Технологическая установка для формования стеклотары и способ запуска ее в работу
Номер патента: 7540
Опубликовано: 30.12.2005
Авторы: ШИНАБЕРРИ, Дерек, ФАРКАС, Даниел, Стивен, ЛИДИ, Д., Уайн
Текст
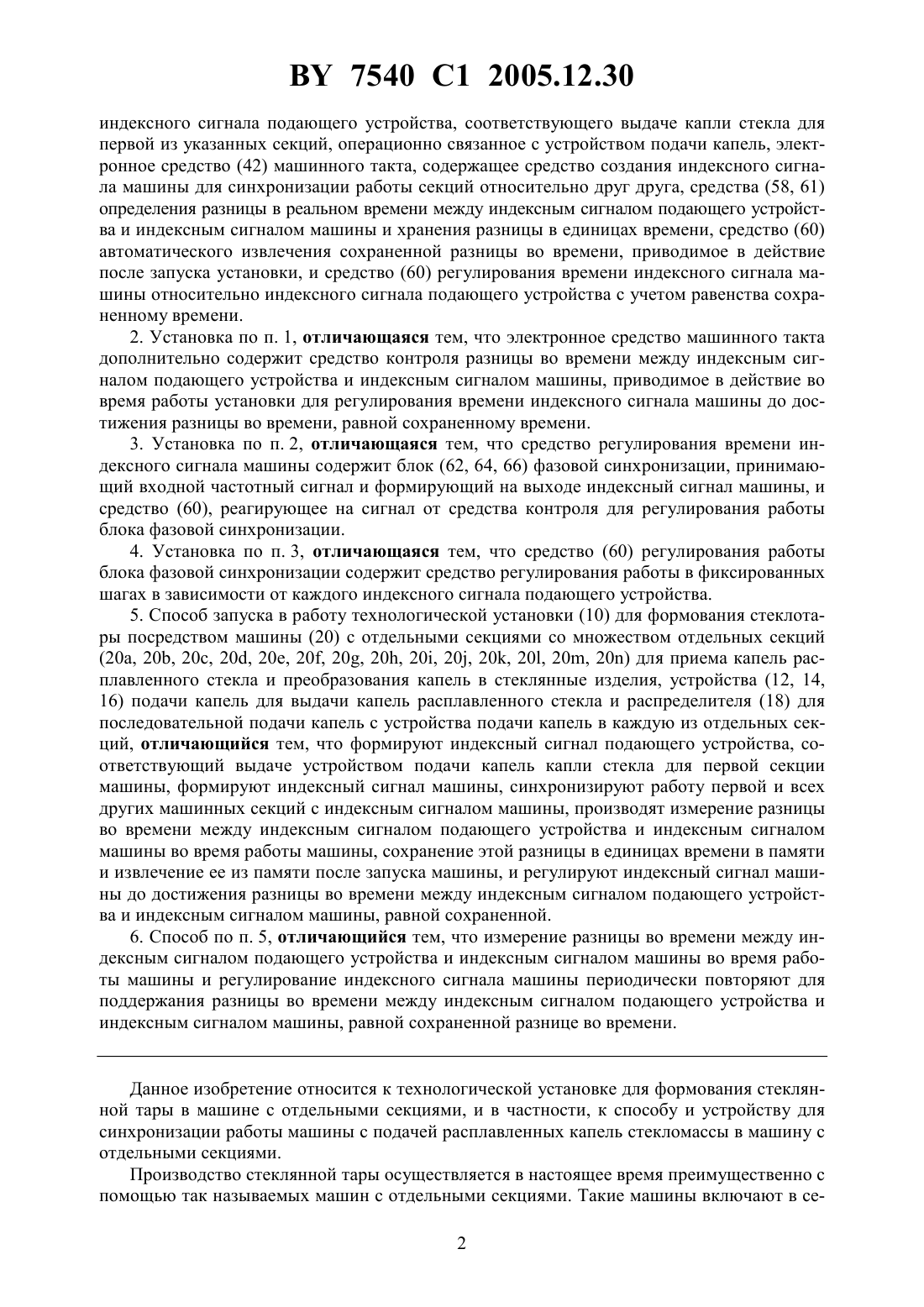
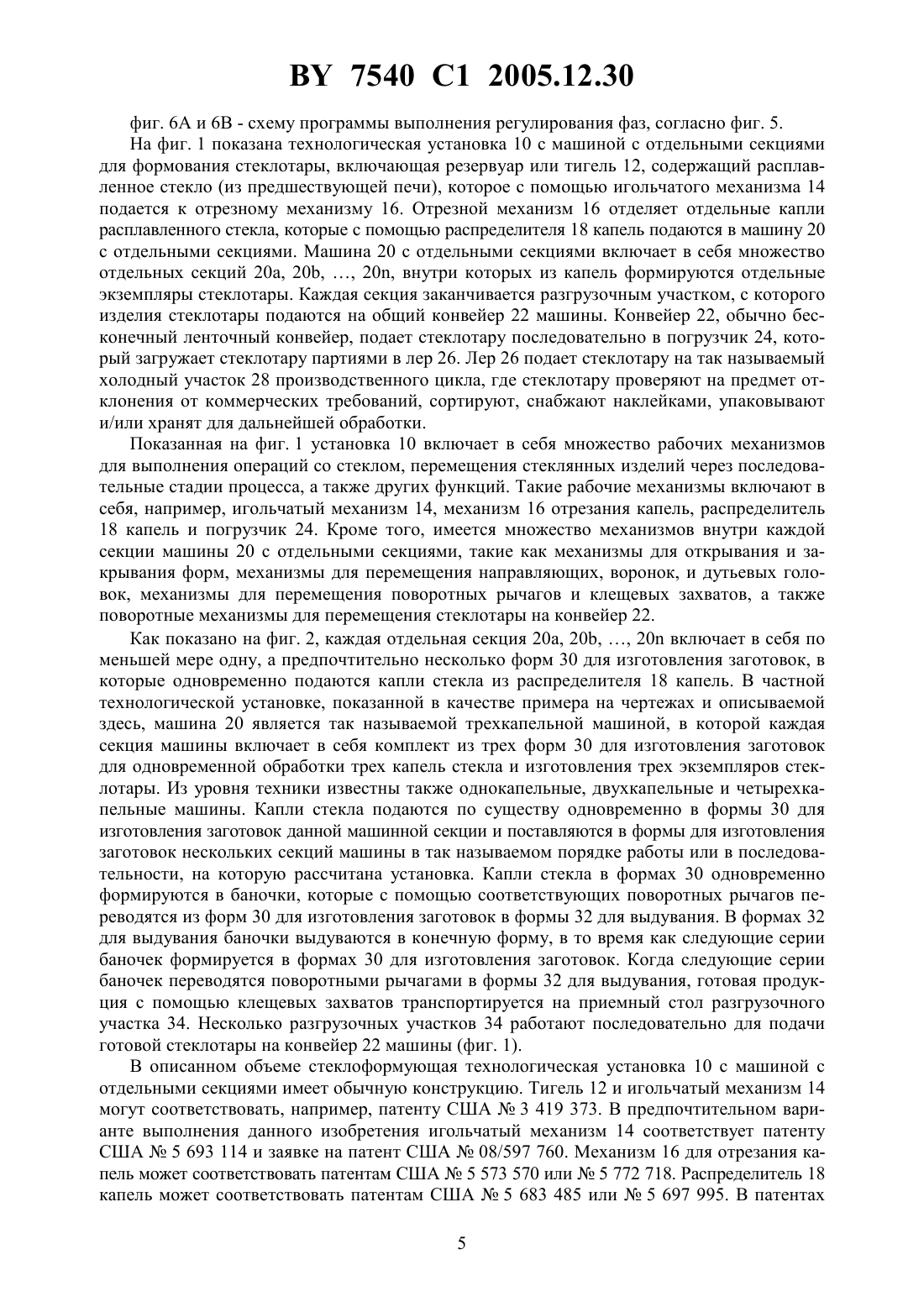
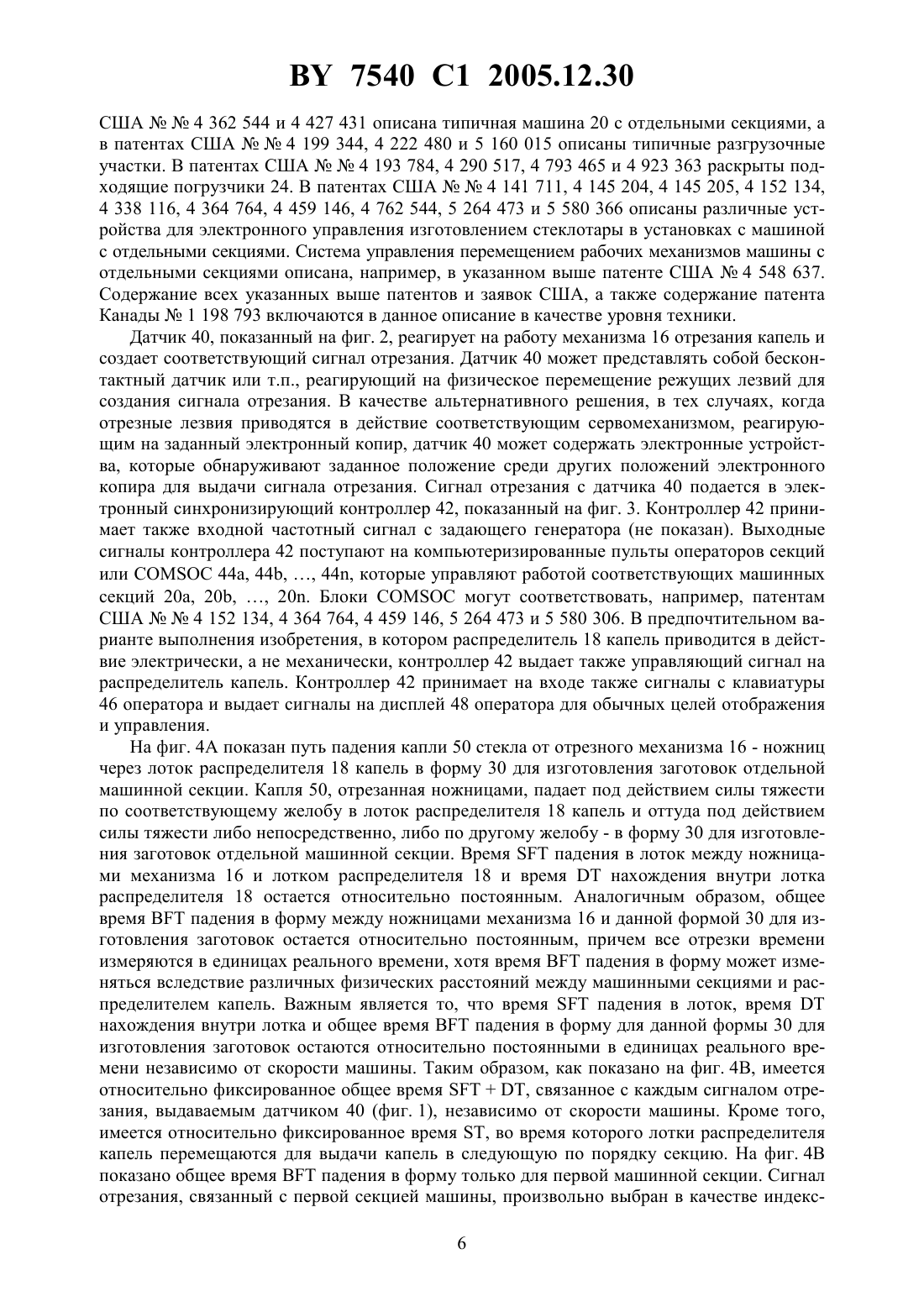
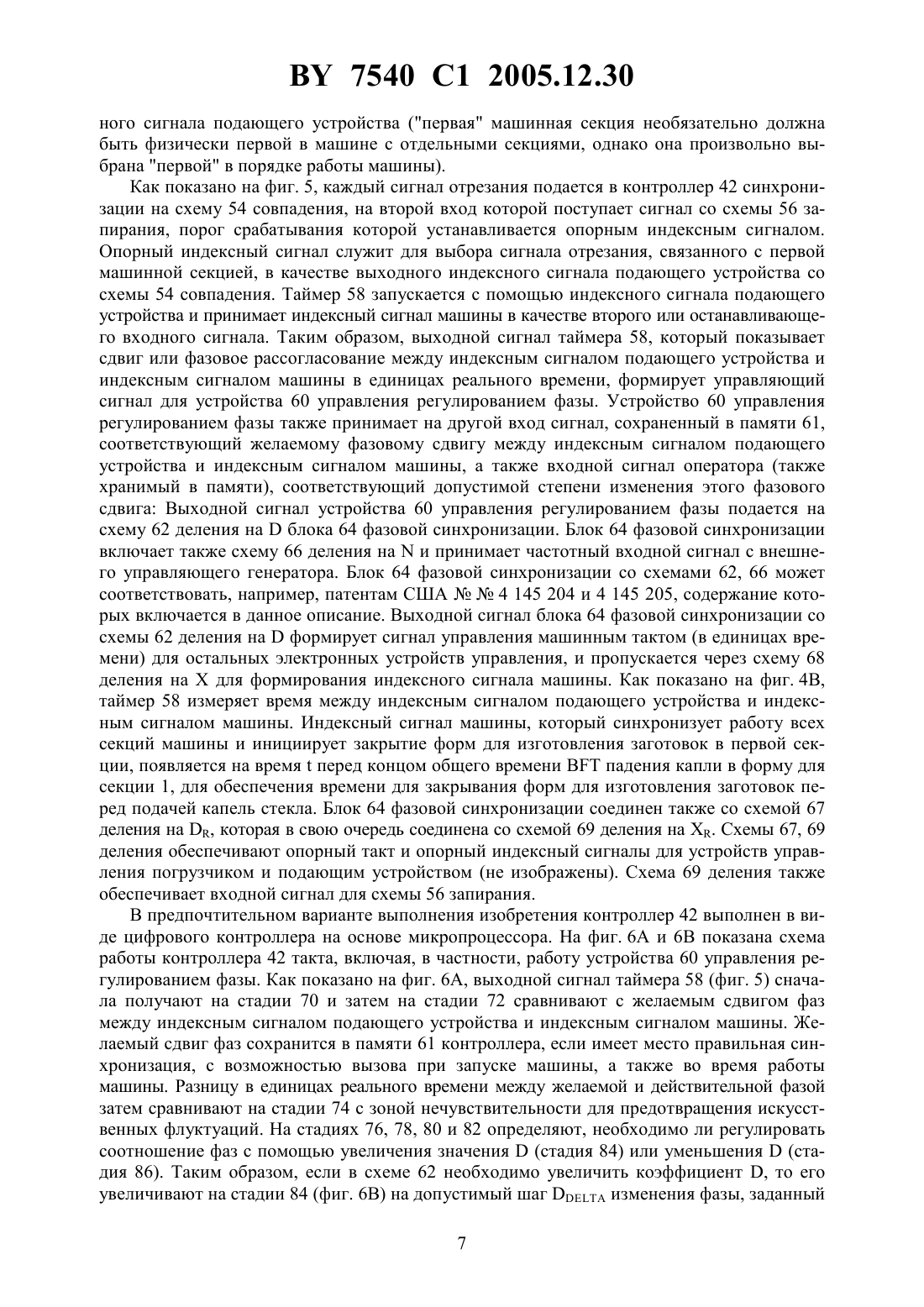
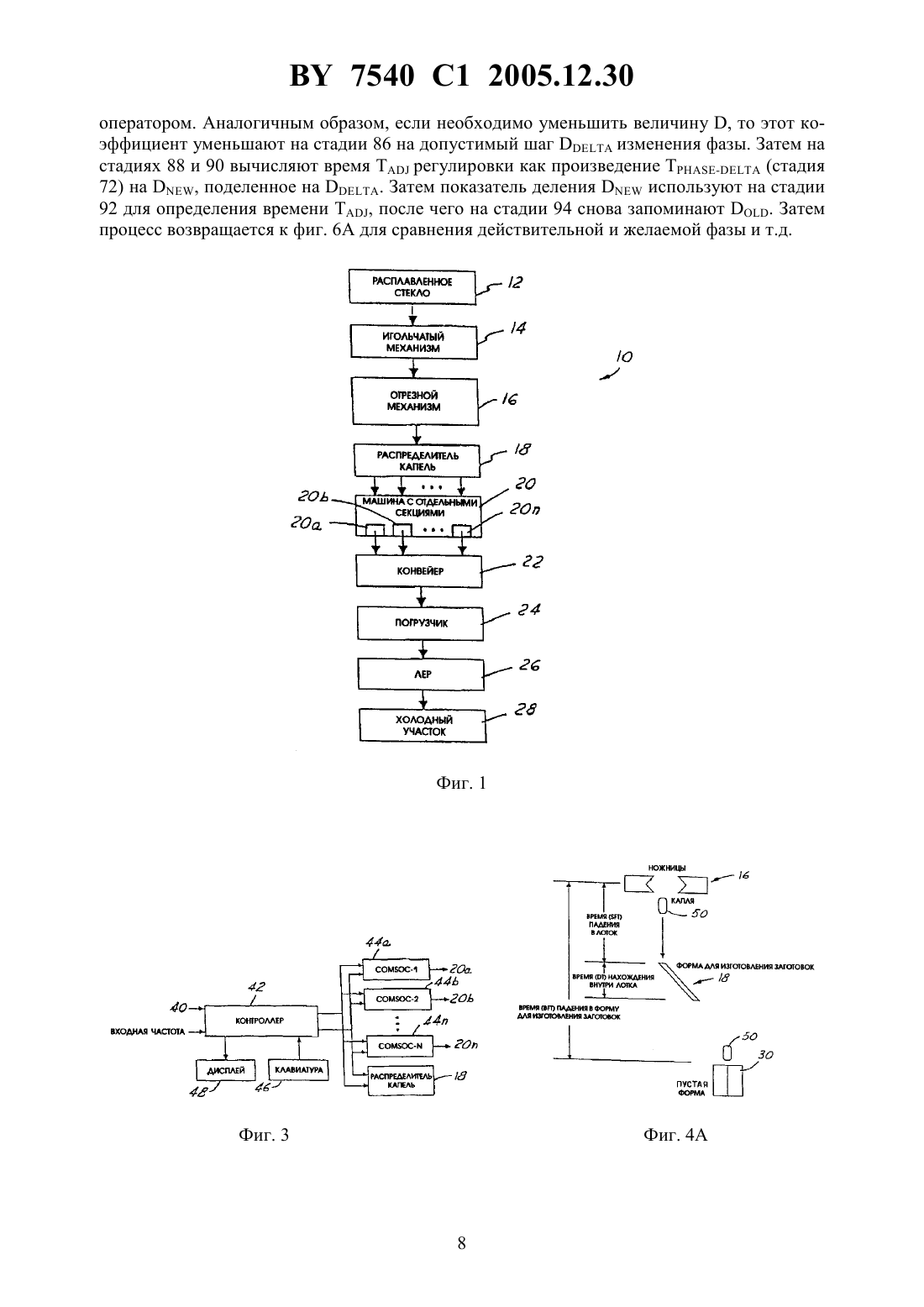
(51)03 9/40 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ТЕХНОЛОГИЧЕСКАЯ УСТАНОВКА ДЛЯ ФОРМОВАНИЯ СТЕКЛОТАРЫ И СПОСОБ ЗАПУСКА ЕЕ В РАБОТУ(20) с отдельными секциями со множеством отдельных секций (20 а, 20, 20 с, 20, 20, 20,20, 20, 20, 20, 20, 20, 20, 20) для приема капель расплавленного стекла и преобразования капель в стеклянные изделия, устройство (12, 14, 16) подачи капель для выдачи капель расплавленного стекла, распределитель (18) для последовательной подачи капель в указанные отдельные секции и средство синхронизации работы секций с устройством подачи капель, отличающаяся тем, что средство синхронизации содержит средство (40) создания 7540 1 2005.12.30 индексного сигнала подающего устройства, соответствующего выдаче капли стекла для первой из указанных секций, операционно связанное с устройством подачи капель, электронное средство (42) машинного такта, содержащее средство создания индексного сигнала машины для синхронизации работы секций относительно друг друга, средства (58, 61) определения разницы в реальном времени между индексным сигналом подающего устройства и индексным сигналом машины и хранения разницы в единицах времени, средство (60) автоматического извлечения сохраненной разницы во времени, приводимое в действие после запуска установки, и средство (60) регулирования времени индексного сигнала машины относительно индексного сигнала подающего устройства с учетом равенства сохраненному времени. 2. Установка по п. 1, отличающаяся тем, что электронное средство машинного такта дополнительно содержит средство контроля разницы во времени между индексным сигналом подающего устройства и индексным сигналом машины, приводимое в действие во время работы установки для регулирования времени индексного сигнала машины до достижения разницы во времени, равной сохраненному времени. 3. Установка по п. 2, отличающаяся тем, что средство регулирования времени индексного сигнала машины содержит блок (62, 64, 66) фазовой синхронизации, принимающий входной частотный сигнал и формирующий на выходе индексный сигнал машины, и средство (60), реагирующее на сигнал от средства контроля для регулирования работы блока фазовой синхронизации. 4. Установка по п. 3, отличающаяся тем, что средство (60) регулирования работы блока фазовой синхронизации содержит средство регулирования работы в фиксированных шагах в зависимости от каждого индексного сигнала подающего устройства. 5. Способ запуска в работу технологической установки (10) для формования стеклотары посредством машины (20) с отдельными секциями со множеством отдельных секций(20, 20, 20, 20, 20, 20, 20, 20, 20, 20, 20, 20, 20, 20) для приема капель расплавленного стекла и преобразования капель в стеклянные изделия, устройства (12, 14,16) подачи капель для выдачи капель расплавленного стекла и распределителя (18) для последовательной подачи капель с устройства подачи капель в каждую из отдельных секций, отличающийся тем, что формируют индексный сигнал подающего устройства, соответствующий выдаче устройством подачи капель капли стекла для первой секции машины, формируют индексный сигнал машины, синхронизируют работу первой и всех других машинных секций с индексным сигналом машины, производят измерение разницы во времени между индексным сигналом подающего устройства и индексным сигналом машины во время работы машины, сохранение этой разницы в единицах времени в памяти и извлечение ее из памяти после запуска машины, и регулируют индексный сигнал машины до достижения разницы во времени между индексным сигналом подающего устройства и индексным сигналом машины, равной сохраненной. 6. Способ по п. 5, отличающийся тем, что измерение разницы во времени между индексным сигналом подающего устройства и индексным сигналом машины во время работы машины и регулирование индексного сигнала машины периодически повторяют для поддержания разницы во времени между индексным сигналом подающего устройства и индексным сигналом машины, равной сохраненной разнице во времени. Данное изобретение относится к технологической установке для формования стеклянной тары в машине с отдельными секциями, и в частности, к способу и устройству для синхронизации работы машины с подачей расплавленных капель стекломассы в машину с отдельными секциями. Производство стеклянной тары осуществляется в настоящее время преимущественно с помощью так называемых машин с отдельными секциями. Такие машины включают в се 2 7540 1 2005.12.30 бя множество отдельных производственных секций, каждая из которых имеет несколько рабочих механизмов для преобразования одной или нескольких загрузок или капель стеклянной массы в полые стеклянные сосуды и передачи сосудов через последующие стадии обработки машинной секции. Обычно машина с отдельными секциями включает в себя источник стекла с игольчатым механизмом для управления потоком расплавленного стекла, отрезной механизм для разрезания потока расплавленного стекла на отдельные капли,и распределитель капель для распределения отдельных капель по отдельным секциям машины. Каждая машинная секция включает в себя одну или более форм для изготовления заготовок, в которых из стеклянной капли формируют первоначально баночку посредством операции выдувания или прессования, один или несколько поворотных рычагов для передачи баночек в формы для выдувания, в которых сосудам посредством выдувания придают конечную форму, клещевые захваты для передачи формованных сосудов на приемный стол, и разгрузочный механизм для перевода формованных сосудов с приемного стола на поперечный конвейер. Конвейер принимает последовательно сосуды со всех секций машины с отдельными секциями и транспортирует сосуды в погрузчик для передачи в печь для отжига - лер. Рабочие механизмы в каждой секции обеспечивают также закрывание половинок форм, перемещение направляющих и дутьевых сопел, управление подачей охлаждающего воздуха и т.д. В патенте США 4 362 544 содержится описание уровня техники применительно к процессам формирования стеклотары как типа выдувание и выдувание, так и типа прессование и выдувание, а также описание электропневматической машины с отдельными секциями, предназначенной для выполнения этих процессов. Одним из важных требований к стеклоформующим технологическим установкам такого типа как при запуске, так и во время непрерывной работы является синхронизация работы стеклоформующей машины с последовательностью подачи расплавленных стеклянных капель. Работа различных машинных секций синхронизируется электронным устройством с помощью машинного сигнала возврата в исходное положение. Сигнал может также обеспечиваться механизмом подачи капель, взаимодействующим с датчиком или электронным устройством управления подающим механизмом. В патенте Канады 1 198 793 предложено создать счетчик, который хронометрирует тактовые сигналы различных рабочих механизмов, таких как подающий капли механизм, и сигнал возврата машины в исходное положение для измерения сдвига между ними в единицах машинных шагов. Сдвиги фиксируют вручную и вручную сбрасывают после запуска, следующего за остановкой. Однако время прохождения капли от подающего устройства до форм для изготовления заготовок является относительно постоянным в реальном масштабе времени и не изменяется в зависимости от скорости машины. Таким образом, установка времени сдвига в единицах машинной скорости не обеспечивает адекватной синхронизации при изменении машинной скорости. Кроме того, в указанном патенте регулирование такта осуществляется вручную, а не автоматически. В патенте США 4 108 623 раскрыта система управления машины с отдельными секциями, которая работает в реальном времени в отличие от работы в машинных или секционных шагах, что является более типичным для уровня техники. Время между отрезанием капли и ее входом в форму для изготовления заготовок измеряют с помощью первого датчика для создания сигнала, соответствующего входу капли в распределитель капель, и второго датчика для создания сигнала, соответствующего входу капли в форму для изготовления заготовок. Операция формования запускается датчиком, реагирующим на вход капли в форму. В данном случае нет фиксированного времени между отрезанием капли и операцией формования заготовок. Задачей данного изобретения является создание способа и устройства синхронизации работы стеклоформующей машины с подачей капель расплавленного стекла в машину с отдельными секциями технологической установки формования стеклотары, которые обеспечивали бы автоматическую синхронизацию работы после запуска установки и которые автоматически поддерживали бы такую синхронизацию во время работы установки. 3 7540 1 2005.12.30 Технологическая установка формования стеклотары с машиной с отдельными секциями включает в себя машину с отдельными секциями, содержащую несколько отдельных машинных секций для приема капель расплавленного стекла и преобразования капель в изделия стеклотары. Устройство подачи капель выдает капли расплавленного стекла и распределитель капель последовательно подает капли в отдельные машинные секции. Согласно данному изобретению, работа машинных секций синхронизируется с работой распределителя капель путем создания индексного сигнала подающего устройства,соответствующего выдаче капли стекла в устройстве подачи стекла. Электронная схема машинного такта включает в себя средства для создания электронного индексного сигнала машины для синхронизации работы машинных секций относительно друг друга. Разница в реальном времени между индексным сигналом подающего устройства и индексным сигналом машины во время работы установки определяют и хранят в единицах времени. После начала работы установки после ее остановки по каким-либо причинам это сохраненное время снова автоматически извлекают из памяти и автоматически регулируют время индексного сигнала машины относительно индексного сигнала подающего устройства для достижения сохраненного времени. Таким образом, время между индексным сигналом подающего устройства и индексным сигналом машины используют для автоматического восстановления синхронизации машины после ее запуска. Индексный сигнал подающего устройства формируется в соответствии с выдачей или отрезанием каждой капли расплавленного стекла с помощью датчика, реагирующего на механическую работу отрезного механизма, или с помощью контроля за электронным копиром, связанным с отрезными лезвиями. Первый из этих сигналов отрезания автоматически произвольно связывается с первой из машинных секций для получения индексного сигнала подающего устройства,связанного с выдачей капли для первой машинной секции. Электронный синхронизирующий контроллер автоматически создает индексный сигнал машины, который вместе с соответствующим сигналом сдвига, формируемым для каждой секции электронным устройством управления секции синхронизует работу нескольких машинных секций друг с другом. Время между индексным сигналом подающего устройства, созданным при выдаче капли для первой машинной секции, и индексным сигналом машины, который инициирует работу первой машинной секции, измеряют во время работы в единицах времени и сохраняют в памяти. После повторного запуска в работу машины с отдельными секциями это время извлекают из памяти и автоматически регулируют электронную систему такта машины,пока время между индексным сигналом подающего устройства и индексным сигналом машины не будет равным этому сохраненному времени. Такое регулирование такта предпочтительно выполняют с помощью схемы фазовой синхронизации с шаговым регулированием фазы, величину которого может выбирать оператор. Дополнительные задачи, признаки и преимущества данного изобретения будут понятны из последующего подробного описания, приложенной формулы изобретения и чертежей, на которых фиг. 1 изображает функциональную блок-схему технологической установки формования стеклотары с машиной с отдельными секциями, согласно данному изобретению фиг. 2 - более детальную функциональную блок-схему части установки, показанной на фиг. 1 фиг. 3 - функциональную блок-схему электронного устройства задания такта и управления установкой, согласно предпочтительному варианту выполнения данного изобретения фиг. 4 А - схему фаз движения капли от ножниц для отрезания капель до форм для изготовления заготовок, согласно фиг. 2 фиг. 4 В - график тактов механизмов, показанных на фиг. 4 А фиг. 5 - функциональную блок-схему части электронного контроллера, показанного на фиг. 3, для регулирования фазового соотношения между индексным сигналом подающего устройства и индексным сигналом машины, согласно данному изобретению 4 7540 1 2005.12.30 фиг. 6 А и 6 В - схему программы выполнения регулирования фаз, согласно фиг. 5. На фиг. 1 показана технологическая установка 10 с машиной с отдельными секциями для формования стеклотары, включающая резервуар или тигель 12, содержащий расплавленное стекло (из предшествующей печи), которое с помощью игольчатого механизма 14 подается к отрезному механизму 16. Отрезной механизм 16 отделяет отдельные капли расплавленного стекла, которые с помощью распределителя 18 капель подаются в машину 20 с отдельными секциями. Машина 20 с отдельными секциями включает в себя множество отдельных секций 20 а, 20, , 20, внутри которых из капель формируются отдельные экземпляры стеклотары. Каждая секция заканчивается разгрузочным участком, с которого изделия стеклотары подаются на общий конвейер 22 машины. Конвейер 22, обычно бесконечный ленточный конвейер, подает стеклотару последовательно в погрузчик 24, который загружает стеклотару партиями в лер 26. Лер 26 подает стеклотару на так называемый холодный участок 28 производственного цикла, где стеклотару проверяют на предмет отклонения от коммерческих требований, сортируют, снабжают наклейками, упаковывают и/или хранят для дальнейшей обработки. Показанная на фиг. 1 установка 10 включает в себя множество рабочих механизмов для выполнения операций со стеклом, перемещения стеклянных изделий через последовательные стадии процесса, а также других функций. Такие рабочие механизмы включают в себя, например, игольчатый механизм 14, механизм 16 отрезания капель, распределитель 18 капель и погрузчик 24. Кроме того, имеется множество механизмов внутри каждой секции машины 20 с отдельными секциями, такие как механизмы для открывания и закрывания форм, механизмы для перемещения направляющих, воронок, и дутьевых головок, механизмы для перемещения поворотных рычагов и клещевых захватов, а также поворотные механизмы для перемещения стеклотары на конвейер 22. Как показано на фиг. 2, каждая отдельная секция 20 а, 20, , 20 включает в себя по меньшей мере одну, а предпочтительно несколько форм 30 для изготовления заготовок, в которые одновременно подаются капли стекла из распределителя 18 капель. В частной технологической установке, показанной в качестве примера на чертежах и описываемой здесь, машина 20 является так называемой трехкапельной машиной, в которой каждая секция машины включает в себя комплект из трех форм 30 для изготовления заготовок для одновременной обработки трех капель стекла и изготовления трех экземпляров стеклотары. Из уровня техники известны также однокапельные, двухкапельные и четырехкапельные машины. Капли стекла подаются по существу одновременно в формы 30 для изготовления заготовок данной машинной секции и поставляются в формы для изготовления заготовок нескольких секций машины в так называемом порядке работы или в последовательности, на которую рассчитана установка. Капли стекла в формах 30 одновременно формируются в баночки, которые с помощью соответствующих поворотных рычагов переводятся из форм 30 для изготовления заготовок в формы 32 для выдувания. В формах 32 для выдувания баночки выдуваются в конечную форму, в то время как следующие серии баночек формируется в формах 30 для изготовления заготовок. Когда следующие серии баночек переводятся поворотными рычагами в формы 32 для выдувания, готовая продукция с помощью клещевых захватов транспортируется на приемный стол разгрузочного участка 34. Несколько разгрузочных участков 34 работают последовательно для подачи готовой стеклотарына конвейер 22 машины (фиг. 1). В описанном объеме стеклоформующая технологическая установка 10 с машиной с отдельными секциями имеет обычную конструкцию. Тигель 12 и игольчатый механизм 14 могут соответствовать, например, патенту США 3 419 373. В предпочтительном варианте выполнения данного изобретения игольчатый механизм 14 соответствует патенту США 5 693 114 и заявке на патент США 08/597 760. Механизм 16 для отрезания капель может соответствовать патентам США 5 573 570 или 5 772 718. Распределитель 18 капель может соответствовать патентам США 5 683 485 или 5 697 995. В патентах 5 7540 1 2005.12.30 США 4 362 544 и 4 427 431 описана типичная машина 20 с отдельными секциями, а в патентах США 4 199 344, 4 222 480 и 5 160 015 описаны типичные разгрузочные участки. В патентах США 4 193 784, 4 290 517, 4 793 465 и 4 923 363 раскрыты подходящие погрузчики 24. В патентах США 4 141 711, 4 145 204, 4 145 205, 4 152 134,4 338 116, 4 364 764, 4 459 146, 4 762 544, 5 264 473 и 5 580 366 описаны различные устройства для электронного управления изготовлением стеклотары в установках с машиной с отдельными секциями. Система управления перемещением рабочих механизмов машины с отдельными секциями описана, например, в указанном выше патенте США 4 548 637. Содержание всех указанных выше патентов и заявок США, а также содержание патента Канады 1 198 793 включаются в данное описание в качестве уровня техники. Датчик 40, показанный на фиг. 2, реагирует на работу механизма 16 отрезания капель и создает соответствующий сигнал отрезания. Датчик 40 может представлять собой бесконтактный датчик или т.п., реагирующий на физическое перемещение режущих лезвий для создания сигнала отрезания. В качестве альтернативного решения, в тех случаях, когда отрезные лезвия приводятся в действие соответствующим сервомеханизмом, реагирующим на заданный электронный копир, датчик 40 может содержать электронные устройства, которые обнаруживают заданное положение среди других положений электронного копира для выдачи сигнала отрезания. Сигнал отрезания с датчика 40 подается в электронный синхронизирующий контроллер 42, показанный на фиг. 3. Контроллер 42 принимает также входной частотный сигнал с задающего генератора (не показан). Выходные сигналы контроллера 42 поступают на компьютеризированные пульты операторов секций или 44 а, 44, , 44, которые управляют работой соответствующих машинных секций 20 а, 20, , 20. Блокимогут соответствовать, например, патентам США 4 152 134, 4 364 764, 4 459 146, 5 264 473 и 5 580 306. В предпочтительном варианте выполнения изобретения, в котором распределитель 18 капель приводится в действие электрически, а не механически, контроллер 42 выдает также управляющий сигнал на распределитель капель. Контроллер 42 принимает на входе также сигналы с клавиатуры 46 оператора и выдает сигналы на дисплей 48 оператора для обычных целей отображения и управления. На фиг. 4 А показан путь падения капли 50 стекла от отрезного механизма 16 - ножниц через лоток распределителя 18 капель в форму 30 для изготовления заготовок отдельной машинной секции. Капля 50, отрезанная ножницами, падает под действием силы тяжести по соответствующему желобу в лоток распределителя 18 капель и оттуда под действием силы тяжести либо непосредственно, либо по другому желобу - в форму 30 для изготовления заготовок отдельной машинной секции. Времяпадения в лоток между ножницами механизма 16 и лотком распределителя 18 и времянахождения внутри лотка распределителя 18 остается относительно постоянным. Аналогичным образом, общее времяпадения в форму между ножницами механизма 16 и данной формой 30 для изготовления заготовок остается относительно постоянным, причем все отрезки времени измеряются в единицах реального времени, хотя времяпадения в форму может изменяться вследствие различных физических расстояний между машинными секциями и распределителем капель. Важным является то, что времяпадения в лоток, времянахождения внутри лотка и общее времяпадения в форму для данной формы 30 для изготовления заготовок остаются относительно постоянными в единицах реального времени независимо от скорости машины. Таким образом, как показано на фиг. 4 В, имеется относительно фиксированное общее время, связанное с каждым сигналом отрезания, выдаваемым датчиком 40 (фиг. 1), независимо от скорости машины. Кроме того,имеется относительно фиксированное время , во время которого лотки распределителя капель перемещаются для выдачи капель в следующую по порядку секцию. На фиг. 4 В показано общее времяпадения в форму только для первой машинной секции. Сигнал отрезания, связанный с первой секцией машины, произвольно выбран в качестве индекс 6 7540 1 2005.12.30 ного сигнала подающего устройства (первая машинная секция необязательно должна быть физически первой в машине с отдельными секциями, однако она произвольно выбрана первой в порядке работы машины). Как показано на фиг. 5, каждый сигнал отрезания подается в контроллер 42 синхронизации на схему 54 совпадения, на второй вход которой поступает сигнал со схемы 56 запирания, порог срабатывания которой устанавливается опорным индексным сигналом. Опорный индексный сигнал служит для выбора сигнала отрезания, связанного с первой машинной секцией, в качестве выходного индексного сигнала подающего устройства со схемы 54 совпадения. Таймер 58 запускается с помощью индексного сигнала подающего устройства и принимает индексный сигнал машины в качестве второго или останавливающего входного сигнала. Таким образом, выходной сигнал таймера 58, который показывает сдвиг или фазовое рассогласование между индексным сигналом подающего устройства и индексным сигналом машины в единицах реального времени, формирует управляющий сигнал для устройства 60 управления регулированием фазы. Устройство 60 управления регулированием фазы также принимает на другой вход сигнал, сохраненный в памяти 61,соответствующий желаемому фазовому сдвигу между индексным сигналом подающего устройства и индексным сигналом машины, а также входной сигнал оператора (также хранимый в памяти), соответствующий допустимой степени изменения этого фазового сдвига Выходной сигнал устройства 60 управления регулированием фазы подается на схему 62 деления наблока 64 фазовой синхронизации. Блок 64 фазовой синхронизации включает также схему 66 деления наи принимает частотный входной сигнал с внешнего управляющего генератора. Блок 64 фазовой синхронизации со схемами 62, 66 может соответствовать, например, патентам США 4 145 204 и 4 145 205, содержание которых включается в данное описание. Выходной сигнал блока 64 фазовой синхронизации со схемы 62 деления наформирует сигнал управления машинным тактом (в единицах времени) для остальных электронных устройств управления, и пропускается через схему 68 деления надля формирования индексного сигнала машины. Как показано на фиг. 4 В,таймер 58 измеряет время между индексным сигналом подающего устройства и индексным сигналом машины. Индексный сигнал машины, который синхронизует работу всех секций машины и инициирует закрытие форм для изготовления заготовок в первой секции, появляется на времяперед концом общего временипадения капли в форму для секции 1, для обеспечения времени для закрывания форм для изготовления заготовок перед подачей капель стекла. Блок 64 фазовой синхронизации соединен также со схемой 67 деления на , которая в свою очередь соединена со схемой 69 деления на . Схемы 67, 69 деления обеспечивают опорный такт и опорный индексный сигналы для устройств управления погрузчиком и подающим устройством (не изображены). Схема 69 деления также обеспечивает входной сигнал для схемы 56 запирания. В предпочтительном варианте выполнения изобретения контроллер 42 выполнен в виде цифрового контроллера на основе микропроцессора. На фиг. 6 А и 6 В показана схема работы контроллера 42 такта, включая, в частности, работу устройства 60 управления регулированием фазы. Как показано на фиг. 6 А, выходной сигнал таймера 58 (фиг. 5) сначала получают на стадии 70 и затем на стадии 72 сравнивают с желаемым сдвигом фаз между индексным сигналом подающего устройства и индексным сигналом машины. Желаемый сдвиг фаз сохранится в памяти 61 контроллера, если имеет место правильная синхронизация, с возможностью вызова при запуске машины, а также во время работы машины. Разницу в единицах реального времени между желаемой и действительной фазой затем сравнивают на стадии 74 с зоной нечувствительности для предотвращения искусственных флуктуаций. На стадиях 76, 78, 80 и 82 определяют, необходимо ли регулировать соотношение фаз с помощью увеличения значения(стадия 84) или уменьшения(стадия 86). Таким образом, если в схеме 62 необходимо увеличить коэффициент , то его увеличивают на стадии 84 (фиг. 6 В) на допустимый шагизменения фазы, заданный 7 7540 1 2005.12.30 оператором. Аналогичным образом, если необходимо уменьшить величину , то этот коэффициент уменьшают на стадии 86 на допустимый шагизменения фазы. Затем на стадиях 88 и 90 вычисляют времярегулировки как произведение - (стадия 72) на , поделенное на . Затем показатель деленияиспользуют на стадии 92 для определения времени , после чего на стадии 94 снова запоминают . Затем процесс возвращается к фиг. 6 А для сравнения действительной и желаемой фазы и т.д. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C03B 9/40
Метки: технологическая, работу, запуска, способ, формования, установка, стеклотары
Код ссылки
<a href="https://by.patents.su/10-7540-tehnologicheskaya-ustanovka-dlya-formovaniya-steklotary-i-sposob-zapuska-ee-v-rabotu.html" rel="bookmark" title="База патентов Беларуси">Технологическая установка для формования стеклотары и способ запуска ее в работу</a>
Способ преобразования тепловой энергии в механическую работу и установка для его осуществления
Номер патента: 2876
Опубликовано: 30.06.1999
Автор: Украинко Михаил Михайлович
МПК: F01K 3/02
Метки: установка, механическую, способ, тепловой, энергии, работу, осуществления, преобразования
Текст:
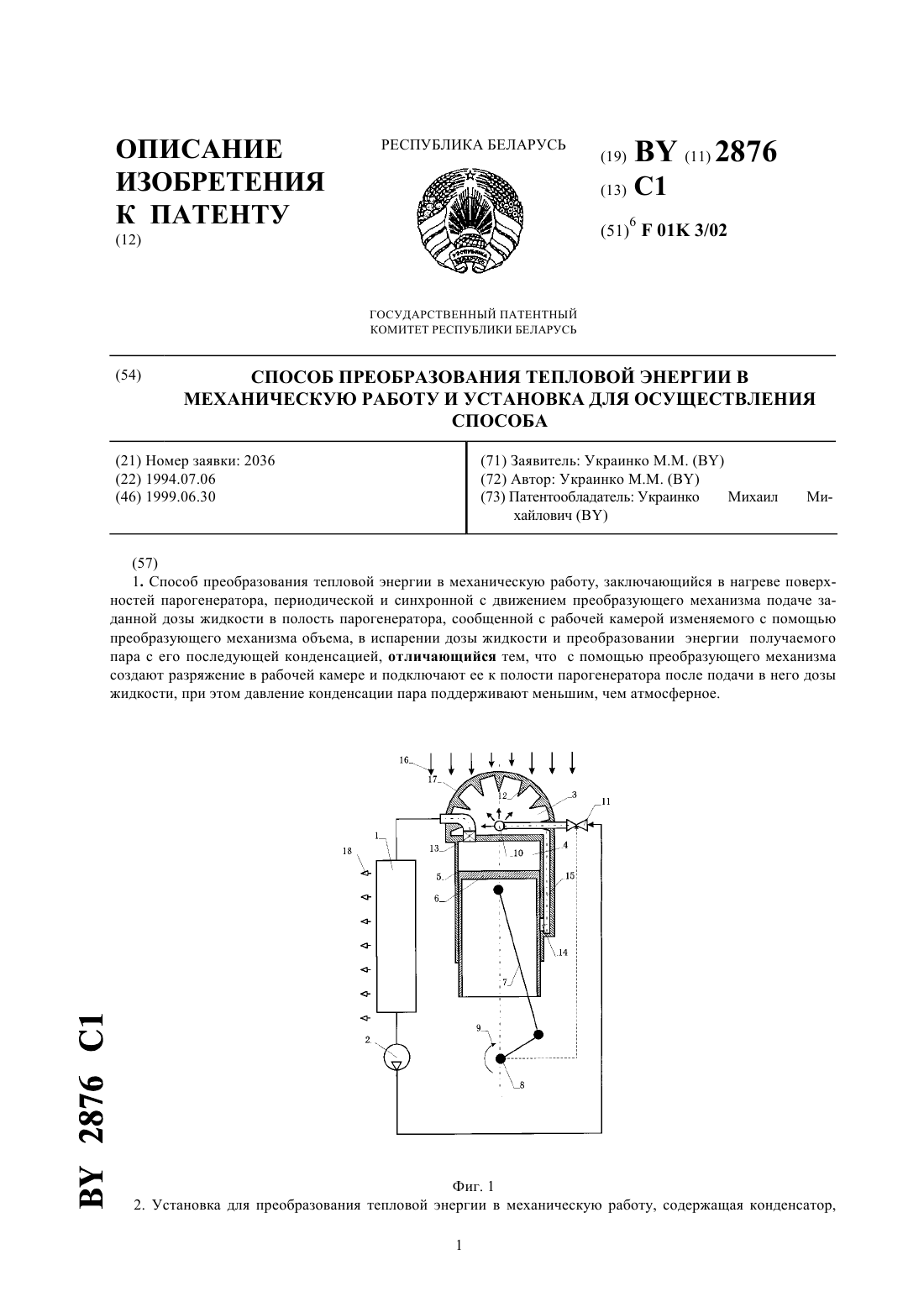
...оказывается меньше атмосферного, индикаторная диаграмма в рабочей камере изменяемого объема описывается при отрицательных значениях давления и на преобразующий механизм передаются силы за счет превышения атмосферного давления над величиной давления в рабочей камере. По существу работу, передаваемую с помощью преобразующего механизма потребителю, совершает окружающая среда, силы атмосферного давления. Таким образом, особенности в порядке...
Способ формования наплавленного слоя огнеупорной массы и смесь частиц, предназначенная для его формования
Номер патента: 3597
Опубликовано: 30.12.2000
Авторы: Жан-Пьер Мейнккен, Леон-Филипп Мотте
МПК: C04B 35/66, C04B 35/01
Метки: частиц, массы, слоя, смесь, способ, огнеупорной, формования, предназначенная, наплавленного
Текст:
...массы обеспечивает вве 3 3597 1 дение двуокиси кремния, образованной при сгорании частиц кремния, в огнеупорную массу в среде соединения с кристаллической решеткой. Настоящее изобретение также относится к смеси частиц, предназначенных для способа формования огнеупорной массы. Смесь содержит горючие кремниевые частицы, огнеупорные частицы из одного или нескольких веществ, составляющие большую часть веса смеси, и дополнительно - частицы...
Установка для формования бетонных изделий с замкнутым криволинейным поперечным сечением

Номер патента: 4446
Опубликовано: 30.06.2002
Авторы: Шамколович Игорь Павлович, Тарасов Виктор Васильевич, Гавриленко Алексей Сергеевич
МПК: B28B 21/34
Метки: бетонных, криволинейным, формования, сечением, установка, замкнутым, изделий, поперечным
Текст:
...на основании 1 горизонтальной центрифуги 2 с приводом 3, на опорные ролики которой бандажами 5 установлена разъемная по одной из главных осей симметрии эллиптического поперечного сечения форма 6 изделия 7. Форма 6 снабжена торцевыми крышками 8 с эллиптическими фланцами 9 и оппозитно размещенными по большой оси эллиптического сечения консолями 10, на свободных концах которых имеются шкивы 11, центры которых совмещены с фокусами...
Способ формования шариков из вязкопластичных материалов
Номер патента: 5299
Опубликовано: 30.06.2003
Авторы: Ярмоц Сергей Петрович, Филонов Игорь Павлович, Козерук Альбин Степанович, Филонова Марина Игоревна
МПК: B29B 11/06
Метки: способ, шариков, материалов, формования, вязкопластичных
Текст:
...траекторий частиц смеси на отбойную поверхность поверхность отбойника и направление потока смеси частиц ориентируют таким образом, чтобы направление движения сферических частиц было вертикальным или нисходящим после охлаждения поверхности частиц их сепарируют по крайней мере на две фракции по размерам, а отделение сферических частиц производят из более крупной фракции 2. Недостатком известного технического решения является невысокое...
Способ комбинированного формования асфальтобетонных образцов
Номер патента: 5476
Опубликовано: 30.09.2003
Авторы: Жайлович Игорь Львович, Яромко Вячеслав Николаевич, Кривошей Андрей Федорович
МПК: G01N 33/38
Метки: способ, комбинированного, образцов, формования, асфальтобетонных
Текст:
...минеральный порошок - 9 ). Из таблицы видно, что для образцов, доуплотненных на прессе под давлением (33,7535) Мпа, отличие результатов не превышает 15 , допустимых для результатов параллельных испытаний согласно СТБ 1115-98. Сравнение результатов испытаний по определению предела прочности при растяжении, при температуре 0 и индекса трещиностойкости для образцов, доуплотненных на прессе под давлением (33,75-35) Мпа, и образцов, сформованных...
Предыдущий патент: Состав минеральной ваты
Следующий патент: Способ хирургического лечения надлодыжечного липодермального склероза
Случайный патент: Солнечный элемент на основе диода Шоттки с металлическим полупрозрачным наноячеистым электродом