Инструмент для чистовой обработки внутренних поверхностей вращения заготовки методом пластического деформирования
Номер патента: 11856
Опубликовано: 30.04.2009
Авторы: Минаков Анатолий Петрович, Куцеполенко Александр Владимирович, Ильюшина Елена Валерьевна

Текст
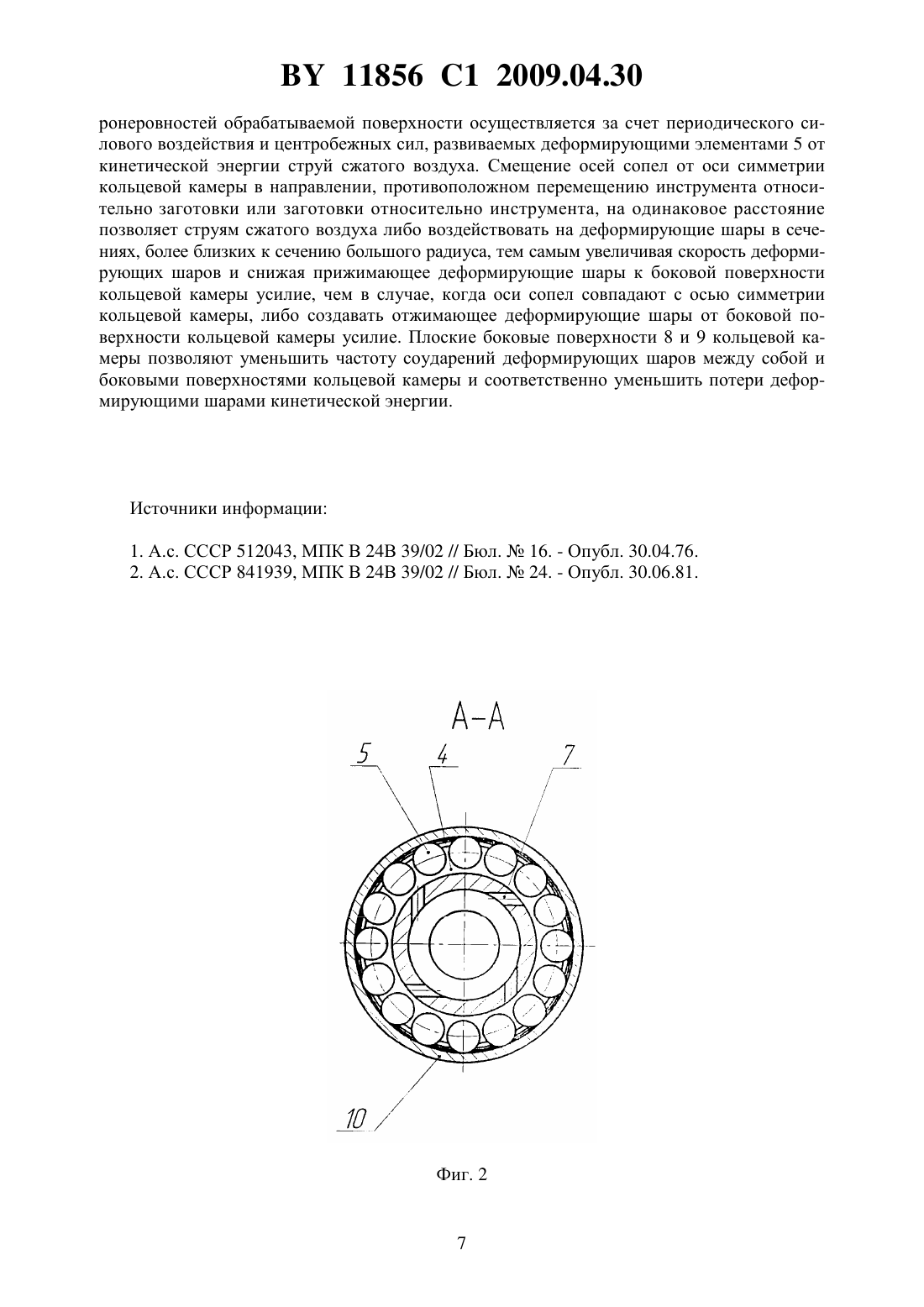
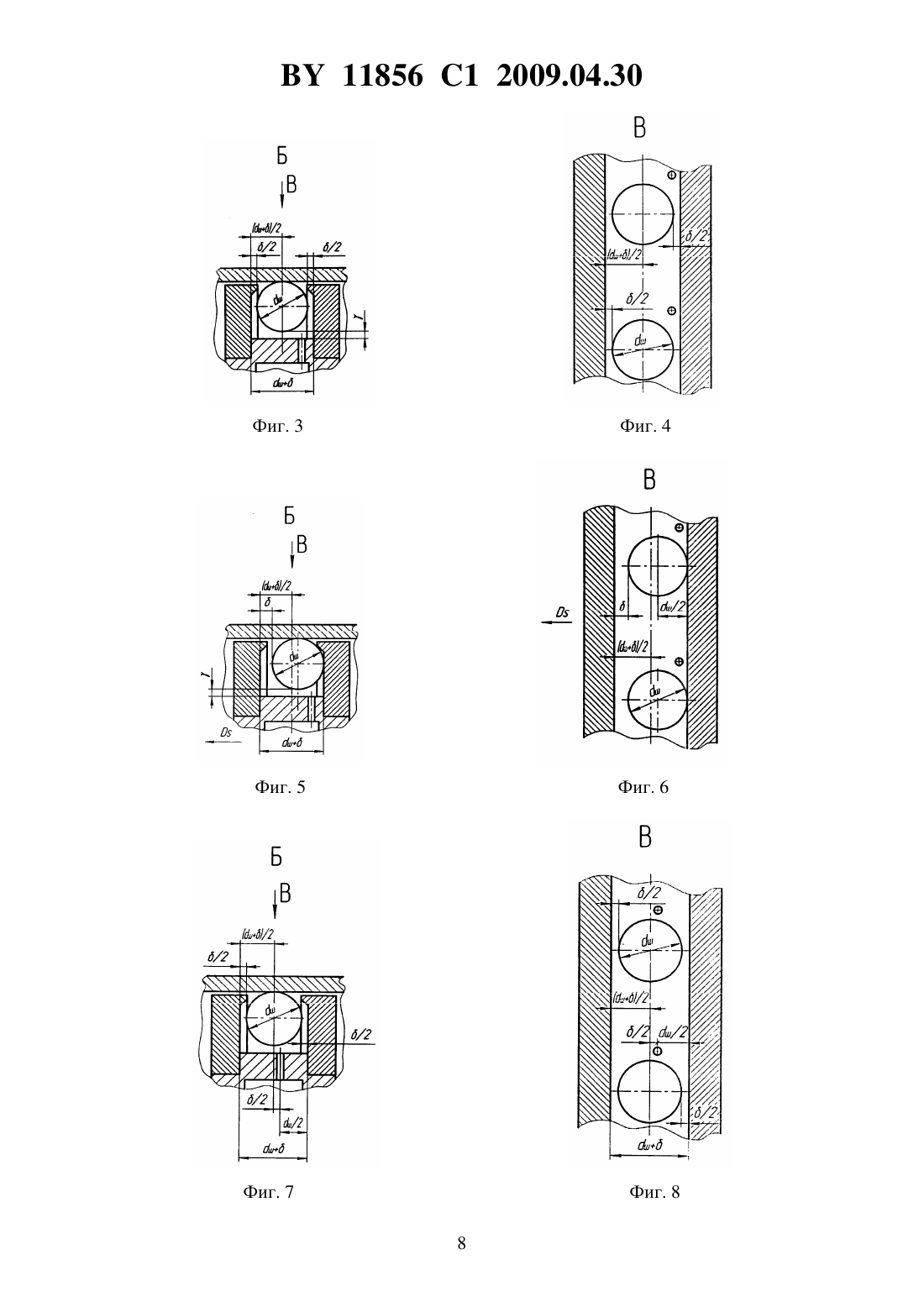
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ЗАГОТОВКИ МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Минаков Анатолий Петрович Куцеполенко Александр Владимирович Ильюшина Елена Валерьевна(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) 1. Инструмент для чистовой обработки внутренних поверхностей вращения заготовки методом пластического деформирования, содержащий корпус, снабженный осевым каналом и кольцевой камерой, связанными между собой соплами, смещенными в осевом направлении и наклоненными к цилиндрической поверхности кольцевой камеры, и свободно расположенные в кольцевой камере деформирующие шары, отличающийся тем, что сопла смещены от оси симметрии кольцевой камеры в направлении, противоположном направлению перемещения инструмента относительно заготовки или заготовки относительно инструмента, на одинаковое расстояние, а боковые поверхности кольцевой камеры выполнены плоскими. 11856 1 2009.04.30 2. Инструмент по п. 1, отличающийся тем, что сопла смещены на расстояние, равное половине осевого зазора. 3. Инструмент по п. 1, отличающийся тем, что сопла смещены на расстояние в диапазоне от половины осевого зазора до осевого зазора включительно. 4. Инструмент по п. 1, отличающийся тем, что сопла смещены на расстояние, большее осевого зазора. 5. Инструмент по любому из пп. 1-4, отличающийся тем, что сопла выполнены цилиндрической формы. 6. Инструмент по любому из пп. 1-4, отличающийся тем, что сопла выполнены коноидальной формы. 7. Инструмент по любому из пп. 1-4, отличающийся тем, что сопла выполнены коническими. 8. Инструмент по любому из пп. 1-4, отличающийся тем, что сопла выполнены в виде сопел Лаваля. 9. Инструмент по п. 1, отличающийся тем, что поверхность деформирующих шаров выполнена с параметром шероховатости , равным 0,125 мкм. 10. Инструмент по п. 1, отличающийся тем, что поверхность деформирующих шаров выполнена с параметром шероховатости , не превышающим 0,08 мкм. 11. Инструмент по п. 1, отличающийся тем, что боковые поверхности кольцевой камеры выполнены из фторопласта. Изобретение относится к обработке металлов давлением, в частности к упрочняющей обработке внутренних цилиндрических поверхностей. Известен инструмент для чистовой обработки тел вращения методом пластического деформирования, содержащий корпус, снабженный осевым каналом и кольцевой камерой,связанными между собой соплами, наклоненными к цилиндрической поверхности камеры, и свободно (насыпью) расположенные в кольцевой камере деформирующие шары 1. При обработке указанным инструментом внутренних поверхностей вращения заготовок осевое перемещение инструмента относительно заготовки или наоборот заготовки относительно инструмента приводит к тому, что деформирующие шары, свободно расположенные в кольцевой камере инструмента, смещаются в направлении, противоположном перемещению инструмента относительно заготовки, и прижимаются к боковой поверхности кольцевой камеры. Поэтому струи сжатого воздуха из сопел, оси которых совпадают с осью симметрии кольцевой камеры, при смещении осей деформирующих шаров в сторону,противоположную перемещению инструмента относительно заготовки, создают дополнительное прижимающее усилие деформирующих шаров к боковой поверхности кольцевой камеры, что приводит к возрастанию силы трения между деформирующими шарами и боковой поверхностью кольцевой камеры и соответственно увеличивает износ деформирующих шаров и боковой поверхности кольцевой камеры, а также снижает скорость деформирующих шаров. К тому же струи сжатого воздуха действуют на деформирующие шары в сечениях малых радиусов, что не позволяет получать максимальной скорости деформирующих шаров и соответственно приводит к более низкой производительности по сравнению, если бы струи сжатого воздуха действовали на деформирующие шары в сечении большого радиуса. Наиболее близким по технической сущности и достигаемому результату к изобретению является инструмент для чистовой обработки тел вращения методом пластической деформации, содержащий корпус, снабженный осевым каналом и кольцевой камерой, связанными между собой соплами, смещенными друг относительно друга в осевом направлении и наклоненными к цилиндрической поверхности кольцевой камеры, и свободно(насыпью) расположенные в кольцевой камере деформирующие шары, причем, по меньшей мере, одна из боковых поверхностей кольцевой камеры является криволинейной 2. 2 11856 1 2009.04.30 При обработке указанным инструментом внутренних поверхностей вращения заготовок осевое перемещение инструмента относительно заготовки или наоборот заготовки относительно инструмента приводит к тому, что деформирующие шары, свободно расположенные в кольцевой камере инструмента, смещаются в направлении, противоположном перемещению инструмента относительно заготовки, и прижимаются к боковой поверхности кольцевой камеры. Так как в осевом направлении все сопла смещены друг относительно друга, то, как бы они не были расположены, по меньшей мере, оси всех сопел кроме одного будут смещены от сечения большого радиуса деформирующих шаров. Причем струи воздуха из сопел, оси которых смещены относительно оси деформирующего шара (сечения большого радиуса деформирующего шара) в направлении перемещения инструмента относительно заготовки, создают дополнительное прижимающее усилие деформирующих шаров к боковой поверхности кольцевой камеры. Это ведет к увеличению силы трения между деформирующими шарами и боковой поверхностью кольцевой камеры и, следовательно, к увеличению износа деформирующих шаров и боковой поверхности кольцевой камеры, а также к снижению скорости деформирующих шаров. Струи воздуха из сопел, оси которых смещены относительно оси деформирующего шара в направлении,противоположном перемещению инструмента относительно заготовки, создают отжимающее деформирующие шары от боковой поверхности кольцевой камеры усилие. Однако струи сжатого воздуха из всех сопел, оси которых смещены от сечения большого радиуса деформирующих шаров, действуют на деформирующие шары в сечениях малых радиусов,что не позволяет получать максимальной скорости деформирующих шаров и соответственно приводит к более низкой производительности по сравнению, если бы струи сжатого воздуха действовали на деформирующие шары в сечении большого радиуса. Многократными экспериментальными исследованиями установлено, что износ деформирующих шаров в процессе обработки происходит из-за соударений между собой и в результате трения деформирующих шаров по одному из торцов диска инструмента. Шары вырабатывают на диске радиусную круговую канавку. Известно, что при финишной пневмовибродинамической обработке заготовки с номинальным внутренним диаметром 100 мм скорость деформирующих шаров достигает 15-30 м/с. Деформирующие шары расположены в камере свободно (насыпью) с радиальным и осевым зазором. Струя сжатого воздуха является упругой средой и соответственно не может надежно прижимать деформирующие шары к волнистой поверхности кольцевой камеры. Таким образом, деформирующие шары будут не копировать профиль этой волнистой поверхности, совершая колебательные движения вдоль оси, а будут ударяться в нее и отскакивать под различными углами, в том числе и в направлении, обратном направлению струй воздуха, ударяя в противоположную стенку кольцевой камеры и соударяясь между собой. Это ведет к увеличению частоты соударений деформирующих шаров между собой и боковыми поверхностями кольцевой камеры и соответственно к увеличению износа деформирующих шаров, а также увеличит потерю их кинетической энергии, то есть понизит их скорость и соответственно производительность процесса. Задачей настоящего изобретения является повышение качества и производительности обработки внутренних поверхностей вращения заготовок и повышение стойкости деформирующих шаров за счет увеличения скорости деформирующих шаров и уменьшения прижимающего их к боковой поверхности кольцевой камеры усилия либо для создания отжимающего их от боковой поверхности кольцевой камеры усилия. Поставленная задача решается тем, что в инструменте для чистовой обработки внутренних поверхностей вращения заготовки методом пластического деформирования, содержащем корпус, снабженный осевым каналом и кольцевой камерой, связанными между собой соплами, смещенными в осевом направлении и наклоненными к цилиндрической поверхности кольцевой камеры, и свободно расположенные в кольцевой камере деформирующие шары, согласно изобретению, сопла смещены от оси симметрии кольцевой камеры 3 11856 1 2009.04.30 в направлении, противоположном направлению перемещения инструмента относительно заготовки или заготовки относительно инструмента, на одинаковое расстояние, а боковые поверхности кольцевой камеры выполнены плоскими. Сопла смещены на одинаковое расстояние, равное половине осевого зазора. Сопла смещены на одинаковое расстояние в диапазоне от половины осевого зазора до осевого зазора включительно. Сопла смещены на одинаковое расстояние, большее осевого зазора. Сопла выполнены цилиндрической формы. Сопла выполнены коноидальной формы. Сопла выполнены коническими. Сопла выполнены в виде сопел Лаваля. Поверхность деформирующих шаров выполнена с параметром шероховатости , равным 0,125 мкм. Поверхность деформирующих шаров выполнена с параметром шероховатости , не превышающим 0,08 мкм. Боковые поверхности кольцевой камеры выполнены из фторопласта. Во избежание разночтений будем называть разность ширины кольцевой камеры и диаметра шара осевым зазором. При обработке указанным инструментом внутренних поверхностей вращения заготовок осевое перемещение инструмента относительно заготовки или заготовки относительно инструмента приводит к тому, что деформирующие шары,свободно расположенные в кольцевой камере инструмента, смещаются в направлении,противоположном направлению перемещения инструмента относительно заготовки, и прижимаются к боковой поверхности кольцевой камеры. Поэтому струи сжатого воздуха из сопел, которые смещены на одинаковое расстояние, либо сообщают деформирующим шарам скорость большую, чем в случае, когда оси сопел совпадают с осью симметрии кольцевой камеры, и уменьшают прижимающее или создают отжимающее усилие деформирующих шаров от боковой поверхности кольцевой камеры, либо, сообщая деформирующим шарам скорость меньшую, чем в случае, когда оси сопел совпадают с осью симметрии кольцевой камеры, создают соответственно большее отжимающее усилие деформирующих шаров от боковой поверхности кольцевой камеры. Деформирующие шары под действием струй сжатого воздуха ударяются в плоские боковые поверхности кольцевой камеры и отскакивают от них под одинаковыми углами в направлении действия струй воздуха, что приводит к уменьшению частоты соударений деформирующих шаров между собой и боковыми поверхностями кольцевой камеры и соответственно к уменьшению потери кинетической энергии. В результате возрастает скорость деформирующих шаров и соответственно производительность процесса, а также увеличивается стойкость деформирующих шаров. Струи сжатого воздуха из сопел, которые смещены на одинаковое расстояние, равное половине осевого зазора, действуют на деформирующие шары в сечении большого радиуса и соответственно сообщают деформирующим шарам максимальную скорость и не создают дополнительное прижимающее усилие деформирующих шаров к боковой поверхности кольцевой камеры. Что ведет к уменьшению силы трения между деформирующими шарами и боковой поверхностью кольцевой камеры и соответственно к увеличению стойкости деформирующих шаров и боковой поверхности кольцевой камеры, а также к увеличению скорости деформирующих шаров и соответственно к повышению производительности. Струи сжатого воздуха из сопел, которые смещены на одинаковое расстояние в диапазоне от половины осевого зазора до осевого зазора включительно, действуют на деформирующие шары в сечении, с радиусом, по крайней мере, не меньшим, чем если бы оси сопел совпадали с осью симметрии кольцевой камеры. И соответственно сообщают деформирующим шарам скорость, по крайней мере, не меньшую, чем в случае, когда оси сопел совпадают с осью симметрии кольцевой камеры. К тому же создают отжимающее деформирующий шар от боковой поверхности кольцевой камеры усилие. Струи сжатого воздуха из сопел, которые смещены на одинаковое расстояние, большее осевого зазора, действуют на деформирующие шары в сечении, с меньшим радиусом,чем в случае, когда оси сопел совпадают с осью симметрии кольцевой камеры. И соответственно сообщают деформирующим шарам меньшую скорость, чем в случае, когда оси 4 11856 1 2009.04.30 сопел совпадают с осью симметрии кольцевой камеры. Однако в этом случае создается отжимающее деформирующий шар от боковой поверхности кольцевой камеры усилие большее, чем в случае, когда сопла смещены от оси симметрии кольцевой камеры в направлении, противоположном направлению перемещения инструмента относительно заготовки или заготовки относительно инструмента, на одинаковое расстояние в диапазоне от половины осевого зазора до осевого зазора включительно. Конструкция сопел цилиндрической формы самая технологичная из-за меньшей трудоемкости изготовления по сравнению с любыми типами сопел. Коэффициенты скорости струи и расхода воздуха при использовании сопел коноидальной формы больше, чем при использовании цилиндрических или конических сопел. Коэффициенты скорости струи и расхода воздуха при использовании конических сопел больше, чем при использовании цилиндрических, а трудоемкость их изготовления по сравнению с трудоемкостью изготовления сопел коноидальной формы меньше. Применение сопел Лаваля позволяет получить большую скорость истечения сжатого воздуха, чем при применении сопел коноидальной формы, а именно сверхзвуковую скорость с числом Маха в диапазоне от единицы до трех. Деформирующие шары с поверхностью, которая выполнена с параметром шероховатости , равным 0,125 мкм, имеют меньшую стоимость, чем деформирующие шары с поверхностью, которая выполнена с параметром шероховатости , не превышающим 0,08 мкм. Поэтому в случаях, когда необходимая шероховатость обработанной поверхности может быть обеспечена деформирующими шарами с поверхностью, которая выполнена с параметром шероховатости , равным 0,125 мкм, представляется нецелесообразным применение более дорогих деформирующих шаров с поверхностью, которая выполнена с параметром шероховатости , не превышающим 0,08 мкм. Применение деформирующих шаров с поверхностью, которая выполнена с параметром шероховатости , не превышающим 0,08 мкм, позволяет получать меньшую шероховатость обработанной поверхности, чем в случае применения деформирующих шаров с поверхностью, которая выполнена с параметром шероховатости , равным 0,125 мкм. Поэтому в случаях, когда необходимая шероховатость обработанной поверхности не может быть обеспечена деформирующими шарами с поверхностью, которая выполнена с параметром шероховатости , равным 0,125 мкм, представляется целесообразным применение более дорогих деформирующих шаров с поверхностью, которая выполнена с параметром шероховатости , не превышающим 0,08 мкм. Боковые поверхности кольцевой камеры, выполненные из фторопласта, обладают более низким коэффициентом трения и более высокой износостойкостью, чем стальные боковые поверхности кольцевой камеры. Например, коэффициент трения фторопласта находится в диапазоне от 0,04 до 0,06, а коэффициент трения стали 45 равен 0,22. Таким образом, применение боковых поверхностей из фторопласта позволяет увеличить скорость деформирующих шаров и их стойкость. Сущность изобретения поясняется чертежами. На фиг. 1 изображен общий вид инструмента в осевом сечении, при отсутствии перемещения инструмента относительно заготовки, у которого сопла смещены от оси симметрии кольцевой камеры в направлении, противоположном направлению перемещения инструмента относительно заготовки или заготовки относительно инструмента, на одинаковое расстояние, а боковые поверхности кольцевой камеры выполнены плоскими. На фиг. 2 изображен разрез А-А на фиг. 1. На фиг. 3 изображен выносной элемент Б на фиг. 1 для инструмента по первому пункту формулы изобретения, при отсутствии перемещения инструмента относительно заготовки. На фиг. 4 изображена развертка кольцевой камеры инструмента по первому пункту формулы изобретения, при отсутствии перемещения инструмента относительно заготовки. На фиг. 5 изображен выносной элемент Б на фиг. 1 для инструмента по первому пункту формулы изобретения, при наличии перемещения инст 5 11856 1 2009.04.30 румента относительно заготовки. На фиг. 6 изображена развертка кольцевой камеры инструмента по первому пункту формулы изобретения, при наличии перемещения инструмента относительно заготовки. На фиг. 7 изображен выносной элемент Б на фиг. 1 для инструмента по второму пункту формулы изобретения, при отсутствии перемещения инструмента относительно заготовки. На фиг. 8 изображена развертка кольцевой камеры инструмента по второму пункту формулы изобретения, при отсутствии перемещения инструмента относительно заготовки. На фиг. 9 изображен выносной элемент Б на фиг. 1 для инструмента по второму пункту формулы изобретения, при наличии перемещения инструмента относительно заготовки. На фиг. 10 изображена развертка кольцевой камеры инструмента по второму пункту формулы изобретения, при наличии перемещения инструмента относительно заготовки. На фиг. 11 изображен выносной элемент Б на фиг. 1 для инструмента по третьему пункту формулы изобретения, при отсутствии перемещения инструмента относительно заготовки. На фиг. 12 изображена развертка кольцевой камеры инструмента по третьему пункту формулы изобретения, при отсутствии перемещения инструмента относительно заготовки. На фиг. 13 изображен выносной элемент Бна фиг. 1 для инструмента по третьему пункту формулы изобретения, при наличии перемещения инструмента относительно заготовки. На фиг. 14 изображена развертка кольцевой камеры инструмента по третьему пункту формулы изобретения, при наличии перемещения инструмента относительно заготовки. На фиг. 15 изображен выносной элемент Б на фиг. 1 для инструмента по четвертому пункту формулы изобретения, при отсутствии перемещения инструмента относительно заготовки. На фиг. 16 изображена развертка кольцевой камеры инструмента по четвертому пункту формулы изобретения, при отсутствии перемещения инструмента относительно заготовки. На фиг. 17 изображен выносной элемент Б на фиг. 1 для инструмента по четвертому пункту формулы изобретения, при наличии перемещения инструмента относительно заготовки. На фиг. 18 изображена развертка кольцевой камеры инструмента по четвертому пункту формулы изобретения, при наличии перемещения инструмента относительно заготовки. Предлагаемый инструмент состоит из корпуса 1 с установленными на нем кольцами 2 и 3, образующими кольцевую камеру 4 со свободно размещенными в ней деформирующими элементами - шариками 5. В корпусе 1 выполнен осевой канал 6, сообщающийся с источником сжатого воздуха (не показано). Осевой канал 6 соединяется с кольцевой камерой 4 посредством отверстий 7, отклоненных от радиального направления в строну движения деформирующих элементов 5. Для увеличения скорости деформирующих шаров и уменьшения прижимающего их к боковой поверхности кольцевой камеры усилия либо для создания отжимающего их от боковой поверхности кольцевой камеры усилия сопла смещены от оси симметрии кольцевой камеры в направлении, противоположном перемещению инструмента относительно заготовки или заготовки относительно инструмента, на одинаковое расстояние. Для уменьшения частоты соударений деформирующих шаров между собой и боковыми поверхностями кольцевой камеры и соответственно для уменьшения потерь кинетической энергии боковые поверхности 8 и 9 кольцевой камеры выполнены плоскими. Инструмент работает следующим образом. Инструмент крепят, например, в коническом отверстии пиноли задней бабки соосно с обрабатываемой заготовкой, установленной в патроне передней бабки. Обрабатываемой заготовке сообщают вращение, а инструменту - линейное перемещение вдоль оси этой заготовки. Под действием сжатого воздуха, подводимого от системы питания (не показана) через осевой канал 6 и наклонно к нему расположенные сопла 7, деформирующие шары 5 перемещаются вдоль кольцевой камеры 4 и получают орбитальное вращательное движение. Кроме вращательного, деформирующие шары совершают осциллирующее и радиальное перемещение по отношению к обрабатываемой поверхности 10 в пределах осевогои радиальногозазоров шаров 5 в кольцевой камере 4. Пластическое деформирование мик 6 11856 1 2009.04.30 ронеровностей обрабатываемой поверхности осуществляется за счет периодического силового воздействия и центробежных сил, развиваемых деформирующими элементами 5 от кинетической энергии струй сжатого воздуха. Смещение осей сопел от оси симметрии кольцевой камеры в направлении, противоположном перемещению инструмента относительно заготовки или заготовки относительно инструмента, на одинаковое расстояние позволяет струям сжатого воздуха либо воздействовать на деформирующие шары в сечениях, более близких к сечению большого радиуса, тем самым увеличивая скорость деформирующих шаров и снижая прижимающее деформирующие шары к боковой поверхности кольцевой камеры усилие, чем в случае, когда оси сопел совпадают с осью симметрии кольцевой камеры, либо создавать отжимающее деформирующие шары от боковой поверхности кольцевой камеры усилие. Плоские боковые поверхности 8 и 9 кольцевой камеры позволяют уменьшить частоту соударений деформирующих шаров между собой и боковыми поверхностями кольцевой камеры и соответственно уменьшить потери деформирующими шарами кинетической энергии. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 10
МПК / Метки
МПК: B24B 39/00
Метки: инструмент, заготовки, методом, пластического, чистовой, обработки, вращения, внутренних, деформирования, поверхностей
Код ссылки
<a href="https://by.patents.su/10-11856-instrument-dlya-chistovojj-obrabotki-vnutrennih-poverhnostejj-vrashheniya-zagotovki-metodom-plasticheskogo-deformirovaniya.html" rel="bookmark" title="База патентов Беларуси">Инструмент для чистовой обработки внутренних поверхностей вращения заготовки методом пластического деформирования</a>
Инструмент для чистовой обработки тел вращения методом пластического деформирования

Номер патента: U 4247
Опубликовано: 28.02.2008
Авторы: Куцеполенко Александр Владимирович, Ильюшина Елена Валерьевна, Минаков Анатолий Петрович
МПК: B24B 39/00
Метки: пластического, методом, инструмент, обработки, тел, чистовой, деформирования, вращения
Текст:
...шарам скорость большую, чем в случае, когда оси сопел совпадают с осью симметрии кольцевой камеры и уменьшают прижимающее или создают отжимающее усилие деформирующих шаров от боковой поверхности кольцевой камеры, либо сообщают деформирующим шарам скорость меньшую, чем в случае, когда оси сопел совпадают с осью симметрии кольцевой камеры, создают соответственно большее отжимающее усилие деформирующих шаров от боковой поверхности...
Инструмент для чистовой обработки тел вращения методом пластического деформирования

Номер патента: U 3234
Опубликовано: 30.12.2006
Авторы: Минаков Анатолий Петрович, Куцеполенко Александр Владимирович, Ткачев Александр Владимирович
МПК: B24B 39/02
Метки: пластического, деформирования, вращения, тел, инструмент, чистовой, методом, обработки
Текст:
...элементов при их взаимодействии с основанием кольцевой камеры.Поставленная задача рещается тем, что в инструменте для чистовой обработки тел вращения методом пластического деформирования, содержащем корпус, снабженный осевым каналом и кольцевой камерой, связанными между собой соплами, наклоненными к цилиндрической поверхности камеры, одна из боковых поверхностей которой является криволинейной, и расположенные в камере деформирующие...
Комбинированный инструмент для обработки внутренних поверхностей вращения нежёстких тонкостенных заготовок
Номер патента: U 1835
Опубликовано: 30.03.2005
Авторы: Ящук Олег Викторович, Куцеполенко Александр Владимирович, Минаков Анатолий Петрович
МПК: B24B 39/02
Метки: нежёстких, тонкостенных, внутренних, инструмент, заготовок, комбинированный, вращения, обработки, поверхностей
Текст:
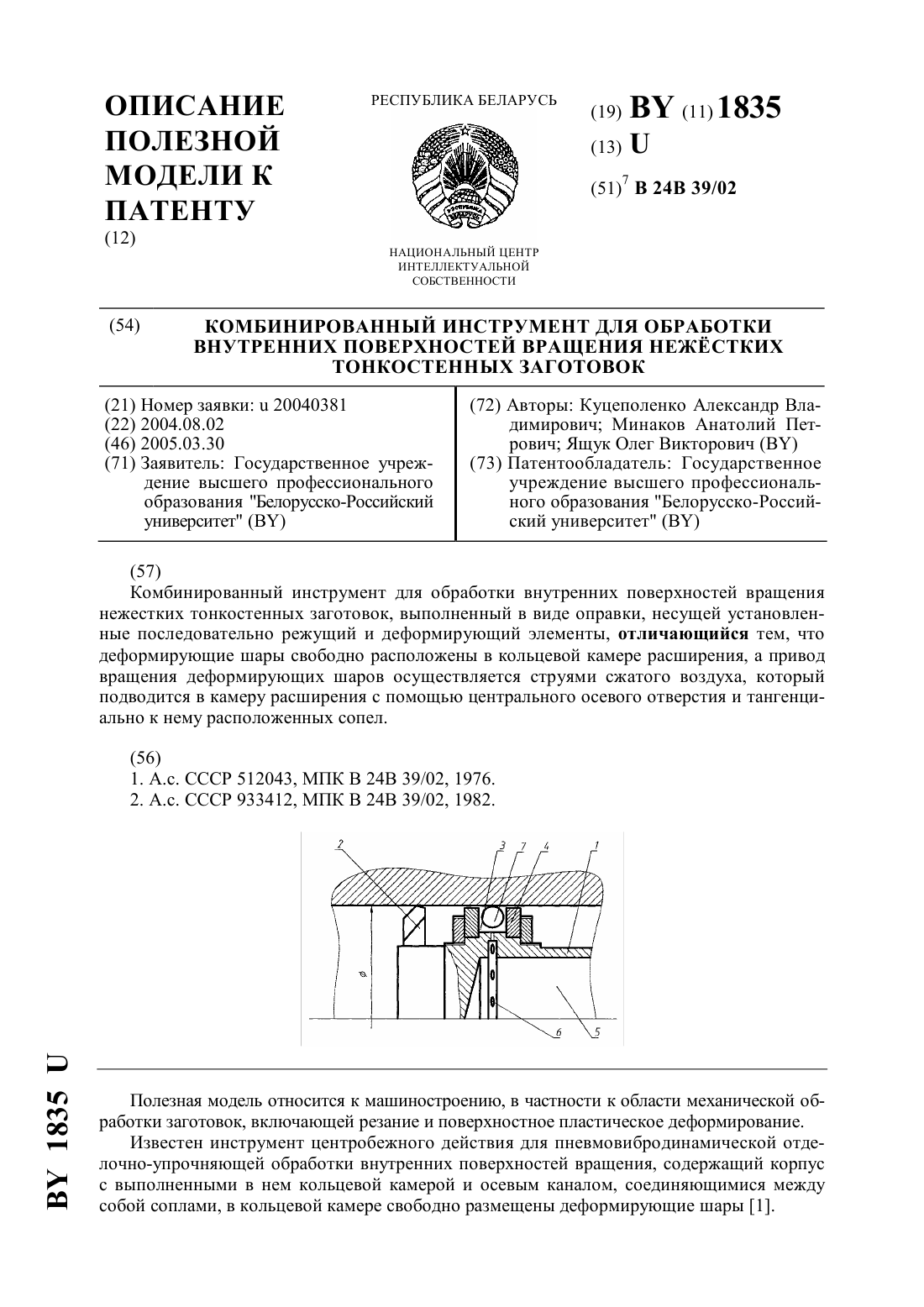
...качества обработки нежестких тонкостенных заготовок за счет снижения усилий пластического деформирования. Поставленная задача решается тем, что в комбинированном инструменте для обработки внутренних поверхностей вращения нежестких тонкостенных заготовок, выполненном в виде оправки, несущей установленные последовательно режущий и деформирующий элементы, согласно полезной модели, деформирующие шары свободно расположены в кольцевой камере...
Инструмент для накатывания внутренних поверхностей вращения
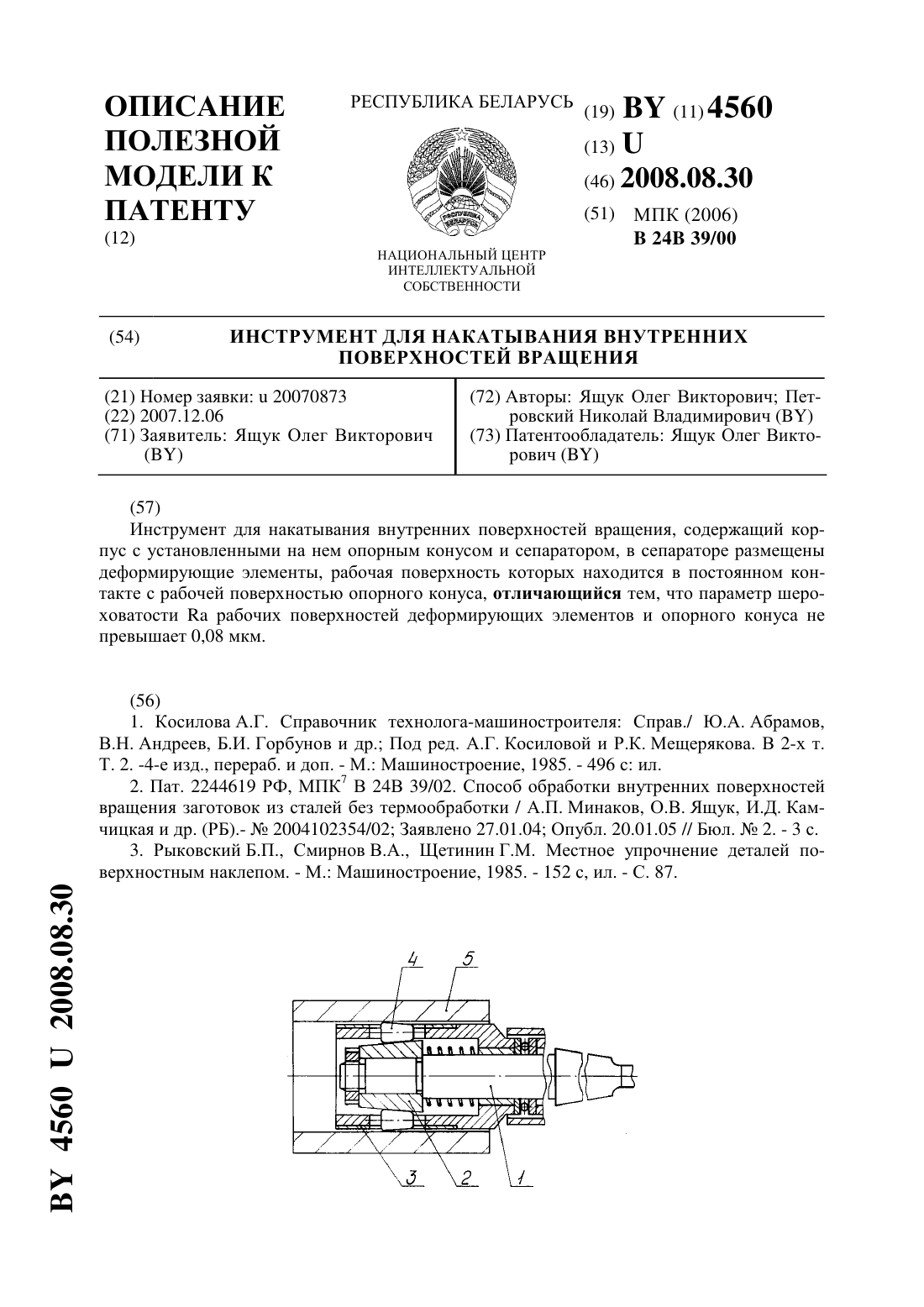
Номер патента: U 4560
Опубликовано: 30.08.2008
Авторы: Ящук Олег Викторович, Петровский Николай Владимирович
МПК: B24B 39/00
Метки: накатывания, вращения, внутренних, инструмент, поверхностей
Текст:
...элементами, не способен обеспечить получение на обрабатываемой поверхности параметра шероховатости 0,1 мкм вследствие того, что при изготовлении деформирующих элементов и опорного конуса их рабочие поверхности обрабатывают с параметром шероховатости 0,1 мкм или, обычно,0,20,4 мкм (. 392). В процессе накатывания обрабатываемой поверхности,твердость которой несравненно меньше твердости рабочей поверхности деформирующих элементов,...
Инструмент для пневмовибродинамической обработки внутренних цилиндрических поверхностей
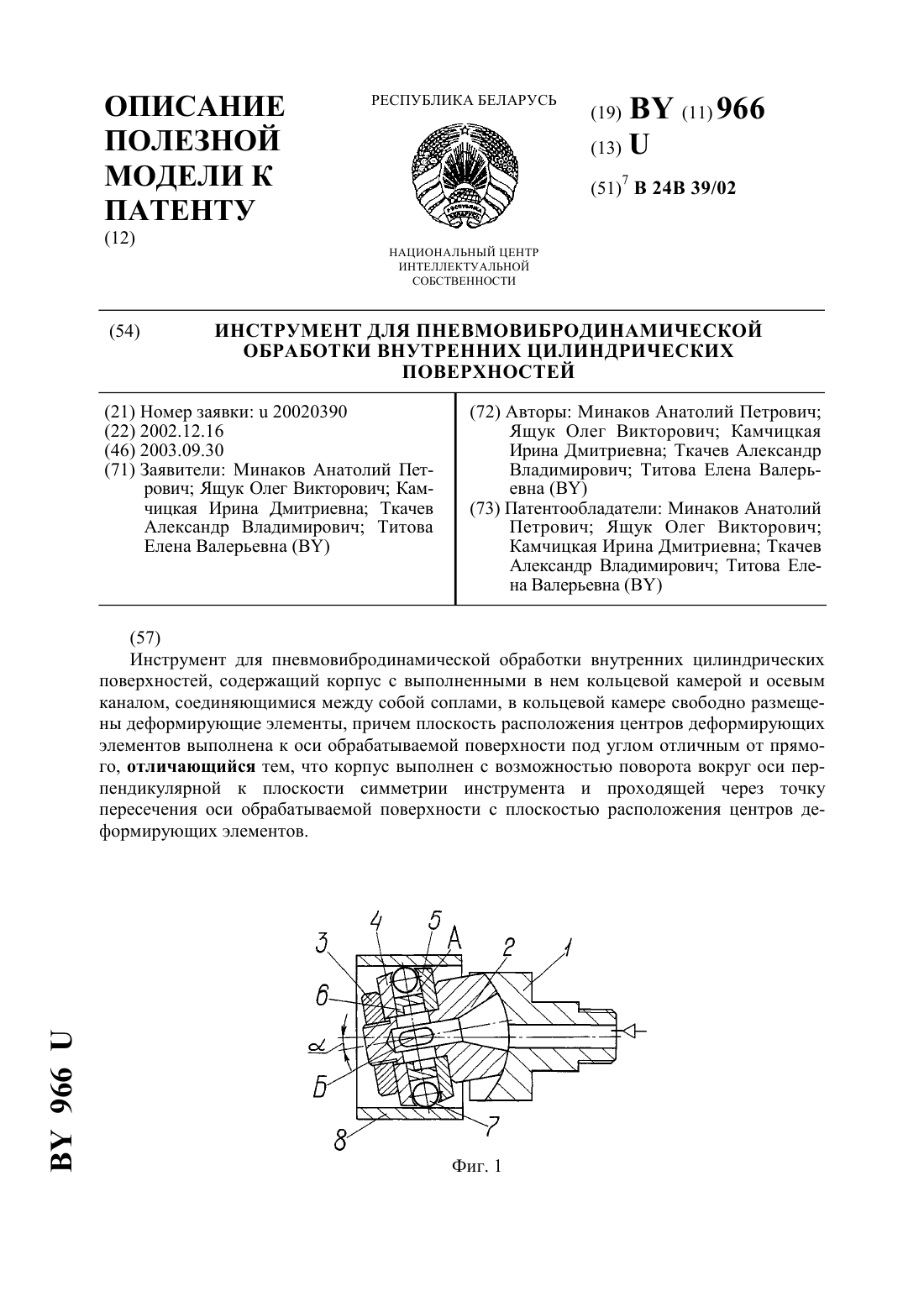
Номер патента: U 966
Опубликовано: 30.09.2003
Авторы: Минаков Анатолий Петрович, Титова Елена Валерьевна, Ткачев Александр Владимирович, Ящук Олег Викторович, Камчицкая Ирина Дмитриевна
МПК: B24B 39/02
Метки: обработки, внутренних, цилиндрических, инструмент, пневмовибродинамической, поверхностей
Текст:
...деформирующие элементы, причем плоскость расположения центров деформирующих элементов выполнена к оси обрабатываемой поверхности под углом отличным от прямого 2. Рассматриваемый инструмент позволяет наносить на обрабатываемую поверхность микрорельеф в виде сетки ромбовидной формы, но не позволяет регулировать угол наклона плоскости расположения центров деформирующих элементов, что ограничивает его технологические возможности. Задачей...
Предыдущий патент: Выпарной аппарат
Следующий патент: Нож куттера
Случайный патент: Механизм подвески сошника