническом фрагменте 38 верхняя часть корпуса 22 имеет, кроме того, патрубок 39 для загрузки размалываемого продукта, продольная ось которого параллельна оси вращения 40 просеивающего колеса 8 и его приводного вала 35 и который по возможности удален от этой оси вращения 40 просеивающего колеса 8 и его приводного вала или вала 35 просеивающего колеса и расположен снаружи по радиусу верхней части корпуса 22. В особенно предпочтительной форме исполнения согласно фиг. 2 и 3 встроенный динамический воздушный сепаратор 7 содержит просеивающее колесо 8 и вал просеивающего колеса 35, а также корпус просеивателя, как уже упоминалось. При этом между просеивающим колесом 8 и корпусом просеивателя 21 определена просеивающая щель 8, а между валом просеивающего колеса и корпусом просеивателя 21 образован провод 35 вала (фиг. 2 и 3). В частности, исходя из струйной мельницы, оснащенной такого рода воздушным сепаратором 7, причем относящиеся к этому примеры исполнения здесь следует понимать только как примеры, а не как ограничение к применению, выполняется способ получения мельчайших частиц с помощью этой струйной мельницы 1 со встроенным динамическим воздушным сепаратором 7. Новшество относительно традиционных струйных мельниц, кроме того факта, что размольная камера перед стадией размола нагревается до температуры выше точки росы пара, состоит в том, что выполняется продувка просеивающей щели 8 и/или провода 35 вала сжатыми газами низкой энергии. Особенностью этого оформления является как раз комбинация использования этих сжатых низкоэнергетических газов с высокоэнергетическим перегретым паром, который подается в мельницу через впускные отверстия для мелющих струй, в особенности через сопла для мелющих струй или содержащиеся в этих отверстиях мелющие сопла. Таким образом, одновременно вступают в действие высокоэнергетические среды и низкоэнергетические среды. Как в форме исполнения согласно фиг. 2 и 3, так и в форме согласно фиг. 2 и 3, корпус просеивателя 21 включает расположенный на одной оси с просеивающим колесом 8 трубчатый выпускной патрубок 20, который своим верхним концом плотно прилегает к нижней дисковой крышке 33 просеивающего колеса 8, но не связан с ним. К нижнему концу выпускного патрубка 20, выполненного в виде трубы, насажена выпускная камера 41, которая также имеет форму трубы, но со значительно большим диаметром, чем диаметр выпускного патрубка 20, и в представленной форме исполнения он по крайней мере в два раза превышает диаметр выпускного патрубка 20. Таким образом, на переходе между выпускным патрубком 20 и выпускной камерой 41 имеется заметный перепад диаметров. Выпускной патрубок 20 вставлен в верхнюю крышку 42 выпускной камеры 41. Внизу выпускная камера 41 закрыта съемной крышкой 43. Конструктивный узел из выпускного патрубка 20 и выпускной камеры 41 держится на нескольких кронштейнах 44, которые звездообразно равномерно распределены по периметру узла и которые своими внутренними концами жестко соединены с конструктивным узлом, а наружными концами прикреплены к корпусу просеивателя 21. 14 16737 1 2013.02.28 Выпускной патрубок 20 окружен конусообразным кольцевым корпусом 45, нижний наружный диаметр которого большего размера, по крайней мере, почти совпадает с диаметром выпускной камеры 41, а его верхний наружный диаметр меньшего размера, по крайней мере, почти соответствует диаметру просеивающего колеса 8. На конической стенке кольцевого корпуса оканчиваются кронштейны 44 и они жестко прикреплены к этой стенке, которая в свою очередь является частью конструктивного узла из выпускного патрубка 20 и выпускной камеры 41. Кронштейны 44 и кольцевой корпус являются деталями устройства для продувания воздухом (не показано), причем продувочный воздух препятствует прониканию вещества из внутреннего пространства корпуса просеивателя 21 в зазор между просеивающим колесом 8 или точнее его нижней дисковой крышкой 33 и выпускным патрубком 20. Чтобы этот продувочный воздух мог попасть в кольцевой корпус 45 и оттуда в свободно проходимый зазор, кронштейны 44 выполнены в виде трубок, наружные концевые отрезки которых выведены через стенку корпуса просеивателя 21 и подсоединены ко всасывающему фильтру 46 на источнике продувочного воздуха (не показан). Кольцевой корпус 45 сверху закрыт перфорированной плиткой 47, а сам зазор может регулироваться с помощью перемещаемой по оси кольцевой шайбы в зоне между перфорированной плиткой 47 и нижней дисковой крышкой 33 просеивающего колеса 8. Выходное отверстие из выпускной камеры 41 образовано патрубком 48 для вывода тонкоизмельченного продукта, которая извне введена в корпус просеивателя 21 и по касательной присоединена к выпускной камере 41. Патрубок 48 для вывода тонкоизмельченного продукта является деталью выпускного отверстия 6 для продукта размола. Обтекателем примыкания патрубка 48 к выпускной камере 41 служит отбойный конус 49. К нижнему концу конического корпуса 38 в горизонтальном положении присоединены впускная спираль 50 просеивающего воздуха и разгрузочное приспособление 51 для продукта грубого помола. Направление вращения впускной спирали 50 просеивающего воздуха обратно направлению вращения просеивающего колеса 8. Разгрузочное приспособление 51 для продукта грубого помола выполнено отделяемым от корпуса 38, причем к нижней части корпуса 38 присоединен фланец 52, а к верхней части разгрузочного приспособления 51 присоединен фланец 53, и оба фланца 52 и 53, в свою очередь, соединяются друг с другом известным разъемным соединением, когда воздушный сепаратор 7 готов к работе. Рассчитываемая дисперсионная зона обозначена как 54. Фланцы с обработанными (со снятой фаской) внутренними гранями для чистого обтекания воздуха и простой облицовки обозначены как 55. Наконец, к внутренней стенке выпускного патрубка 20 еще приделана сменная защитная трубка 56 в качестве изнашиваемой детали, а к внутренней стенке выпускной камеры 41 соответствующая защитная трубка 57. К началу работы воздушного сепаратора 7 в представленном рабочем состоянии просеивающий воздух подается в воздушный сепаратор 7 через впускную спираль 50 при перепаде давления и со скоростью на впуске, отвечающей поставленной цели. В результате ввода просеивающего воздуха с помощью спирали, в особенности в сочетании с конусностью конечной части корпуса 38, он поднимается вверх по спирали в область просеивающего колеса 8. Одновременно через патрубок 39 для загрузки продукта в корпус сепаратора 21 вводится продукт из частиц твердого материала различной массы. Из этого продукта грубая фракция, т.е. доля частиц с увеличенной массой, не вовлекаемая потоком просеивающего воздуха, попадает в зону разгрузочного приспособления 51 для грубого материала и готовится для дальнейшей обработки. Тонкоизмельченный продукт,т.е. доля частиц с уменьшенной массой, смешивается с просеивающим воздухом, попадает через просеивающее колесо 8 в выпускной патрубок 20, затем в выпускную камеру 11 и,наконец, через патрубок 48 для вывода тонкоизмельченного продукта к выпускному от 15 16737 1 2013.02.28 верстию 58 для тонкоизмельченного продукта, и оттуда попадает в фильтр, в котором рабочая среда в виде текучей среды, как например воздух, и тонкоизмельченный продукт отделяются друг от друга. Более грубая составляющая тонкоизмельченного продукта радиально выбрасывается из просеивающего колеса 8 и смешивается с грубой фракцией,чтобы вместе с ней покинуть корпус просеивателя 21, или циркулирует в корпусе просеивателя 21 до тех пор, пока не измельчится до такой степени, чтобы быть вынесенной просеивающим воздухом. В результате резкого расширения сечения выпускного патрубка 20 к выпускной камере 41 здесь происходит заметное уменьшение скорости потока смеси из тонкоизмельченного продукта и воздуха. Таким образом, поток этой смеси из выпускной камеры 41 через патрубок 48 для вывода тонкоизмельченного продукта доходит до выпускного отверстия 58 для тонкоизмельченного продукта на пониженной скорости, и стенка выпускной камеры 41 лишь в незначительной степени подвержена износу. Поэтому защитная трубка 57 применяется только в качестве предохранительной меры. Но поскольку высокая скорость потока в просеивающем колесе 8, необходимая для качественной технологии разделения,преобладает и в разгрузочном или выпускном патрубке 20, то защитная трубка 56 важнее,чем защитная трубка 57. Особенно значителен перепад диаметров с расширением при переходе от выпускного патрубка 20 к выпускной камере 41. Впрочем, воздушный сепаратор 7 удобен в обслуживании благодаря разделению корпуса сепаратора 21 описанным образом и расположению компонентов сепаратора по отдельным корпусам, что позволяет заменять поврежденные компоненты с относительно малыми затратами и в течение короткого времени, требуемого на техническое обслуживание. В то время, как в схематическом представлении фиг. 2 и 2 просеивающее колесо 8 показано с обеими дисковыми крышками 32 и 33 и с расположенным между ними лопаточным венцом 59 с лопастями 34 в уже известной, стандартной форме с параллельными и плоскопараллельными дисковыми крышками 32 и 33, то на фиг. 3 и 3 представлено просеивающее колесо 8 для следующего примера исполнения воздушного сепаратора 7 улучшенной конструкции. Такое просеивающее колесо 8 согласно фиг. 3 и 3 дополнительно к лопаточному венцу 59 с лопастями 34 содержит верхнюю дисковую крышку 32 и расположенную по оси на стороне стекающего потока нижнюю дисковую крышку 33 и может вращаться вокруг оси 40 вращения и вместе с тем вокруг продольной оси воздушного сепаратора 7, независимо от того, горизонтально расположена ось 40 вращения или названная продольная ось или вертикально. Диаметральное расширение просеивающего колеса 8 направлено перпендикулярно к оси вращения 40, т.е. к продольной оси воздушного сепаратора 7, независимо от вертикального или горизонтального положения оси 40 вращения и вместе с тем названной продольной оси. Нижняя дисковая крышка 33, обращенная к стекающему потоку, охватывает выпускной патрубок 20 и соосна с ним. Лопасти 34 соединены с обеими дисковыми крышками 33 и 32. Обе дисковые крышки 32 и 33, в отличие от действующей технологии, выполнены коническими, а именно преимущественно такими, чтобы расстояние верхней дисковой крышки 32 от обращенной к стекающему потоку дисковой крышки 33 и от венца лопастей 34 внутрь, т.е. к оси 40 вращения, увеличивалось предпочтительно непрерывно, например, по линейному или не по линейному закону. Конструкция имеет то преимущество, что поверхность обтекаемой цилиндрической рубашки для каждого радиуса между гранями лопастей на выпуске и выпускным патрубком 20 оставалась, по крайней мере, постоянной. Кроме предыдущего и приведенного на фиг. 3 и 3 варианта оформления верхней дисковой крышки 32 и нижней дисковой крышки 33 возможно также, чтобы только одна из обеих крышек 32 или 33 была выполнена конической, а другая дисковая крышка 32 или соответственно 33 была плоской, как в примере исполнения согласно фиг. 2 с обеими плоскими крышками. В частности при этом форма крышки с непараллельной поверхно 16 16737 1 2013.02.28 стью может быть такого вида, чтобы поверхность обтекаемой цилиндрической рубашки для каждого радиуса между гранями лопастей на выпуске и выпускным патрубком 20 оставалась постоянной. Изобретение, в частности, способ согласно изобретению, представлено в описании и на чертежах лишь как примеры исполнения и не ограничивается ими, а охватывает все вариации, модификации, дополнения и комбинации, которые специалист извлечет из данной документации, в частности из формулы изобретения, а также из общих представлений во введении к этому описанию и из описания примеров исполнения и представления их на чертежах, и сможет комбинировать в силу своих профессиональных знаний и современного состояния техники. В особенности могут комбинироваться отдельные приемы и конструктивные возможности изобретения и варианты его исполнения. С помощью подробно описанного выше способа могут размалываться любые частицы,в особенности аморфные частицы, до такой степени, чтобы получить порошкообразные твердые вещества со средним размером частиц 501,5 мкм и/или показателем 902 мкм,и/или показателем 992 мкм. В частности, частицы таких величин и с таким гранулометрическим составом можно получить сухим размолом. Твердое аморфное порошкообразное вещество согласно изобретению характеризуется тем, что имеет средний размер частиц (ТЭМ) 501,5 мкм, предпочтительно 501 мкм,особенно предпочтительно 50 от 0,01 до 1 мкм, в высшей степени предпочтительно 50 от 0,05 до 0,9 мкм, прежде всего предпочтительно 50 от 0,05 до 0,8 мкм, особо предпочтительно от 0,05 до 0,5 мкм и совершенно особо предпочтительно от 0,08 до 0,25 мкм и/или показатель 902 мкм, предпочтительно 901,8 мкм, особенно предпочтительно 90 от 0,1 до 1,5 мкм, в высшей степени предпочтительно 90 от 0,1 до 1 мкм и прежде всего предпочтительно 90 от 0,1 до 0,5 мкм и/или показатель 992 мкм, предпочтительно 991,8 мкм, особенно предпочтительно 991,5 мкм, в высшей степени предпочтительно 99 от 0,1 до 1,0 мкм и прежде всего предпочтительно 99 от 0,25 до 1,0 мкм. Все названные размеры частиц определены с помощью трансмиссионной электронной микроскопии(ТЭМ) и обработки изображений. Для твердого аморфного порошкообразного вещества согласно изобретению речь может идти как о геле, так и о твердом аморфном веществе другого вида. Предпочтительно речь идет о твердом веществе, содержащем, по крайней мере, металл и/или оксид металла,или состоящем из них, прежде всего имеются в виду аморфные оксиды металлов 3-й и 4-й главных групп периодической системы элементов. Это действительно как для геля, так и для твердого аморфного порошкообразного вещества со структурой другого типа. Особенно предпочтительными являются осажденные кремниевые кислоты, пирогенные кремниевые кислоты, силикаты и силикагели, причем силикагели включают как гидрогели, так и аэрогели и ксерогели. В первой предпочтительной форме исполнения для твердого аморфного порошкообразного вещества согласно изобретению речь идет о порошкообразном твердом веществе,содержащем агрегаты и/или агломераты, при этом, прежде всего, об осажденных кремниевых кислотах и/или пирогенных кремниевых кислотах, и/или силикатах, и/или их смесях со средними размерами частиц 501,5 мкм, предпочтительно 501 мкм, особенно предпочтительно 50 от 0,01 до 1 мкм, в высшей степени предпочтительно 50 от 0,05 до 0,9 мкм, прежде всего предпочтительно 50 от 0,05 до 0,8 мкм, особо предпочтительно от 0,05 до 0,5 мкм и совершенно особо предпочтительно от 0,08 до 0,25 мкм и/или с показателем 902 мкм, предпочтительно 901,8 мкм, особенно предпочтительно 90 от 0,1 до 1,0 мкм, в высшей степени предпочтительно 90 от 0,1 до 1 мкм, прежде всего предпочтительно 90 от 0,1 до 0,5 мкм и особо предпочтительно 90 от 0,2 до 0,4 мкм и/или с показателем 992 мкм, предпочтительно 991,8 мкм, особенно предпочтительно 991,5 мкм,в высшей степени предпочтительно 99 от 0,1 до 1,0 мкм, прежде всего предпочтительно 99 от 0,25 до 1,0 мкм и особо предпочтительно от 0,25 до 0,8 мкм. При этом в высшей степени предпочтительны кремниевые кислоты, поскольку они по сравнению с пироген 17 16737 1 2013.02.28 ными кремниевыми кислотами значительно экономичнее в обработке. Все названные размеры частиц определены с помощью трансмиссионной электронной микроскопии (ТЭМ) и обработки полученных снимков. Во второй специальной форме исполнения для твердого аморфного порошкообразного вещества согласно изобретению речь идет о геле, предпочтительно о силикагеле, прежде всего о ксерогеле или аэрогеле, со средними размерами частиц 501,5 мкм, предпочтительно 501 мкм, особенно предпочтительно 50 от 0,01 до 1 мкм, в высшей степени предпочтительно 50 от 0,05 до 0,9 мкм, прежде всего предпочтительно 50 от 0,05 до 0,8 мкм,особо предпочтительно от 0,05 до 0,5 мкм и совершенно особо предпочтительно от 0,08 до 0,25 мкм и/или с показателем 902 мкм, предпочтительно 90 0,05-1,8 мкм, особенно предпочтительно 90 от 0,1 до 1,5 мкм, в высшей степени предпочтительно 90 от 0,1 до 1 мкм,прежде всего предпочтительно 90 от 0,1 до 0,5 мкм и особо предпочтительно 90 от 0,2 до 0,4 мкм и/или с показателем 992 мкм, предпочтительно 991,8 мкм, особенно предпочтительно 99 от 0,05 до 1,5 мкм, в высшей степени предпочтительно 99 от 0,1 до 1,0 мкм,прежде всего предпочтительно 99 от 0,25 до 1,0 мкм и особо предпочтительно 99 от 0,25 до 0,8 мкм. Все названные размеры частиц определены с помощью трансмиссионной электронной микроскопии (ТЭМ) и обработки полученных снимков. В следующей, более специализированной форме исполнения 2 речь идет о мелкопористом ксерогеле, который кроме указанных в форме исполнения 2 показателей 50, 90 и 99 дополнительно характеризуется пористостью от 0,2 до 0,7 мл/г, предпочтительно 0,3-0,4 мл/г. В следующей, еще более специализированной форме исполнения 2 речь идет о ксерогеле, который кроме указанных в форме исполнения 2 показателей 50, 90 и 99 характеризуется пористостью от 0,8 до 1,4 мл/г, предпочтительно 0,9-1,2 мл/г. В следующей, еще более специализированной форме исполнения 2 речь идет о ксерогеле, который кроме указанных в форме исполнения 2 показателей 50, 90 и 99 дополнительно характеризуется пористостью от 1,5 до 2,1 мл/г, предпочтительно 1,7-1,9 мл/г. Условия реакции и физико-химические параметры осажденных кремниевых кислот согласно изобретению определяются следующими методами Определение размеров частиц. В приведенных далее примерах в разных местах названы размеры частиц, которые были измерены одним из трех приведенных далее методов. Это объясняется очень широким диапазоном названных там размеров частиц (от 100 нм до 1000 мкм). В зависимости от ожидаемого размера частиц исследуемой пробы может рассматриваться один из трех методов измерения размеров частиц. Частицы с предполагаемым средним размером 50 мкм определяются путем просеивания. Частицы с предполагаемым средним размером порядка 1-50 мкм исследуются лазерным дифракционным методом, а для частиц с предполагаемым средним размером 1,5 мкм применяется ТЭМ-анализобработка изображений. Метод, который использовался для определения названных в примерах размеров частиц,указан в примечании к каждой таблице. Размеры частиц, приведенные в формуле изобретения, определялись с помощью трансмиссионной электронной микроскопии (ТЭМ) в комбинации с обработкой изображений. 1. Определение гранулометрического состава посредством просеивания. Для определения гранулометрического состава частиц устанавливаются просеянные с помощью грохота фракции (200 ). Для ситового анализа составляются друг на друга контрольные сита с определенным размером ячеек в следующей последовательности ванна для пыли - 45 мкм, 63 мкм, 125 мкм, 250 мкм, 355 мкм, 500 мкм. Составленная таким образом башня из сит закрепляется на просеивающей машине. Для просеивания отвешивается 100 г твердого вещества с точностью 0,1 г и высыпается на самое верхнее сито башни. Встряхивают в течение 5 минут при амплитуде 85. 18 16737 1 2013.02.28 После автоматического выключения просеивания взвешиваются отдельные фракции с точностью до 0,1 г. Фракции должны взвешиваться сразу после просеивания, поскольку результаты могут исказиться из-за потери влаги. Суммированный вес отдельных фракций должен составлять по крайней мере 95 г,чтобы получить достоверный результат. 2. Определение гранулометрического состава частиц посредством лазерной дифракции ( -920). Определение распределения частиц осуществляется по принципу лазерной дифракции на лазерном дифрактометре (фирма , -920). Сначала в химическом стакане емкостью 150 мл (диаметр 6 см) проба твердого аморфного порошкообразного вещества диспергируется в воде с добавлением диспергирующей добавки так, чтобы получилась дисперсия с массовой долей 2, равной 1 мас. . Затем эта смесь с помощью ультразвукового штифта (.400,7) интенсивно (300 Вт, не в пульсирующем режиме) диспергируется в течение 5 минут. Для этого ультразвуковой штифт следует так установить, чтобы его нижний конец отстоял на 1 см от дна химического стакана. Непосредственно вслед за диспергированием с помощью лазерного дифрактометра ( -920) определяется гранулометрический состав обработанной лазером пробы дисперсии. Для обработки результатов с помощью поставляемого с дифрактометром-920 стандартного программного обеспечения следует принимать показатель преломления, равный 1,09. Все измерения выполняются при комнатной температуре. Гранулометрический состав, а также относительные величины, как например размер частиц 90 и 99, автоматически рассчитываются и представляются в графическом виде прибором. Следует учитывать указания руководства по обслуживанию. 3. Определение размера частиц с помощью трансмиссионной электронной микроскопии (ТЭМ) и анализа изображений. Изготовление снимков на трансмиссионном электронном микроскопе (ТЭМ) осуществляется, следуя 3849-02. Для полученных обработкой изображения измерений применяется трансмиссионный электронный микроскоп (фирмы-7500, с максимальным ускоряющим напряжением 120 кВ). Цифровая обработка изображений осуществляется программой фирмы(, /). Используется версия программы 5.0. Для измерений диспергируется около 10-15 мг твердого аморфного порошкообразного вещества в смеси изопропанола с водой (20 мл изопропанола и 10 мл дистиллированной воды) и дисперсия 15 минут обрабатывается ультразвуком (ультразвуковой процессор 100, фирма ., мощность ВЧ-излучения 100 Вт, частота 35 кГц). Затем из готовой дисперсии отбирается небольшое количество (около 1 мл) и наносится на предметную сетку. Лишняя дисперсия промокается фильтровальной бумагой. Затем сетка высушивается. Выбор увеличения описан в 5338 и зависит от гранулометрического состава исследуемого твердого аморфного порошкообразного вещества. Обычно для кремниевых кислот электронно-оптическое увеличение выбирается 500001, а конечное увеличение - 2000001. Для системы цифровой фотографии 3849 устанавливается разрешение в нм/пиксель в зависимости от гранулометрического состава измеряемого твердого аморфного порошкообразного вещества. Условия съемки должны быть подобраны так, чтобы обеспечить воспроизводимость результатов измерений. Определяемые по ТЭМ-снимкам отдельные частицы должны иметь достаточно резкие контуры. Распределение частиц не должно быть плотным. Частицы должны по возможности располагаться отдельно друг от друга. Должно быть возможно меньше наложений. После внимательного осмотра различных фрагментов ТЭМ-снимка препарата выбираются наиболее подходящие участки. При этом следует учитывать, что соотношение мелких,19 16737 1 2013.02.28 средних и крупных частиц для соответствующей пробы является репрезентативным и характерным и оператор не должен отдавать предпочтение мелким или крупным частицам. Общее количество измеряемых агрегатов зависит от диапазона разброса размеров агрегатов чем он больше, тем больше частиц должно быть охвачено, чтобы получить адекватный статистический результат. Для кремниевых кислот выполняется обмер порядка 2500 отдельных частиц. Определение размера и гранулометрического состава первичных частиц осуществляется по специально полученным для этой цели ТЭМ-снимкам, которые анализируются с помощью гранулометрического анализатора 3 по способуи(сбыт фирма). Способ измерения в целом поддерживается анализирующей программой 6.0-32. Сначала калибруются диапазоны измерения в соответствии с диапазоном величин исследуемых частиц (определение самой мелкой и самой крупной частиц), затем выполняются измерения. Увеличенный прозрачный ТЭМ-снимок укладывается на пульт обработки таким образом, чтобы центр тяжести какой-либо частицы попадал в середину мерной отметки. Затем поворотом маховика на 3 изменяется диаметр круглой мерной отметки, пока не получится возможно точное совпадение по размеру с анализируемым объектом на снимке. Зачастую анализируемые структуры не имеют круглой формы. Тогда выходящему за очертания мерной метки участку частицы следует приравнять такую площадь мерной отметки, чтобы она выходила за границы частицы. После удачно выполненного наложения нажатием ножного выключателя запускается собственно процесс подсчета. Частица в зоне мерной отметки пробивается опускающимся маркерным штифтом. После этого ТЭМ-пленка сдвигается на пульте обработки, пока новая частица не попадет под мерную отметку. Выполняется новый процесс сравнения и подсчета. Эта процедура повторяется до тех пор, пока не будут обработаны все частицы, необходимые для статистического подсчета. Количество учитываемых частиц зависит от диапазона разброса их размеров чем больше разброс, тем больше частиц должно быть охвачено, чтобы получить достоверный статистический результат. Для кремниевых кислот измеряется около 2500 отдельных частиц. После завершения обработки данных величины каждого счетчика заносятся в протокол. В качестве среднего размера частиц 50 берется эквивалентный диаметр всех обработанных частиц. Для получения величин частиц 90 и 99 эквивалентные диаметры всех обработанных частиц сортируются по классам через 25 нм (0-25 нм, 25-50 нм, 50-100 нм, ,925-950 нм, 950-975 нм, 975-1000 нм) и выясняется частотность в каждом классе. Из кумулятивного представления этого распределения частотности можно определить размеры частиц 90 (т.е. 90 обработанных частиц имеют меньший эквивалентный диаметр) и 99. Определение удельной поверхности . Удельная поверхность по азоту (называемая далее ВЕТ) порошкообразных твердых веществ определяется в соответствии со стандартом 5794-1/Приложениес помощью прибора 3000 (фирма ) методом многоточечного измерения согласно 9277. Определение объема пор и радиального распределения пор твердых мезопористых веществ путем сорбции азота. Принцип измерения основывается на поглощении азота при 77 К (объемный метод) и может использоваться для твердых мезопористых веществ (диаметр пор от 2 до 50 нм). Определение распределения пор по размеру выполняется по стандарту 66134(определение распределения пор по размеру и удельной поверхности твердых мезопористых веществ путем сорбции азота метод , а и(. Сушка твердого аморфного порошкообразного вещества осуществляется в сушильном шкафу. Подготовка проб и измерение выполняются с помощью прибора 2400 (фир 20 16737 1 2013.02.28 ма ). В качестве измерительных газов используются азот 5.0 и гелий 5.0. Ванной охлаждающей смеси служит жидкий азот. Навески определяются аналитическими весами в мг с точностью до десятичных знаков. Предназначенная для исследования проба предварительно высушивается при 105 С в течение 15-20 часов. Затем из нее в пробоотборную емкость отвешивается 0,3-1 г. Пробоотборная емкость присоединяется к прибору 2400 и нагревается 60 минут при 200 С в вакууме (предельный вакуум 10 мкм рт. ст.). Проба охлаждается в вакууме до комнатной температуры, покрывается азотом и взвешивается. Разница с весом заполненной азотом пробоотборной емкости без твердого вещества дает точную навеску. Измерение осуществляется согласно инструкции по обслуживанию прибора 2400. Для оценки объема пор по 2 (диаметр пор 50 нм) определяется поглощенный объем при помощи десорбции (объем пор с диаметром 50 нм). Радиальное распределение пор рассчитывается на основании измеренной изотермы азота по методу( , , , . . . ., . 73, 373(1951 и представляется кривой распределения. Средний размер пор (диаметр пор ) рассчитывается по формуле Уилеранм 4000 объем мезопор см 3/г / -поверхность м 2/г. Определение влажности или потери при сушке. Влажность твердого аморфного порошкообразного вещества определяется согласно 787-2 после 2-часовой сушки в сушильном шкафу с циркуляцией воздуха при 105 С. Эта потеря после сушки представляет, преимущественно, водную влагу. Определение величины . Определениетвердого аморфного порошкообразного вещества осуществляется для 5 -ной водной суспензии при комнатной температуре в соответствии со стандартом 787-9. По сравнению с этим стандартом были изменены навески (5,00 г 2 на 100 мл деионизованной воды). Определение поглощения дибутилфталата (ДБФ). Поглощение ДБФ (число ДБФ), которое является мерой абсорбционной способности твердых аморфных веществ, определяется в соответствии со стандартом 53601 следующим образом 12,50 г порошкообразного твердого вещества (содержание влаги 42 ) помещаются в смесительную камеру (артикль 279061) прибора фирмы Брабендер для определения поглощения(без демпфирования выходного фильтра датчика крутящего момента). При постоянном помешивании (скорость вращения смесительных лопаток 125 об/мин) в смесь при комнатной температуре каплями через дозатор 90/50 добавляют дибутилфталат со скоростью 4 мл/мин. Перемешивание осуществляется на низкой мощности и отслеживается по цифровому индикатору. К концу процесса смесь становится пастообразной, что отображается резким увеличением потребляемой мощности. При показании 600 (крутящий момент 0,6 Нм) как смеситель, так и дозатор ДБФ отключаются. Синхронный электродвигатель для подачи ДБФ связан с цифровым счетчиком, так что расход ДБФ можно считывать в мл. Поглощение ДБФ дается в единицах г/100 г без десятичных знаков и рассчитывается по следующей формуле 100, 100 гдепоглощение ДБФ в г/100 грасход ДБФ в млплотность ДБФ в г/мл (1,047 г/мл при 20 С)навеска кремниевой кислоты в гпоправочный коэффициент согласно поправочной таблице влажности в г/100 г. 21 16737 1 2013.02.28 Поглощение ДБФ определяется для безводных твердых аморфных веществ. При использовании влажных осажденных кремниевых кислот или силикагелей для расчета поглощения ДБФ следует учитывать поправочный коэффициент . Этот коэффициент берется из следующей поправочной таблицы, например, для влажности кремниевой кислоты 5,8 добавка к ДБФ-поглощению означает 33 г/(100 г). Влажность кремниевой кислоты или силикагеля определяется по описанному ранее способу Определение влажности или потери при сушке. Поправочная таблица влажности для поглощения дибутилфталата - безводный.8 0 0 2 4 5 7 1 9 10 12 13 15 2 16 18 19 20 22 3 23 24 26 27 28 4 28 29 29 30 31 5 31 32 32 33 33 6 34 34 35 35 36 7 36 37 38 38 39 8 39 40 40 41 41 9 42 43 43 44 44 10 45 45 46 46 47 Определение плотности утрамбованной пробы. Определение плотности утрамбованной пробы осуществляется согласно 787-11. Определенное количество непросеянной пробы заполняется в мерный стеклянный цилиндр и с помощью волюметра для трамбовки уплотняется до установленной степени. В процессе трамбовки проба уплотняется. В результате выполненного исследования получают плотность утрамбованной пробы. Измерения выполняются на волюметре для трамбовки со счетчиком фирмы , , тип 2003. Сначала на прецизионных весах тарируется стеклянный цилиндр емкостью 250 мл. Затем в тарированный стеклянный цилиндр с помощью насыпной воронки засыпается 200 мл твердого аморфного вещества, чтобы не оставалось пустого пространства. Потом взвешивается проба с точностью до 0,01 г. После этого слегка похлопывают по цилиндру, чтобы выровнять поверхность кремниевой кислоты в цилиндре. Мерный цилиндр устанавливается в держатель на волюметре трамбованной массы и встряхивается для ее уплотнения 1250 раз. Объем утрамбованной пробы определяется с точностью до 1 мл после одноразового уплотнения. Плотность утрамбованной пробырассчитывается следующим образом 1000/, - плотность трамбовки г/л- объем кремниевой кислоты после уплотнения мл- масса кремниевой кислоты г. Определение щелочного числа. Под определением щелочного числа (ЩЧ) понимают расход соляной кислоты в мл(при объеме пробы 50 мл, 50 мл дистиллированной воды и при концентрации используемой соляной кислоты 0,5 моль/л) при непосредственном потенциометрическом титровании щелочных растворов или суспензий до 8,30. Таким образом выясняют содержание свободной щелочи в растворе или в суспензии. Прибор для измерения(фирма , тип 766 -с датчиком температуры) и -электроды (одностержневая мерная цепь фирмы , тип 7680) ка 22 16737 1 2013.02.28 либруются с помощью двух буферных растворов (7,00 и 10,00) при комнатной температуре. Одностержневая мерная цепь опускается в нагретый до 40 С анализируемый раствор или нагретую суспензию, состоящий (состоящую) из 50,0 мл пробы и 50,0 мл деионизованной воды. Затем каплями добавляют раствор соляной кислоты концентрации 0,5 моль/л, пока не установится постоянная величина , равная 8,30. Из-за медленно устанавливаемого равновесия между кремниевой кислотой и содержанием свободной щелочи необходимо выжидать 15 минут до заключительного считывания расхода кислоты. При выбранных объемах веществ и концентраций рассчитанный расход кислоты в мл как раз соответствует щелочному числу, которое задается безразмерным. Приведенные далее примеры служат для наглядности и более подробного объяснения изобретения, но ни в коем случае не ограничивают его. Исходные материалы. Кремниевая кислота 1. Применяемая в качестве размалываемого исходного материала осажденная кремниевая кислота изготавливалась следующим образом жидкое стекло, используемое в разных местах приведенной ниже рецептуры для получения кремниевой кислоты 1, и серная кислота имеют следующие характеристики жидкое стекло плотность 1,348 кг/л, 27,0 мас.2, 8,05 мас.2 серная кислота плотность 1,83 кг/л, 94 мас. . В сборник объемом 150 м 3 с наклонным дном, с мешалкой с наклонными лопастямии турбиной вливается 117 м 3 воды и добавляется 2,7 м 3 жидкого стекла. При этом соотношение жидкого стекла и воды устанавливается таким, чтобы щелочное число равнялось 7. Затем сборник нагревается до 90 С. После нагрева до этой температуры при помешивании в течение 75 минут одновременно добавляются жидкое стекло со скоростью дозирования 10,2 м 3/ч и серная кислота со скоростью дозирования 1,55 м 3/ч. Затем в течение следующих 75 минут при 90 С одновременно добавляется при помешивании жидкое стекло со скоростью дозирования 18,8 м 3/ч и серная кислота со скоростью дозирования 1,55 м 3/ч. В течение общего времени добавления скорость дозирования серной кислоты при необходимости корригируется таким образом, чтобы в этот промежуток времени щелочное число оставалось равным 7. После этого отключается дозирование жидкого стекла. Затем в течение 15 минут добавляется столько серной кислоты, чтобыустановилось равным 8,5. При этом значениисуспензия перемешивается (подвергается старению) 30 минут. Затем путем добавления серной кислоты в течение примерно 12 минутсуспензии устанавливается равной 3,8. Во время осаждения, старения и подкисления температура суспензии поддерживается равной 90 С. Полученная суспензия фильтруется через мембранный фильтр-пресс, и фильтровальный осадок промывается деионизованной водой до тех пор, пока удельная проводимость промывочной воды не установится меньше 10 мСм/см. При этом содержание твердого вещества в фильтровальном осадке 25 . Сушка фильтровального осадка осуществляется в сушилке типа -. Данные кремниевой кислоты 1 представлены в табл. 1. Гидрогельизготовление. Из жидкого стекла (плотность 1,348 кг/л, 27,0 мас.2, 8,05 мас.2) и 45 ной серной кислоты изготавливается силикагель ( гидрогель). Для этого интенсивно перемешиваются серная кислота (45 мас. ) и натриевое жидкое стекло так, чтобы установилось соотношение реагента, соответствующее избытку кислоты(0,25 ) и концентрации 2, равной 18,5 мас. . Образующийся при этом гидрогель оставляется на ночь (12 часов) и затем разламывается на частицы размером примерно 1 см. Промывается деионизованной водой при 30-50 С, пока проводимость промывочной воды не станет меньше 5 мСм/см. 23 16737 1 2013.02.28 Кремниевая кислота 2 (гидрогель) полученный описанным выше способом гидрогель с добавкой аммиака в течение 10-12 часов подвергается старению при 9 и температуре 80 С, затем серной кислотой(45 мас. )доводится до 3. При этом содержание твердого вещества в гидрогеле составляет 34-35 . Затем гидрогель грубо размалывается на штифтовой мельнице (160) на частицы размером порядка 150 мкм. Остаточная влажность гидрогеля равна 67 . Данные кремниевой кислоты 2 приведены в табл. 1. Кремниевая кислота 3 кремниевая кислота 2 высушивается с помощью сушилки типа - (/, , тип 47, вх 350 С, Твых 130 С) так, чтобы после сушки конечная влажность составляла 2 . Данные кремниевой кислоты 3 приведены в табл. 1. Кремниевая кислота 3 полученный описанным выше способом гидрогель дополнительно промывается водой при 80 С, пока проводимость промывочной воды не станет меньше 2 мСм/см, и высушивается в сушильном шкафу с циркуляцией воздуха (1600.200) при 160 С до остаточной влажности менее 5 . Чтобы добиться равномерного дозирования и хорошего помола, ксерогель предварительно размельчается на частицы размером 100 мкм (200). Данные кремниевой кислоты 3 приведены в табл. 1. Кремниевая кислота 3 полученный описанным выше способом гидрогель с добавкой аммиака в течение 4 часов подвергается старению при 9 и температуре 80 С, затем серной кислотой (45 мас. )доводится до 3, и гидрогель высушивается в сушильном шкафу с циркуляцией воздуха(1600.200) при 160 С до остаточной влажности менее 5 . Чтобы добиться равномерного дозирования и хорошего помола, ксерогель предварительно размельчается на частицы размером 100 мкм (200). Данные кремниевой кислоты 3 приведены в табл. 1. Таблица 1 Физико-химические свойства неразмолотых исходных материалов Кремниевая Кремниевая Кремниевая Кремниевая Кремниевая кислота 1 кислота 2 кислота 3 кислота 3 кислота 3 Гранулометрический состав, полученный с помощью лазерной дифракции (920) 50 мкм 22,3 н.о. н.о. н.о. н.о. 99 мкм 85,1 н.о. н.о. н.о. н.о. 10 мкм 8,8 н.о. н.о. н.о. н.о. Гранулометрический состав, полученный с помощью ситового анализа 250 мкм Примеры 1-3 Размол согласно изобретению. Для предварительной подготовки собственно размола перегретым водяным паром противоточная мельница с псевдоожиженным слоем согласно фиг. 1, 2 и 3 сначала 24 16737 1 2013.02.28 нагревается до температуры на входе мельницы 105 С через два сопла 5 для горячего газа (одно из которых представлено на фиг. 1), на которые подается горячий сжатый воздух при давлении 10 бар и с температурой 160 С. Для осаждения размалываемого продукта к мельнице подсоединено фильтрующее устройство (не показано на фиг. 1), корпус фильтра которого в нижней трети для предупреждения конденсации косвенно подогревается через присоединенный нагревательный змеевик насыщенным паром при давлении 6 бар. Все поверхности аппарата в области мельницы, осадочного фильтра, а также подводящих трубопроводов для пара и горячего сжатого воздуха тщательно изолированы. После достижения нужной температуры нагрева прекращается подача горячего сжатого воздуха через сопла для горячего газа и запускается подвод перегретого пара (38 бар(абс),330 С) через три сопла для мелющих струй. Для защиты фильтровального материала в осадочном фильтре, а также для нормализации установленного содержания остаточной воды в размалываемом продукте на уровне 2-6 , на стадии пуска и во время процесса измельчения в размольную камеру впрыскивается вода через двухфункциональное сопло для сжиженного газа в зависимости от температуры на выходе мельницы. Загрузку продукта начинают в момент, когда основные параметры технологического процесса (табл. 2) устанавливаются постоянными. Регулирование загружаемого объема осуществляется в зависимости от устанавливаемого просеивающего потока. Просеивающий поток регулирует загружаемый объем таким образом, чтобы не могло быть превышено 70 номинального потока. При этом в качестве средства загрузки (4) размалываемого материала действует лопастный барабан с регулируемым числом оборотов, который дозирует загружаемый продукт из сборного резервуара через тактовый шлюзовой затвор, служащий барометрическим запором, в размольную камеру, находящуюся при избыточном давлении. Таблица 2 Пример Пример 1 Пример 2 Пример 3 Пример 3 Пример 3 Исходный Кремниевая Кремниевая Кремниевая Кремниевая Кремниевая материал кислота 1 кислота 2 кислота 3 кислота 3 кислота 3 Диаметр сопла мм 2,5 2,5 2,5 2,5 2,5 Тип сопла Количество штук 3 3 3 3 3 Внутреннее давление бар абс. 1,306 1,305 1,305 1,304 1,305 мельницы Давление на бар абс. 37,9 37,5 36,9 37,0 37,0 входе Температура на С 325 284 327 324 326 входе Температура на выходе С 149,8 117 140,3 140,1 139,7 мельницы Число оборомин-1 5619 5500 5491 5497 5516 тов сепаратора Ток сепаратора А 54,5 53,9 60,2 56,0 56,5 Диаметр погружной мм 100 100 100 100 100 трубки 25 16737 1 2013.02.28 Измельчение крупноразмерных фракций осуществляется в расширяющихся струях пара (мелющего газа). Частицы продукта вместе с ослабленным мелющим газом поднимаются в центре мельничного корпуса к просеивающему колесу. В зависимости от установленной скорости вращения просеивателя и объема мелющего пара (табл. 1) достаточно мелкие частицы попадают с мелющим паром в выходное отверстие для тонкоизмельченного продукта и оттуда в присоединенную систему осаждения, в то время как крупные частицы возвращаются в зону помола и еще раз подвергаются измельчению. Разгрузка осажденного тонкоизмельченного продукта из осадочного фильтра в следующий за ним бункер и фасовка осуществляются с помощью лопастного барабана. Преобладающее давление мелющего газа на соплах для мелющего газа, и вытекающий отсюда объем мелющего газа в сочетании с числом оборотов динамического лопастного просеивателя определяют дисперсность гранулометрической функции и верхнюю границу размера зерен. Существенные параметры процесса могут быть взяты из табл. 2, а параметры продукта приведены в табл. 3. Таблица 3 Пример 1 Пример 2 Пример 3 Пример 3 Пример 3 501) нм 125 106 136 140 89 1) 90 нм 275 175 275 250 200 991) нм 525 300 575 850 625 2- поверхность м /г 122 354 345 539 421 2-объем пор мл/г н.о. 1,51 1,77 0,36 0,93 Средний нм н.о. 17,1 20,5 2,7 8,8 размер пор ДБФ (безводный) г/100 г 235 293 306 124 202 Плотность г/л 42 39 36 224 96 трамбовки Потеря при сушке 4,4 6,1 5,5 6,3 6,4 1) Определение гранулометрического состава с помощью трансмиссионной электронной микроскопии (ТЭМ) и анализ изображений. Список принятых обозначений 1 Струйная мельница 2 Цилиндрический корпус 3 Размольная камера 4 Средство загрузки размалываемого продукта 5 Впускное отверстие для мелющей струи 5 Сопла для горячего газа 6 Выпускное отверстие для продукта размола 7 Воздушный сепаратор 8 Просеивающее колесо 8 Просеивающая щель 9 Впускное отверстие или впускное сопло 10 Мелющая струя 11 Нагревательный элемент 12 Нагревательный элемент 13 Подающий трубопровод 14 Теплоизолирующая обшивка 15 Впуск 16 Выпуск 26 Центр размольной камеры Резервуар или оборудование для производства Трубопроводы Выпускной патрубок (приемная трубка) Корпус просеивателя (сепаратора) Верхняя часть корпуса Нижняя часть корпуса Окружной фланец Окружной фланец Шарнир Стрелка Корпус просеивающей камеры Кронштейны Разгрузочный конус Фланец Фланец Дисковая крышка Дисковая крышка Лопасть Вал просеивающего колеса Вращающаяся опора Провод вала Верхняя обработанная пластина Нижняя обработанная пластина Верхняя коническая часть корпуса Патрубок для загрузки продукта Ось вращения просеивающего колеса Выпускная камера Верхняя крышка Съемная крышка Кронштейны Конусообразный кольцевой корпус Всасывающий фильтр Перфорированная плита Патрубок для вывода тонкоизмельченного продукта Отбойный конус Впускная спираль просеивающего воздуха Разгрузочное приспособление для продукта грубого помола Фланец Фланец Дисперсная зона Фланец с обработанными внутренними гранями (со снятой фаской) и обшивка Сменная защитная трубка Сменная защитная трубка Выходное отверстие/выпуск тонкоизмельченного продукта Лопаточный венец Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 29
МПК / Метки
МПК: B02C 19/06
Метки: субмикронные, частицы, аморфные
Код ссылки
<a href="https://by.patents.su/29-16737-amorfnye-submikronnye-chasticy.html" rel="bookmark" title="База патентов Беларуси">Аморфные субмикронные частицы</a>
Способ получения стабильных арилпиррольных частиц, стабильные арилпиррольные частицы и композиция концентрата суспензии
Номер патента: 6765
Опубликовано: 30.03.2005
Авторы: Сринивасан РАДЖАН, Джиан Джеймс КСУ, Эдвард С. ДОНОХЬЮ, Патрик Чарлз МАУЕРИ, Эндрю Эвелин ГОЛДСМИТ, Энтони Фрэнсиз УОЛКЕР, Мими Йих-Пей Чоу ШААФ, Стивен БРАНТ
МПК: A01N 43/36, A01N 25/04
Метки: арилпиррольные, суспензии, частицы, получения, арилпиррольных, стабильных, частиц, стабильные, концентрата, способ, композиция
Текст:
...в упомянутых композициях различна. Обычно известные арилпиррольные частицы увеличиваются в размере во время хранения, т.е. первоначаль 3НОС ЧИСЛО ОТНОСИТЕЛЬНО НСбОЛЬШИХ частиц становится МСНЬШИМ ЧИСЛОМ бОЛЬШИХ частиц. Желательно ИМСТЬ частицы, размеры КОТОРЫХ ПРСДСКЗЗУСМО стабильны С ТСЧСНИСМ ВРСМСНИ,ЧТОбЫ ИСКЛЮЧИТЬ НСЖСЛЗТСЛЬНЫС ИЗМСНСНИЯ характеристик препаратов, содержащих ЭТИ частицы.Данное изобретение представляет стабильные...
Частицы удобрения, имеющие покрытие
Номер патента: 13569
Опубликовано: 30.08.2010
Авторы: ХЕРО, Хейкки, ПОУКАРИ, Юхани
Метки: частицы, покрытие, имеющие, удобрения
Текст:
...В покрывающей оболочке может также быть один или более таких смешанных слоев. Один или более покрывающих слоев могут дополнительно содержать другие вещества, помимо связующего вещества и/или покрывающего агента, например, дополнительные вещества, известные в качестве покрывающих агентов. Таким образом, кроме неорганической составляющей, которая поглощает воду в качестве кристаллизационной воды, например, полугидрата сульфата кальция...
Капсула, заключающая клетки, продуцирующие вирусные частицы, способ ее получения и фармацевтическая композиция, содержащая капсулу
Номер патента: 6376
Опубликовано: 30.09.2004
Автор: undefined
МПК: A61K 9/50, A61K 48/00, C12N 11/04...
Метки: вирусные, продуцирующие, способ, капсула, фармацевтическая, содержащая, заключающая, композиция, капсулу, клетки, получения, частицы
Текст:
...что водный раствор сульфата натрийсодержащей целлюлозы содержит О,5-50,О , предпочтительно 2-5 , сульфата натрийсодержащей целлюлозы И 2-10 предпочтительно 5 , плодной телячей сыворотки в забуферированном физиологическом растворе.24. Способ по п. 22, отличающийся тем, что водный раствор хлорида полидиметилдиаллиламмония содержит 0,5-50,0 , предпочтительно 2-10 или более предпочтительно 3 хлорида полидиметилдиашшламмотшя в забуферированном...
Фармацевтические микросферические частицы вальпроевой кислоты для перорального введения
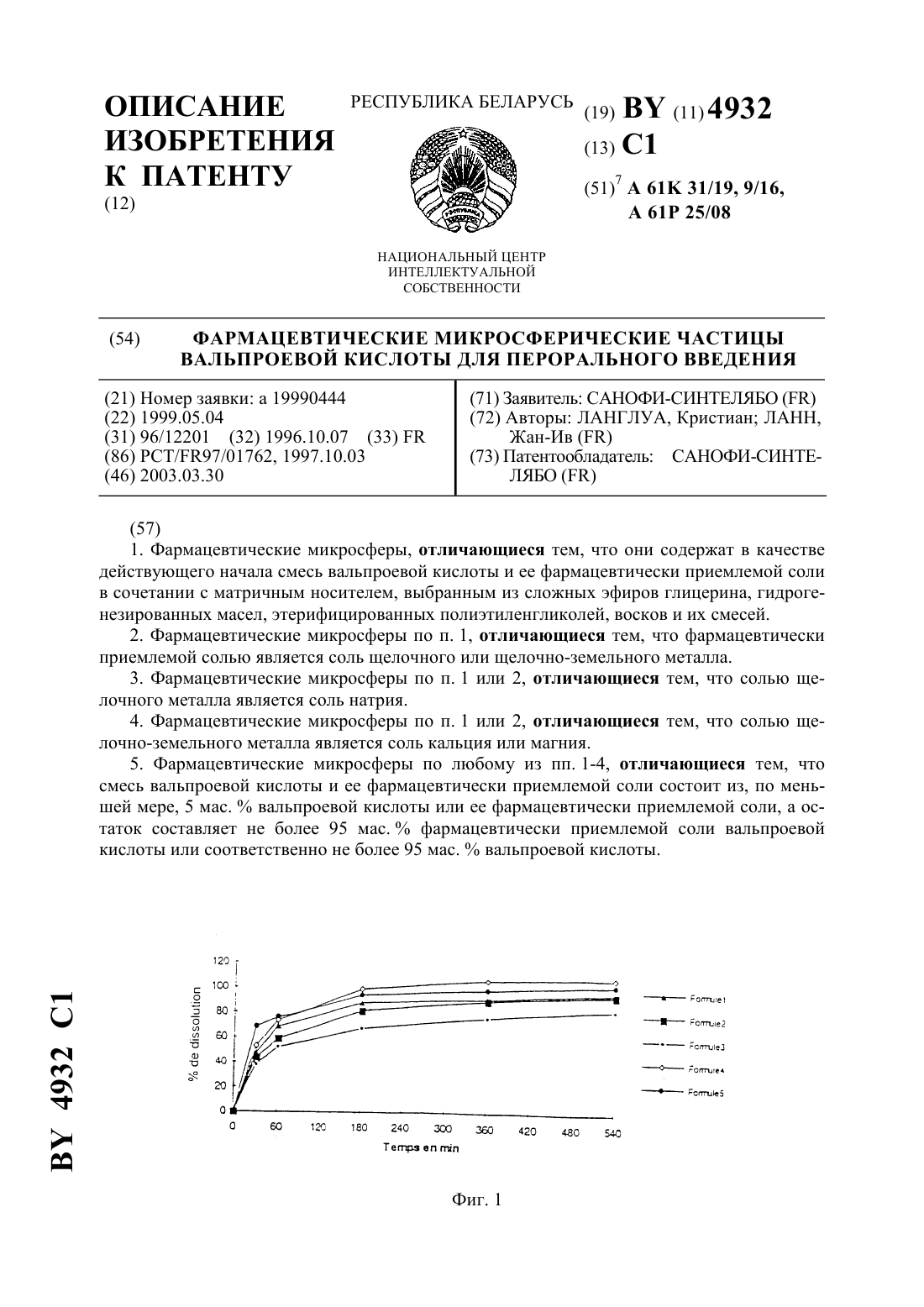
Номер патента: 4932
Опубликовано: 30.03.2003
Авторы: ЛАНН, Жан-Ив, ЛАНГЛУА, Кристиан
МПК: A61K 9/16, A61P 25/08, A61K 31/19...
Метки: введения, фармацевтические, частицы, вальпроевой, микросферические, перорального, кислоты
Текст:
...и матричным эксципиентом, представляет собой ограничивающий фактор для осуществления метода сталагмопуазии, предназначенного для получения фармацевтических микросфер. В данном случае и по этой причине микросферы, согласно изобретению, содержат самое большее 35 мас.действующего начала, описанного выше, предпочтительно - от 30 до 35 мас. . В самом деле отмечают, что массовая концентрация действующего начала свыше 35 будет требовать...
Способы обработки частиц нанодисперсных алмазов, способы получения содержащих алмазные частицы заготовок и алмазосодержащая шихта
Номер патента: 9217
Опубликовано: 30.04.2007
Авторы: Сенють Владимир Тадеушевич, Сенють Тадеуш Брониславович
МПК: B24D 3/04, C01B 31/06
Метки: шихта, частицы, заготовок, обработки, способы, содержащих, алмазные, алмазосодержащая, нанодисперсных, частиц, получения, алмазов
Текст:
...мас.и углеводородную жидкость в количестве 10-100 об.от объема полученной шихты. 10. Способ по п. 1 или 8, отличающийся тем, что к частицам алмаза добавляют до 10 мас.аморфного бора с размерами частиц не более 1 мкм. 11. Способ по любому из пп. 8-10, отличающийся тем, что частицы алмаза предварительно обрабатывают ультразвуком частотой не менее 22 кГц, мощностью излучения не менее 100 Вт/см 3 в течение 5-15 мин. 12. Способ обработки частиц...
Предыдущий патент: Комплексное удобрение с модифицирующими добавками для картофеля и способ его внесения
Следующий патент: Разборная горелка
Случайный патент: Сырьевая смесь для изготовления керамзита