Сварное соединение с угловыми швами
Номер патента: U 9173
Опубликовано: 30.04.2013
Авторы: Цумарев Юрий Александрович, Шелег Валерий Константинович, Цумарев Евгений Николаевич
Текст
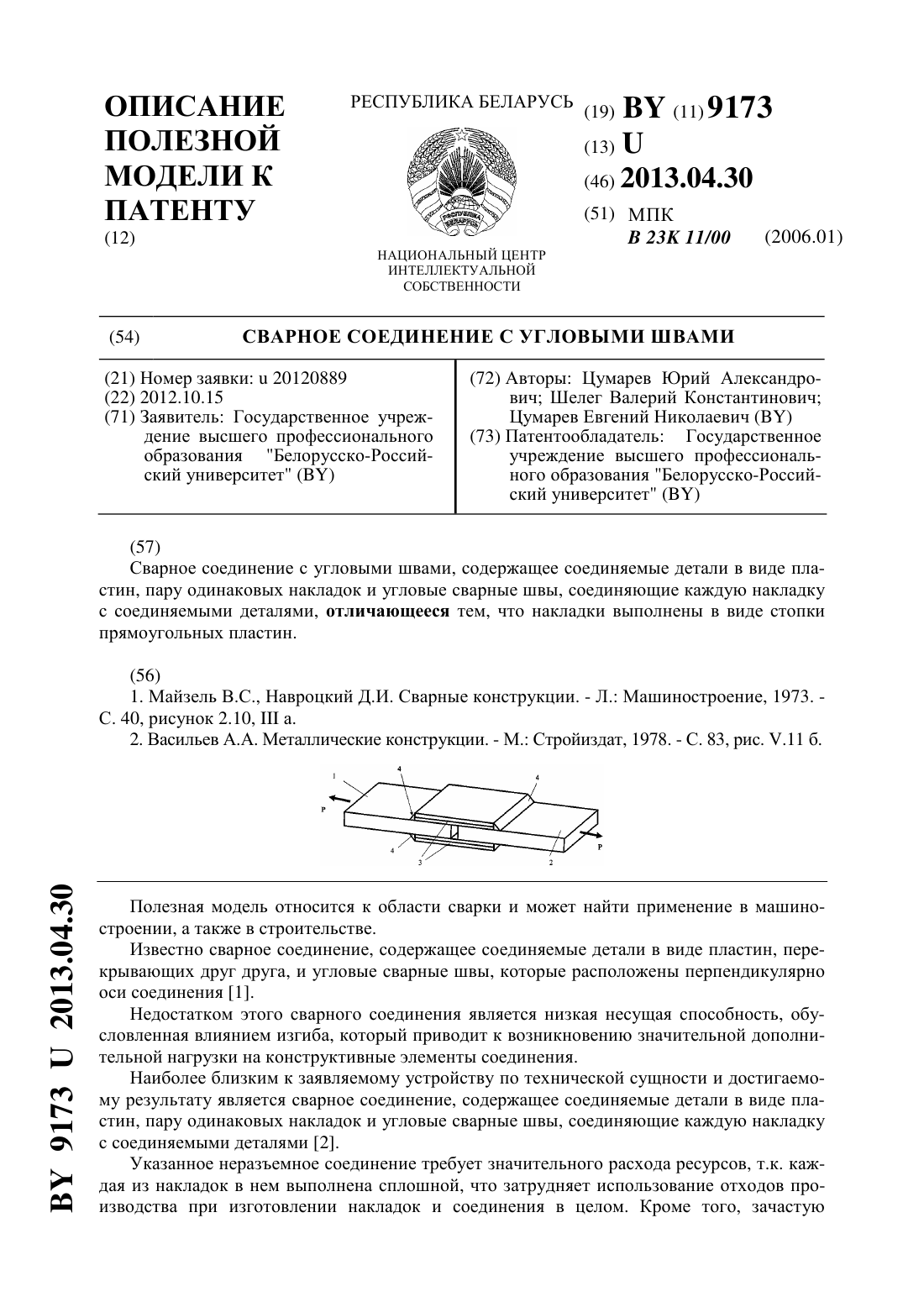
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Цумарев Юрий Александрович Шелег Валерий Константинович Цумарев Евгений Николаевич(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) Сварное соединение с угловыми швами, содержащее соединяемые детали в виде пластин, пару одинаковых накладок и угловые сварные швы, соединяющие каждую накладку с соединяемыми деталями, отличающееся тем, что накладки выполнены в виде стопки прямоугольных пластин. Полезная модель относится к области сварки и может найти применение в машиностроении, а также в строительстве. Известно сварное соединение, содержащее соединяемые детали в виде пластин, перекрывающих друг друга, и угловые сварные швы, которые расположены перпендикулярно оси соединения 1. Недостатком этого сварного соединения является низкая несущая способность, обусловленная влиянием изгиба, который приводит к возникновению значительной дополнительной нагрузки на конструктивные элементы соединения. Наиболее близким к заявляемому устройству по технической сущности и достигаемому результату является сварное соединение, содержащее соединяемые детали в виде пластин, пару одинаковых накладок и угловые сварные швы, соединяющие каждую накладку с соединяемыми деталями 2. Указанное неразъемное соединение требует значительного расхода ресурсов, т.к. каждая из накладок в нем выполнена сплошной, что затрудняет использование отходов производства при изготовлении накладок и соединения в целом. Кроме того, зачастую 91732013.04.30 толщину накладок приходится завышать из-за отсутствия листового проката требуемой толщины, что также увеличивает расход ресурсов и массу соединения. Задачей полезной модели является снижение расхода ресурсов на изготовление сварного соединения. Поставленная задача достигается тем, что в сварном соединении, содержащем соединяемые детали в виде пластин, пару одинаковых накладок и угловые сварные швы, соединяющие каждую накладку с соединяемыми деталями, согласно полезной модели,накладки выполнены в виде стопки прямоугольных пластин. Благодаря тому что в сварном соединении накладки выполнены в виде стопки прямоугольных пластин, при изготовлении накладок, а значит, и соединения в целом могут быть использованы отходы производства в виде обрезков конструкционного материала. Соответствующим образом уменьшается расход кондиционных ресурсов на изготовление сварных изделий, снижается коэффициент потерь и увеличивается коэффициент использования материалов. Кроме того, при выполнении накладок в виде стопки прямоугольных пластин имеется возможность подобрать такую суммарную их толщину, которую невозможно обеспечить в сплошной накладке. Это дает возможность избегать значительного завышения толщины применяемых накладок при отсутствии готового проката требуемой толщины. Таким образом, благодаря заявляемому отличительному признаку достигается решение поставленной задачи полезной модели. Сущность полезной модели поясняется фигурой, на которой показано заявляемое сварное соединения. Сварное соединение содержит соединяемую деталь 1, соединяемую деталь 2, пару одинаковых накладок 3 и угловые сварные швы 4. Угловые сварные швы 4 соединяют детали 1 и 2 с накладками 3. Каждая из накладок 3 выполнена в виде стопки прямоугольных пластин. Заявляемое сварное соединение работает следующим образом. Рабочая нагрузка Р прикладывается к соединяемым деталям 1 и 2, а далее она через угловые сварные швы 4 передается на накладки 3. Рабочая нагрузка, приходящаяся на каждую из накладок 3, распределяется между отдельными слоями соответствующей стопки пропорционально толщине слоя, составляющего накладку. Поэтому величина рабочих напряжений в составной накладке не превышает их значений, характерных для известной накладки сплошного сечения. Варьируя толщинами прямоугольных листов, составляющих стопку, можно обеспечивать более близкое совпадение общей (суммарной) толщины накладки заявляемого сварного соединения, чем у соединения известной конструкции. Пример. При проектном расчете сварного соединения было получено значение требуемой толщины накладки 6,5 мм. Округление данного значения в меньшую сторону до 6 мм приводит к значительному перенапряжению, составляющему 7,7 , что не допускается действующими правилами проектирования. Поэтому при использовании известного сварного соединения изготовитель был бы вынужден допустить завышение толщины накладки до значения 8 мм, т.к. листовой прокат толщиной 7 мм промышленностью не производится. При этом конструкционный материал накладки в процессе эксплуатации будет недогруженным, а перерасход материала составит 23 . Заявляемое техническое решение позволяет изготовить накладку в виде стопки, состоящей из двух прямоугольных пластин толщиной 2,5 и 4 мм. При этом суммарная толщина накладки будет в точности равна ее расчетному значению. Таким образом, заявляемое сварное соединение позволит избежать перерасхода конструкционного материала при изготовлении металлоконструкций с накладками. Предлагаемая конструкция сварного соединения не требует сложного технологического процесса и в то же время позволяет снизить ресурсоемкость его изготовления, за счет чего обеспечивается экономический эффект при его промышленном использовании. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 2
МПК / Метки
МПК: B23K 11/00
Метки: соединение, угловыми, сварное, швами
Код ссылки
<a href="https://by.patents.su/2-u9173-svarnoe-soedinenie-s-uglovymi-shvami.html" rel="bookmark" title="База патентов Беларуси">Сварное соединение с угловыми швами</a>
Сварное соединение пластин с прорезными швами
Номер патента: U 6869
Опубликовано: 30.12.2010
Авторы: Цумарев Юрий Алексеевич, Шмурадко Валерий Трофимович, Коротеев Артур Олегович
МПК: B23K 33/00
Метки: швами, соединение, прорезными, пластин, сварное
Текст:
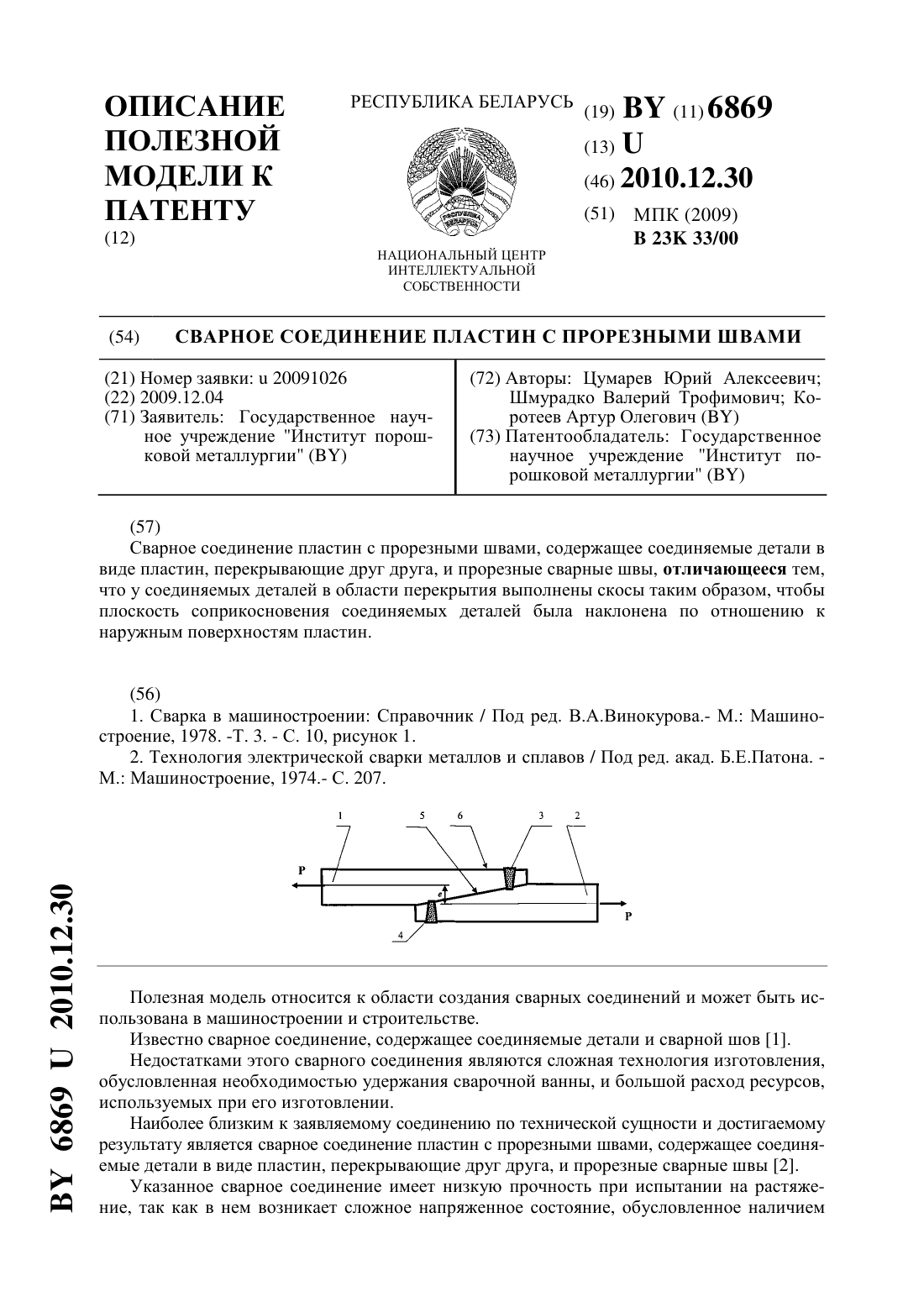
...по отношению к наружным поверхностям пластин. Благодаря тому что у соединяемых деталей в области перекрытия выполнены скосы таким образом, чтобы плоскость соприкосновения упомянутых соединяемых деталей была наклонена по отношению к наружным поверхностям пластин, в сварном соединении уменьшается величина эксцентриситета рабочей нагрузки. Соответствующим образом уменьшается и величина изгибающего момента, что улучшает условия работы...
Нахлесточное сварное соединение с фланговыми швами

Номер патента: U 8774
Опубликовано: 30.12.2012
Авторы: Зинкевич Людмила Яковлевна, Погосян Андрей Грачевич, Цумарев Евгений Николаевич, Цумарев Юрий Алексеевич, Радченко Александр Адамович
МПК: B23K 11/00
Метки: соединение, сварное, фланговыми, швами, нахлесточное
Текст:
...друг друга, и пару одинаковых продольных угловых сварных швов, катет упомянутых угловых сварных швов уменьшается по мере удаления от краев каждого шва к его середине так, что его величина в середине шва составляет 50 от соответствующей величины у краев шва. Благодаря тому что в нахлесточном сварном соединении с фланговыми швами катет упомянутых угловых сварных швов уменьшается по мере удаления от краев каждого шва к его середине так,...
Сварное соединение пластин

Номер патента: U 7204
Опубликовано: 30.04.2011
Авторы: Цумарев Юрий Алексеевич, Коротеев Артур Олегович, Киршина Наталья Васильевна
МПК: B23K 33/00
Метки: пластин, соединение, сварное
Текст:
...полезной модели, скосы у соединяемых деталей в области перекрытия выполнены так, что плоскость соприкосновения упомянутых соединяемых деталей наклонена по отношению к наружным поверхностям пластин. Благодаря тому, что у соединяемых деталей в области перекрытия выполнены скосы таким образом, чтобы плоскость соприкосновения упомянутых соединяемых деталей была наклонена по отношению к наружным поверхностям пластин, в сварном соединении...
Нахлесточное сварное соединение пластин

Номер патента: U 6412
Опубликовано: 30.08.2010
Авторы: Цумарев Юрий Алексеевич, Лученок Алексей Романович, Коротеев Артур Олегович
МПК: B23K 33/00
Метки: соединение, нахлесточное, сварное, пластин
Текст:
...при этом углы скосов каждой из деталей выполнены одинаковыми. Благодаря тому что соприкасающиеся плоскости соединяемых деталей выполнены скошенными по всей их толщине, а углы скосов каждой из деталей выполнены одинаковыми, в сварном соединении уменьшается величина эксцентриситета рабочей нагрузки. Соответствующим образом уменьшается и величина изгибающего момента, что улучшает условия работы соединения под нагрузкой и повышает его...
Сварное соединение
Номер патента: U 8615
Опубликовано: 30.10.2012
Авторы: Цумарев Юрий Алексеевич, Сасновский Сергей Петрович, Цумарев Евгений Николаевич, Сущик Сергей Николаевич
МПК: B23K 33/00
Метки: соединение, сварное
Текст:
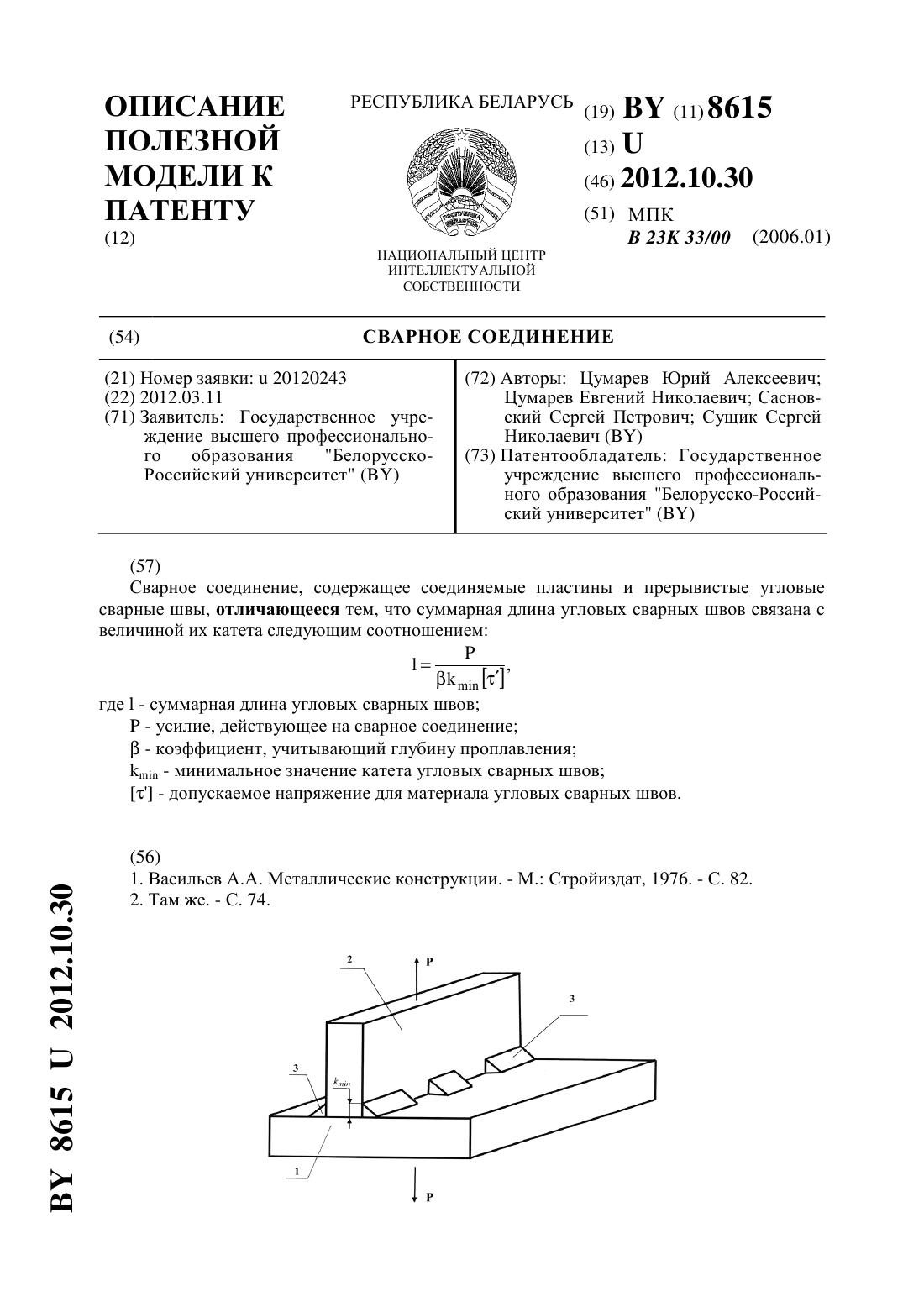
...глубину проплавления- минимальное значение катета угловых сварных швов- допускаемое напряжение для материала угловых сварных швов. Благодаря тому что суммарная длина угловых сварных швов связана с величиной их, обеспечиваются оптимальные размеры сварного сокатета соотношениемединения и минимизируется объем, занимаемый сварными швами, при сохранении уровня их несущей способности. В свою очередь, это обеспечивает минимальный расход ресурсов,...
Предыдущий патент: Устройство для контроля шлицевых валов
Следующий патент: Устройство для рассеивания газообразных пожаро-, взрыво- и химически опасных веществ при их аварийном выбросе
Случайный патент: Пиранометр