Устройство для магнитного контроля поперечной неоднородности механических свойств листового проката сталей, движущегося в технологическом потоке производства

Текст
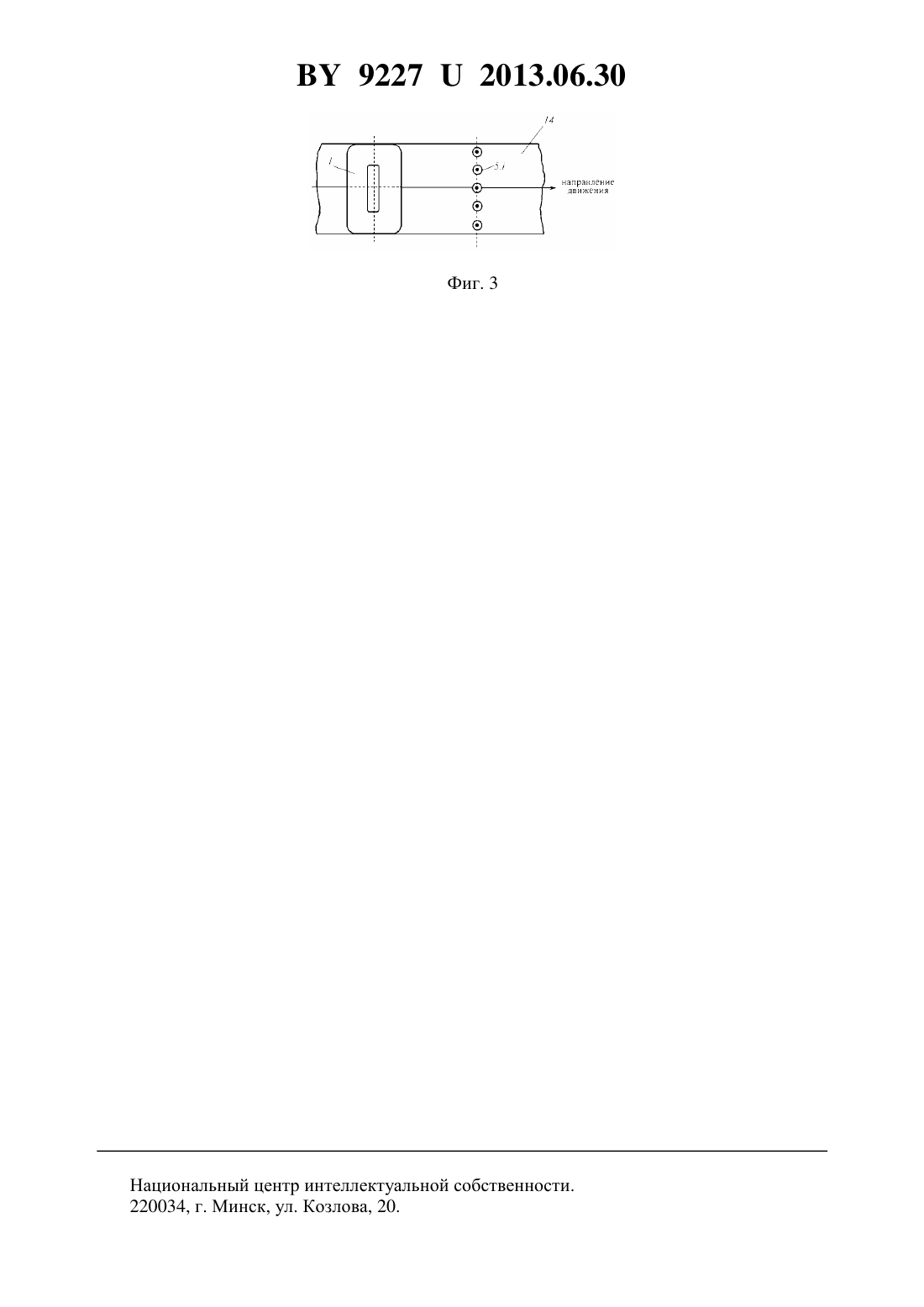
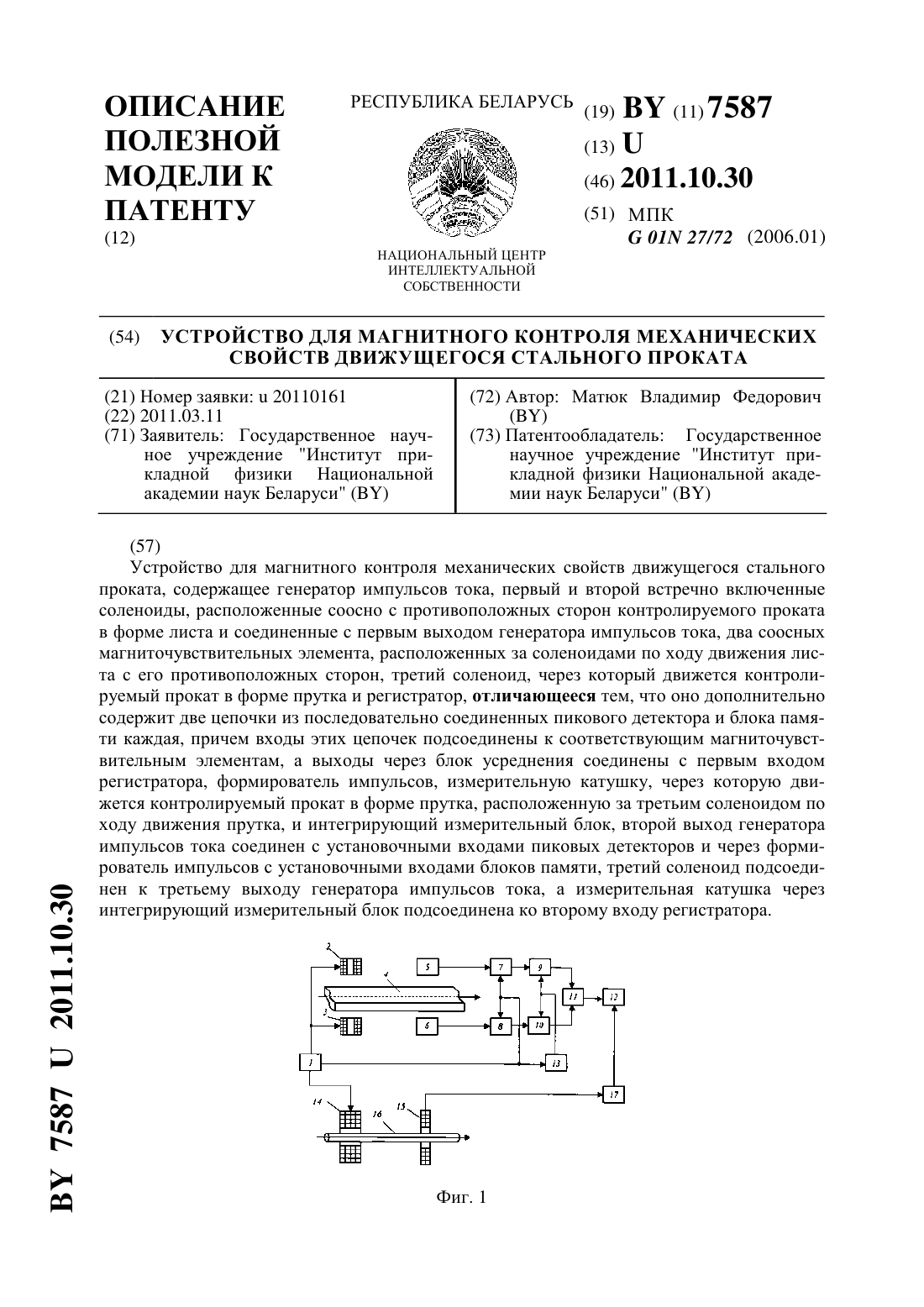
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ МАГНИТНОГО КОНТРОЛЯ ПОПЕРЕЧНОЙ НЕОДНОРОДНОСТИ МЕХАНИЧЕСКИХ СВОЙСТВ ЛИСТОВОГО ПРОКАТА СТАЛЕЙ, ДВИЖУЩЕГОСЯ В ТЕХНОЛОГИЧЕСКОМ ПОТОКЕ ПРОИЗВОДСТВА(71) Заявитель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(72) Автор Матюк Владимир Федорович(73) Патентообладатель Государственное научное учреждение Институт прикладной физики Национальной академии наук Беларуси(57) Устройство для магнитного контроля поперечной неоднородности механических свойств листового проката сталей, движущегося в технологическом потоке производства,содержащее расположенные симметрично и перпендикулярно относительно общей плоскости симметрии два соосных намагничивающих соленоида и два соосных магниточувствительных элемента, установленные на некотором расстоянии от намагничивающих соленоидов, генератор импульсов тока, соединенный с намагничивающими соленоидами, тактовый генератор, два пиковых детектора, два блока памяти, блок усреднения, регистратор и блок питания, причем выход тактового генератора соединен с генератором импульсов тока и управляющими входами блоков памяти, выходы магниточувствительных элементов через соответствующие пиковые детекторы и блоки памяти соединены со входами блока усреднения, выход которого подключен к регистратору, установочные входы пиковых детекторов связаны с генератором импульсов тока, отличающееся тем, что оно содержит дополнительные пары цепочек из последовательно соединенных магниточувствительного элемента,пикового детектора и блока памяти каждая, выходы которых подсоединены к соответствующим входам блока усреднения, причем магниточувст-вительные элементы в каждой паре расположены симметрично и перпендикулярно относительно общей плоскости симметрии на одинаковом расстоянии от намагничивающих соленоидов, пары магниточувст Фиг. 1 92272013.06.30 вительных элементов расположены поперек проката в направлении от его центра к краям на расстоянии, обратно пропорциональном ширине проката, намагничивающие соленоиды вытянуты поперек проката, а их размеры в этом направлении не менее ширины проката.(56) 1. А.с. СССР 587776, МПК 01 33/12,01 27/72, 1989. 2. А.с. СССР 1101725, МПК 01 27/72, 1984. 3. А.с. СССР 1022085, МПК 01 33/12, 1987. Полезная модель относится к неразрушающему контролю материалов и изделий и, в частности, может быть использована в металлургической промышленности для контроля поперечной неоднородности механических свойств листового проката сталей в технологическом потоке производства. Известно устройство для электромагнитного контроля механических свойств движущихся ферромагнитных материалов в форме протяженных прутков, лент и профильного проката 1, содержащее два намагничивающих элемента и два магниточувствительных элемента, расположенных в одной плоскости по продольной оси устройства, и регистратор, подключенный к выходам магниточувствительных элементов. Недостатком данного устройства является невозможность контроля поперечной неоднородности механических свойств листового проката сталей в технологическом потоке производств. Известно устройство для контроля движущихся ферромагнитных изделий 2, содержащее генератор намагничивающего тока, выход которого соединен со входами двух намагничивающих элементов, два магниточувствительных элемента, последовательно соединенные сумматор и регистратор, датчик скорости, два измерительных канала, выполненные каждый в виде последовательно соединенных компаратора, генератора импульсов, накапливающего сумматора и блока управления, при этом выходы магниточувствительных элементов соединены со входами соответствующих компараторов,выходы которых соединены со входами сброса соответствующих накапливающих сумматоров, выходы блоков умножения соединены с соответствующими входами сумматора, а выход датчика скорости - со вторыми входами блоков умножения. Недостатком данного устройства является невозможность контроля поперечной неоднородности механических свойств листового проката сталей в технологическом потоке производств. Наиболее близким по технической сущности к настоящей полезной модели является устройство для измерения параметров движущихся ферромагнитных изделий 3, содержащее два намагничивающих соленоида, два магниточувствительных элемента, генератор импульсов тока, связанный с намагничивающими соленоидами, регистратор, два пиковых детектора, два блока памяти, блок измерения среднего геометрического сигнала и тактовый генератор, выход которого соединен с генератором импульсов тока и управляющими входами блоков памяти, выходы магниточувствительных элементов через соответствующие пиковые детекторы и блоки памяти соединены со входами блока измерения среднего геометрического сигнала, выход которого подключен к регистратору, а установочные входы пиковых детекторов связаны с генератором импульсов тока. Недостатком данного устройства является невозможность контроля поперечной неоднородности механических свойств листового проката сталей в технологическом потоке производств. Технической задачей заявляемой полезной модели является контроль поперечной неоднородности механических свойств листового проката сталей в технологическом потоке производств. Сущность полезной модели заключается в том, что она содержит расположенные симметрично и перпендикулярно относительно общей плоскости симметрии два соосных намагничивающих соленоида,пар цепочек из последовательно соединенных магнито 2 92272013.06.30 чувствительного элемента, пикового детектора и блока памяти каждая, генератор импульсов тока, соединенный с намагничивающими соленоидами, тактовый генератор, блок усреднения, входы которого соединены с выходами соответствующих блоков памяти, регистратор и блок питания, причем выход тактового генератора соединен с генератором импульсов тока и управляющими входами блоков памяти, установочные входы пиковых детекторов связаны с генератором импульсов тока, причем магниточувствительные элементы в каждой паре расположены симметрично и перпендикулярно относительно общей плоскости симметрии на одинаковом расстоянии от намагничивающих соленоидов, пары магниточувствительных элементов расположены поперек проката в направлении от его центра к краям на расстоянии, обратно пропорциональном ширине проката, намагничивающие соленоиды вытянуты поперек проката, а их размеры в этом направлении не менее ширины проката. В отличие от прототипа полезная модель содержит дополнительные пары цепочек из последовательно соединенных магниточувствительного элемента, пикового детектора и блока памяти каждая, выходы которых подсоединены к соответствующим входам блока усреднения, причем магниточувствительные элементы в каждой паре расположены симметрично и перпендикулярно относительно общей плоскости симметрии на одинаковом расстоянии от намагничивающих соленоидов, пары магниточувствительных элементов расположены поперек проката в направлении от его центра к краям на расстоянии, обратно пропорциональном ширине проката, намагничивающие соленоиды вытянуты поперек проката, а их размеры в этом направлении не менее ширины проката. Это позволяет контролировать поперечные неоднородности его механических свойств в потоке производства на конечной стадии изготовления за счет дополнительного измерения с двух сторон движущегося листа вточках поперек проката градиентов напряженности поля остаточной намагниченности и их попарного усреднения. На фиг. 1 представлена функциональная схема полезной модели. На фиг. 2 представлено взаимное расположение намагничивающих соленоидов и магниточувствительных элементов полезной модели относительно движущегося листа (вертикальный разрез в направлении движения). На фиг. 3 представлено взаимное расположение намагничивающих соленоидов и магниточувствительных элементов полезной модели относительно движущегося листа (вид сверху). Полезная модель для магнитного контроля поперечной неоднородности механических свойств листового проката сталей в технологическом потоке производства (фиг. 1, 2, 3) содержит расположенные симметрично и перпендикулярно относительно общей плоскости симметрии два соосных намагничивающих соленоида 7 и 2, вытянутые поперек проката, причем их размеры в этом направлении не менее ширины проката, генератор импульсов тока 3, тактовый генератор 4,пар магниточувствительных элементов 5.16.15.-6., установленных на некотором расстоянии от намагничивающих соленоидов 1 и 2 и выполненных в виде феррозондов-градиентометров каждый, пиковые детекторы 7.17. и 8.1-8., блоки памяти 9.1-9. и 10.1-10., блок усреднения 11, регистратор 12 и блок питания 13, причем выход тактового генератора 4 соединен с генератором импульсов тока 3 и с управляющими входами блоков памяти 9.1-9. и 10.1-10., выходы магниточувствительных элементов 5.1-6.15.-6. через соответствующие пиковые детекторы 7.1-7. и 8.1-8. и блоки памяти 9.1-9. и 10.1-10. соединены со входами блока усреднения 11, выход которого подключен к регистратору 12, установочные входы пиковых детекторов 7.17. и 8.1-8. связаны с генератором импульсов тока 3, магниточувствительные элементы 5.1-6.15.-6. в каждой паре расположены симметрично и перпендикулярно относительно общей плоскости симметрии на одинаковом расстоянии от намагничивающих соленоидов 7 и 2, пары магниточувствительных элементов 5.1-6.15.-6. расположены поперек проката в направлении от его центра к краям на расстоянии, обратно пропорциональном ширине проката. 3 92272013.06.30 Блок питания 13 обеспечивает полезную модель требуемыми уровнями переменного и постоянного напряжения. Работает полезная модель следующим образом. Тактовый генератор 4 формирует короткие тактовые импульсы в зависимости от скорости движения контролируемого проката 14 (фиг. 2-3). Задний фронт первого тактового импульса запускает генератор 3 импульсов тока, формирующий импульс тока через намагничивающие соленоиды 1 и 2. Эти импульсы локально намагничивают движущийся лист 14, причем градиент напряженности поля остаточной намагниченности локально намагниченного участка несет информацию о механических свойствах листа 14. При перемещении контролируемого листа 14 вдоль направления прокатки градиент напряженности поля остаточной намагниченности намагниченного участка измеряется магниточувствительными элементами 5.1-6.15.-6. с двух сторон проката вточках поперек движущегося проката. Максимальные величины сигналов с магниточувствительных элементов 5.1-6.15.-6. измеряются соответствующими пиковыми детекторами 7.1-7. и 8.1-8 Следующий тактовый импульс, поступая на управляющие входы блоков памяти 9.19. и 10.1-10., переписывает в них информацию с соответствующих пиковых детекторов 7.1-7. и 8.1-8., вновь запускает своим задним фронтом генератор 3 импульсов тока и осуществляет сброс пиковых детекторов 7.1-7. и 8.1-8 При этом локально намагничивается следующий участок движущегося проката 14. Сигналы с блоков памяти 9.1-9. и 10.1-10. поступают на входы блока усреднения 11, в котором максимальные значения сигналов с магниточувствительных элементов 5.1-6.15.-6., расположенных с разных сторон листа, попарно усредняются, чем достигается отстройка от влияния смещения листа при движении от плоскости прокатки. Усредненные значения градиентов напряженности поля остаточной намагниченности с двух сторон листа вточках поперек проката поступают на регистратор 12. По этим значениям судят о механических свойствах контролируемого листа. Эффективность полезной модели обусловлена тем, что при измерении вточках поперек проката с двух его сторон в перпендикулярном направлении градиентов напряженности поля остаточной намагниченности и их попарного усреднения выявляется поперечная неоднородность механических свойств листового проката сталей, обусловленная особенностями технологии производства. Так, при измерении с помощью устройства по прототипу на ленте из стали 08 кп толщиной 0,5 мм и шириной 1000 мм неоднородность свойств поперек ленты не выявляется. При измерении с помощью предлагаемой полезной модели разница в результатах измерений в центре ленты и на расстоянии 50 мм от края составляет более 30 . Техническим результатом применения предлагаемой полезной модели является возможность выявления поперечной неоднородности механических свойств листового проката сталей в технологическом потоке производств. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: G01N 27/72
Метки: листового, движущегося, сталей, производства, контроля, механических, устройство, проката, неоднородности, магнитного, поперечной, технологическом, потоке, свойств
Код ссылки
<a href="https://by.patents.su/5-u9227-ustrojjstvo-dlya-magnitnogo-kontrolya-poperechnojj-neodnorodnosti-mehanicheskih-svojjstv-listovogo-prokata-stalejj-dvizhushhegosya-v-tehnologicheskom-potoke-proizvodstva.html" rel="bookmark" title="База патентов Беларуси">Устройство для магнитного контроля поперечной неоднородности механических свойств листового проката сталей, движущегося в технологическом потоке производства</a>
Устройство для магнитного контроля механических свойств листового проката сталей, движущегося в технологическом потоке производства

Номер патента: U 9196
Опубликовано: 30.06.2013
Автор: Матюк Владимир Федорович
МПК: G01N 27/72
Метки: технологическом, проката, потоке, свойств, механических, производства, устройство, контроля, движущегося, магнитного, сталей, листового
Текст:
...и управляющими входами блоков памяти, выходы магниточувствительных элементов через соответствующие пиковые детекторы и блоки памяти соединены со входами блока усреднения, выход которого подключен к регистратору, установочные входы пиковых детекторов связаны с генератором импульсов тока, магниточувствительные элементы первой пары расположены перпендикулярно, а второй и третьей пар параллельно общей плоскости в двух взаимно перпендикулярных...
Устройство для импульсного магнитного контроля механических свойств листового проката сталей в потоке производства

Номер патента: U 3536
Опубликовано: 30.04.2007
Авторы: Матюк Владимир Федорович, Осипов Александр Александрович, Пинчуков Дмитрий Анатольевич, Делендик Михаил Николаевич
МПК: G01N 27/00
Метки: механических, проката, потоке, свойств, импульсного, сталей, магнитного, производства, устройство, листового, контроля
Текст:
...изменяемым коэффициентом усиления, индикатором, цифроаналоговым преобразователем, электронным ключом, переключателем и через усилитель-ограничитель с интеграторами, а выход цифроаналогового преобразователя через электронный ключ и усилитель мощности соединен с источником тока. В отличие от известного устройства в предлагаемой полезной модели дополнительно введены две первые цепочки, состоящие из первого усилителя, полосового фильтра, второго...
Способ импульсного магнитного контроля механических свойств листового проката сталей в потоке производства
Номер патента: 8057
Опубликовано: 30.04.2006
Авторы: Делендик Михаил Николаевич, Матюк Владимир Федорович, Осипов Александр Александрович, Райхельт Хайко, Хартманн Хансйорг
МПК: G01N 27/87
Метки: потоке, магнитного, листового, производства, свойств, способ, импульсного, механических, проката, сталей, контроля
Текст:
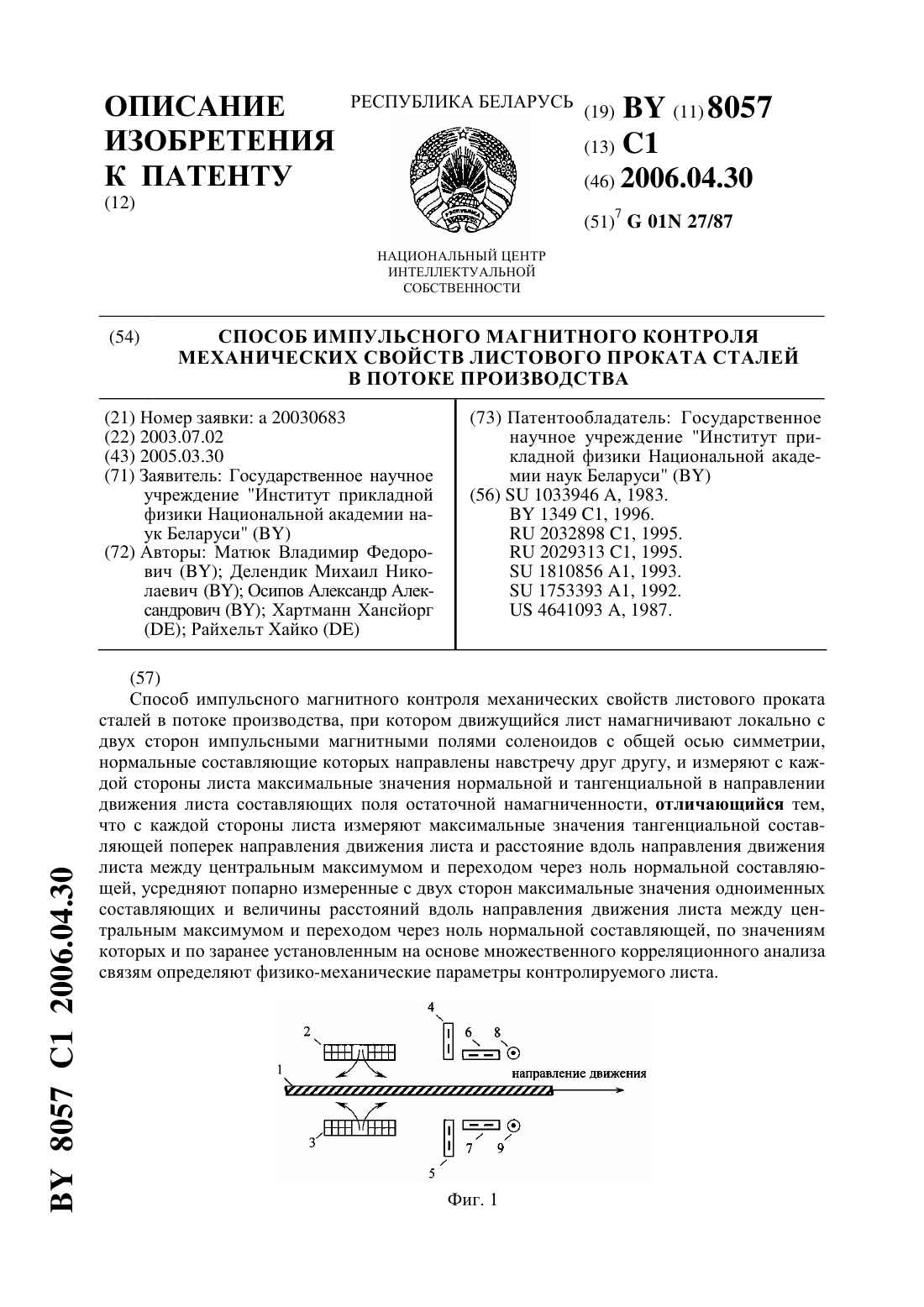
...тангенциальной поперек движения листа составляющих поля остаточной намагниченности и расстояние вдоль направления движения листа между центральным максимумом и переходом через ноль нормальной составляющей, усредняют попарно измеренные с двух сторон максимальные значения одноименных составляющих и величины расстояний вдоль направления движения листа между центральным максимумом и переходом через ноль нормальной составляющей, по значениям...
Устройство для магнитного контроля механических свойств движущегося стального проката
Номер патента: U 7587
Опубликовано: 30.10.2011
Автор: Матюк Владимир Федорович
МПК: G01N 27/72
Метки: проката, магнитного, контроля, свойств, стального, механических, движущегося, устройство
Текст:
...направлению движения и оси, вдоль которой расположены считывающие преобразователи. Технической задачей заявляемой полезной модели является повышение достоверности контроля движущегося в технологической линии стального проката в форме листов и прутков за счет устранения влияния вибрационного смещения движущегося прутка в направлении, перпендикулярном направлению движения. Сущность полезной модели заключается в том, что она содержит...
Устройство для магнитного контроля анизотропии свойств листового проката сталей

Номер патента: U 9106
Опубликовано: 30.04.2013
Автор: Матюк Владимир Федорович
МПК: G01N 27/72
Метки: анизотропии, контроля, сталей, устройство, магнитного, листового, свойств, проката
Текст:
...к управляющему входу блока намагничивания и выходам трехканального блока измерения второй гармоники, индикатор, подсоединенный к выходу блока управления и обработки информации, и блок питания, причем подвижная часть преобразователя с феррозондами и соленоидом может поворачиваться относительно корпуса. В отличие от прототипа полезная модель дополнительно содержит блок управления и обработки информации, подключенный к управляющему входу...
Предыдущий патент: Оптико-электронное устройство контроля отражательной дифракционной оптики
Следующий патент: Свая
Случайный патент: Оптический комбинированный прицел